Виконавчий пристрій установки для виготовлення, наповнення і герметизації пакетів з термопластичної плівки
Формула / Реферат
1. Виконавчий пристрій установки для виготовлення, наповнення і герметизації пакетів з термопластичної плівки, що містить принаймні механізм для утворення поперечного шва і відрізання наповнених пакетів, виготовлений у вигляді двох горизонтально розташованих вузлів, які мають контактні поверхні для затискання рукава термостатичної плівки і які встановлені з можливістю примусового переміщення один відносно одного, установлений у підшипниках виконавчий горизонтальний поворотний вал з жорстко закріпленими на ньому радіальними важелями, принаймні один із яких з'єднаний з приводним пристроєм, а інші кінематично з'єднані за допомогою шарнірно закріплених стрижневих елементів з відповідними вузлами механізму для утворення поперечного шва і відрізання наповнених пакетів, який відрізняється тим, що виконавчий пристрій виконаний як окремий знімний вузол, що містить корпус, з консольно закріпленими на ньому двома паралельними горизонтальними циліндричними напрямними, на яких встановлені з можливістю переміщення дві каретки, на кожній з яких закріплений один із зазначених вузлів механізму для утворення поперечного шва і відрізання наповнених пакетів, зовнішні кінці двох горизонтальних циліндричних напрямних жорстко з'єднані між собою за допомогою траверси, при цьому кожна із зазначених кареток на одному з кінців містить напрямну втулку, в яку встановлена одна із горизонтальних циліндричних напрямних і утворює з напрямними втулками посадку ходову, а на другій стороні зазначені каретки містять пари протилежно встановлених роликів, осі яких паралельні поздовжнім осям кареток і які опираються відповідно на верхній і нижній боки другої горизонтальної поперечної напрямної, крім того, каретки містять півосі, з якими шарнірно з'єднані відповідні кінці зазначених стрижневих елементів, а привідний пристрій виконаний як силовий циліндр, який шарнірно з'єднаний з корпусом, а його шток шарнірно з'єднаний з відповідним радіальним важелем привідного вала.
2. Виконавчий пристрій за п. 1, який відрізняється тим, що силовий циліндр виконаний як силовий пневмоциліндр.
3. Виконавчий пристрій за п. 1 або за п. 2, який відрізняється тим, що один або декілька стрижнів, що з'єднують важелі виконавчого горизонтального поворотного вала з пересувними каретками, містять пристрої регулювання їх довжини.
4. Виконавчий пристрій за одним із попередніх пунктів 1-3, який відрізняється тим, що він додатково містить дві вертикальні паралельні циліндричні напрямні, які з'єднані за допомогою двох горизонтальних траверс, закріплених на їх кінцях, в жорстку рамку, при цьому корпус виконавчого пристрою містить закріплену на ньому напрямну втулку, яка встановлена на одній вертикальній циліндричній напрямній і утворює з нею посадку ходову, а також принаймні одну пару протилежно встановлених опорних роликів, які опираються на протилежні боки другої вертикальної напрямної і утримують корпус від повороту відносно вертикальних напрямних.
5. Виконавчий пристрій за п. 4, який відрізняється тим, що він містить пристрій його вертикального переміщення, який з'єднаний з нижньою траверсою, що з'єднує відповідні кінці вертикальних напрямних.
6. Виконавчий пристрій за п. 5, який відрізняється тим, що пристрій вертикального переміщення виконаний як силовий пневмоциліндр.
Текст
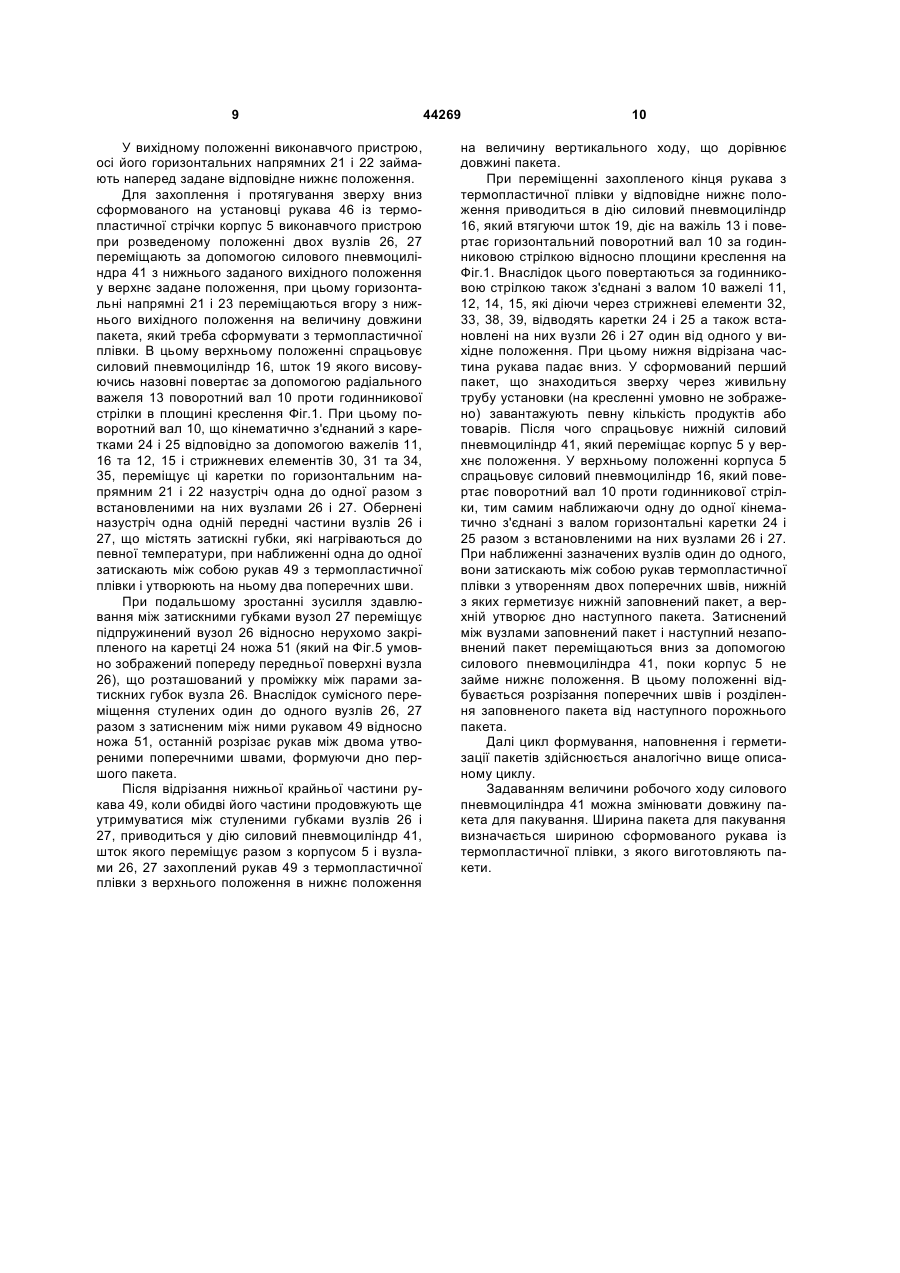
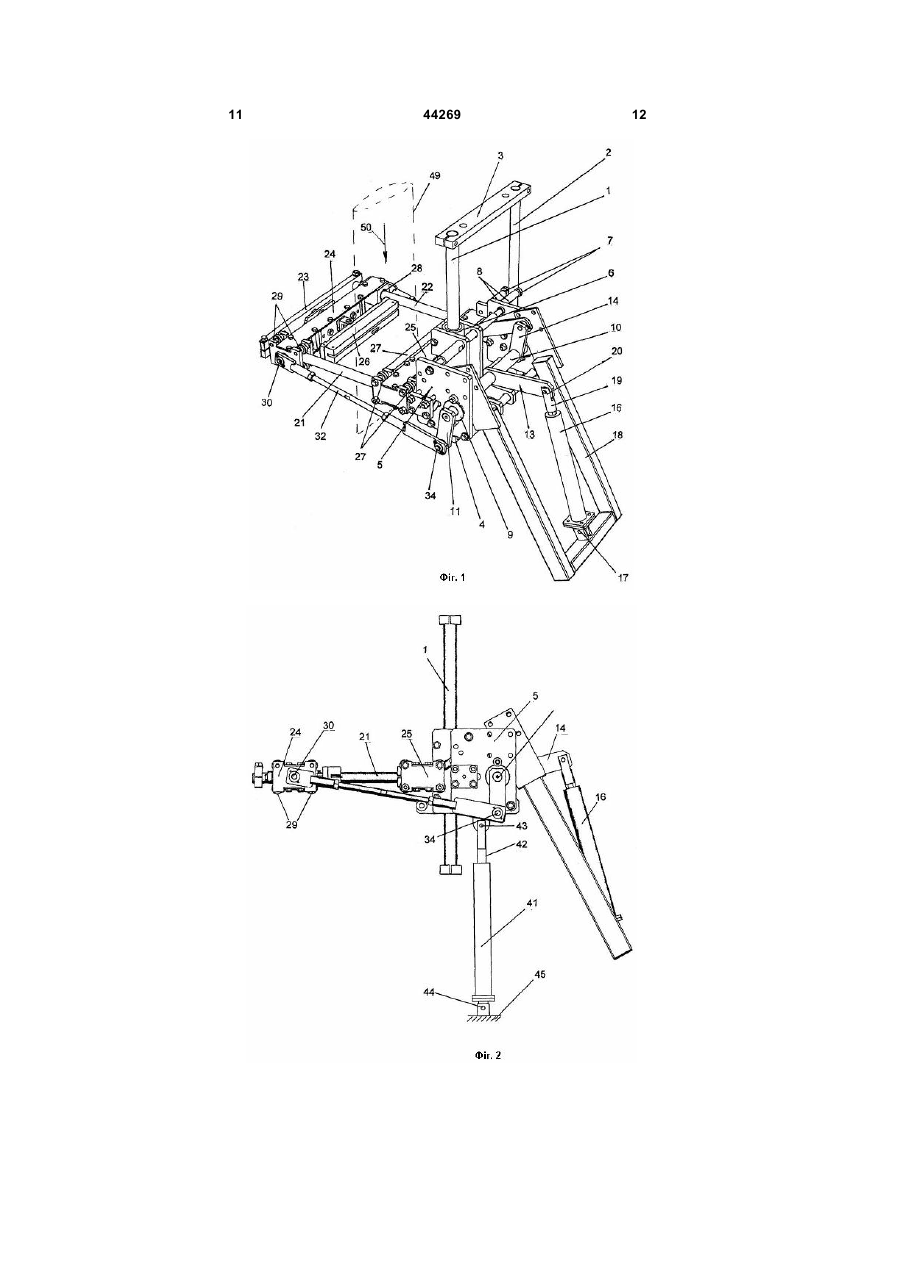
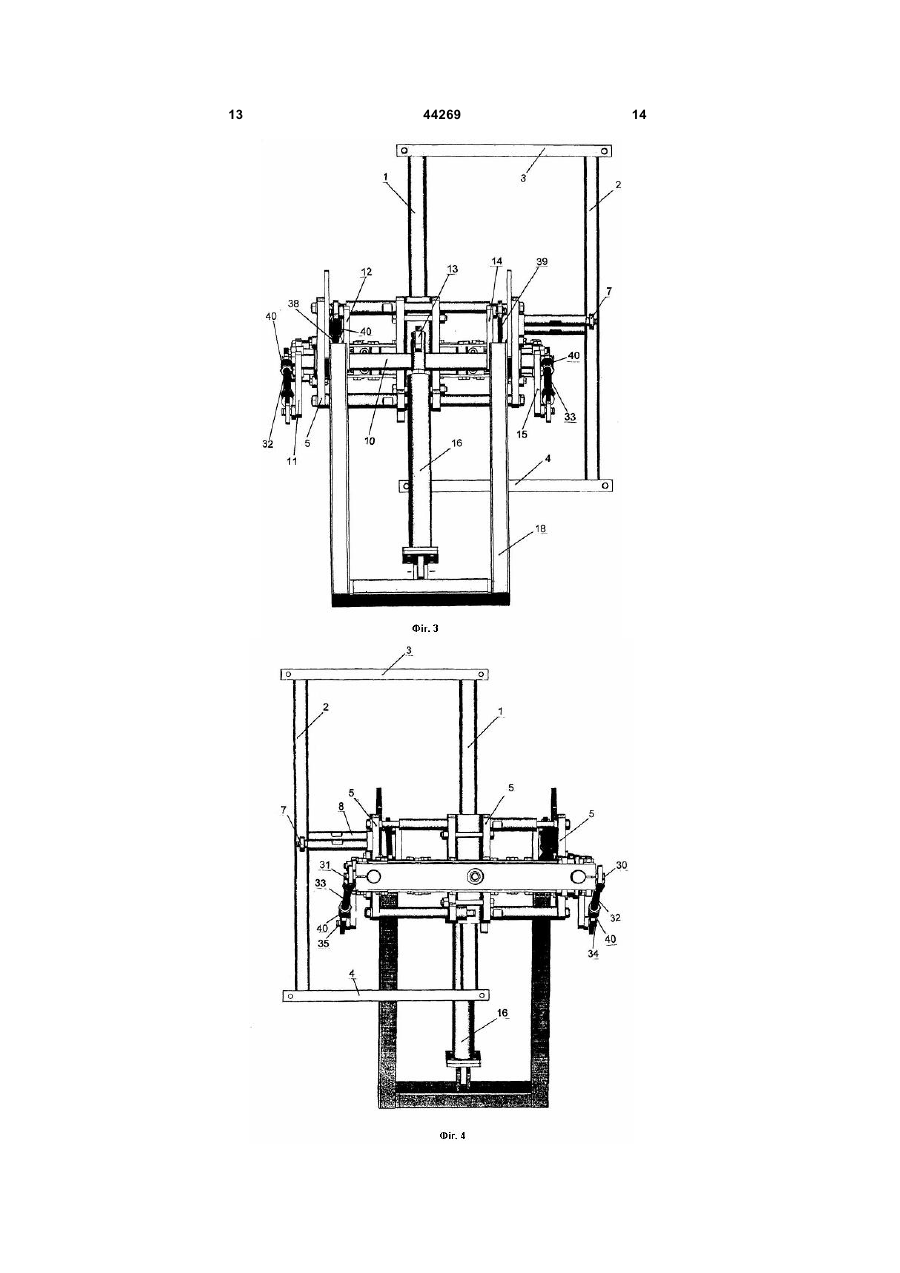
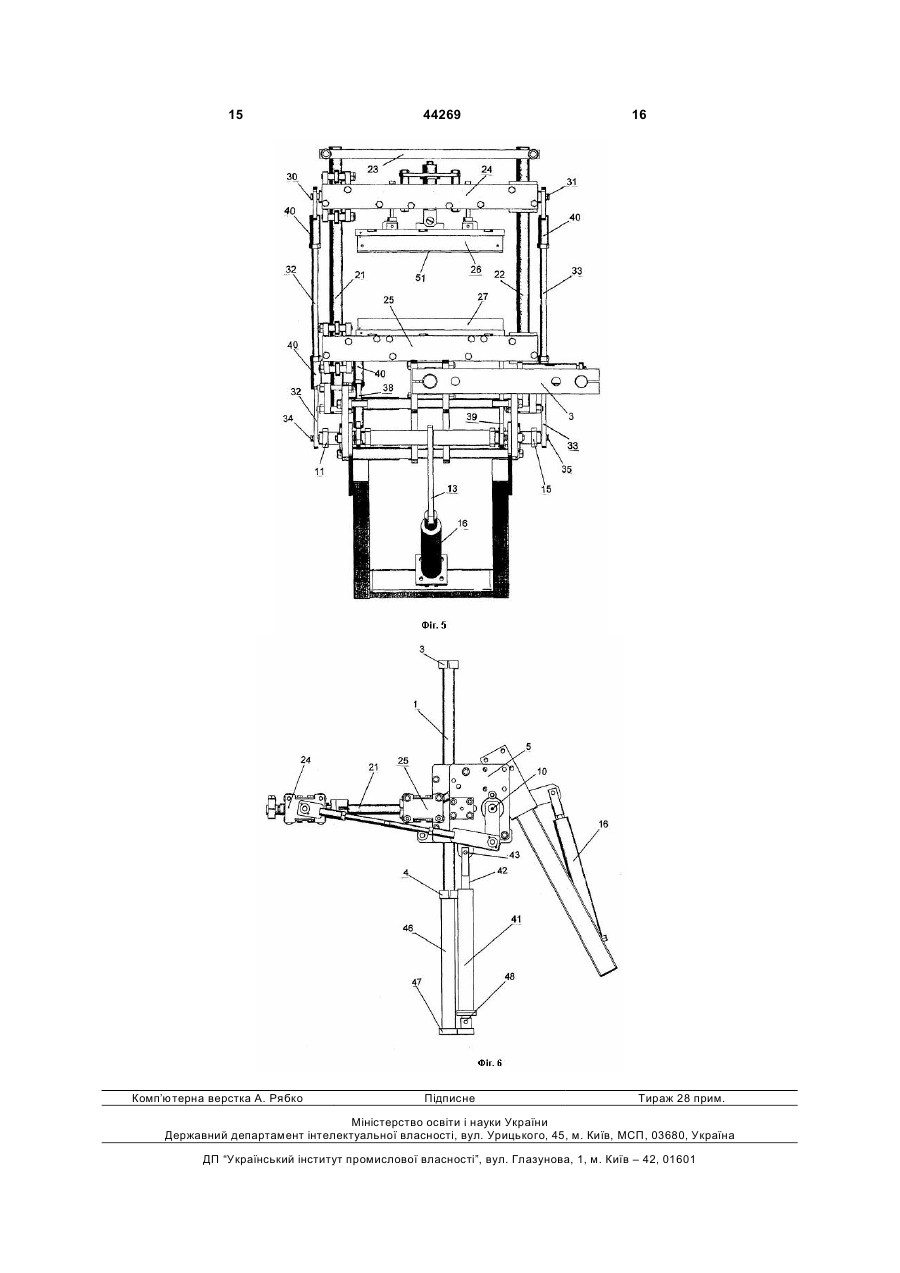
1. Виконавчий пристрій установки для виготовлення, наповнення і герметизації пакетів з термопластичної плівки, що містить принаймні механізм для утворення поперечного шва і відрізання наповнених пакетів, виготовлений у вигляді двох горизонтально розташованих вузлів, які мають контактні поверхні для затискання рукава термостатичної плівки і які встановлені з можливістю примусового переміщення один відносно одного, установлений у підшипниках виконавчий горизонтальний поворотний вал з жорстко закріпленими на ньому радіальними важелями, принаймні один із яких з'єднаний з приводним пристроєм, а інші кінематично з'єднані за допомогою шарнірно закріплених стрижневих елементів з відповідними вузлами механізму для утворення поперечного шва і відрізання наповнених пакетів, який відрізняється тим, що виконавчий пристрій виконаний як окремий знімний вузол, що містить корпус, з консольно закріпленими на ньому двома паралельними горизонтальними циліндричними напрямними, на яких встановлені з можливістю переміщення дві каретки, на кожній з яких закріплений один із зазначених вузлів механізму для утворення поперечного шва і відрізання наповнених пакетів, зовнішні кінці двох горизонтальних циліндричних напрямних жорстко з'єднані між собою за допомогою траверси, при цьому кожна із зазначених кареток на одному з кінців містить напрямну втулку, в яку встановлена одна із горизонтальних циліндричних напрямних і утворює з напрямними втулками посадку ходову, а на другій стороні зазначені каретки містять пари протилежно встановлених роликів, осі яких пара U 2 (19) 1 3 пакетів з рукава із термопластичної плівки, який формується на установці, з одночасним пакуванням у виготовлені пакети сипучих продуктів або штучних товарів у різних галузях промисловості, переважно, на малих і середніх підприємствах і організаціях. Відомі різні конструкції пристроїв-автоматів, призначених для формування, наповнення і герметизації пакетів з термопластичної плівки, в яких зварювання швів пакетів здійснюється за допомогою нагрівальних пристроїв (див., наприклад, авторські свідоцтва СРСР №442110, М.кл. В65В9/06, опубл. 05.09.74 в бюл. №33 і №897642, М.кл. В65В9/03, опубл. 15.01.82 в бюл. №2; авт. св. СРСР 442110, М.кл. В05В9/06; патент СРСР №1431669, М.кл. В65В9/00, опубл. 15.10.88 в бюл. №38). Конструкції відомих пристроїв-автоматів призначені для використання в масовому і серійному виробництвах. Вони здебільше пристосовані для пакування одного виду матеріалів (рідкого або сипучого) у пакети певного розміру. Вони оснащені електричними приводом, який з'єднаний за допомогою відповідних кінематичних ланок з пристроєм для утворення подовжнього шва, пристроєм для утворення поперечного шва і відрізування пакетів, а також пристроєм для дискретного протягування стрічки з термопластичної плівки. Кінематичні ланки, що з'єднують електричний привід з відповідними виконавчими пристроями, а також пристрій для дискретного протягування стрічки з термопластичної плівки, що має досить складну конструкцію. Відомі пристрої-автомати потребують використання складних електронних систем керування, які забезпечують синхронізовану роботу всіх пристроїв, що входять до їх складу, так як від цього залежить якість герметизації отриманих пакетів. Таким, чином відомі пристрої-автомати, що призначені для формування, наповнення і герметизації пакетів з термопластичної плівки, є досить складним обладнанням, що мають високу собівартість. Використання відомих пристроїв-автоматів, що призначені для пакування товарів або продуктів в пакети одного типорозміру, в умовах середньо серійного виробництва і особливо дрібносерійного виробництва в наслідок їх значної собівартості економічно невигідне при недостатній їх виробничій завантаженості, зокрема на малих і середніх підприємствах і організаціях, які займаються пакуванням малих партій продуктів і товарів, але досить значної номенклатури типорозмірів пакетів і видів продуктів. Найбільш близьким аналогом до пристрою, що заявляється, є установка для формування, наповнення і герметизація пакетів з термопластичної плівки за патентом України на корисну модель №26604, МПК (2006) В65В9/00, опублікований 25.09.2007 в бюл. №15. Відома установка містить пристрій для подавання термопластичної плівки, пристрій для формування рукава, живильну трубу, пристрій для утворення подовжнього шва, механізм для утворення поперечного шва і відрізування пакетів, а також привідний пристрій, що кінематично з'єднаний з пристроєм для утворення подовжнього шва та механізмом для утворення поперечного шва і відрізування пакетів, привідний пристрій 44269 4 виконаний як педальний привід зі зворотною пружиною і з, принаймні однією, привідною педаллю, яка жорстко з'єднана з горизонтальною поворотною віссю педального приводу, розташованого в нижній частині пристрою, а також віддалений від педального приводу і розташований над ним горизонтальний поворотний вал, при цьому, горизонтальна поворотна вісь педального приводу кінематично з'єднана з виконавчим горизонтальним поворотним валом за допомогою жорсткої привідної тяги, кінці якої шарнірно з'єднані з двома радіальними важелями, один з яких жорстко закріплений на горизонтальній поворотній осі педального приводу, а інший - на виконавчому горизонтальному поворотному валу, при цьому горизонтальний поворотний вал містить жорстко з'єднані з ним виконавчі радіальні важелі, вільні кінці яких шарнірно з'єднані з проміжними важелями, які кінематично з'єднані з пристроєм для утворення подовжнього шва і механізмом для утворення поперечного шва і відрізування пакетів, який виготовлений у вигляді двох горизонтально розташованих вузлів, що мають контактні поверхні для затискання рукава термостатичної плівки. Механізм для утворення поперечного шва і відрізування пакетів у відомій установці виконаний як її невіддільна частина. В той же час така конструкція механізму утворення поперечного шва і відрізування пакетів дозволяє утворювати поперечні шви на рукавах з термопластичної плівки різної ширини в межах ширини захвату захоплюючих губок механізму. Крім того у випадку використання в установці як знімних вузлів пристрою для формування рукава а також живильної труби, які можуть бути замінені відповідно на аналогічний пристрій формування рукава з термопластичної плівки іншої ширини та живильну трубу іншого типорозміру або форми, дозволяють використовувати одну й ту ж саму установку для виготовлення, наповнення і герметизації пакетів різних розмірів і використовувати її для широкого діапазону продуктів і товарів, що досить важливо для малих і середніх підприємств і організацій при пакуванні невеликий партій продуктів і/або товарів широкої номенклатури в пакети різного типорозміру. Це дозволяє малим і середнім підприємствам і організаціям використовувати меншу кількість установок для пакування широкого асортименту продуктів і товарів, зменшити промислові площі, що потрібні для розміщення установок для пакування і їх частин, а отже скоротити середні витрати на пакування одиниці товару або продукту. Спільними ознаками найближчого аналога і пристрою, що заявляється є наступна сукупність ознак "Виконавчий пристрій установки для виготовлення, наповнення і герметизації пакетів з термопластичної плівки, що містить, принаймні, механізм для утворення поперечного шва і відрізання наповнених пакетів, виготовлений у вигляді двох горизонтально розташованих вузлів, які мають контактні поверхні для затискання рукава термостатичної плівки, і які встановлені з можливістю примусового переміщення один відносно одного, встановлений у підшипниках виконавчий горизонтальний поворотний вал з жорстко закріпленими 5 на ньому радіальними важелями, принаймні, один із яких з'єднаний з приводним пристроєм, а інші кінематично з'єднані за допомогою шарнірно закріплених стрижневих елементів з відповідними вузлами механізму для утворення поперечного шва і відрізання наповнених пакетів". Недоліком відомого пристрою є низька продуктивність праці та не досить щільне смикання губок нагрівальних елементів по всій їх площі, так як зведення губок механізму утворення поперечного шва одна до одної здійснюється по криволінійній траєкторії. Задачею даної корисної моделі є створення надійного, конструктивно і технологічно простого виконавчого пристрою установки для виготовлення, наповнення і герметизації пакетів різних типорозмірів з термопластичної плівки у вигляді знімного вузла, який може бути використаний в установках-автоматах для пакування з забезпеченням отримання гарантованої надійної герметизації заповнених пакетів і з використанням конструктивно простих приводних пристроїв малої споживаної потужності, а також який може бути легко змонтований і демонтований на установці. Поставлена задача досягається за допомогою виконавчого пристрою установки для виготовлення, наповнення і герметизації пакетів з термопластичної плівки, що містить, принаймні, механізм для утворення поперечного шва і відрізання наповнених пакетів, виготовлений у вигляді двох горизонтально розташованих вузлів, які мають контактні поверхні для затискання рукава термостатичної плівки і які встановлені з можливістю примусового переміщення один відносно одного, встановлений у підшипниках горизонтальний поворотний вал з жорстко закріпленими на ньому радіальними важелями, принаймні, один із яких шарнірно з'єднаний з приводним пристроєм горизонтального поворотного вала, а інші кінематично з'єднані за допомогою шарнірно закріплених стрижневих елементів з відповідними вузлами механізму для утворення поперечного шва і відрізання наповнених пакетів, який згідно з корисною моделлю виконаний як окремий знімний вузол, що містить корпус, з консольно закріпленими на ньому двома паралельними горизонтальними циліндричними напрямними, на яких встановлені з можливістю переміщення дві каретки, на кожній з яких закріплений один із зазначених вузлів механізму для утворення поперечного шва і відрізання наповнених пакетів, зовнішні кінці двох горизонтальних циліндричних напрямних жорстко з'єднані між собою за допомогою траверси, при цьому кожна із зазначених кареток на одному з кінців містить втулку, яка встановлена на одну із горизонтальних циліндричних напрямних, що утворює з напрямними втулками посадки ходові, а на другій стороні зазначені каретки містять пари протилежно встановлених роликів, осі яких паралельні поздовжнім осям кареток і які опираються відповідно на верхній і нижній боки другої горизонтальної поперечної напрямної, крім того, каретки містять півосі, з якими шарнірно з'єднані відповідні кінці зазначених стрижневих елементів, а привідний пристрій виконаний як силовий пневмоциліндр, який шарнірно 44269 6 з'єднаний з корпусом а його шток шарнірно з'єднаний з відповідним радіальним важелем привідного вала. Завдяки зазначеній сукупності суттєвих ознак приводний пристрій, що заявляється, дозволяє досить легко його монтувати і, в разі потреби, демонтувати на установці, а використання кареток для переміщення вузлів механізму для утворення поперечного шва і відрізання наповнених пакетів також забезпечує досить надійну роботу цього механізму і щільне змикання його контактних поверхонь із забезпеченням гарантованої надійної герметизації заповнених пакетів із термостатичної плівки. Використання роликів для взаємодії каретки з другою горизонтальною напрямною замість напрямної втулки, подібної тій, що використовується для установки каретки на першій напрямній, спрощує конструкцію виконавчого пристрою, зменшує вимоги до точності його виготовлення. При цьому виготовлення виконавчого пристрою, що заявляється, не потребує досить складних і високоточних технологічних операцій. Один або декілька стрижнів, що з'єднують важелі виконавчого горизонтального поворотного вала з пересувними каретками, можуть містити пристрої регулювання їх довжини. Таке виконання стрижнів дозволяє забезпечити однакову довжину стрижнів, а отже забезпечити переміщення каретки по горизонтальним напрямним без перекосу і заклинювання. Завдяки чому втулка, що встановлена на одній з горизонтальних напрямних може бути виконана короткою. Виконавчий пристрій може також містити дві вертикальні паралельні циліндричні напрямні, які з'єднані за допомогою двох горизонтальних траверс, закріплених на їх кінцях, в жорстку рамку, при цьому корпус виконавчого пристрою містить закріплену на ньому напрямну втулку, яка встановлена на одній вертикальній циліндричній напрямній і утворює з нею посадку ходову, а також принаймні одну пару протилежно встановлених опорних роликів, які опираються на протилежні боки другої вертикальної напрямної і утримують корпус від повороту відносно вертикальних напрямних. Таке досить просте конструктивне виконання виконавчого пристрою дає змогу примусово переміщати корпус виконавчого пристрою у вертикальному напрямку разом з механізмом для утворення поперечного шва і відрізання наповнених пакетів. Виконавчий пристрій може містити пристрій його вертикального переміщення, що з'єднаний з нижньою траверсою, яка з'єднує відповідні кінці вертикальних напрямних. Це робить виконавчий пристрій більш укомплектованим пристроєм, який може бути встановлений і використаний на різних установках. Пристрій вертикального переміщення виконавчого пристрою може бути виконаний як силовий пневмоциліндр. Таке виконання виконавчого пристрою є найбільш доцільним з точки простоти його конструкції і надійності роботи. 7 Більш детально виконавчий пристрій, що заявляється, описаний нижче з посиланням на креслення Фіг.1 - Фіг.6, що додаються. На Фіг.1 зображений загальний вид в аксонометрії виконавчого пристрою установки для виготовлення, наповнення і герметизації пакетів з термопластичної плівки; на Фіг.2 - виконавчий пристрій, вид справа, що додатково містить пристрій вертикального переміщення його корпусу; на Фіг.3 - виконавчий пристрій, вид ззаду; на Фіг.4 - виконавчий пристрій, вид спереду; на Фіг.5 - виконавчий пристрій, вид зверху; на Фіг.6 - виконавчий пристрій, вид справа, що додатково містить пристрій вертикального переміщення, закріплений на його додатковій траверсі. Виконавчий пристрій, що заявляється (див. Фіг.1), виконаний як окремий знімний вузол установки для виготовлення, наповнення і герметизації пакетів з термопластичної плівки. Він містить дві паралельні вертикальні циліндричні напрямні 1 і 2, які жорстко з'єднані в між собою за допомогою двох горизонтальних траверс 3 і 4, закріплених на кінцях напрямних, в жорстку рамку (див. Фіг.1, 3 і 4). На вертикальних паралельних напрямних 1 і 2 встановлений з можливістю осьового переміщення збірний корпус 5, утворений декількома жорстко з'єднаними між собою корпусними деталями. Корпус 5 також містить закріплену на ньому напрямну втулку 6, яка встановлена на вертикальній циліндричній напрямній 1 і утворює з нею посадку ходову. Збірний корпус 5 також містить принаймні одну пару опорних роликів 7, які встановлені з можливістю обертання на жорстко скріплених з корпусом 5 півосях 8 і опираються на протилежні боки другої вертикальної напрямної 2 і, таким чином, утримують корпус від повороту відносно вертикальних напрямних. Геометричні осі півосей 8 і встановлених на них опорних роликів 7 лежать у площинах, паралельних площині жорсткої рамки, утвореної напрямними 1, 2 і горизонтальними траверсами 3, 4. В корпусі 5 у підшипниках 9 встановлений горизонтальний поворотний вал 10 з жорстко закріпленими на ньому радіальними важелями 11÷15. На корпусі 5 також встановлений приводний пристрій 16, який виконаний як силовий пневмоциліндр, що утворює шарнірне з'єднання 17 з нижньою П-подібною частиною 18 корпуса 5, а його шток 19 утворює шарнірне з'єднання 20 з радіальним важелем 13. На корпусі 5 консольно закріплені дві паралельні горизонтальні циліндричні напрямні 21 і 22, зовнішні кінці яких жорстко з'єднані між собою за допомогою траверси 23. На напрямних 21, 22 встановлені з можливістю примусового переміщення дві каретки 24 і 25, на кожній з яких закріплений один із двох вузлів 26, 27 механізму для утворення поперечного шва і відрізання наповнених пакетів, при цьому кожна із зазначених кареток на одному з кінців містить напрямну втулку 28, яка встановлена на горизонтальній циліндричній напрямній 22 і в з'єднанні з нею утворює посадку ходову, а на другому кінці кожна з кареток 24 і 25 містить по дві пари протилежно встановлених на 44269 8 відповідних осях роликів 29, геометричні осі яких паралельні поздовжнім осям цих кареток і які опираються відповідно на верхній і нижній боки горизонтальної циліндричної напрямної 21. Каретка 24 зовні з боків містить півосі 30 і 31, які за допомогою стрижневих елементів 32 і 33 кінематично з'єднані з зовнішніми важелями 11, 15, відповідно. При цьому кінці стрижневих елементів 32 і 33 утворюють шарнірні з'єднання з зазначеними відповідними півосями 30, 31 каретки 24 та з півосями 34 і 35, що закріплені на кінцях важелів 11 і 15. Кінці радіальних важелів 12, 14 містять півосі 36, 37, а каретка 25 також містить відповідні їм півосі (на кресленні умовно не показані). Зазначені півосі радіальних важелів 12, 14 кінематично з'єднані з відповідними півосями каретки 25 за допомогою шарнірно закріплених на них стрижневих елементів 38 і 39. Стрижневі елементи 30, 31 і 38 містять різьбові пристрої 40 регулювання їх довжини. Виконавчий пристрій містить пристрій вертикального переміщення корпуса 5, що виконаний як силовий пневмоциліндр 41 (див. Фіг.2 і Фіг.6). Шток 42 силового циліндра 41 утворює шарнірне з'єднання 43 з нижньою частиною збірного корпуса 5. Нижня частина силового пневмоциліндра 41 може бути виконана з можливістю утворення шарнірного з'єднання 44 з рамою 45 установки для виготовлення, наповнення і герметизації пакетів з термопластичної плівки, як зображено на Фіг.2. Також можливий варіант конструктивного виконання виконавчого пристрою, який зображений на Фіг.6, коли виконавчий пристрій містить вертикальний стояк 46, верхня частину якого утворює вертикальну напрямну 1. Нижня частина вертикального стояка 45 жорстко з'єднана з додатковою нижньою траверсою 47, яка утворює шарнірне з'єднання 48 з силовим пневмоциліндром 41, шток 42 якого утворює шарнірного з'єднання 43 з нижньою частиною збірного корпуса 5. Як у першому випадку (Фіг.2), так і в другому випадку (Фіг.6) конструктивного виконання виконавчий пристрій монтують на рамі відповідної установки як єдиний конструктивний знімний вузол, наприклад, за допомогою різьбових з'єднань, що з'єднують траверси 3, 4 (Фіг.2) або 3 і 4 та/або 46 (Фіг.6) з відповідними частинами рами відповідної установки. Виконавчий пристрій, що заявляється, використовують в установці для виготовлення, наповнення і герметизації пакетів з термопластичної плівки, яка забезпечує формування рукава із термопластичної плівки, схематично позначеного на Фіг.1 пунктирною лінією 49, із одної або двох стрічок із термопластичної плівки (механізм формування рукава не зображений), використання виконавчого пристрою забезпечує подавання (протягування) сформованого рукава зверху вниз у напрямку стрілки 50 (див. Фіг.6) на задану величину довжини пакета, який формується з рукава 49 утворення поперечного герметичного шва дна пакета і після заповнення сформованого пакета утворення верхнього поперечного герметичного шва пакета і поперечного герметичного шва дна наступного пакета з наступним відрізанням заповненого пакета. 9 У вихідному положенні виконавчого пристрою, осі його горизонтальних напрямних 21 і 22 займають наперед задане відповідне нижнє положення. Для захоплення і протягування зверху вниз сформованого на установці рукава 46 із термопластичної стрічки корпус 5 виконавчого пристрою при розведеному положенні двох вузлів 26, 27 переміщають за допомогою силового пневмоциліндра 41 з нижнього заданого вихідного положення у верхнє задане положення, при цьому горизонтальні напрямні 21 і 23 переміщаються вгору з нижнього вихідного положення на величину довжини пакета, який треба сформувати з термопластичної плівки. В цьому верхньому положенні спрацьовує силовий пневмоциліндр 16, шток 19 якого висовуючись назовні повертає за допомогою радіального важеля 13 поворотний вал 10 проти годинникової стрілки в площині креслення Фіг.1. При цьому поворотний вал 10, що кінематично з'єднаний з каретками 24 і 25 відповідно за допомогою важелів 11, 16 та 12, 15 і стрижневих елементів 30, 31 та 34, 35, переміщує ці каретки по горизонтальним напрямним 21 і 22 назустріч одна до одної разом з встановленими на них вузлами 26 і 27. Обернені назустріч одна одній передні частини вузлів 26 і 27, що містять затискні губки, які нагріваються до певної температури, при наближенні одна до одної затискають між собою рукав 49 з термопластичної плівки і утворюють на ньому два поперечних шви. При подальшому зростанні зусилля здавлювання між затискними губками вузол 27 переміщує підпружинений вузол 26 відносно нерухомо закріпленого на каретці 24 ножа 51 (який на Фіг.5 умовно зображений попереду передньої поверхні вузла 26), що розташований у проміжку між парами затискних губок вузла 26. Внаслідок сумісного переміщення стулених один до одного вузлів 26, 27 разом з затисненим між ними рукавом 49 відносно ножа 51, останній розрізає рукав між двома утвореними поперечними швами, формуючи дно першого пакета. Після відрізання нижньої крайньої частини рукава 49, коли обидві його частини продовжують ще утримуватися між стуленими губками вузлів 26 і 27, приводиться у дію силовий пневмоциліндр 41, шток якого переміщує разом з корпусом 5 і вузлами 26, 27 захоплений рукав 49 з термопластичної плівки з верхнього положення в нижнє положення 44269 10 на величину вертикального ходу, що дорівнює довжині пакета. При переміщенні захопленого кінця рукава з термопластичної плівки у відповідне нижнє положення приводиться в дію силовий пневмоциліндр 16, який втягуючи шток 19, діє на важіль 13 і повертає горизонтальний поворотний вал 10 за годинниковою стрілкою відносно площини креслення на Фіг.1. Внаслідок цього повертаються за годинниковою стрілкою також з'єднані з валом 10 важелі 11, 12, 14, 15, які діючи через стрижневі елементи 32, 33, 38, 39, відводять каретки 24 і 25 а також встановлені на них вузли 26 і 27 один від одного у вихідне положення. При цьому нижня відрізана частина рукава падає вниз. У сформований перший пакет, що знаходиться зверху через живильну трубу установки (на кресленні умовно не зображено) завантажують певну кількість продуктів або товарів. Після чого спрацьовує нижній силовий пневмоциліндр 41, який переміщає корпус 5 у верхнє положення. У верхньому положенні корпуса 5 спрацьовує силовий пневмоциліндр 16, який повертає поворотний вал 10 проти годинникової стрілки, тим самим наближаючи одну до одної кінематично з'єднані з валом горизонтальні каретки 24 і 25 разом з встановленими на них вузлами 26 і 27. При наближенні зазначених вузлів один до одного, вони затискають між собою рукав термопластичної плівки з утворенням двох поперечних швів, нижній з яких герметизує нижній заповнений пакет, а верхній утворює дно наступного пакета. Затиснений між вузлами заповнений пакет і наступний незаповнений пакет переміщаються вниз за допомогою силового пневмоциліндра 41, поки корпус 5 не займе нижнє положення. В цьому положенні відбувається розрізання поперечних швів і розділення заповненого пакета від наступного порожнього пакета. Далі цикл формування, наповнення і герметизації пакетів здійснюється аналогічно вище описаному циклу. Задаванням величини робочого ходу силового пневмоциліндра 41 можна змінювати довжину пакета для пакування. Ширина пакета для пакування визначається шириною сформованого рукава із термопластичної плівки, з якого виготовляють пакети. 11 44269 12 13 44269 14 15 Комп’ютерна верстка А. Рябко 44269 Підписне 16 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюActuating element of installation for production, filling and sealing packets from thermoplastic film
Автори англійськоюPiddubnyi Yurii Oleksandrovych
Назва патенту російськоюИсполнительное устройство установки для изготовления, наполнения и герметизации пакетов из термопластической пленки
Автори російськоюПоддубный Юрий Александрович
МПК / Мітки
МПК: B65B 9/00
Мітки: наповнення, пристрій, плівки, виготовлення, установки, виконавчий, термопластичної, пакетів, герметизації
Код посилання
<a href="https://ua.patents.su/8-44269-vikonavchijj-pristrijj-ustanovki-dlya-vigotovlennya-napovnennya-i-germetizaci-paketiv-z-termoplastichno-plivki.html" target="_blank" rel="follow" title="База патентів України">Виконавчий пристрій установки для виготовлення, наповнення і герметизації пакетів з термопластичної плівки</a>
Пристрій для формування, наповнення і герметизації пакетів з термопластичної плівки

Номер патенту: 26604
Опубліковано: 25.09.2007
Автор: Піддубний Юрій Олександрович
МПК: B65B 9/00
Мітки: пристрій, наповнення, герметизації, термопластичної, пакетів, плівки, формування
Формула / Реферат:
1. Пристрій для формування, наповнення і герметизації пакетів з термопластичної плівки, що містить пристрій для подавання термопластичної плівки, пристрій для формування рукава, живильну трубу, пристрій для утворення подовжнього шва, пристрій для утворення поперечного шва і відрізування пакетів, а також привідний пристрій, що кінематично з'єднаний з пристроєм для утворення подовжнього шва та пристроєм для утворення поперечного шва і...
Пристрій для виготовлення пакетів з термозварювальної плівки
Номер патенту: 39433
Опубліковано: 25.02.2009
Автори: Малашин Микола Олександрович, Боровик Олег Васильович
МПК: B65B 9/06
Мітки: пристрій, плівки, виготовлення, термозварювальної, пакетів
Формула / Реферат:
Пристрій для виготовлення пакетів з термозварювальної плівки, що містить рукавоутворювач, трубу для подачі продукту в рукав, пристосування для утворення поздовжнього шва, пристосування для утворення поперечних швів і механізм протягування рукава, який включає змонтовану з можливістю зворотно-поступального переміщення каретку з затискними елементами, який відрізняється тим, що механізм, який протягує, виконаний у вигляді кільцевого сектора, що...
Пристрій для виготовлення, наповнення і запечатування пакетів із термосклейного матеріалу
Номер патенту: 60767
Опубліковано: 15.02.2006
Автори: Голованов Сергій Віталійович, Мироненко Віталій Олексійович
МПК: B65B 9/06
Мітки: виготовлення, пристрій, запечатування, термосклейного, матеріалу, наповнення, пакетів
Формула / Реферат:
Гербіцидна композиція включає римсульфурон, тифенсульфурон-метил, поверхнево-активні речовини та інші допоміжні речовини, причому додатково містить нітрат амонію.
Пристрій для формування виробів з термопластичної плівки
Номер патенту: 28116
Опубліковано: 16.10.2000
Автори: Смирнова Валентина Семенівна, Коваль Микола Іванович, Свєчкін Юрій Федорович, Литвиненко Олександр Васильович, Глаголєв Сергій Євгенович, Литвиненко Володимир Олександрович
МПК: B29C 51/26
Мітки: виробів, пристрій, плівки, термопластичної, формування
Формула / Реферат:
1. Пристрій для формування виробів з термопластичної плівки, що містить раму, вузол попереднього нагріву, вузол формування, вузол крокового подання плівки, вузол різання, напрямні для плівки, який відрізняється тим, що введені плити згідно з кількістю вузлів і напрямні для плит, при цьому кожний вузол змонтований на окремій плиті, напрямні для плит жорстко закріплені на двох протилежних сторонах рами вздовж всієї її довжини, кожна плита...
Пристрій для виготовлення, наповнення продуктом і запечатування пакетів з термопластичного матеріалу
Номер патенту: 9758
Опубліковано: 15.05.2002
Автори: Гончарова Інесса Василівна, Кобилюх Богдан Пилипович, Задворняк Степан Карпович, Гунька Ігор Йосипович, Яхимович Сергій Володимирович
МПК: B65B 9/06
Мітки: наповнення, пакетів, запечатування, пристрій, матеріалу, виготовлення, продуктом, термопластичного
Формула / Реферат:
Пристрій для виготовлення, наповнення продуктом і запечатування пакетів з термопластичного матеріалу, що містить живильник, об'ємний дозатор з арками, рукавоутворювач з розміщеною в ньому трубою для введення продукту в рукав, яка встановлена під дозатором, механізми для утворення повздовжнього і поперечних швів на рукаві, механізм для протягування рукава, розмотувальний механізм з пристосуванням для нанесення дати і привід з головним...
Попередній патент: Шестиступеневий стенд автотестування
Наступний патент: Колодкове гальмо
Випадковий патент: Спосіб формування товсто-товстокишкового анастомозу