Спосіб влаштування ригеля
Номер патенту: 95193
Опубліковано: 10.12.2014
Автори: Старчук Ярослав Володимирович, Кривошеєв Петро Іванович, Старчук Володимир Никифорович, Старчук Тарас Володимирович
Формула / Реферат
1. Спосіб влаштування ригеля, що включає виготовлення верхньої, нижньої та двох бокових металевих пластин з отворами, їх монтаж та зварювання з утворенням консольних полок і встановленням або приварюванням арматури, монтаж металевої частини ригеля та плит перекриття, армування та бетонування, який відрізняється тим, що при виготовлені металевої частини ригеля в заготовці - металевій пластині товщиною 4-10 мм, шириною 400-1600 мм та довжиною до 15000 мм, в місці бокових полок влаштовують ряд отворів ø 60-300 мм, а в місці верхньої полки - ряд отворів ø не менше 10 мм з відстанню між поздовжніми осями отворів 100-400 мм, гнуть 4 рази пластину під кутом α = 30-150° з утворенням П-подібного профілю або гнуть 1 раз під кутом β = 5-110º та 2 рази під кутом α = 30-150° з утворенням V-подібного профілю та влаштуванням в нижній зоні консольних полок та, при необхідності, встановленням або приварюванням арматури, обгинають лист з тонколистової сталі навколо консольних полок з низу з утворенням опалубки з низу або з утворенням опалубки іншим способом, монтують металеву частину ригеля, плити перекриття, армують, при необхідності, поздовжні та поперечні щілини між плитами перекриття і П- або V-подібного профілю, укладають та ущільнюють бетонну суміш, контролюючи вихід через отвори в верхній зоні повітря і хоч би частини водоцементної суспензії та забезпечують нормальні умови твердіння бетону.
2. Спосіб влаштування ригеля за п. 1, який відрізняється тим, що при виготовленні металевої частини ригеля П- або V-подібного профілю всі отвори зміщують на 1/3 віддалі між їх поздовжніми осями.
3. Спосіб влаштування ригеля за п. 1, який відрізняється тим, що при виготовленні металевої частини ригеля V-подібного профілю отвори ø не менше 10 мм влаштовують в гребені - в місці згину.
4. Спосіб влаштування ригеля за п. 1, який відрізняється тим, що при виготовленні металевої частини ригеля, для забезпечення проектної довжини, дві чи більше металевих з отворами гнуті заготовки стикують торцями, при необхідності, монтують в місцях стикування поперечні діафрагми та зварюють.
Текст
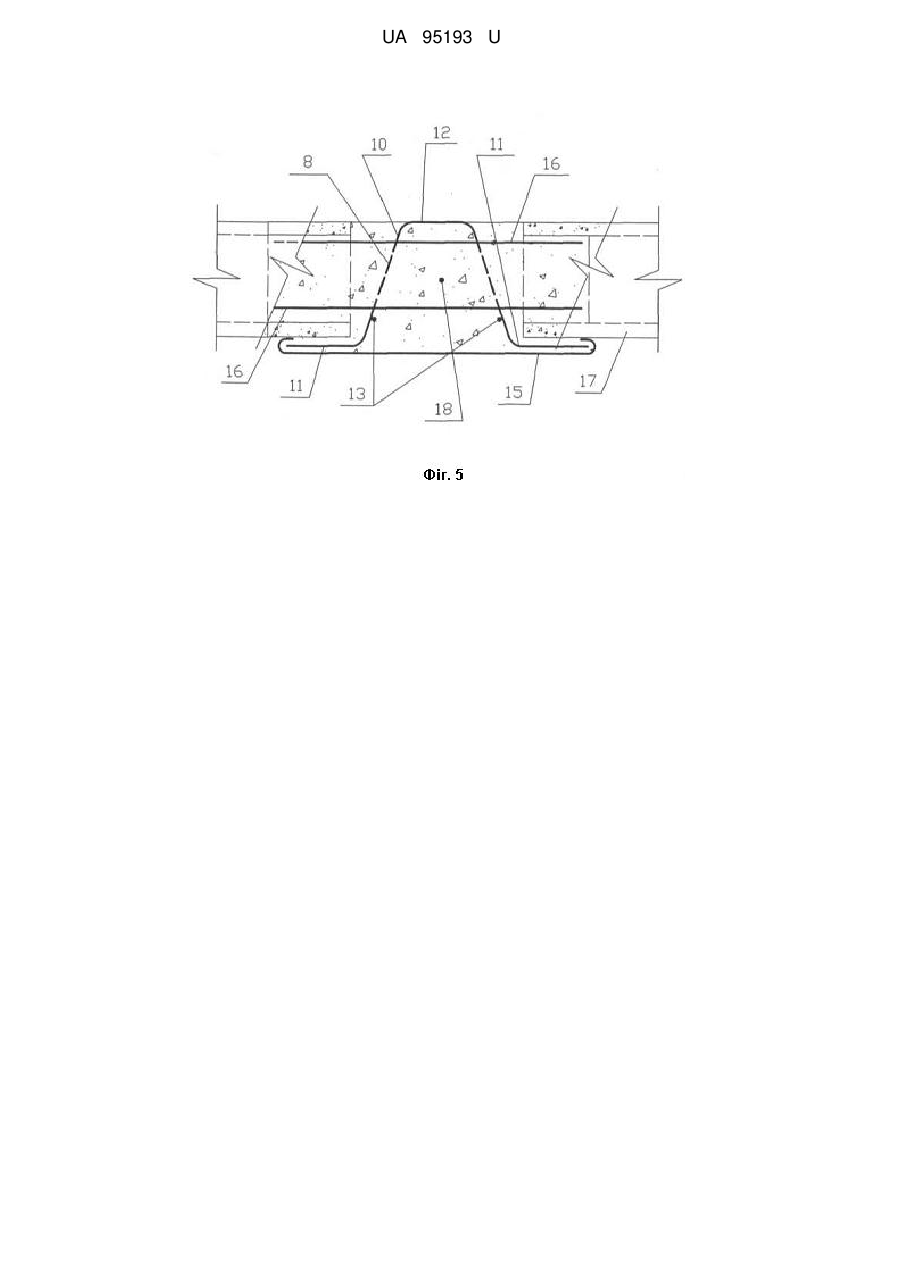
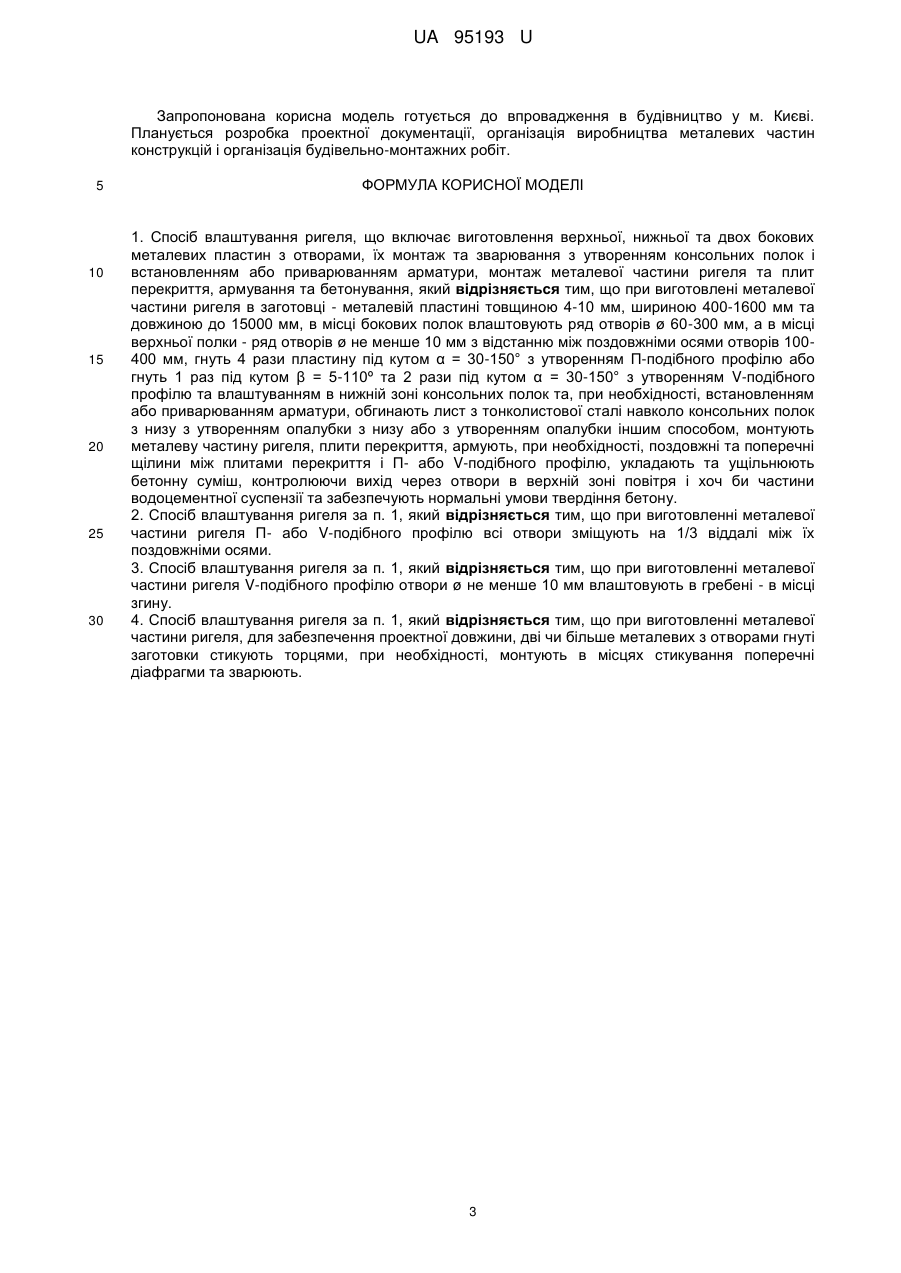
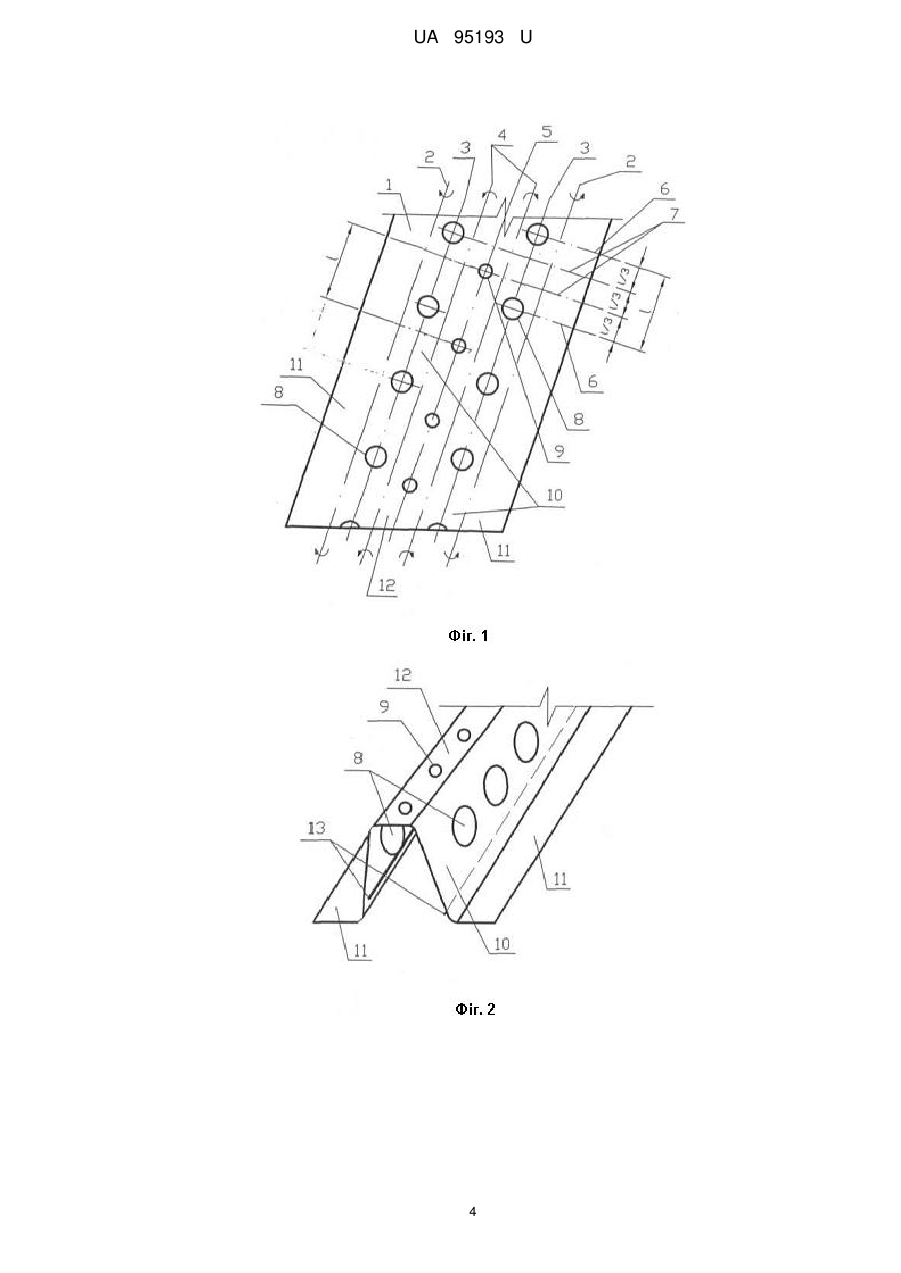
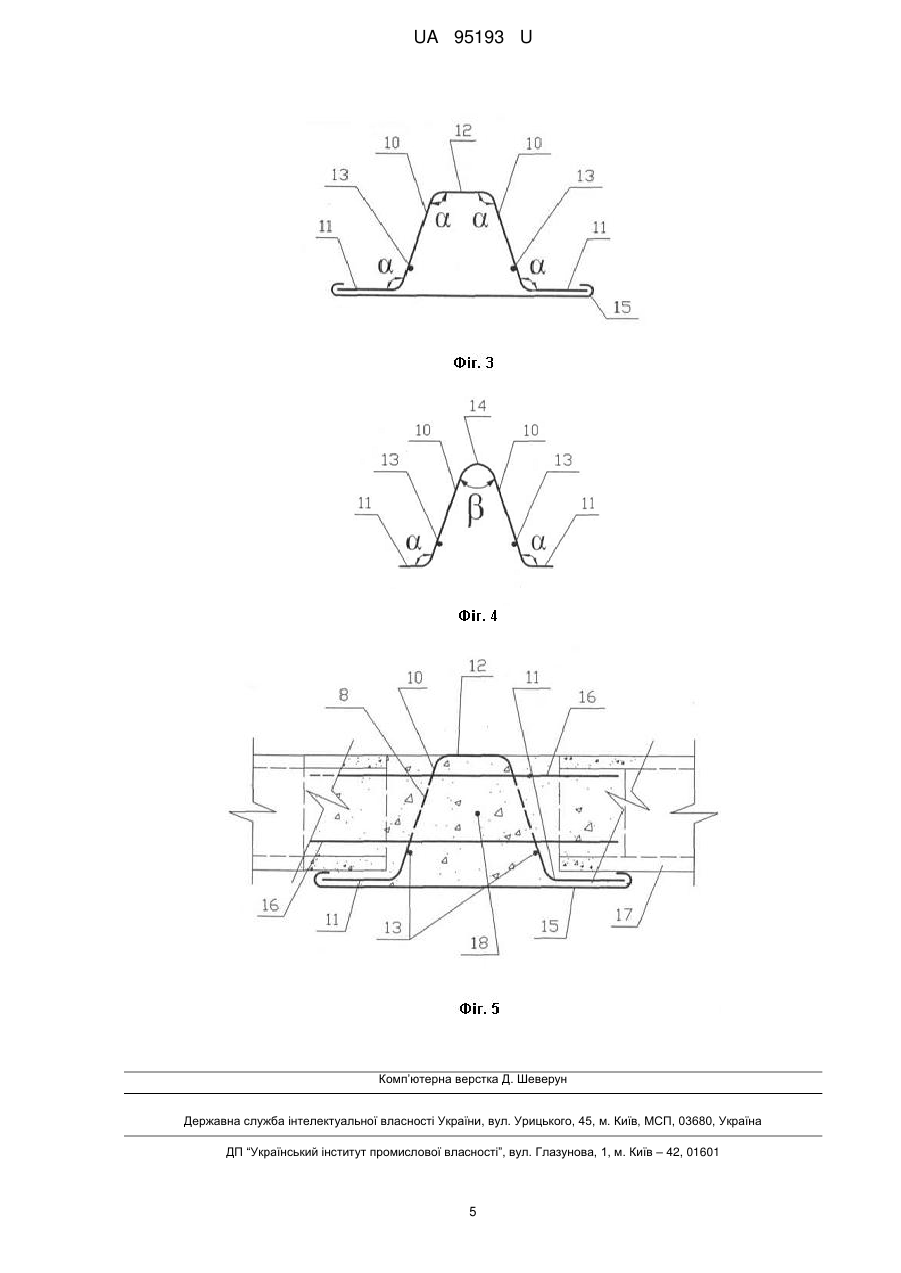
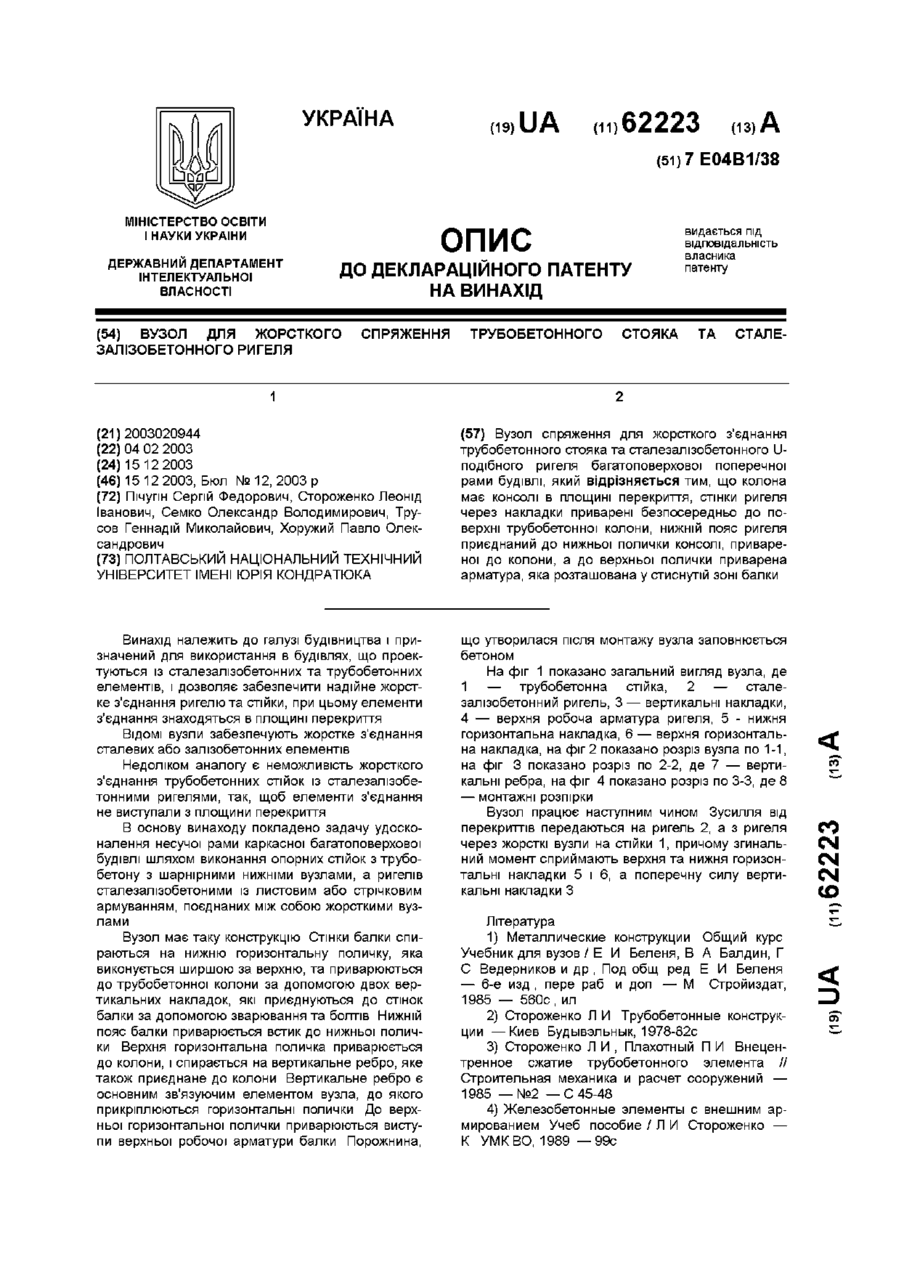
Реферат: Спосіб влаштування ригеля включає виготовлення верхньої, нижньої та двох бокових металевих пластин з отворами, їх монтаж та зварювання з утворенням консольних полок і встановленням або приварюванням арматури, монтаж металевої частини ригеля та плит перекриття, армування та бетонування. При виготовлені металевої частини ригеля в заготовці металевій пластині товщиною 4-10 мм, шириною 400-1600 мм та довжиною до 15000 мм, в місці бокових полок влаштовують ряд отворів ø 60-300 мм, а в місці верхньої полки - ряд отворів ø не менше 10 мм з відстанню між поздовжніми осями отворів 100-400 мм. Гнуть 4 рази пластину під кутом α = 30-150° з утворенням П-подібного профілю, або гнуть 1 раз під кутом β = 5-110º та 2 рази під кутом α = 30-150° з утворенням V-подібного профілю та влаштуванням в нижній зоні консольних полок та, при необхідності, встановленням або приварюванням арматури. Обгинають лист з тонколистової сталі навколо консольних полок з низу з утворенням опалубки з низу або з утворенням опалубки іншим способом, монтують металеву частину ригеля, плити перекриття, армують, при необхідності, поздовжні та поперечні щілини між плитами перекриття і П- або V-подібного профілю. Укладають та ущільнюють бетонну суміш, контролюючи вихід через отвори в верхній зоні повітря і хоч би частини водоцементної суспензії та забезпечують нормальні умови твердіння бетону. UA 95193 U (12) UA 95193 U UA 95193 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до будівництва, а саме до способу влаштування несучої конструкції будівлі - залізобетонного ригеля і може бути використана для будівництва будівель та споруд різного призначення. Відомий спосіб влаштування каркаса з застосуванням залізобетонного ригеля, який включає влаштування колон, установку монтажних столиків з опалубкою на висоті стелі, монтаж пустотілих плит перекриття, армування поздовжніх швів та/або поперечних ригелів між плитами перекриття, бетонування та забезпечення нормальних умов твердіння бетону (Мордич А.И. Каркас домостроительной системы "АРКОС". Надежность и безопасность. // Бетон и железобетон. - 2013. - № 2. - С. 27- 31). Недоліком способу є те, що при малій висоті навіть при незначних прольотах ригель складний в армуванні, потребує великої кількості арматури і має обмежену довжину. При концентрації навантажень в стиках колона - ригель виникає потреба значних витрат металу та електрозварювальних робіт при його армуванні. Найбільш близьким до пропонованого є спосіб влаштування ригеля з використанням металевої частини П-подібного перерізу дельта - балки (Електронний ресурс, режим доступу: www.peikko.com), яка стикується з колоною і використовується для монтажу плит перекриття. Недоліком такого способу влаштування ригеля є необхідність виконання значного обсягу електрозварювальних робіт при виготовленні з чотирьох окремих пластин (верхньої, нижньої та двох бокових металевих пластин з отворами) металевої частини ригеля, нераціональне використання металевого листа нижньої монтажної полки та накопичення водоцементної суспензії під верхньою полкою, а відповідно, зниження несучої здатності, великі терміни виготовлення, високі трудомісткість, енергозатрати та вартість виробництва такого ригеля. В основу корисної моделі поставлено задачу вдосконалити відомі способи шляхом зміни послідовності та кількості операцій при виготовленні металевої частини ригеля, його монтажі, армуванні, бетонуванні та підготовці до експлуатації, що дозволяє спростити конструкцію та знизити вартість, підвищити якість, несучу здатність, надійність та довговічність ригеля, а відповідно будівель та споруд різного призначення. Поставлена задача вирішується тим, що у відомому способі влаштування ригеля, що включає виготовлення верхньої, нижньої та двох бокових металевих пластин з отворами, їх монтаж та зварювання з утворенням консольних полок і встановленням або приварюванням арматури, монтаж металевої частини ригеля та плит перекриття, армування та бетонування і, згідно з корисною моделлю, при виготовлені металевої частини ригеля в заготовці - металевій пластині товщиною 4-10 мм, шириною 400-1600 мм та довжиною до 15000 мм, в місці бокових полок влаштовують ряд отворів ø 60-300 мм, а в місці верхньої полки - ряд отворів ø не менше 10 мм з відстанню між поздовжніми осями отворів 100-400 мм, гнуть 4 рази пластину під кутом α = 30-150° з утворенням П-подібного профілю, або гнуть 1 раз під кутом β = 5-110° та 2 рази під кутом α = 30-150 з утворенням V-подібного профілю і влаштуванням в нижній зоні консольних полок та, при необхідності, встановленням або приварюванням арматури, обгинають лист з тонколистової сталі навколо консольних полок знизу з утворенням опалубки знизу, або з утворенням опалубки іншим способом, монтують металеву частину ригеля, плити перекриття, армують, при необхідності, поздовжні та поперечні щілини між плитами перекриття і П- або Vподібного профілю, укладають та ущільнюють бетонну суміш, контролюючи вихід через отвори в верхній зоні повітря і хоч би частини водоцементної суспензії та забезпечують нормальні умови твердіння бетону. При виготовленні металевої частини ригеля П- або V-подібного профілю всі отвори зміщують на 1/3 віддалі між їх поздовжніми осями. При цьому, в металевій частині ригеля Vподібного профілю, отвори ø не менше 10 мм влаштовують в гребені - в місці згину. Для виготовлення ригеля проектної довжини дві чи більше металевих з отворами гнуті заготовки стикують торцями, при необхідності, монтують в місцях стикування поперечні діафрагми та зварюють. Використання виготовлених за сучасними технологіями в заводських умовах удосконалених металевих частин ригелів необхідної довжини, їх монтаж, армування, бетонування, ущільнення, а також контроль формування бетонної частини ригеля з забезпеченням видалення з-під верхньої полки повітря та водоцементної суспензії і забезпечення протипожежного захисту дозволяє прискорити монтаж, спростити конструкцію та знизити вартість, підвищити якість, несучу здатність, надійність та довговічність ригеля, а відповідно, надійність та довговічність будівель та споруд різного призначення. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 показано фрагмент плану заготовки металевої пластини 1 з отворами 8 і 9 по осях 3 і 5 відповідно в бокових 10 та верхній 12 полках для гнуття під кутом α = 30-150° та β = 5-110° по осях 2 і 4 металевої частини ригеля з 1 UA 95193 U 5 10 15 20 25 30 35 40 45 50 55 отриманням П-подібного профілю з влаштуванням верхньої 12, бокових 10 та в нижній зоні консольних 11 полок. Знизу навколо консольних полок обгинають лист з тонколистової сталі 15. На фіг. 2 наведено фрагмент металевої частини ригеля після гнуття та отримання П-подібного профілю. На фіг. 3, 4 показано в перерізі П- та V-подібні профілі відповідно. На фіг. 5 наведено фрагмент перерізу вузла сполучення пустотілих плит перекриття 17 за рахунок металевої частини ригеля, поздовжньої 13 та поперечної 16 стальної арматури, його бетонування та створення збірно-монолітного сполучення 18 плит перекриття, металевого ригеля та бетону. Приклад впровадження способу влаштування ригеля. При влаштуванні ригелів пропонованим способом послідовно виконують наступні операцій: - виготовляють заготовки 1 - металеві пластини товщиною 4-10 мм, шириною 400-1600 мм та довжиною до 15000 мм; - в місці бокових 10 та верхньої 12 полок влаштовують ряд отворів 8, 9 ø 60-300 мм та не менше 10 мм відповідно, з віддаллю L між поздовжніми осями 6-6 або 7-7 100-400 мм. Причому всі отвори зміщують на 1/3 віддалі між їх поздовжніми осями 6, 7; - гнуть 4 рази пластину під кутом α = 30-150° з утворенням П-подібного профілю та влаштуванням в нижній зоні консольних полок 11 і, при необхідності, встановленням або приварюванням поздовжньої арматури 13, лист з тонколистової сталі обгинають знизу навколо консольних полок з утворенням опалубки 15 знизу; - при виготовленні металевої частини ригеля V-подібного профілю, з гребенем 14 замість верхньої полки 12, в металевих заготовках в місцях бокових полок 10 або гребеню 14 влаштовують згідно проекту ряд отворів ø 60-300 мм, та не менше 10 мм відповідно, з відстанню між осями 6, 7 100-400 мм, гнуть 1 раз пластину під кутом β = 5-110° та 2 рази під кутом α = 30-150 з влаштуванням консолей 11 для монтажу плит перекриття 17; - для забезпечення проектної довжини ригеля дві чи більше металевих з отворами гнуті заготовки стикують торцями, при необхідності, монтують в місцях стикування поперечні діафрагми та зварюють; - монтують металеву частину ригелів. При необхідності, замість опалубки із тонколистової сталі під металевими частинами ригелів, а також в необхідних інших місцях встановлюють опори та інші елементи опалубки; - монтують, як правило, попередньо напружені пустотілі плити перекриття 17, або суцільні плити, або плити системи «Філігран» тощо; - після монтажу металевих частин та плит перекриття армують, при необхідності, поздовжні та поперечні щілини між плитами перекриття і П- або V-подібного профілю та укладають бетонну суміш; - ущільнюють бетонну суміш, контролюючи вихід через отвори в верхній полці або гребені повітря та хоч би частини водоцементної суспензії, поверхню загладжують та забезпечують нормальні умови твердіння бетону. Особливо важливим є те, що при виготовленні металевої частини ригелів замість операцій вирубування верхньої, нижньої та двох бокових металевих пластин з отворами, їх монтажу, зварювання та правки виробу, виготовляють металеву заготовку необхідних розмірів з отворами, якій однією операцією гнуття надають необхідний профіль. Це суттєво спрощує, здешевлює та прискорює виробництво, забезпечуючи високу якість продукції. Перед бетонуванням в щілинах між плитами перекриття та в порожнинах можуть бути влаштовані труби, електропроводи і інші елементи інженерних систем. Висока вогнестійкість ригеля, а відповідно, і перекриття обумовлені особливостями конструкції металевої частини ригеля та влаштуванням арматури, захищених бетоном. При необхідності, на металеві монтажні полки ригеля знизу до монтажу або після зняття опалубки наносять протипожежне покриття. В результаті твердіння бетонної суміші утворюється монолітний залізобетонний ригель, який знизу виступає за межі плит перекриття на товщину металевого листа, а зверху знаходиться на рівні підлоги перекриття. Використання ефективних металевої частини ригеля, попередньо напружених пустотілих плит перекриття значної довжини, високоміцних бетонів та створення збірно-монолітного ригеля дозволяє інтенсивно вести монтаж будівель, створювати відносно легкі економічні великі прольоти з високою несучою здатністю перекриття, прокладати необхідні інженерні мережі, спростити конструкцію та знизити вартість, підвищити якість, надійність та довговічність ригеля, а відповідно, промислово-цивільних, в т.ч. житлових будівель та споруд збірно-монолітної конструкції. 2 UA 95193 U Запропонована корисна модель готується до впровадження в будівництво у м. Києві. Планується розробка проектної документації, організація виробництва металевих частин конструкцій і організація будівельно-монтажних робіт. 5 10 15 20 25 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб влаштування ригеля, що включає виготовлення верхньої, нижньої та двох бокових металевих пластин з отворами, їх монтаж та зварювання з утворенням консольних полок і встановленням або приварюванням арматури, монтаж металевої частини ригеля та плит перекриття, армування та бетонування, який відрізняється тим, що при виготовлені металевої частини ригеля в заготовці - металевій пластині товщиною 4-10 мм, шириною 400-1600 мм та довжиною до 15000 мм, в місці бокових полок влаштовують ряд отворів ø 60-300 мм, а в місці верхньої полки - ряд отворів ø не менше 10 мм з відстанню між поздовжніми осями отворів 100400 мм, гнуть 4 рази пластину під кутом α = 30-150° з утворенням П-подібного профілю або гнуть 1 раз під кутом β = 5-110º та 2 рази під кутом α = 30-150° з утворенням V-подібного профілю та влаштуванням в нижній зоні консольних полок та, при необхідності, встановленням або приварюванням арматури, обгинають лист з тонколистової сталі навколо консольних полок з низу з утворенням опалубки з низу або з утворенням опалубки іншим способом, монтують металеву частину ригеля, плити перекриття, армують, при необхідності, поздовжні та поперечні щілини між плитами перекриття і П- або V-подібного профілю, укладають та ущільнюють бетонну суміш, контролюючи вихід через отвори в верхній зоні повітря і хоч би частини водоцементної суспензії та забезпечують нормальні умови твердіння бетону. 2. Спосіб влаштування ригеля за п. 1, який відрізняється тим, що при виготовленні металевої частини ригеля П- або V-подібного профілю всі отвори зміщують на 1/3 віддалі між їх поздовжніми осями. 3. Спосіб влаштування ригеля за п. 1, який відрізняється тим, що при виготовленні металевої частини ригеля V-подібного профілю отвори ø не менше 10 мм влаштовують в гребені - в місці згину. 4. Спосіб влаштування ригеля за п. 1, який відрізняється тим, що при виготовленні металевої частини ригеля, для забезпечення проектної довжини, дві чи більше металевих з отворами гнуті заготовки стикують торцями, при необхідності, монтують в місцях стикування поперечні діафрагми та зварюють. 3 UA 95193 U 4 UA 95193 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюStarchuk Taras Volodymyrovych, Старчук Ярослав Володимирович
Автори російськоюСтарчук Тарас Владимирович, Старчук Ярослав Володимирович
МПК / Мітки
МПК: E04G 23/00, E04B 1/20
Мітки: ригеля, влаштування, спосіб
Код посилання
<a href="https://ua.patents.su/7-95193-sposib-vlashtuvannya-rigelya.html" target="_blank" rel="follow" title="База патентів України">Спосіб влаштування ригеля</a>
Вузол для жорсткого спряження трубобетонного стояка та сталезалізобетонного ригеля
Номер патенту: 62223
Опубліковано: 15.12.2003
Автори: Пічугін Сергій Федорович, Семко Олександр Володимирович, Трусов Геннадій Миколайович, Стороженко Леонід Іванович, Хоружий Павло Олександрович
МПК: E04B 1/38
Мітки: жорсткого, сталезалізобетонного, вузол, трубобетонного, ригеля, стояка, спряження
Формула / Реферат:
Вузол спряження для жорсткого з'єднання трубобетонного стояка та сталезалізобетонного U-подібного ригеля багатоповерхової поперечної рами будівлі, який відрізняється тим, що колона має консолі в площині перекриття, стінки ригеля через накладки приварені безпосередньо до поверхні трубобетонної колони, нижній пояс ригеля приєднаний до нижньої полички консолі, привареної до колони, а до верхньої полички приварена арматура, яка розташована у...
Вузол з’єднання ригеля з колоною

Номер патенту: 42093
Опубліковано: 25.06.2009
Автори: Ажермачов Геннадій Арсентійович, Ігумнова Олександра Володимирівна, Ажермачов Сергій Геннадійович
МПК: E04B 1/38
Мітки: вузол, колоною, з'єднання, ригеля
Формула / Реферат:
Вузол з'єднання ригеля з колоною, що містить сполучний елемент, який відрізняється тим, що сполучний елемент виконаний у вигляді шпальника, з'єднаного з колоною й ригелем.
Спосіб улаштування монолітного залізобетонного нерозрізного ригеля каркаса багатоповерхової будівлі

Номер патенту: 26201
Опубліковано: 10.09.2007
Автори: Рабіч Олена Вікторовна, Магала Віктор Сергійович, Савицький Микола Васильович, Нікіфорова Тетяна Дмитрівна, Пшінько Олександр Миколайович
МПК: E04G 23/00
Мітки: ригеля, каркаса, будівлі, монолітного, спосіб, нерозрізного, улаштування, залізобетонного, багатоповерхової
Формула / Реферат:
Спосіб улаштування монолітного залізобетонного нерозрізного ригеля каркаса багатоповерхової будівлі, що включає улаштування опалубки, установку арматурних каркасів ригеля з подальшим його бетонуванням, який відрізняється тим, що по досягненні 50-70 % проектної міцності бетону в отворах крайніх колон каркаса закріплюють арматуру, пропускаючи її спочатку через пази на бокових поверхнях ригеля, потім по нижній його поверхні та через отвори...
Вузол сполучення колони та ригеля збірного залізобетонного каркасу
Номер патенту: 37773
Опубліковано: 15.05.2001
Автори: Магала Віктор Сергійович, Чайка Микола Олексійович, Головіна Валерія Сергіївна
Мітки: сполучення, залізобетонного, вузол, ригеля, каркасу, колони, збірного
Текст:
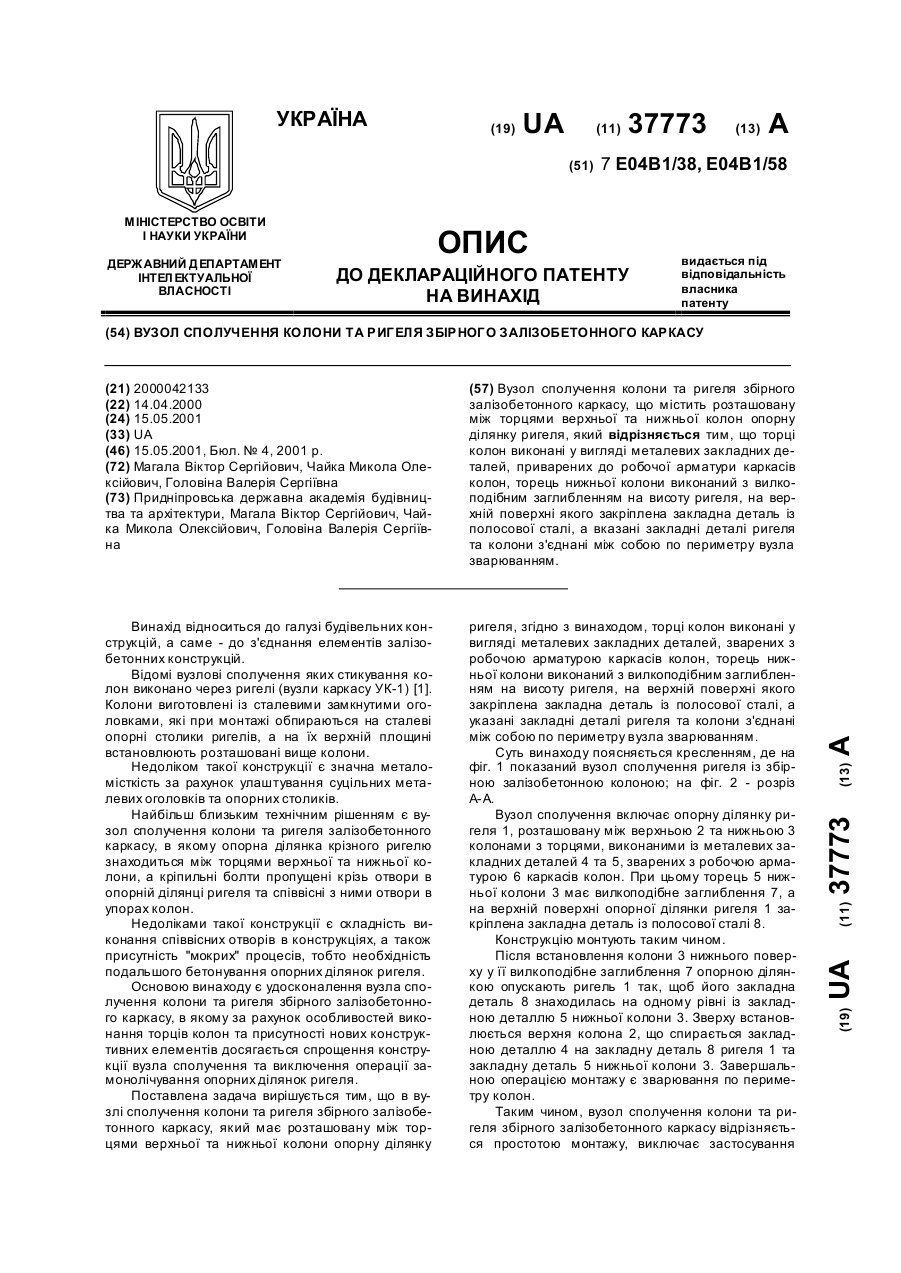
...Сергіївна (73) Придніпровська державна академія будівництва та архітектури, Магала Віктор Сергійович, Чайка Микола Олексійович, Головіна Валерія Сергіївна 37773 бетону замонолічування, забеспечує достатню жорсткість з'єднання, здібного сприймати вертикальні та горизонтальні зусилля в процесі експлуатації залізобетонного каркасу. Джерела інформації. 1. В.И. Лепский и др. "Полносборные конструкции общественных зданий". - М. С тройиздат, 1986....
Спосіб влаштування буронабивних паль
Номер патенту: 85275
Опубліковано: 12.01.2009
Автори: Федоренко Петро Петрович, Хохлов Віктор Георгійович
МПК: E02D 5/34
Мітки: буронабивних, влаштування, паль, спосіб
Формула / Реферат:
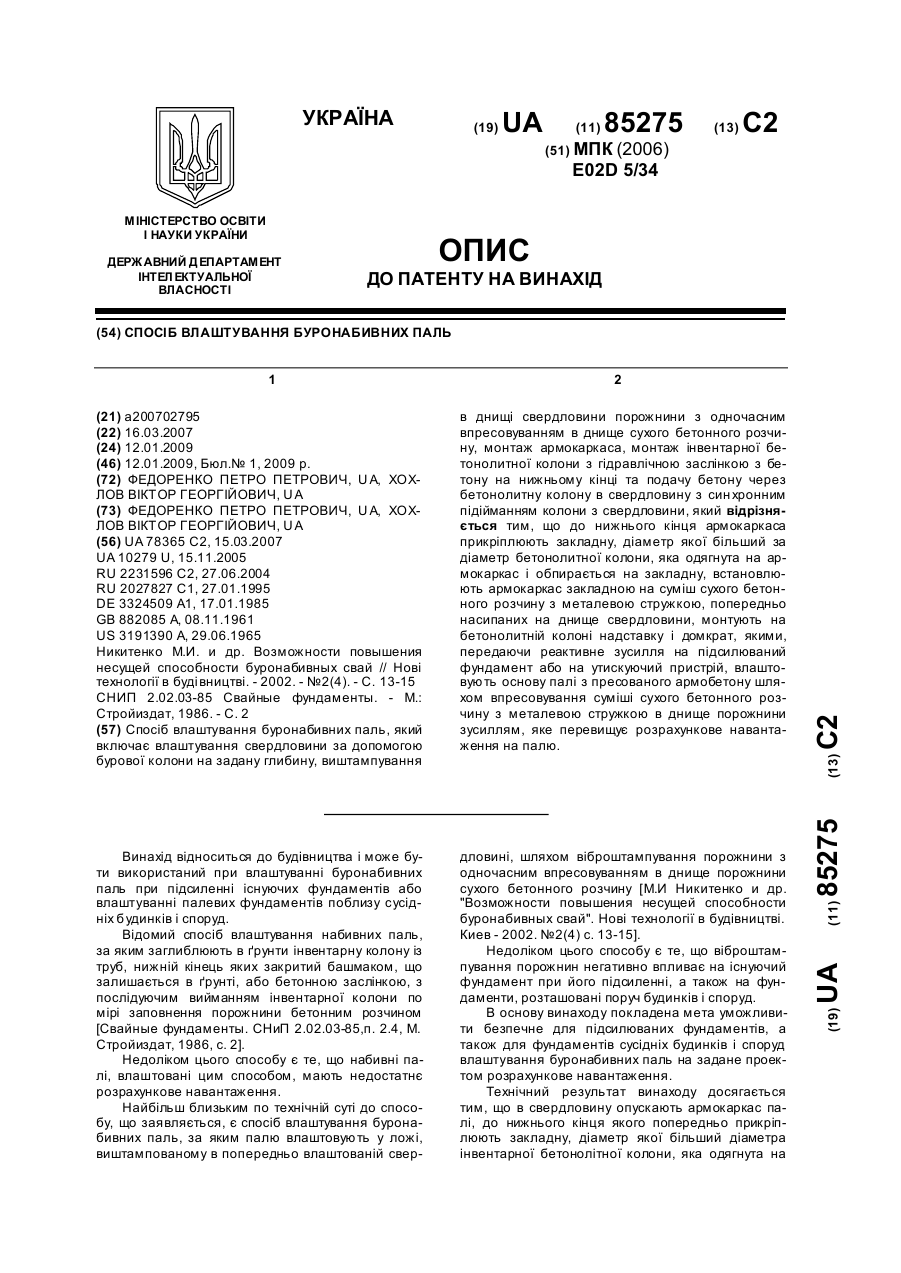
Спосіб влаштування буронабивних паль, який включає влаштування свердловини за допомогою бурової колони на задану глибину, виштампування в днищі свердловини порожнини з одночасним впресовуванням в днище сухого бетонного розчину, монтаж армокаркаса, монтаж інвентарної бетонолитної колони з гідравлічною заслінкою з бетону на нижньому кінці та подачу бетону через бетонолитну колону в свердловину з синхронним підійманням колони з свердловини, який...
Попередній патент: Шунтуючий пристрій
Наступний патент: Пристрій для тримання посуду
Випадковий патент: Нетканий в'язаний матеріал