Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 94140
Опубліковано: 27.10.2014
Автори: Стрілець Володимир Миколайович, Малащенко Володимир Олександрович, Стрілець Олег Романович, Федорук Віктор Анатолійович

Формула / Реферат
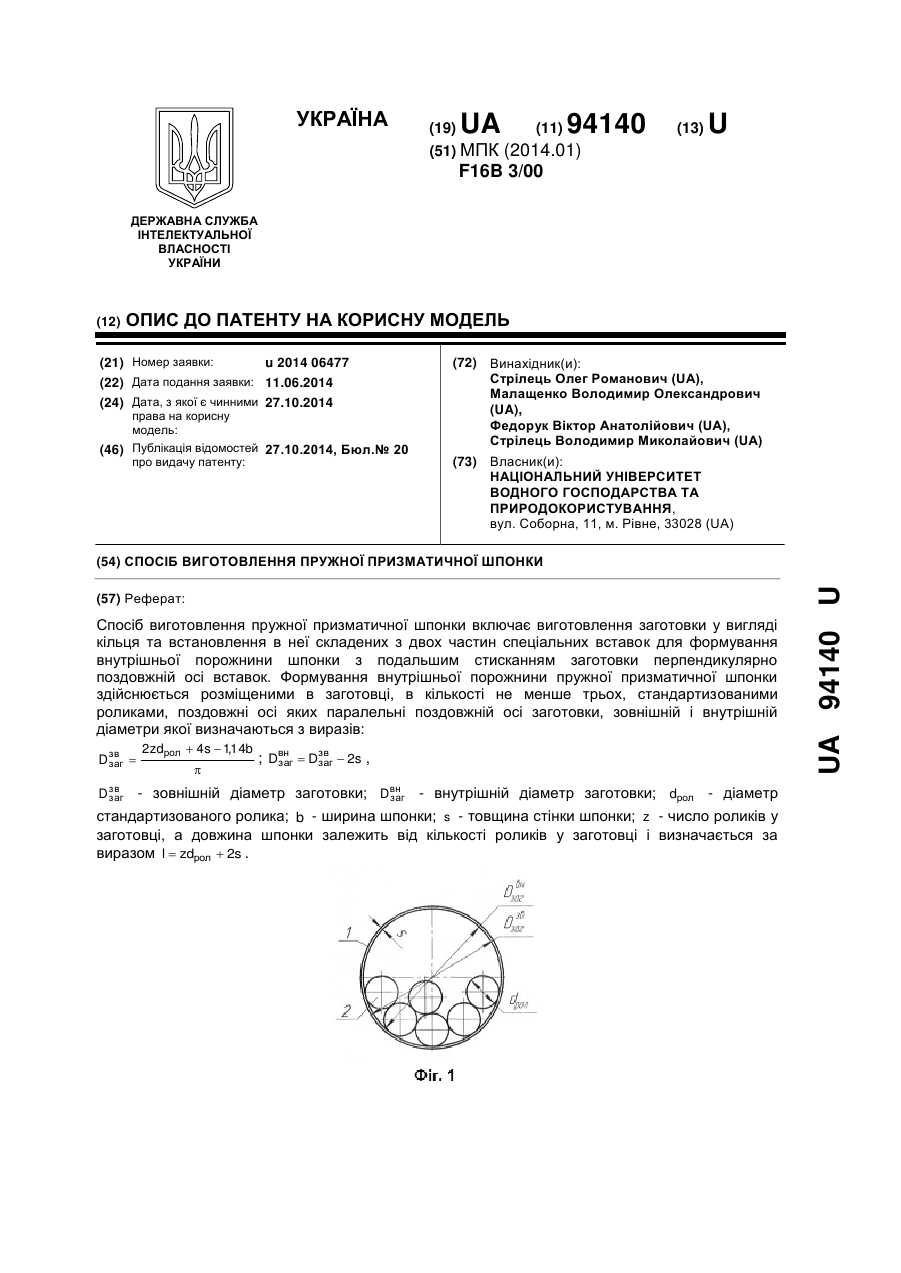
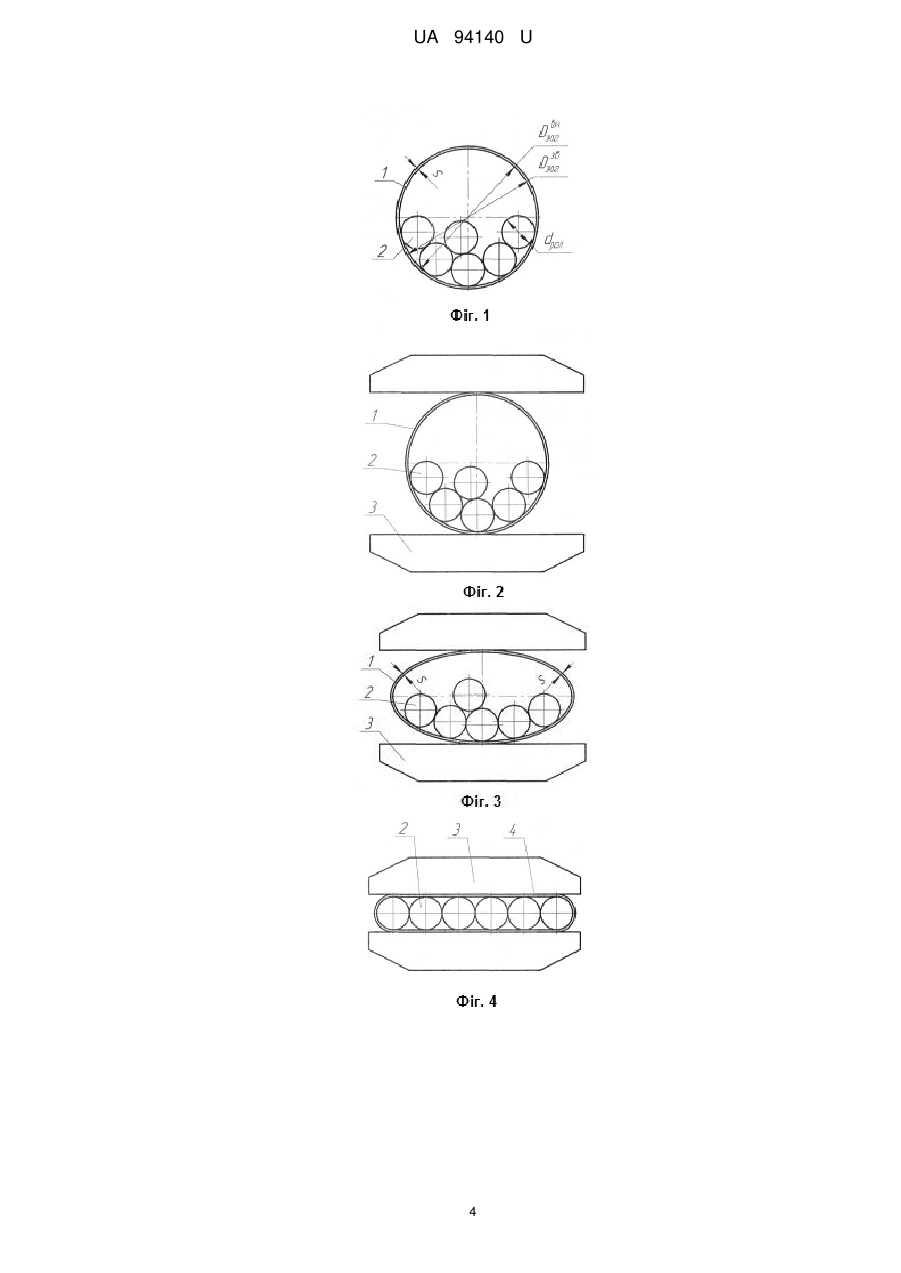
1. Спосіб виготовлення пружної призматичної шпонки, що включає виготовлення заготовки у вигляді кільця та встановлення в неї складених з двох частин спеціальних вставок для формування внутрішньої порожнини шпонки з подальшим стисканням заготовки перпендикулярно поздовжній осі вставок, який відрізняється тим, що формування внутрішньої порожнини пружної призматичної шпонки здійснюється розміщеними в заготовці, в кількості не менше трьох, стандартизованими роликами, поздовжні осі яких паралельні поздовжній осі заготовки, зовнішній і внутрішній діаметри якої визначаються з виразів:
![]() ;
; ![]() ,
,
![]() - зовнішній діаметр заготовки;
- зовнішній діаметр заготовки; ![]() - внутрішній діаметр заготовки;
- внутрішній діаметр заготовки; ![]() - діаметр стандартизованого ролика;
- діаметр стандартизованого ролика; ![]() - ширина шпонки;
- ширина шпонки; ![]() - товщина стінки шпонки;
- товщина стінки шпонки; ![]() - число роликів у заготовці.
- число роликів у заготовці.
2. Спосіб за п. 1, який відрізняється тим, що довжина шпонки залежить від кількості роликів у заготовці і визначається за виразом ![]() .
.
Текст
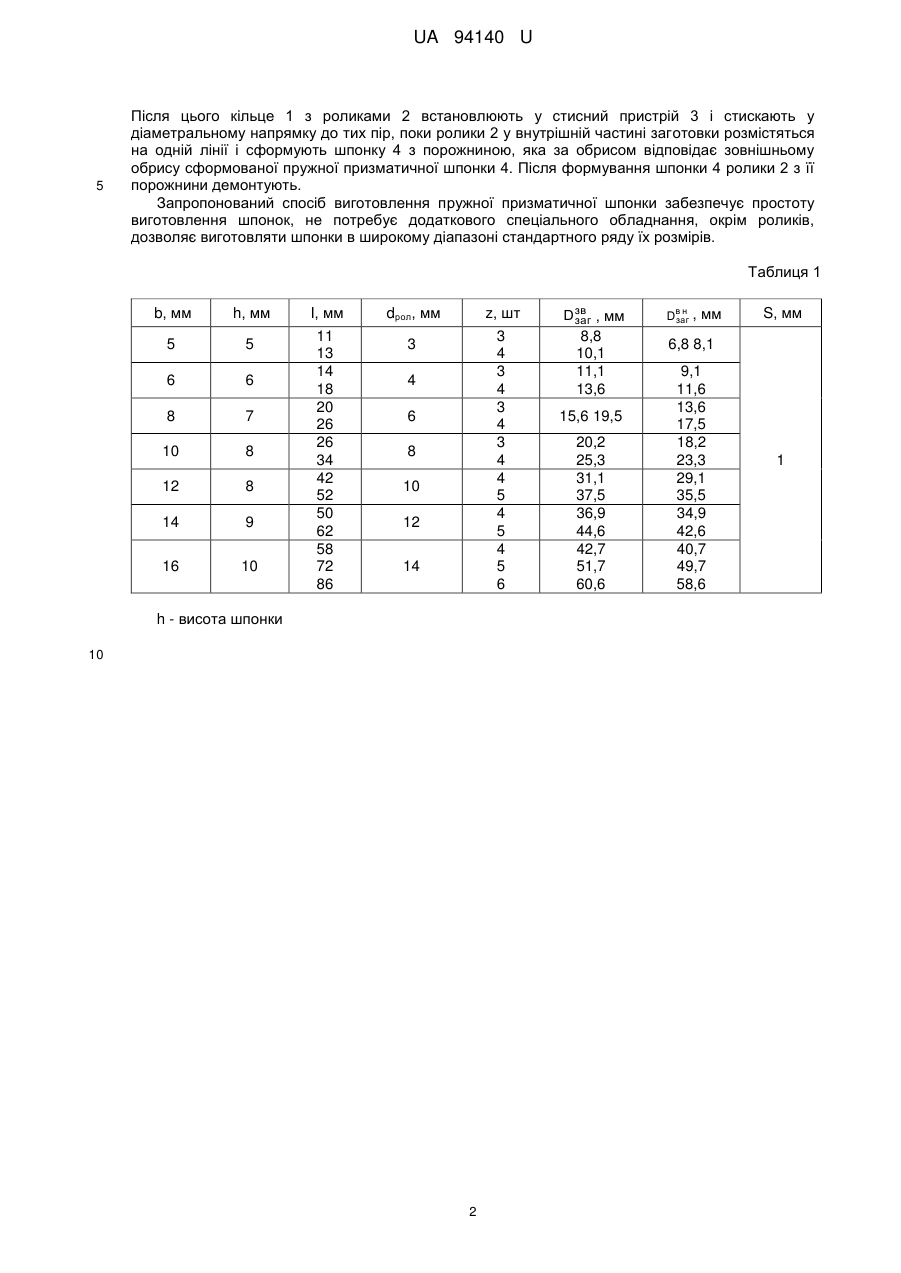
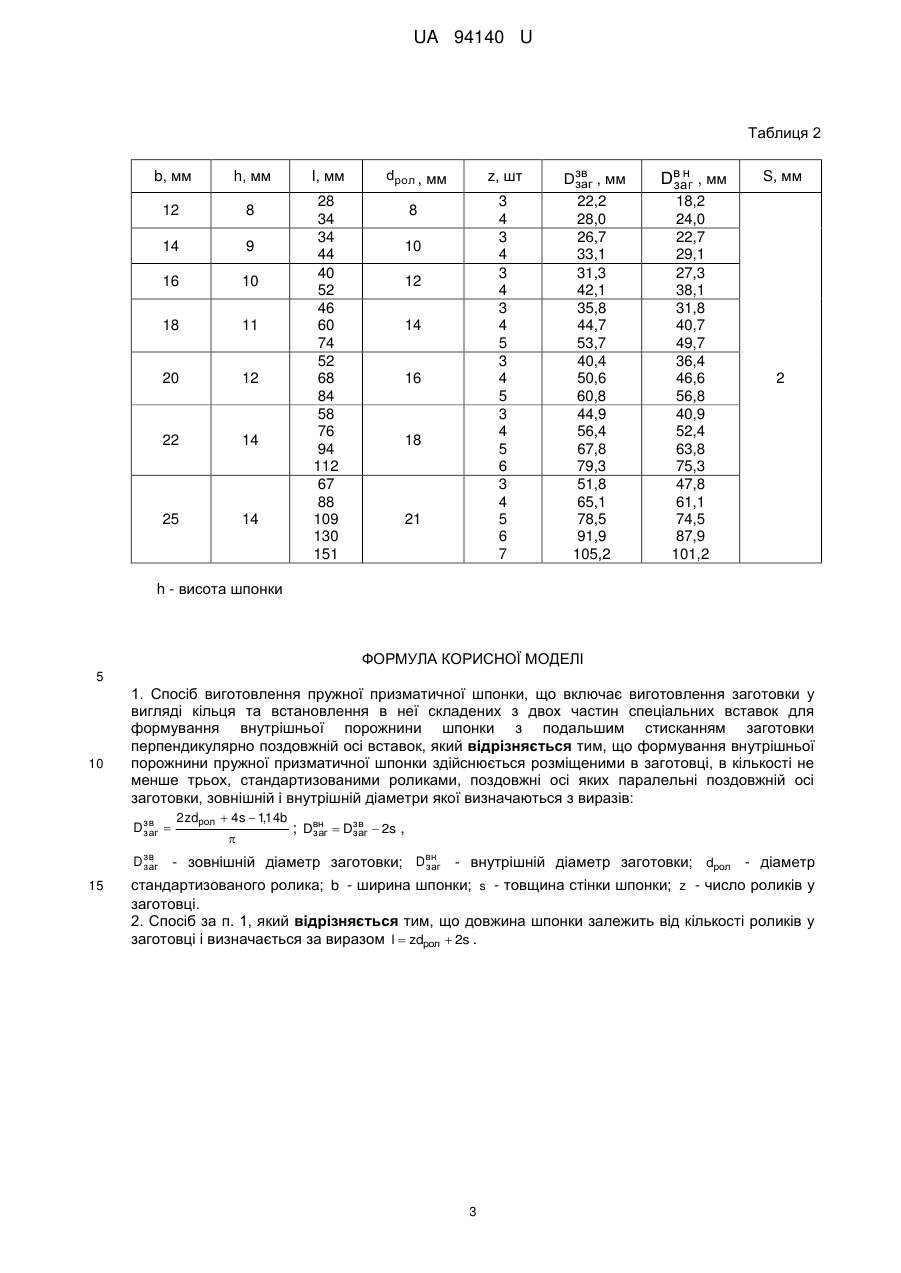
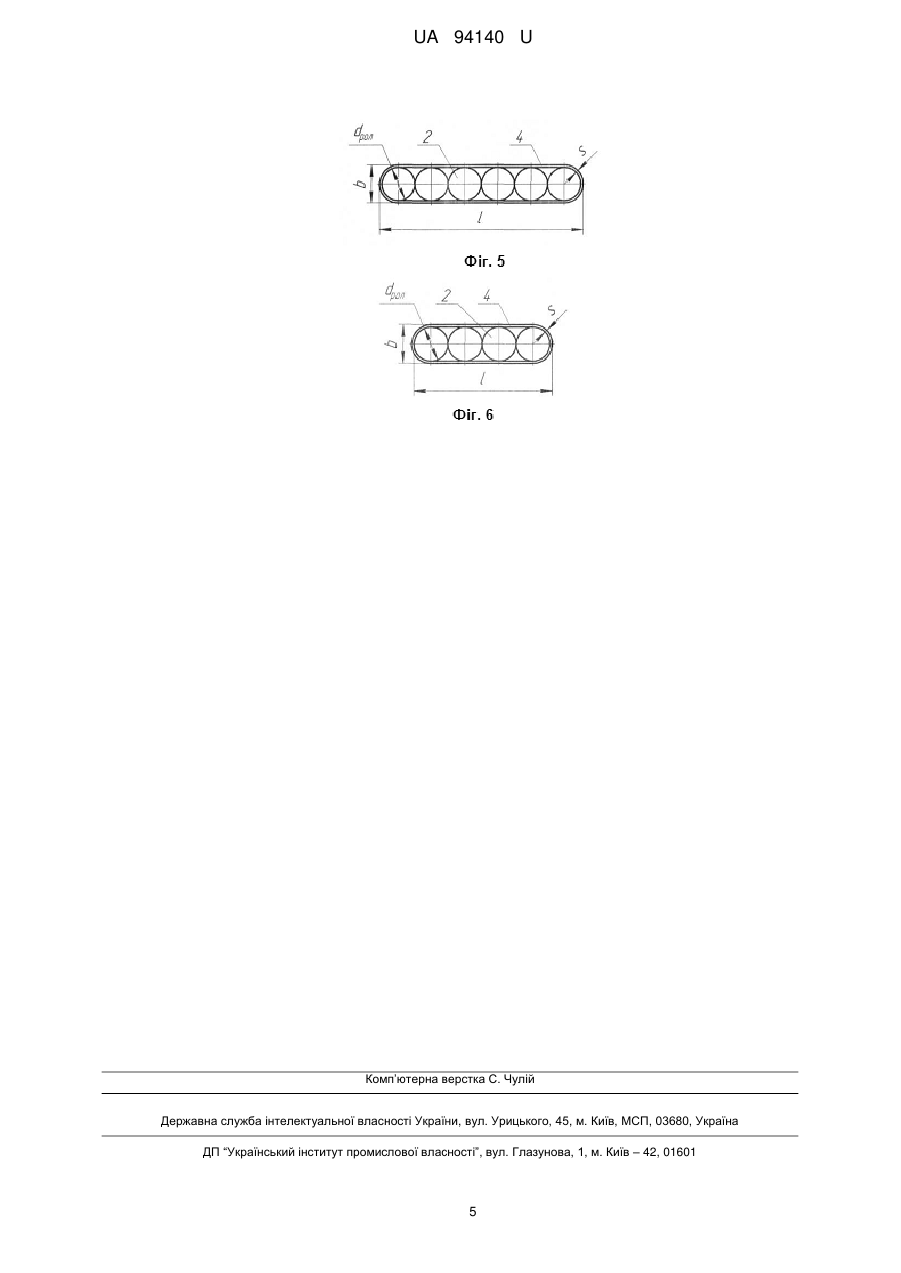
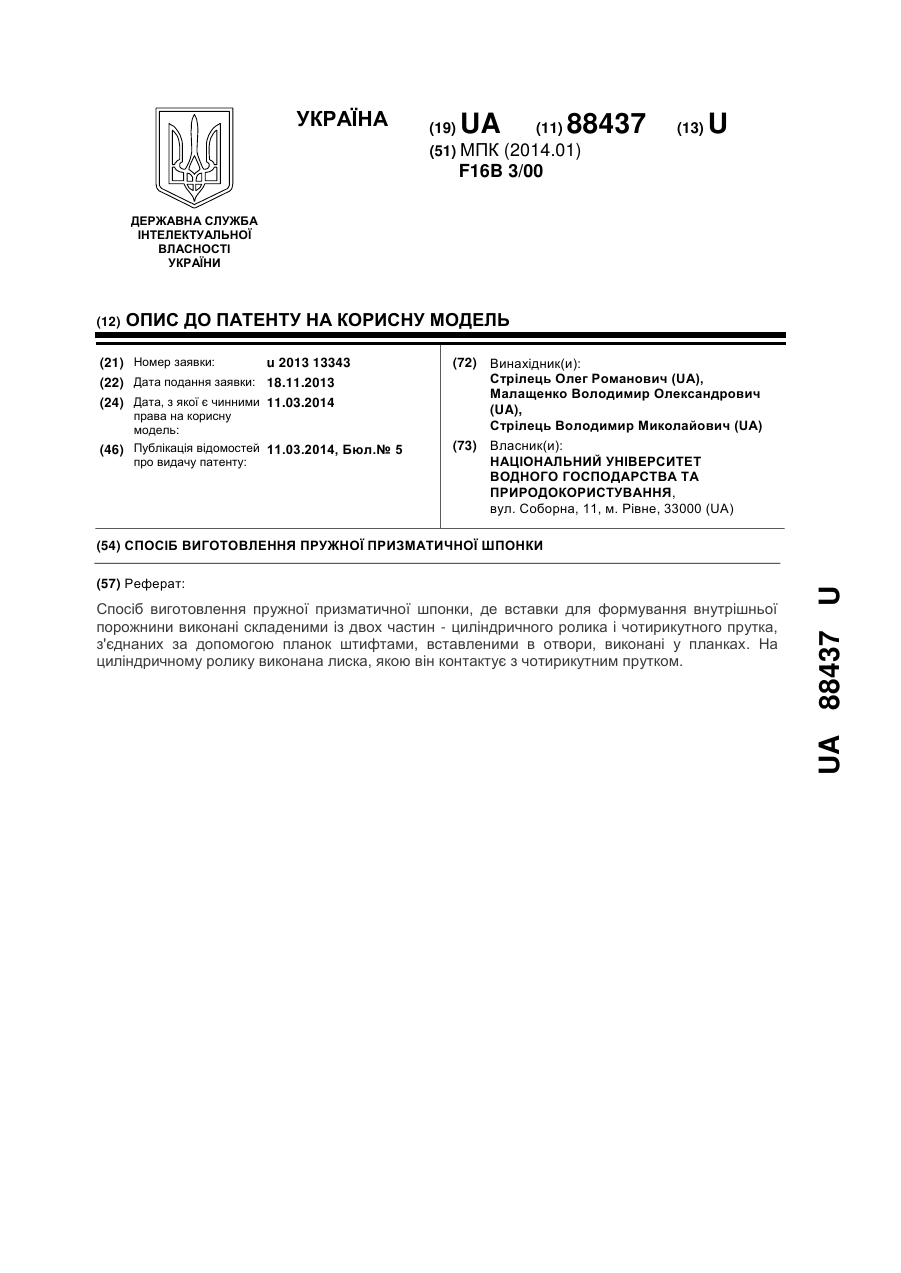
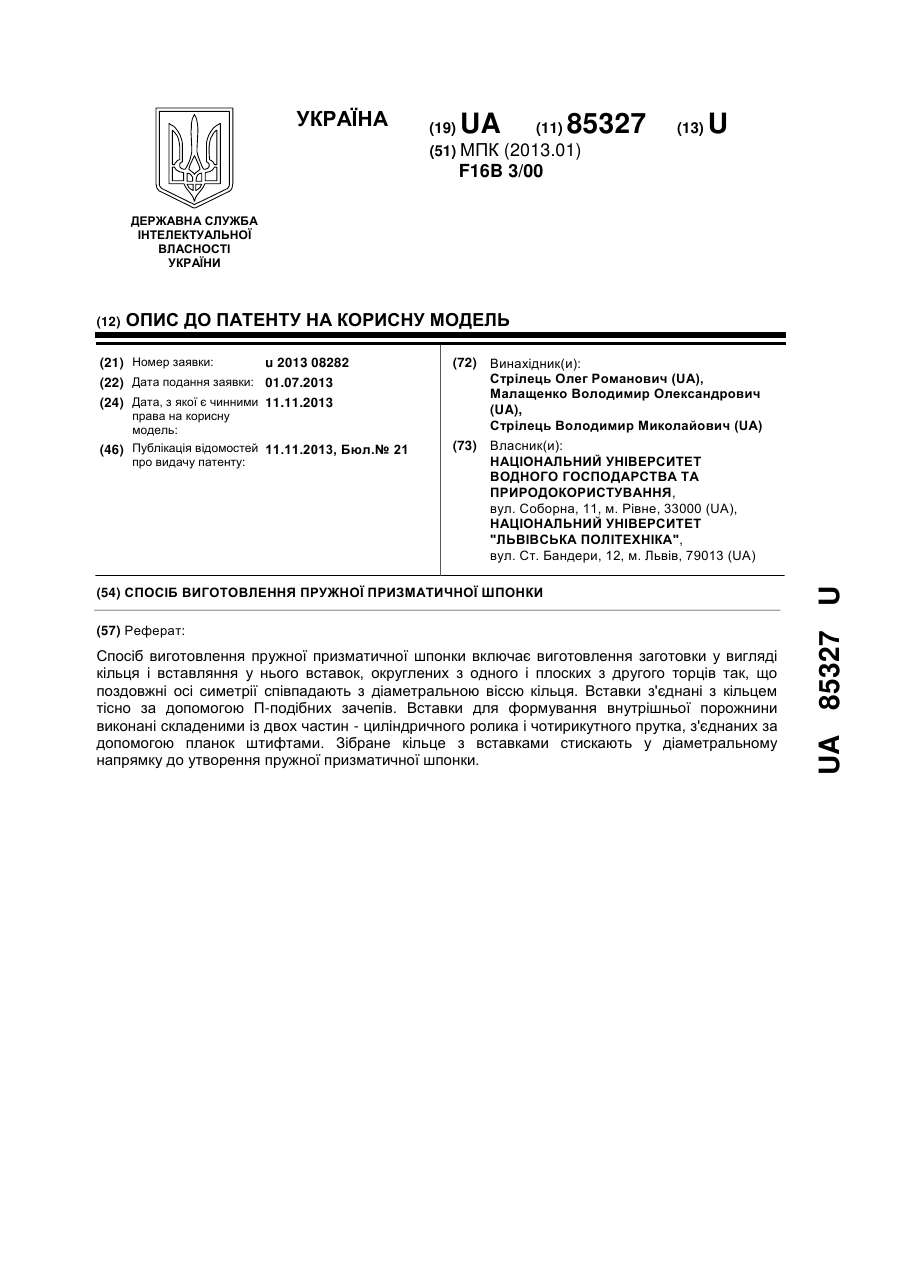
Реферат: Спосіб виготовлення пружної призматичної шпонки включає виготовлення заготовки у вигляді кільця та встановлення в неї складених з двох частин спеціальних вставок для формування внутрішньої порожнини шпонки з подальшим стисканням заготовки перпендикулярно поздовжній осі вставок. Формування внутрішньої порожнини пружної призматичної шпонки здійснюється розміщеними в заготовці, в кількості не менше трьох, стандартизованими роликами, поздовжні осі яких паралельні поздовжній осі заготовки, зовнішній і внутрішній діаметри якої визначаються з виразів: Dзв заг D зв заг 2zdрол 4s 1,14b ; Dвн Dзв 2s , заг заг - зовнішній діаметр заготовки; Dвн - внутрішній діаметр заготовки; dрол - діаметр заг стандартизованого ролика; b - ширина шпонки; s - товщина стінки шпонки; z - число роликів у заготовці, а довжина шпонки залежить від кількості роликів у заготовці і визначається за виразом l zdрол 2s . UA 94140 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПРУЖНОЇ ПРИЗМАТИЧНОЇ ШПОНКИ UA 94140 U UA 94140 U 5 10 15 20 25 Корисна модель належить до машинобудування і може бути використана у з'єднаннях типу вал-маточина та інших, в умовах динамічного навантаження. Відомий спосіб виготовлення пружної призматичної шпонки (див. патент України на корисну модель № 73508, МПК F16В 3/00, опубл. 25.09. 2012, Бюл. № 18), який полягає в тому, що заготовку виконують у вигляді кільця та встановлення в неї спеціальних вставок з округленими торцями для формування внутрішньої порожнини шпонки з подальшим стисканням заготовки перпендикулярно поздовжній осі вставок. Основним недоліком відомого способу виготовлення пружної призматичної шпонки є його низька технологічність та висока затратність, особливо при широкому діапазоні параметрів шпонок, через необхідність індивідуального виготовлення додаткового обладнання у вигляді вставок на кожний типорозмір шпонок. Відомий спосіб виготовлення пружної призматичної шпонки (див. патент України на корисну модель № 85327, МПК F16В 3/00, опубл. 11.11. 2013, Бюл. № 21), найбільш близький до запропонованої корисної моделі, що включає виготовлення заготовки у вигляді кільця та встановлення в неї складених з двох частин спеціальних вставок для формування внутрішньої порожнини шпонки з подальшим стисканням заготовки перпендикулярно поздовжній осі вставок. Основним недоліком відомого способу виготовлення пружної призматичної шпонки є його низька технологічність та висока затратність, особливо при широкому діапазоні параметрів шпонок, через необхідність індивідуального виготовлення додаткового обладнання у вигляді вставок на кожний типорозмір шпонок. Задача корисної моделі - підвищити технологічність і знизити витрати на виготовлення пружних шпонок шляхом використання при формуванні внутрішньої порожнини шпонок існуючого стандартного обладнання. Технічний результат досягається тим, що формування внутрішньої порожнини пружної призматичної шпонки здійснюється, розміщеними в заготовці, в кількості не менше трьох, стандартизованими роликами, поздовжні осі яких паралельні поздовжній осі заготовки, зовнішній і внутрішній діаметри якої визначаються з виразів: Dзв заг 30 35 40 45 50 2zdрол 4s 114b , D зв - зовнішній діаметр заготовки; D в н - внутрішній діаметр заготовки; dрол - діаметр заг заг стандартизованого ролика; b - ширина шпонки; s - товщина стінки шпонки; z - число роликів у заготовці, а довжина шпонки залежить від кількості роликів у заготовці і визначається за виразом l zdрол 2s . Запропонований спосіб виготовлення пружної призматичної шпонки забезпечує простоту виготовлення шпонок, не потребує додаткового спеціального обладнання, окрім роликів, дозволяє виготовляти шпонки в широкому діапазоні стандартного ряду їх розмірів. Суть корисної моделі пояснюється кресленнями і таблицями, де на фіг. 1 показана заготовка у вигляді кільця з роликами для формування внутрішньої порожнини пружної призматичної шпонки; на фіг. 2 показано початкове положення кільця і роликів для формування внутрішньої порожнини у стисному пристрої; на фіг. 3 показано те, що на фіг. 2 в момент стискання кільця стисним пристроєм, проміжне положення; на фіг. 4 показано те, що на фіг. 3 кінцеве положення стиснутого кільця до форми шпонки і роликів у внутрішній порожнині шпонки; на фіг. 5 показана пружна призматична шпонка при формуванні її внутрішньої порожнини шістьома роликами; на фіг. 6 показано те, що на фіг. 5, при формуванні внутрішньої порожнини шпонки чотирма роликами; в табл. 1 показаний один з прикладів систематизації стандартних розмірів шпонок, роликів та заготовок під відповідні шпонки з ряду менших типорозмірів і при товщині стінки s=1,0 мм; в табл. 2 наведено те, що в табл. 1 для шпонок з ряду більших типорозмірів і при товщині стінки s=2,0 мм. Спосіб виготовлення пружної призматичної шпонки з округленими торцями здійснюють наступним чином. Виготовляють заготовку у вигляді кільця 1 згідно визначених розмірів за виразами: Dзв заг 2zdрол 4s 114b , зв 55 ; Dв н Dзв 2s , заг заг ; Dв н Dзв 2s ; l zdрол 2s , заг заг вн де Dзаг - зовнішній діаметр заготовки; Dзаг - внутрішній діаметр заготовки; dрол - діаметр стандартизованого ролика; b - ширина шпонки; s - товщина стінки шпонки; z - число роликів у заготовці, I - довжина шпонки. Для формування внутрішньої порожнини шпонки встановлюють прийняте число роликів 2, але не менше трьох, поздовжні осі яких паралельні поздовжній осі заготовки у вигляді кільця 1. 1 UA 94140 U 5 Після цього кільце 1 з роликами 2 встановлюють у стисний пристрій 3 і стискають у діаметральному напрямку до тих пір, поки ролики 2 у внутрішній частині заготовки розмістяться на одній лінії і сформують шпонку 4 з порожниною, яка за обрисом відповідає зовнішньому обрису сформованої пружної призматичної шпонки 4. Після формування шпонки 4 ролики 2 з її порожнини демонтують. Запропонований спосіб виготовлення пружної призматичної шпонки забезпечує простоту виготовлення шпонок, не потребує додаткового спеціального обладнання, окрім роликів, дозволяє виготовляти шпонки в широкому діапазоні стандартного ряду їх розмірів. Таблиця 1 b, мм h, мм 5 5 6 6 8 7 10 8 12 8 14 9 16 10 I, мм 11 13 14 18 20 26 26 34 42 52 50 62 58 72 86 dрол, мм z, шт 3 4 3 4 3 4 3 4 4 5 4 5 4 5 6 3 4 6 8 10 12 14 h - висота шпонки 10 2 D зв , мм заг 8,8 10,1 11,1 13,6 15,6 19,5 20,2 25,3 31,1 37,5 36,9 44,6 42,7 51,7 60,6 Dв н , заг мм S, мм 6,8 8,1 9,1 11,6 13,6 17,5 18,2 23,3 29,1 35,5 34,9 42,6 40,7 49,7 58,6 1 UA 94140 U Таблиця 2 b, мм h, мм 12 8 14 9 16 10 18 11 20 12 22 14 25 14 I, мм dрол , мм 28 34 34 44 40 52 46 60 74 52 68 84 58 76 94 112 67 88 109 130 151 z, шт 3 4 3 4 3 4 3 4 5 3 4 5 3 4 5 6 3 4 5 6 7 8 10 12 14 16 18 21 D зв , мм заг 22,2 28,0 26,7 33,1 31,3 42,1 35,8 44,7 53,7 40,4 50,6 60,8 44,9 56,4 67,8 79,3 51,8 65,1 78,5 91,9 105,2 Dв н , мм заг S, мм 18,2 24,0 22,7 29,1 27,3 38,1 31,8 40,7 49,7 36,4 46,6 56,8 40,9 52,4 63,8 75,3 47,8 61,1 74,5 87,9 101,2 2 h - висота шпонки ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 1. Спосіб виготовлення пружної призматичної шпонки, що включає виготовлення заготовки у вигляді кільця та встановлення в неї складених з двох частин спеціальних вставок для формування внутрішньої порожнини шпонки з подальшим стисканням заготовки перпендикулярно поздовжній осі вставок, який відрізняється тим, що формування внутрішньої порожнини пружної призматичної шпонки здійснюється розміщеними в заготовці, в кількості не менше трьох, стандартизованими роликами, поздовжні осі яких паралельні поздовжній осі заготовки, зовнішній і внутрішній діаметри якої визначаються з виразів: Dзв заг D зв заг 15 2zdрол 4s 1,14b ; Dвн Dзв 2s , заг заг - зовнішній діаметр заготовки; Dвн - внутрішній діаметр заготовки; dрол - діаметр заг стандартизованого ролика; b - ширина шпонки; s - товщина стінки шпонки; z - число роликів у заготовці. 2. Спосіб за п. 1, який відрізняється тим, що довжина шпонки залежить від кількості роликів у заготовці і визначається за виразом l zdрол 2s . 3 UA 94140 U 4 UA 94140 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюMalaschenko Volodymyr Oleksandrovych, Fedoruk Viktor Anatoliiovych, Strilets Volodymyr Mykolaiovych
Автори російськоюМалащенко Владимир Александрович, Федорук Виктор Анатольевич, Стрилец Владимир Николаевич
МПК / Мітки
МПК: F16B 3/00
Мітки: пружної, виготовлення, призматичної, спосіб, шпонки
Код посилання
<a href="https://ua.patents.su/7-94140-sposib-vigotovlennya-pruzhno-prizmatichno-shponki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пружної призматичної шпонки</a>
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 88437
Опубліковано: 11.03.2014
Автори: Стрілець Олег Романович, Стрілець Володимир Миколайович, Малащенко Володимир Олександрович
МПК: F16B 3/00
Мітки: шпонки, виготовлення, спосіб, призматичної, пружної
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, де вставки для формування внутрішньої порожнини виконані складеними із двох частин - циліндричного ролика і чотирикутного прутка, з'єднаних за допомогою планок штифтами, вставленими в отвори, виконані у планках, який відрізняється тим, що на циліндричному ролику виконана лиска, якою він контактує з чотирикутним прутком.
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 85327
Опубліковано: 11.11.2013
Автори: Стрілець Володимир Миколайович, Малащенко Володимир Олександрович, Стрілець Олег Романович
МПК: F16B 3/00
Мітки: призматичної, шпонки, виготовлення, пружної, спосіб
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, що включає виготовлення заготовки у вигляді кільця і вставляння у нього вставок, округлених з одного і плоских з другого торців так, що поздовжні осі симетрії співпадають з діаметральною віссю кільця, вставки з'єднані з кільцем тісно за допомогою П-подібних зачепів, який відрізняється тим, що вставки для формування внутрішньої порожнини виконані складеними із двох частин - циліндричного ролика...
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 72835
Опубліковано: 27.08.2012
Автори: Малащенко Володимир Олександрович, Стрілець Володимир Миколайович, Стрілець Олег Романович
МПК: F16B 3/00
Мітки: виготовлення, шпонки, призматичної, пружної, спосіб
Формула / Реферат:
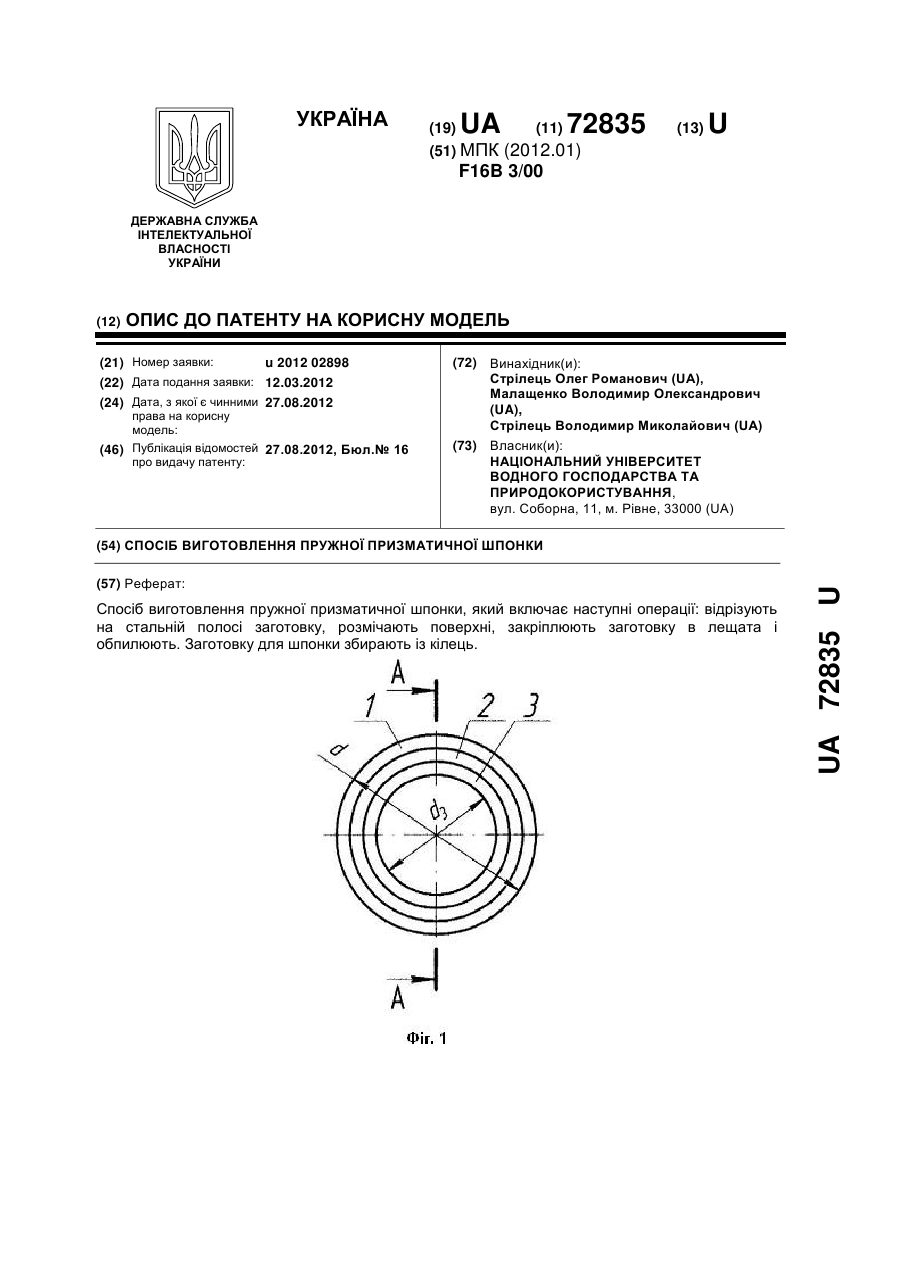
Спосіб виготовлення пружної призматичної шпонки, який включає наступні операції: відрізують на стальній полосі заготовку і розмічають поверхні згідно з кресленням, закріплюють заготовку в лещата і обпилюють, який відрізняється тим, що заготовку для шпонки збирають із кілець з висотою , виготовлених так, що найбільше кільце має зовнішній діаметр
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 73406
Опубліковано: 25.09.2012
Автори: Стрілець Олег Романович, Малащенко Володимир Олександрович, Стрілець Володимир Миколайович
МПК: F16B 3/00
Мітки: шпонки, пружної, призматичної, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, який включає наступні операції: відрізують на стальній полосі заготовку і розмічають поверхні згідно з кресленням, закріплюють заготовку в лещата та обпилюють, який відрізняється тим, що виготовляють заготовку у вигляді кільця з зовнішнім і внутрішнім
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 83831
Опубліковано: 25.09.2013
Автори: Стрілець Олег Романович, Стрілець Володимир Миколайович, Малащенко Володимир Олександрович
МПК: F16B 3/00
Мітки: пружної, виготовлення, шпонки, призматичної, спосіб
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, який полягає в тому, що заготовку у вигляді жорсткої призматичної шпонки з заокругленими торцями закріпляють на фрезерному верстаті, наприклад у лещатах, і на початку фрезерують проріз вздовж поздовжньої осі симетрії на глибину, яка відповідає висоті шпонки, в отриману порожнину вставляють жорстку вставку, а далі фрезерують крайні отвори концентричні округленим торцям, який відрізняється тим,...
Попередній патент: Імунобіологічний препарат для попередження та лікування кандидозної інфекції
Наступний патент: Спосіб обробки вимені корів після доїння
Випадковий патент: Спосіб лапароскопічної пілороміотомії при вродженому пілоростенозі