Установка для формування пакетів з плівки
Номер патенту: 54904
Опубліковано: 25.11.2010
Автори: Вараніцький Тарас Любомирович, Шаповал Ольга Михайлівна, Крестьянполь Олена Анатоліївна, Пальчевський Богдан Олексійович
Формула / Реферат
Установка для формування пакетів з плівки, що містить механізм розмотування плівки, формувальний ворот, рукавоутворювач, губки зварювання повздовжнього і поперечних швів пакета, губки зварювання кутових швів пакета, а також підгиначі бокових складок пакета, підгиначі дна пакета та підгинач нижнього шва пакета, яка відрізняється тим, що підгиначі дна пакета приєднані до корпусу губки зварювання поперечних швів пакета, причому підгиначі бокових складок пакета, губки зварювання кутових швів пакета і підгиначі дна пакета закріплені на установці з можливістю переміщення в площині, перпендикулярній повздовжній осі установки, а рукавоутворювач виконаний у вигляді центрального стрижня з Х-подібними лопатями, причому лопаті закріплені на стрижні з можливістю зміни кута між ними.
Текст
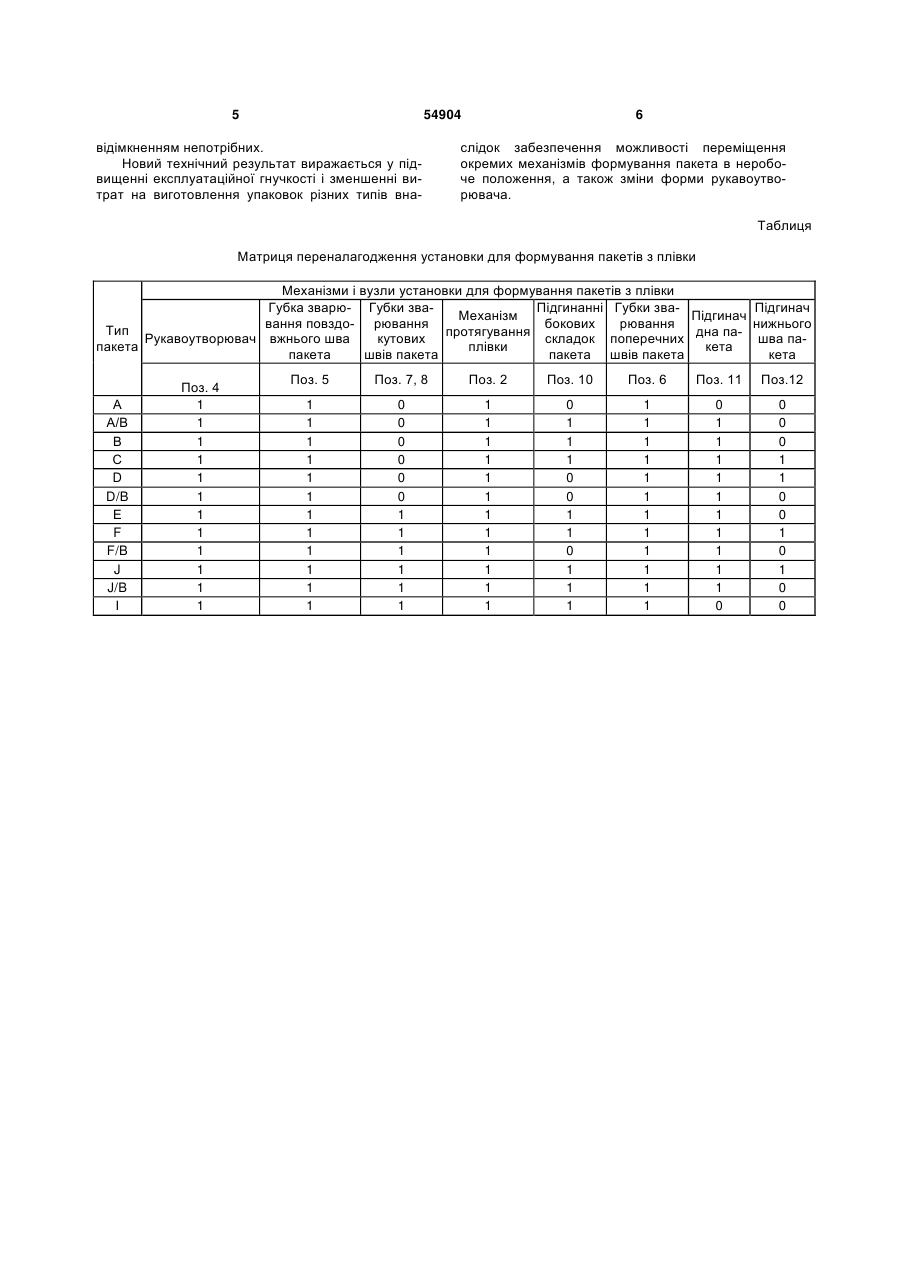
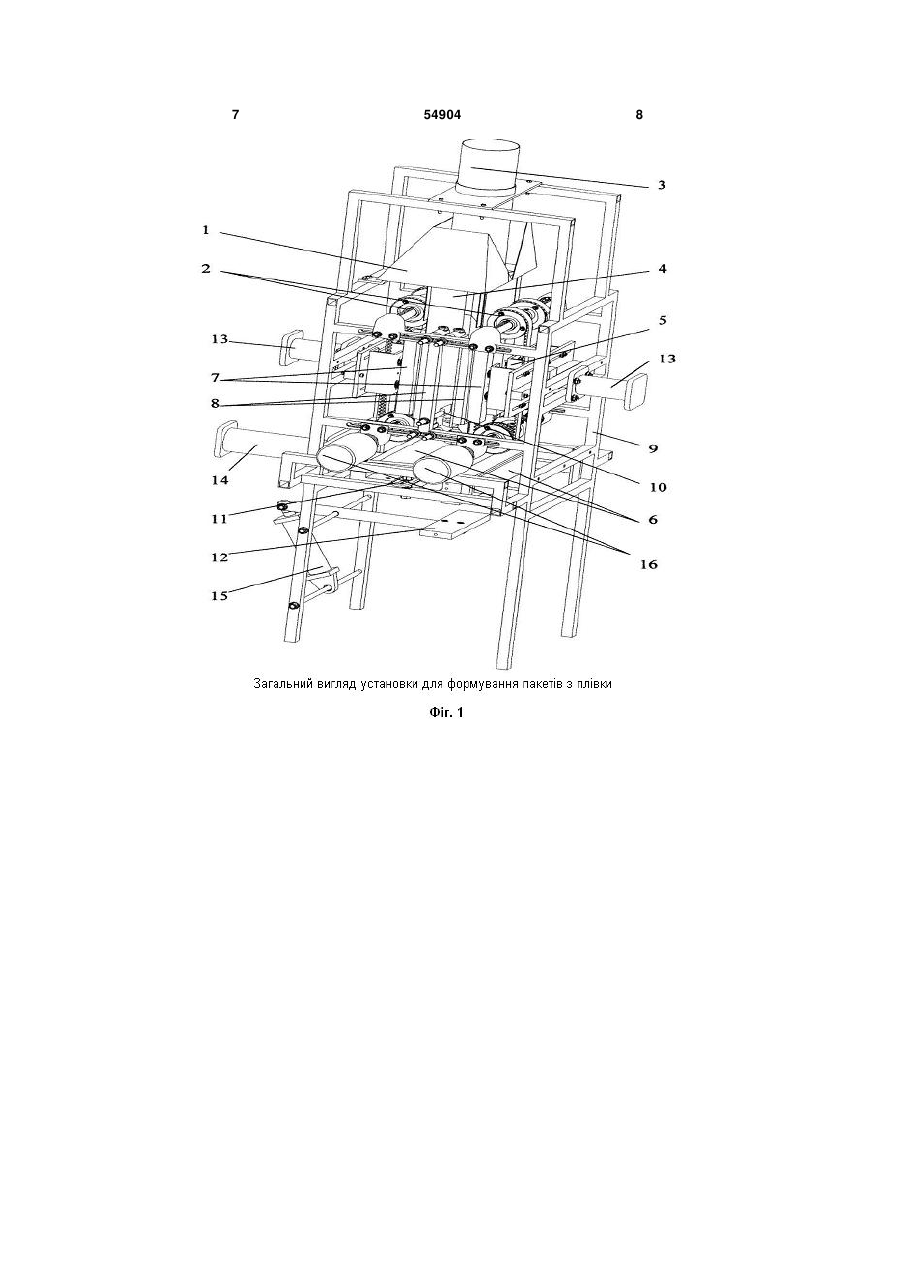
Установка для формування пакетів з плівки, що містить механізм розмотування плівки, формувальний ворот, рукавоутворювач, губки зварювання повздовжнього і поперечних швів пакета, губки 3 формування пакетів з плівки; на фіг. 2 - конструкція рукавоутворювача; на фіг. 3 - підгиначі бокових складок пакета; на фіг. 4 - губки зварювання кутових швів пакета; на фіг. 5 - підгиначі дна пакета; на фіг. 6 - технологічна схема установки для формування пакетів з плівки; на фіг. 7 - типи пакетів для пакування сипких матеріалів, які можна виготовляти на установці для формування пакетів з плівки. В таблиці наведено матрицю переналагодження установки для формування пакетів з плівки. У ній показано, які механізми задіяні в утворенні пакета визначеного типу (1) та механізми, що не задіяні в процесі виготовлення даного пакета (0). Установка для формування пакетів з плівки включає механізм розмотування плівки (на кресленні не показаний), формувальний ворот 1, механізми протягування плівки 2, матеріалопровідну трубу 3, рукавоутворювач 4, губки зварювання 5 і 6 повздовжнього і поперечних швів пакета відповідно, рухомі 7 і нерухомі 8 губки зварювання кутових швів пакета, раму 9, підгинані бокових складок пакета 10, підгинані дна пакета 11, приєднані до корпуса губки зварювання поперечних швів пакета 6, підгинач нижнього шва пакета 12 пневмоциліндри 13, 14, 15 серводвигуни 16. Причому підгинані бокових складок пакета 10, губки зварювання кутових швів пакета 7 і 8 та підгинач дна пакета 11 закріплені на установці з можливістю переміщення в площині, перпендикулярній повздовжній осі установки, в неробоче положення залежно від конструкції пакета, що формується. Рукавоутворювач 4, виконаний у вигляді центрального стрижня 17 з X-видними лопатями 18 і 19, навколо яких обгортається плівка, причому лопаті 18 і 19 закріплені на стрижні 17 з можливістю зміни кута між ними. Для запобігання пошкодженню натягнутої плівки гострі краї лопатей 18 і 19 покриті шаром силікону. Зверху краї лопатей 18 і 19 мають виступи 20, що утворюють складки для формування кутових швів пакета губками зварювання кутових швів пакета 7 і 8. Також на стрижні 17 закріплені пластини 21 і 22 таким чином, що їх положення можна регулювати в напрямку, перпендикулярному до площини зварних швів. Пластини 21 і 22 слугують опорною поверхнею для губки зварювання повздовжнього шва 5 та пасів механізму протягування плівки 2. Фіксація положення лопатей 18 і 19 та опорних пластин 21 і 22 здійснюється затягуванням гайки 23. На верхній частині стрижня 17 розміщений конусний наконечник 24, що запобігає накопиченню продукту під час фасування, а також кільцевий елемент 25, на який насаджується матеріалопровідна труба 3. Підгиначі бокових складок пакета 10 виконані у вигляді плугів 26, один кінець яких розташовується в просторі між лопатями 18 і 19 рукавоутворювача 4, а другий - різьбовий - фіксується на рамі 9 таким чином, що їх положення можна змінювати затягуванням гайок 27. Наявність підгиначів бокових складок пакета 10 та їх розміщення в безпосередній близькості до губок зварювання поперечних швів пакета 6 виключає необхідність встановлення 54904 4 механізму загинання верха пакета. Рухомі губки зварювання кутових швів пакета 7 закріплені на кронштейнах 28, які розміщені на пластинах 30. Положення рухомих губок зварювання кутових швів пакета 7 можна змінювати в горизонтальному напрямку паралельно до рукавоутворювача 4 вздовж пластин 30 та перпендикулярно до нього на кронштейнах 28 затягуванням шпильок 29, а також зміною ходу штоків пневмоциліндрів 13, які забезпечують синхронність притискання рухомих губок зварювання кутових швів пакета 7 до нерухомих губок зварювання кутових швів пакета 8. Нерухомі губки зварювання кутових швів пакета 8 закріплені на рамі 9 за допомогою стійок 31 з можливістю фіксації необхідного положення затягуванням гайок 32. При необхідності виготовлення пакетів без кутових швів губки зварювання кутових швів пакета 7 і 8 знеструмлюються. Підгиначі дна пакета 11 виконані у вигляді направляючих 33 з пласкими трикутними наконечниками, які стороною, направленою до рукава, нерухомо приєднані до важелів 34, а протилежною насаджені на втулки 35 з можливість переміщення вздовж отвору направляючих 33. Втулки 35 жорстко зафіксовані на рамі 9. Важелі 34 прикріплені до корпусу 36 губок зварювання поперечних швів пакета 6. Установка для формування пакетів з плівки працює наступним чином. Плівка розмотується з рулону за допомогою механізму розмотування плівки і подається на формувальний ворот 1 та обгортає його. Штоки пневмоциліндрів 13 переміщують пластини 30 із закріпленими на них губками зварювання повздовжнього 5 та кутових швів пакета 7 і 8 в напрямку до рукава для утворення відповідних зварних швів. Після повернення зварних губок 5, 7 та 8 у вихідне положення протяжні паси механізмів протягування плівки 2, приведені в рух серводвигунами 16, протягують рукав на крок, рівний довжині пакета. Підгиначі бокових складок пакета 10 та підгиначі дна пакета 11 утворюють за необхідності бокові складки пакета, які в подальшому фіксуються при поперечному зварюванні губками зварювання поперечних швів пакета 6, одна з яких (рухома) переміщується в робоче положення з допомогою пневмоциліндра 14. Одночасно з утворенням поперечного шва в момент змикання губок зварювання поперечних швів пакета 6 відбувається підгинання нижнього шва створюваного пакета підгиначем нижнього шва пакета 12 та висипання чергової дози сипкого матеріалу через матеріалопровідну трубу 3 в плівковий рукав. Переналагодження установки для формування пакетів з плівки на інший розмір пакета відбувається шляхом регулювання положення лопатей 18 і 19 та пластин 21 і 22, губок зварювання кутових швів пакета 7 і 8, підгиначів бокових складок пакета, а також зміни форми рукавоутворювача 4 та кута повороту серводвигунів 16. Переналагодження установки для формування пакетів із плівки на інший тип пакета відбувається за діянням механізмів, необхідних для утворення його конструктивних елементів та 5 54904 відімкненням непотрібних. Новий технічний результат виражається у підвищенні експлуатаційної гнучкості і зменшенні витрат на виготовлення упаковок різних типів вна 6 слідок забезпечення можливості переміщення окремих механізмів формування пакета в неробоче положення, а також зміни форми рукавоутворювача. Таблиця Матриця переналагодження установки для формування пакетів з плівки Механізми і вузли установки для формування пакетів з плівки Губка зварю- Губки зваПідгинанні Губки зваПідгинач Механізм Підгинач вання повздо- рювання бокових рювання нижнього Тип протягування дна паРукавоутворювач вжнього шва кутових складок поперечних шва папакета плівки кета пакета швів пакета пакета швів пакета кета А А/В В С D D/B Е F F/B J J/B І Поз. 4 1 1 1 1 1 1 1 1 1 1 1 1 Поз. 5 Поз. 7, 8 Поз. 2 Поз. 10 Поз. 6 Поз. 11 Поз.12 1 1 1 1 1 1 1 1 1 1 1 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 0 0 0 1 1 0 0 1 0 1 0 0 7 54904 8 9 54904 10 11 54904 12 13 54904 14 15 Комп’ютерна верстка А. Крулевський 54904 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for forming packets from film
Автори англійськоюPalchevskyi Bohdan Oleksiiovych, Krestianpol Olena Anatoliivna, Shapoval Olha Mykhailivna, Varanitskyi Taras Liubomyrovych
Назва патенту російськоюУстановка для формования пакетов из пленки
Автори російськоюПальчевский Богдан Алексеевич, Крестьянполь Елена Анатольевна, Шаповал Ольга Михайловна, Вараницкий Тарас Любомирович
МПК / Мітки
МПК: B31B 1/00
Мітки: установка, плівки, формування, пакетів
Код посилання
<a href="https://ua.patents.su/8-54904-ustanovka-dlya-formuvannya-paketiv-z-plivki.html" target="_blank" rel="follow" title="База патентів України">Установка для формування пакетів з плівки</a>
Пристрій для виготовлення пакетів з термозварювальної плівки
Номер патенту: 39433
Опубліковано: 25.02.2009
Автори: Боровик Олег Васильович, Малашин Микола Олександрович
МПК: B65B 9/06
Мітки: пристрій, термозварювальної, виготовлення, плівки, пакетів
Формула / Реферат:
Пристрій для виготовлення пакетів з термозварювальної плівки, що містить рукавоутворювач, трубу для подачі продукту в рукав, пристосування для утворення поздовжнього шва, пристосування для утворення поперечних швів і механізм протягування рукава, який включає змонтовану з можливістю зворотно-поступального переміщення каретку з затискними елементами, який відрізняється тим, що механізм, який протягує, виконаний у вигляді кільцевого сектора, що...
Пристрій для формування, наповнення і герметизації пакетів з термопластичної плівки

Номер патенту: 26604
Опубліковано: 25.09.2007
Автор: Піддубний Юрій Олександрович
МПК: B65B 9/00
Мітки: пристрій, пакетів, наповнення, герметизації, плівки, формування, термопластичної
Формула / Реферат:
1. Пристрій для формування, наповнення і герметизації пакетів з термопластичної плівки, що містить пристрій для подавання термопластичної плівки, пристрій для формування рукава, живильну трубу, пристрій для утворення подовжнього шва, пристрій для утворення поперечного шва і відрізування пакетів, а також привідний пристрій, що кінематично з'єднаний з пристроєм для утворення подовжнього шва та пристроєм для утворення поперечного шва і...
Пристрій для формування, наповнення та зварювання пакетів з термоусадкового матеріалу
Номер патенту: 45882
Опубліковано: 25.11.2009
Автори: Іванова Людмила Іллівна, Цепух Марія Миколаївна, Кирилова Ольга Юріївна, Якимчук Микола Володимирович
МПК: B65B 9/06
Мітки: пристрій, пакетів, термоусадкового, наповнення, матеріалу, зварювання, формування
Формула / Реферат:
Пристрій для формування, наповнення та зварювання пакетів з термоусадкового матеріалу, що включає подавальну трубу, рукавоутворювач, пристрій для протягування рукава і пристрої для зварювання поздовжнього та поперечного швів, який відрізняється тим, що за пристроєм поздовжнього зварювання розташоване термоусадкове пристосування, всередині якого розміщені термоусадкові головки, над якими розташований пристрій поперечного зварювання швів,...
Пристрій формування пакетів у формі тетраедра з матеріалу, що зварюється
Номер патенту: 8531
Опубліковано: 15.08.2005
Автори: Марченко Володимир Васильович, Кіріатов Юрій Станіславович
МПК: B31B 25/00
Мітки: зварюється, пристрій, форми, формування, матеріалу, пакетів, тетраедра
Формула / Реферат:
Пристрій формування пакетів у формі тетраедра з матеріалу, що зварюється, який містить зварювальні губки із встановленими в них відрізними ножами, які розміщені в горизонтальній площині з можливістю зворотно-поступального переміщення у взаємно перпендикулярних напрямках у цій площині, який відрізняється тим, що кожна зварювальна губка має як мінімум одну V-подібну ділянку з кутом при вершині 90°.
Виконавчий пристрій установки для виготовлення, наповнення і герметизації пакетів з термопластичної плівки
Номер патенту: 44269
Опубліковано: 25.09.2009
Автор: Піддубний Юрій Олександрович
МПК: B65B 9/00
Мітки: виконавчий, пакетів, наповнення, установки, плівки, пристрій, термопластичної, виготовлення, герметизації
Формула / Реферат:
1. Виконавчий пристрій установки для виготовлення, наповнення і герметизації пакетів з термопластичної плівки, що містить принаймні механізм для утворення поперечного шва і відрізання наповнених пакетів, виготовлений у вигляді двох горизонтально розташованих вузлів, які мають контактні поверхні для затискання рукава термостатичної плівки і які встановлені з можливістю примусового переміщення один відносно одного, установлений у підшипниках...
Попередній патент: Спосіб визначення параметрів нелінійної дисипативної коливальної системи
Наступний патент: Контактний вузол ялинкового хвостового з’єднання робочої лопатки з диском ротора
Випадковий патент: Спосіб та пристрій для ємнісного сприймання зображень