Установка безперервного лиття довгих сталевих виробів та спосіб їх безперервного лиття
Формула / Реферат
1. Установка безперервного лиття довгих сталевих виробів, яка містить форму (1), призначену для безперервного виливання безперервнолитої заготовки (2), яка має декілька боків (2а, 2b, 2c, 2d), з можливістю спрямовування заготовки вздовж, зокрема криволінійної, напрямної, сформованої направляючими роликами (11, 12), та розміщення у охолоджуючій камері, обладнаній обприскуючими елементами, яка відрізняється тим, що на шляху спрямування розташовані центрувальні модулі (10) та обприскувальні модулі (3), розташовані один за одним, причому центрувальний модуль (10) містить принаймні один жорстко встановлений ролик (11), що визначає бажаний курс спрямовування для одного боку заготовки (2а), направляючий ролик (12) для внутрішнього боку заготовки (2b) та додаткові направляючі ролики (13, 14) для обох бічних поверхонь заготовки (2с, 2d), причому направляючий ролик (12) для внутрішнього боку заготовки (2b) встановлений з можливістю регулювання шляхом приведення в дію елементів у приблизно перпендикулярному напрямку до відповідного боку заготовки (2b), а направляючі ролики (13, 14) для бічних поверхонь заготовки (2с, 2d) встановлені з можливістю центрування безперервнолитої заготовки і з можливістю регулювання шляхом приведення в дію елементів у приблизно перпендикулярному напрямку до відповідних боків заготовки (2с, 2d) для контрольованого контактування з безперервнолитою заготовкою (2) і з вимірюваним контактним навантаженням направляючих роликів (13, 14) на безперервнолиту заготовку.
2. Установка безперервного лиття за пунктом 1, яка відрізняється тим, що регулювання обприскуючих елементів пов'язано з регулюванням направляючих роликів (12, 13, 14).
3. Установка безперервного лиття за пунктами 1 або 2, яка відрізняється тим, що направляючий ролик (12), що є верхнім та є регульованим відносно жорстко встановленого ролика (11) відповідного центрувального модуля (10) і є переміщуваним за допомогою U-подібного тримача (22) виконавчого елемента, де тримач є опорно утримуваним на рамі (20) центрувального модуля (10), причому для повороту тримача (22) або для натискання направляючого ролика (12) на безперервнолиту заготовку (2) передбачені гідравлічний циліндр (25) або рушій, наприклад електромеханічний циліндр тощо.
4. Установка безперервного лиття за будь-яким з пунктів 1-3, яка відрізняється тим, що два інші направляючі ролики (13, 14) є боковими та виконані з можливістю переміщування у кожному випадку по передбаченій одній втулкоподібній частині (33, 34) виконавчого елемента, при цьому втулкоподібна частина є обертальною у кожному випадку навколо одної нерухомої щодо рами осі (31, 32), дві втулкоподібні частини (33, 34) є обертально пов'язаними одна з одною через міжзчеплювальні зубчасті елементи (35, 36), і одна з цих двох частин (33, 34) виконана з можливістю впровадження в дію за допомогою наступного гідравлічного циліндра (40) з можливістю симетричного повороту частин (33, 34) або для концентричного натискання направляючих роликів (13, 14) на безперервнолиту заготовку (2), при пересуванні її у бажане положення.
5. Установка безперервного лиття за пунктами 3 або 4, яка відрізняється тим, що в установці забезпечено регулювання по незамкненому циклу або регулювання по замкненому циклу положення та/або контактного навантаження направляючих роликів (12, 13, 14) на безперервнолиту заготовку (2).
6. Установка безперервного лиття за будь-яким з пунктів 3-5, яка відрізняється тим, що положення відповідного гідравлічного циліндра (25, 40) виконавчого елемента забезпечено шляхом контрольного зв'язку, переважно шляхом відновлюючого зв'язку, є фіксованим у заданому положенні направляючих роликів (12, 13, 14) до дуже високого регульованого граничного навантаження.
7. Установка безперервного лиття за будь-яким з пунктів 3-6, яка відрізняється тим, що гідравлічні циліндри (25, 40), що оперативно зв'язані з передбаченим контрольним пристроєм, розташовані разом з контрольним пристроєм у водоохолоджуваному корпусі (41) над направляючими роликами (11, 12, 13, 14).
8. Установка безперервного лиття за будь-яким з пунктів 1-7, яка відрізняється тим, що центрувальні модулі (10) є встановлюваними та замінюваними за допомогою маніпулятора, розташованого поза межами відповідної охолоджуючої камери.
9. Установка безперервного лиття за будь-яким з пунктів 1-8, яка відрізняється тим, що центрувальні модулі (10) в точках з'єднання на ливарній установці визначають зв'язуючі одиниці, за допомогою яких охолоджуючі та контрольні засоби, а також вимірювальні та контрольні сигнали автоматично пов'язані при встановленні модулів.
10. Установка безперервного лиття за будь-яким з пунктів 1-9, яка відрізняється тим, що обприскуючі елементи являють собою обприскуючі сопла (5), розташовані в обприскуючих планках (7), що встановлені в обприскуючих модулях (3), причому ці обприскуючі планки (7) і з ними обприскуючі елементи є регульованими за допомогою виконавчих елементів у приблизно перпендикулярному напрямку до відповідних боків заготовки (2b, 2с, 2d).
11. Спосіб безперервного лиття довгих сталевих виробів на установці безперервного лиття за пунктом 1, згідно з яким рідку сталь заливають до форми (1) та безперервно виводять з нижньої частини цієї форми (1), з формуванням заготовки, внаслідок чого безперервнолиту заготовку (2) спрямовують вздовж напрямної в напрямку, сформованому направляючими роликами, та під час подальшого охолодження піддають впливу охолоджувачів, який відрізняється тим, що безперервнолиту заготовку централізовано спрямовують по обох боках заготовки (2с, 2d), за допомогою направляючих роликів (13, 14), причому контактне навантаження направляючих роликів (13, 14) на безперервнолиту заготовку вимірюють і, у випадку збільшення навантаження на бічних направляючих роликах (13,14) внаслідок термічно викликаної деформації заготовки, цільову зміну охолодження можна здійснювати локально, так, щоб досягти централізованого переміщення заготовки.
12. Спосіб за п. 11, який відрізняється тим, що контактне навантаження направляючих роликів (13, 14) на боки заготовки вимірюють у кожному випадку і сигнал, одержаний звідти, передають до контрольного пристрою, через який у випадку теплової деформації безперервнолитої заготовки (2) виконують цільову зміну охолодження за допомогою охолоджуючого пристрою (3), і охолодження здійснюють локально.
13. Спосіб за п. 11 або 12, який відрізняється тим, що контактне навантаження верхніх спрямовуючих роликів (12) на заготовку, що переміщують вздовж її криволінійної напрямної, вимірюють у кожному випадку і сигнали, одержані звідти, використовують для моніторингу фрикційних сил в області форми.
14. Спосіб за будь-яким з пунктів 11-13, який відрізняється тим, що безперервнолиту заготовку (2) пропускають через декілька передбачених центрувальних модулів (10), розташованих один за одним, при цьому бажаний курс її спрямовування є попередньо визначеним у кожному випадку за допомогою жорстко встановленого направляючого ролика (11) відповідного центрального модуля (10), яким діють на один бік заготовки (2а), причому безперервнолиту заготовку (2) централізовано спрямовують за допомогою наступних направляючих роликів (12, 13, 14), що діють на інші боки заготовки (2b, 2c, 2d) та регулюють її у по суті перпендикулярному напрямку до цих боків, а значення контактного навантаження відповідного направляючого ролика на безперервнолиту заготовку (2) підтримують контрольовано регульованим.
15. Спосіб за будь-яким з пунктів 11-14, який відрізняється тим, що контактне навантаження, яке вимірюють під час водного охолодження направляючих роликів (12, 13, 14), які переміщують по безперервнолитій заготовці, використовують для контролю за охолодженням заготовки.
16. Спосіб за будь-яким з пунктів 11-15, який відрізняється тим, що за положенням направляючих роликів (12, 13, 14) вимірюють і розраховують поточні значення розмірів поперечного перерізу безперервнолитої заготовки.
17. Спосіб за будь-яким з пунктів 11-16, який відрізняється тим, що у випадку зміни форми безперервнолитої заготовки (2), регулюванням направляючих роликів (12, 13, 14) можна автоматично запускати регулювання передбачених обприскуючих панелей (7, 41) або подібних до них, які забезпечені обприскуючими елементами (42) і формують частину охолоджуючого модуля (3).
18. Спосіб за будь-яким з пунктів 11-17, який відрізняється тим, що направляючі ролики (12, 13, 14) натискають на безперервнолиту заготовку (2) з приблизно однаковим навантаженням.
Текст
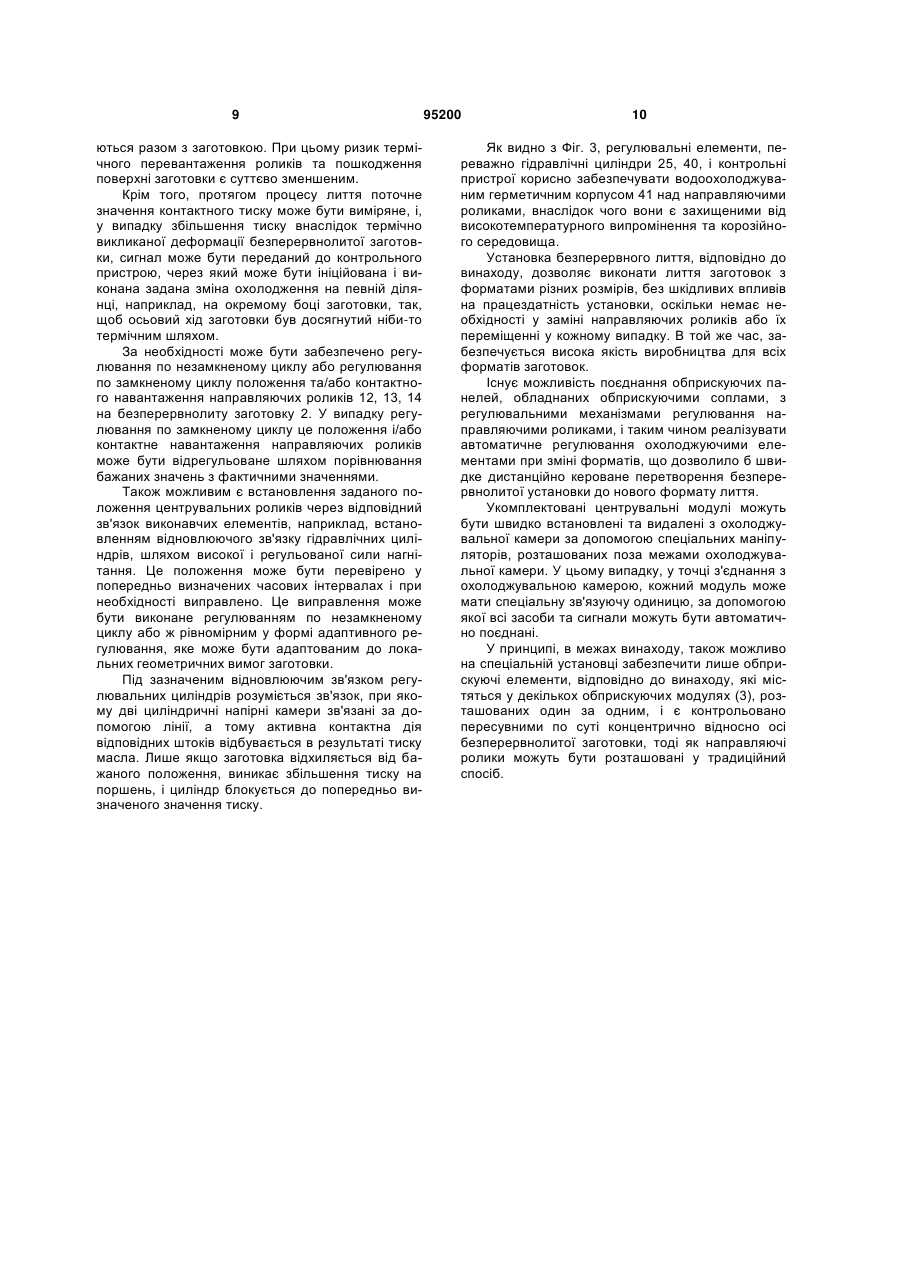
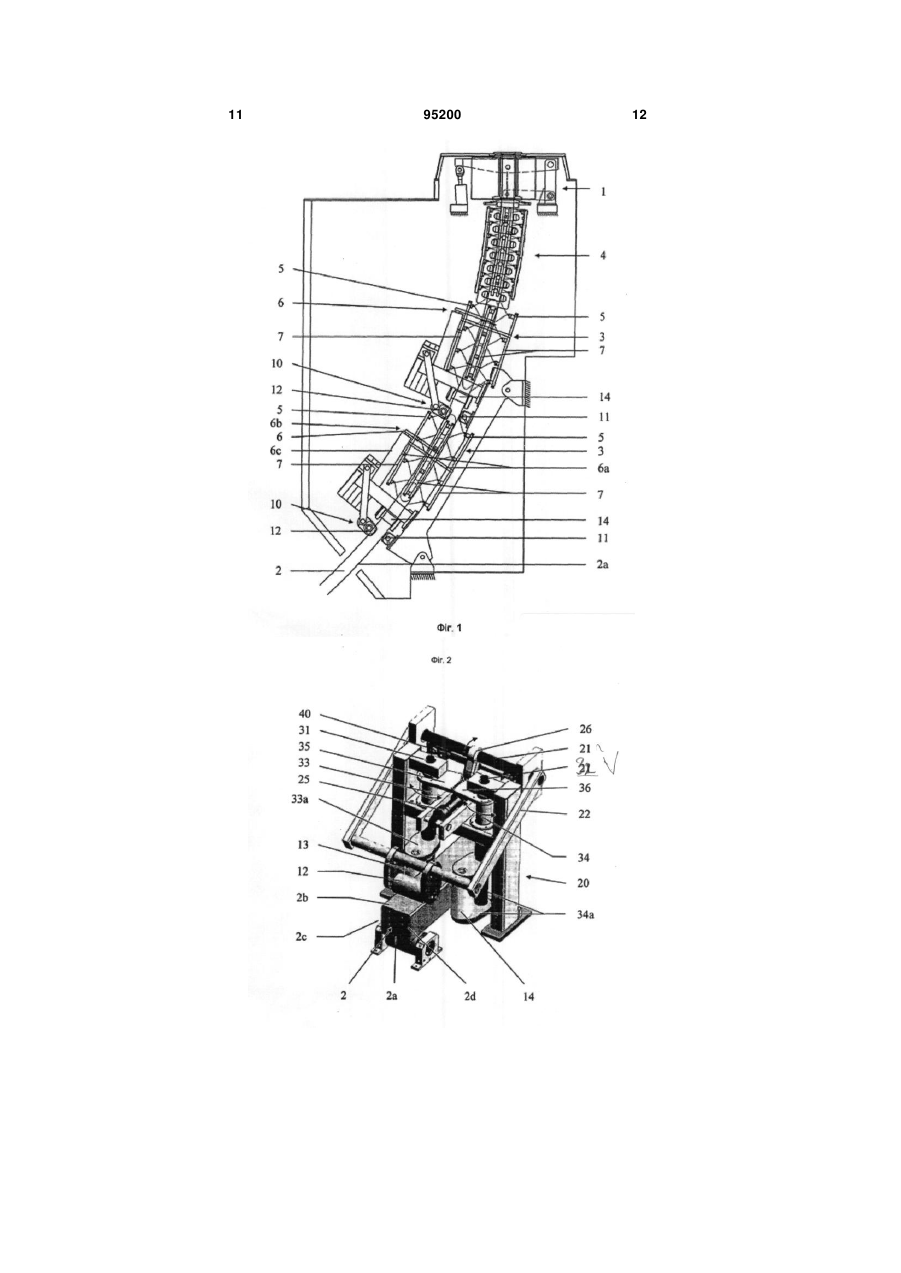
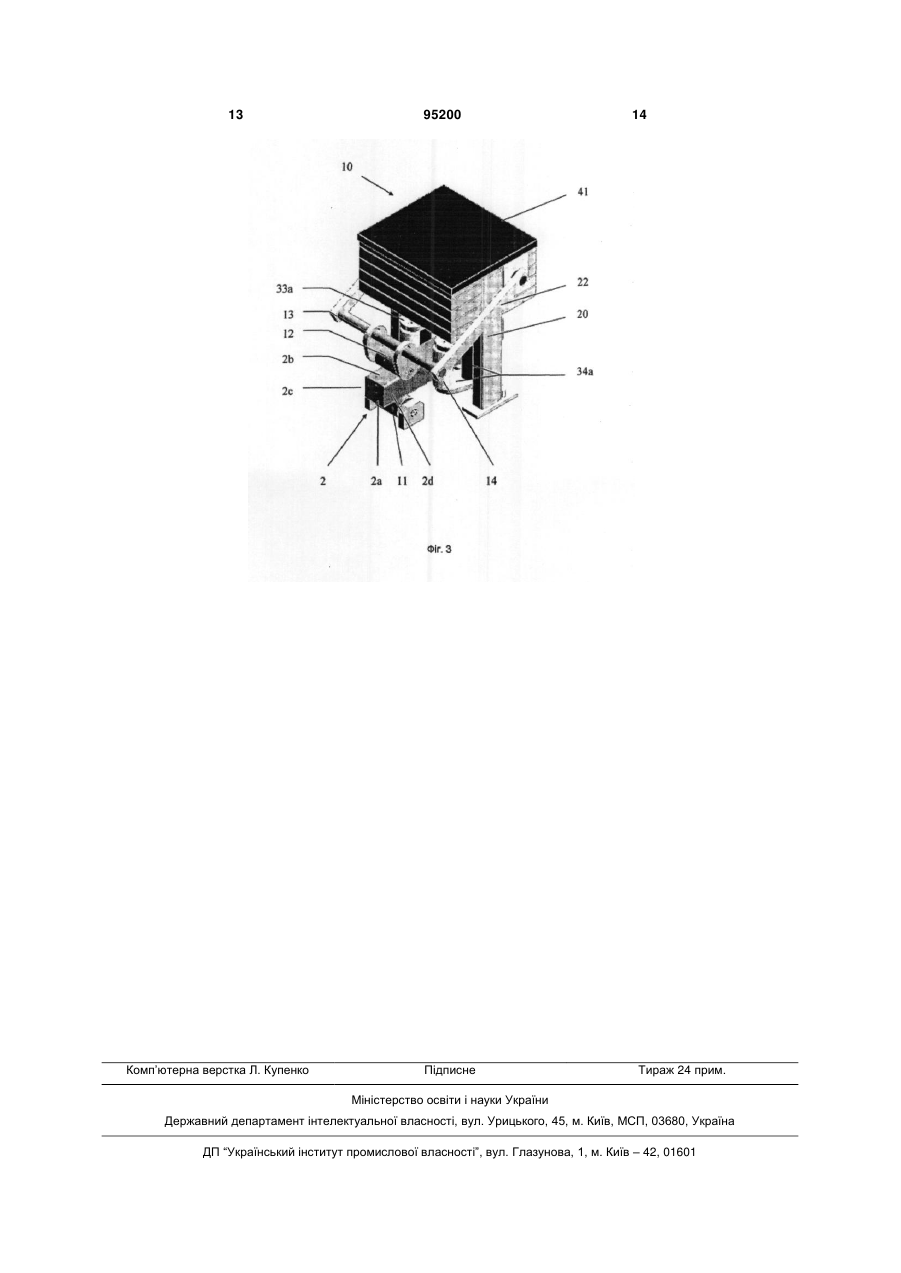
1. Установка безперервного лиття довгих сталевих виробів, яка містить форму (1), призначену для безперервного виливання безперервнолитої заготовки (2), яка має декілька боків (2а, 2b, 2c, 2d), з можливістю спрямовування заготовки вздовж, зокрема криволінійної, напрямної, сформованої направляючими роликами (11, 12), та розміщення у охолоджуючій камері, обладнаній обприскуючими елементами, яка відрізняється тим, що на шляху спрямування розташовані центрувальні модулі (10) та обприскувальні модулі (3), розташовані один за одним, причому центрувальний модуль (10) містить принаймні один жорстко встановлений ролик (11), що визначає бажаний курс спрямовування для одного боку заготовки (2а), направляючий ролик (12) для внутрішнього боку заготовки (2b) та додаткові направляючі ролики (13, 14) для обох бічних поверхонь заготовки (2с, 2d), причому направляючий ролик (12) для внутрішнього боку заготовки (2b) встановлений з можливістю регулювання шляхом приведення в дію елементів у приблизно перпендикулярному напрямку до відповідного боку заготовки (2b), а направляючі ролики (13, 14) для бічних поверхонь заготовки (2с, 2d) встановлені з можливістю центрування безперервнолитої заготовки і з можливістю регулювання шляхом приведення в дію елементів у приблизно перпендикулярному напрямку до відповідних боків заготовки (2с, 2d) для контрольованого контактування з безперервнолитою заготовкою 2 (19) 1 3 95200 4 та/або контактного навантаження направляючих роликів (12, 13, 14) на безперервнолиту заготовку (2). 6. Установка безперервного лиття за будь-яким з пунктів 3-5, яка відрізняється тим, що положення відповідного гідравлічного циліндра (25, 40) виконавчого елемента забезпечено шляхом контрольного зв'язку, переважно шляхом відновлюючого зв'язку, є фіксованим у заданому положенні направляючих роликів (12, 13, 14) до дуже високого регульованого граничного навантаження. 7. Установка безперервного лиття за будь-яким з пунктів 3-6, яка відрізняється тим, що гідравлічні циліндри (25, 40), що оперативно зв'язані з передбаченим контрольним пристроєм, розташовані разом з контрольним пристроєм у водоохолоджуваному корпусі (41) над направляючими роликами (11, 12, 13, 14). 8. Установка безперервного лиття за будь-яким з пунктів 1-7, яка відрізняється тим, що центрувальні модулі (10) є встановлюваними та замінюваними за допомогою маніпулятора, розташованого поза межами відповідної охолоджуючої камери. 9. Установка безперервного лиття за будь-яким з пунктів 1-8, яка відрізняється тим, що центрувальні модулі (10) в точках з'єднання на ливарній установці визначають зв'язуючі одиниці, за допомогою яких охолоджуючі та контрольні засоби, а також вимірювальні та контрольні сигнали автоматично пов'язані при встановленні модулів. 10. Установка безперервного лиття за будь-яким з пунктів 1-9, яка відрізняється тим, що обприскуючі елементи являють собою обприскуючі сопла (5), розташовані в обприскуючих планках (7), що встановлені в обприскуючих модулях (3), причому ці обприскуючі планки (7) і з ними обприскуючі елементи є регульованими за допомогою виконавчих елементів у приблизно перпендикулярному напрямку до відповідних боків заготовки (2b, 2с, 2d). 11. Спосіб безперервного лиття довгих сталевих виробів на установці безперервного лиття за пунктом 1, згідно з яким рідку сталь заливають до форми (1) та безперервно виводять з нижньої частини цієї форми (1), з формуванням заготовки, внаслідок чого безперервнолиту заготовку (2) спрямовують вздовж напрямної в напрямку, сформованому направляючими роликами, та під час подальшого охолодження піддають впливу охолоджувачів, який відрізняється тим, що безперервнолиту заготовку централізовано спрямовують по обох боках заготовки (2с, 2d), за допомогою направляючих роликів (13, 14), причому контактне навантаження направляючих роликів (13, 14) на безперервнолиту заготовку вимірюють і, у випадку збільшення навантаження на бічних направляючих роликах (13,14) внаслідок термічно викликаної деформації заготовки, цільову зміну охолодження можна здійснювати локально, так, щоб досягти централізованого переміщення заготовки. 12. Спосіб за п. 11, який відрізняється тим, що контактне навантаження направляючих роликів (13, 14) на боки заготовки вимірюють у кожному випадку і сигнал, одержаний звідти, передають до контрольного пристрою, через який у випадку теплової деформації безперервнолитої заготовки (2) виконують цільову зміну охолодження за допомогою охолоджуючого пристрою (3), і охолодження здійснюють локально. 13. Спосіб за п. 11 або 12, який відрізняється тим, що контактне навантаження верхніх спрямовуючих роликів (12) на заготовку, що переміщують вздовж її криволінійної напрямної, вимірюють у кожному випадку і сигнали, одержані звідти, використовують для моніторингу фрикційних сил в області форми. 14. Спосіб за будь-яким з пунктів 11-13, який відрізняється тим, що безперервнолиту заготовку (2) пропускають через декілька передбачених центрувальних модулів (10), розташованих один за одним, при цьому бажаний курс її спрямовування є попередньо визначеним у кожному випадку за допомогою жорстко встановленого направляючого ролика (11) відповідного центрального модуля (10), яким діють на один бік заготовки (2а), причому безперервнолиту заготовку (2) централізовано спрямовують за допомогою наступних направляючих роликів (12, 13, 14), що діють на інші боки заготовки (2b, 2c, 2d) та регулюють її у по суті перпендикулярному напрямку до цих боків, а значення контактного навантаження відповідного направляючого ролика на безперервнолиту заготовку (2) підтримують контрольовано регульованим. 15. Спосіб за будь-яким з пунктів 11-14, який відрізняється тим, що контактне навантаження, яке вимірюють під час водного охолодження направляючих роликів (12, 13, 14), які переміщують по безперервнолитій заготовці, використовують для контролю за охолодженням заготовки. 16. Спосіб за будь-яким з пунктів 11-15, який відрізняється тим, що за положенням направляючих роликів (12, 13, 14) вимірюють і розраховують поточні значення розмірів поперечного перерізу безперервнолитої заготовки. 17. Спосіб за будь-яким з пунктів 11-16, який відрізняється тим, що у випадку зміни форми безперервнолитої заготовки (2), регулюванням направляючих роликів (12, 13, 14) можна автоматично запускати регулювання передбачених обприскуючих панелей (7, 41) або подібних до них, які забезпечені обприскуючими елементами (42) і формують частину охолоджуючого модуля (3). 18. Спосіб за будь-яким з пунктів 11-17, який відрізняється тим, що направляючі ролики (12, 13, 14) натискають на безперервнолиту заготовку (2) з приблизно однаковим навантаженням. Винахід належить до установки безперервного лиття, зокрема довгих сталевих виробів, охарактеризованої у пункті 1 формули винаходу, і до способу безперервного лиття, охарактеризованого у пункті 13. 5 При безперервному литті, як відомо, рідкий метал, наприклад, рідку сталь, заливають до охолодженої форми, з нижньої частини якої безперервно витягують сформовану заготовку, яка є безперервнолитою заготовкою. Цю безперервнолиту заготовку пропускають через наступний охолоджуючий пристрій, шляхом так званого вторинного охолодження, направляють її в напрямку, заданому направляючими роликами, розташованими один за одним, а у процесі подальшого охолодження піддають π впливу охолоджувачів (обприскування водою, водно/повітряною сумішшю), а також контакту зі направляючими роликами, і також піддають впливу теплового опромінювання. З міркувань якості важливо, щоб безперервнолита заготовка охолоджувалася симетрично щодо її поперечного перерізу. З цією метою, з одного боку охолоджуючі сопла повинні бути розташовані та орієнтовані точно і також повинні мати ідентичні характеристики обприскування, а з іншого боку, точне спрямовування безперервнолитої заготовки вздовж її напрямку також є важливим. Як тільки у безперервнолитій заготовці виникає через будь-які причини несиметрична температурна ділянка, безперервнолита заготовка має тенденцію зміщуватися, наприклад, вбік від напрямку спрямовування внаслідок її теплової деформації. Це зміщення негайно призводить до нерівномірного нанесення охолоджуючого водного агенту, і, таким чином, до подальшого зміщення безперервнолитої заготовки від її бажаного положення. Проблема стає особливо критичною, коли малоформатні ливарні заготовки (сутунки, прибл. 100-160 квадратних міліметрів) виливають з використанням високо-інтенсивного обприскування охолоджуючою водою - так зване жорстке охолодження. Крім того, при виливанні сутункових заготовок може виникнути ситуація, при якій заготовка підіймається від її криволінійного напрямку, якщо в ділянці форми мають місце збільшені фрикційні сили, і при цьому відносно пружна заготовка ніби-то розтягується. Для направлення заготовки через охолоджуючий пристрій, використовують направляючі ролики, встановлені жорстко або пружно (за рахунок встановлення пружини, пневматичних міхів, тощо) на попередньо визначеній мінімальній відстані від заготовки, пружна модель використовується, практично, лише у верхній частині заготовки. Недоліком цих рішень є те, що найбільші ролики застрягають після короткого проміжку часу внаслідок сильної корозії та впливу сирого навколишнього середовища охолоджуючої камери, оскільки вони торкаються заготовки лише в одиничних випадках і обертаються до останнього, так що кількість продуктів корозії та утворюваної окалини може швидко збільшуватися у підшипниках. Ролики, що застрягли, з одного боку, термічно перевантажені внаслідок випромінювання високої температури від заготовки, і, з іншого боку, вони часто пошкоджують поверхню заготовки зарубками та поздовжніми подряпинами, що призводить до браку. Крім того, якщо заготовки з форматом поперечного перерізу різних розмірів виливають на одній і тій самій установці безперервного лиття, у кожно 95200 6 му випадку кожний з повністю нових направляючих елементів має бути встановленим у нове положення або направляючі ролики мають бути переміщені у нове положення. Обидва із згаданих заходів призводять до витрат часу та шкідливо впливають на працездатність ливарної установки. Тому, на практиці направляючі ролики часто настроюють на найбільший формат, а менші формати спрямовують ними у широких межах. Коли виникають безперервнолиті неполадки, наприклад виламування заготовки, жорстко встановлені направляючі ролики та обприскуючі планки заважають видаленню виламаної заготовки, а відновлення виробничої готовності потребує значних витрат часу. Завдання даного винаходу полягає у створенні установки безперервного лиття вказаного вище типу, та у створенні способу безперервного лиття, зокрема сталі, із забезпеченням значного поліпшення якості ливарних заготовок шляхом створення умов для симетрично розподіленого щодо поперечного перерізу заготовки охолодження. Крім того, завдання даного винаходу полягає у зменшенні часу на переналагоджування ливарної установки на інший формат лиття та витрат на технічне обслуговування. Це завдання вирішується, відповідно до винаходу, в установці безперервного лиття, яка має особливості, зазначені в пункті 1, тау способі, що відповідає пункту 13. Далі переважні втілення установки безперервного лиття відповідно до винаходу, та способу відповідно до винаходу описані в залежних пунктах. Установка безперервного лиття за даним винаходом містить кілька центрувальних модулів, які розташовані один за одним, і кожен з них має жорстко встановлений ролик, що визначає бажаний курс спрямування, для одного боку заготовки, і наступні направляючі ролики для іншого боку заготовки, наступні направляючі ролики є пересувними у, головним чином, перпендикулярному напрямку по відношенню до відповідних поверхонь безперервнолитої заготовки, і створюють контактний тиск відповідного ролика на ливарну заготовку, який є регульованим, що забезпечується за рахунок можливості безперервного пересування направляючих роликів здовж заготовки, фіксації та утримування її в бажаному положенні у направляючих. В результаті, з одного боку ризик термічних перевантажень роликів і пошкоджень поверхні заготовки є суттєво зменшеними, а з іншого - забезпечується її симетричне охолодження. Крім того, контактний тиск на заготовку центрувальними роликами може бути виміряний, а отриманий з них сигнал щодо тиску може бути переданий на контрольний пристрій, наприклад, у випадку збільшення навантаження на бічні ролики внаслідок термічно викликаної деформації ливарної заготовки, цільова зміна охолодження може бути здійснена локально, наприклад, на окрему ділянку заготовки, так, щоб централізоване переміщення заготовки досягалося ніби-то термічним шляхом. 7 Більше того, у випадку збільшення контактного тиску на верхні центрувальні ролики у такій заготовці, як сутунка, при переміщенні вздовж її кривої напрямної, можна зробити висновки щодо значення сил витягання заготовки та фрикційних сил в області форми, відкриваючи, таким чином, нові можливості для моніторингу процесу лиття, зокрема сил тертя у формі. Установка безперервного лиття, відповідно до винаходу, дозволяє виливати заготовки з форматами різних розмірів, без шкідливих впливів на працездатність установки, оскільки немає потреби у заміні направляючих роликів та/або обприскуючих елементів, або у ручній їх переустановці для кожного формату. В той же час, за рахунок центрального спрямовування заготовки досягається висока якість продукції для всіх форматів заготовок та суттєво скорочується час на переналагоджування. Винахід далі пояснюється докладніше з посиланнями на креслення, на яких: Фіг. 1 схематично показує вигляд збоку на частину установки безперервного лиття відповідно до винаходу (форма з наступною камерою охолодження); Фіг. 2 показує вигляд у перспективі центрувального модуля як частини установки безперервного лиття, показаної на Фіг. 1; та Фіг. 3 показує модуль, показаний на Фіг. 2, з захисним корпусом для контрольного пристрою. Відповідно до Фіг. 1, установка безперервного лиття містить форму 1, до якої заливають рідкий метал, зокрема сталь, а з нижньої частини безперервно виводять в бік від цієї водноохолоджувальної форми 1 сформовану заготовку, яка є безперервнолитою заготовкою 2. Цю безперервнолиту заготовку направляють через наступний охолоджувальний пристрій, так зване вторинне охолодження, і піддають подальшому охолодженню. Підтримуючі ролики та обприскуючі елементи 4, як і так звані опорні ролики стійок або підтримуючих ділянок, можуть бути встановлені на виході форми, якщо потрібно. Вони залежать від формату і замінюються з формою щоразу, коли змінюється формат лиття. Охолоджуючий пристрій містить декілька обприскуючих модулів 3, розташованих один за одним, в яких безперервнолиту заготовку 2, яку направляють вздовж направляючих, піддають впливу охолоджуючих засобів, як правило, води або водно-повітряної суміші. З цією метою кожний охолоджуючий модуль 3 обладнаний великою кількістю обприскуючих сопел 5, що являють собою обприскуючі елементи, які переважно змонтовані у водно-конвейєрні обприскуючі планки 7. Обприскуючі планки 7 контрольовано регульовані по суті концентрично по відношенню до осі безперервнолитої заготовки за допомогою регулюючого елемента 6. В якості регулюючого елемента 6 переважно використовують штовхальні важелі 6а, передбачені для обприскуючих планок 7 у внутрішньому та зовнішньому радіусі заготовки, та відповідні поворотні важелі 6b, передбачені для бічних обприскуючих планок 7. Крім того, для цього регулюючого елемента 6 передбачений рушій 6с, 95200 8 зв'язаний з штовхальними важелями 6а та поворотними важелями 6b. За певних обставин, у випадку так званого сухого лиття, заготовка може, навпаки, бути охолодженою без обприскувального охолодження, тобто по суті лише за рахунок водного охолодження роликів. У цьому випадку дуже важливо, щоб заготовка безперервно залишалася у контакті з усіма направляючими роликами. Безперервнолита заготовка 2 переміщується через декілька центрувальних модулів 10, розташованих один за одним, кожний з яких має жорстко встановлений ролик 11, що визначає бажаний курс спрямування, для одного боку заготовки 2а, і наступні направляючі ролики для інших боків заготовки. Ці ролики можна побачити, зокрема, на Фіг. 2 і 3. На відміну від ролика 11, ці наступні ролики 12, 13, 14 є розташованими з можливістю пересування у головним чином перпендикулярному напрямку по відношенню до відповідних поверхонь безперервнолитої заготовки 2b, 2c, 2d, незалежно від форми поперечного перерізу безперервнолитої заготовки (квадрат, прямокутник, коло, двотавр, тощо), як буде пояснено нижче. Відповідний центрувальний модуль 10 має нерухому раму 20. Один з наступних направляючих роликів, верхній спрямовуючий ролик 12, встановлений з можливістю переміщування у рамі 20 за допомогою опорно утримуваного нею U-подібного тримача 22, таким чином, що його поворотний рух може бути відрегульовано відносно жорстко встановленого ролика 11, і в процесі тиску на бік заготовки 2b. Поворотний тримач 22 діє, переважно, за допомогою гідравлічного циліндра 25, який видно на Фіг. 2, через важіль 26, зв'язаний постійнообертально з осьовим стрижнем 21. При підгонці гідравлічного циліндру 25 і важеля 26, осьовий стрижень 21 і з ним також U-подібний тримач 22 є відповідно поворотними. Два інші бокові направляючі ролики 13, 14 встановлені з можливістю переміщування у кожному випадку по одній втулкоподібній частині 33, 34, обертальній у кожному випадку навколо одної нерухомої щодо рами осі 31, 32, а ролики можуть бути точно встановленими у кожному випадку на відповідні дві фланцеві частини 33а, 34а, які зв'язані з відповідною частиною. Дві втулкоподібні частини 33, 34 є обертально-зв'язаними одна з одною через міжзчеплювальні зубчасті елементи 35, 36. Одну з цих двох частин, відповідно до Фіг. 2 - частину 34, приводять у дію або повертають за допомогою наступного гідравлічного циліндра 40, рух якого передається через зубчасті елементи 35, 36 також другої частини - 33, так, щоб два направляючих ролики 13, 14 могли бути встановлені через поворотні фланцеві частини 33а, 34а виключно симетрично один щодо одного, тобто концентрично по відношенню до бажаної осі спрямування заготовки, і можуть бути притиснутими до зовнішніх боків заготовки 2с, 2d однаковими зусиллями. Контактний тиск направляючих роликів 12, 13, 14 є контрольовано відрегульованим, завдяки дії двох гідравлічних циліндрів 25, 40, а це забезпечує те, що направляючі ролики безперервно руха 9 ються разом з заготовкою. При цьому ризик термічного перевантаження роликів та пошкодження поверхні заготовки є суттєво зменшеним. Крім того, протягом процесу лиття поточне значення контактного тиску може бути виміряне, і, у випадку збільшення тиску внаслідок термічно викликаної деформації безперервнолитої заготовки, сигнал може бути переданий до контрольного пристрою, через який може бути ініційована і виконана задана зміна охолодження на певній ділянці, наприклад, на окремому боці заготовки, так, щоб осьовий хід заготовки був досягнутий ніби-то термічним шляхом. За необхідності може бути забезпечено регулювання по незамкненому циклу або регулювання по замкненому циклу положення та/або контактного навантаження направляючих роликів 12, 13, 14 на безперервнолиту заготовку 2. У випадку регулювання по замкненому циклу це положення і/або контактне навантаження направляючих роликів може бути відрегульоване шляхом порівнювання бажаних значень з фактичними значеннями. Також можливим є встановлення заданого положення центрувальних роликів через відповідний зв'язок виконавчих елементів, наприклад, встановленням відновлюючого зв'язку гідравлічних циліндрів, шляхом високої і регульованої сили нагнітання. Це положення може бути перевірено у попередньо визначених часових інтервалах і при необхідності виправлено. Це виправлення може бути виконане регулюванням по незамкненому циклу або ж рівномірним у формі адаптивного регулювання, яке може бути адаптованим до локальних геометричних вимог заготовки. Під зазначеним відновлюючим зв'язком регулювальних циліндрів розуміється зв'язок, при якому дві циліндричні напірні камери зв'язані за допомогою лінії, а тому активна контактна дія відповідних штоків відбувається в результаті тиску масла. Лише якщо заготовка відхиляється від бажаного положення, виникає збільшення тиску на поршень, і циліндр блокується до попередньо визначеного значення тиску. 95200 10 Як видно з Фіг. 3, регулювальні елементи, переважно гідравлічні циліндри 25, 40, і контрольні пристрої корисно забезпечувати водоохолоджуваним герметичним корпусом 41 над направляючими роликами, внаслідок чого вони є захищеними від високотемпературного випромінення та корозійного середовища. Установка безперервного лиття, відповідно до винаходу, дозволяє виконати лиття заготовок з форматами різних розмірів, без шкідливих впливів на працездатність установки, оскільки немає необхідності у заміні направляючих роликів або їх переміщенні у кожному випадку. В той же час, забезпечується висока якість виробництва для всіх форматів заготовок. Існує можливість поєднання обприскуючих панелей, обладнаних обприскуючими соплами, з регулювальними механізмами регулювання направляючими роликами, і таким чином реалізувати автоматичне регулювання охолоджуючими елементами при зміні форматів, що дозволило б швидке дистанційно кероване перетворення безперервнолитої установки до нового формату лиття. Укомплектовані центрувальні модулі можуть бути швидко встановлені та видалені з охолоджувальної камери за допомогою спеціальних маніпуляторів, розташованих поза межами охолоджувальної камери. У цьому випадку, у точці з'єднання з охолоджувальною камерою, кожний модуль може мати спеціальну зв'язуючу одиницю, за допомогою якої всі засоби та сигнали можуть бути автоматично поєднані. У принципі, в межах винаходу, також можливо на спеціальній установці забезпечити лише обприскуючі елементи, відповідно до винаходу, які містяться у декількох обприскуючих модулях (3), розташованих один за одним, і є контрольовано пересувними по суті концентрично відносно осі безперервнолитої заготовки, тоді як направляючі ролики можуть бути розташовані у традиційний спосіб. 11 95200 12 13 Комп’ютерна верстка Л. Купенко 95200 Підписне 14 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюContinuous casting system for long steel products and method of their continuous casting
Автори англійськоюDratva, Christian, Kawa, Franz
Назва патенту російськоюУстановка непрерывного литья длинных стальных изделий и способ их непрерывного литья
Автори російськоюДратва Кристиан, Кава Франц
МПК / Мітки
МПК: B22D 11/22, B22D 11/124, B22D 11/12, B22D 11/20, B22D 11/043
Мітки: виробів, довгих, лиття, спосіб, установка, безперервного, сталевих
Код посилання
<a href="https://ua.patents.su/7-95200-ustanovka-bezperervnogo-littya-dovgikh-stalevikh-virobiv-ta-sposib-kh-bezperervnogo-littya.html" target="_blank" rel="follow" title="База патентів України">Установка безперервного лиття довгих сталевих виробів та спосіб їх безперервного лиття</a>
Установка безперервного лиття для безперервного лиття тонкої смуги, спосіб роботи даної установки та спосіб безперервного лиття тонкої смуги
Номер патенту: 66839
Опубліковано: 15.06.2004
Автори: Шертлер Армін, Хохенбіхлер Геральд, Пеллісетті Стефано
МПК: B22D 11/06, B22D 11/20, B22D 11/128
Мітки: установка, тонкої, установки, лиття, спосіб, даної, смуги, роботи, безперервного
Формула / Реферат:
1. Установка безперервного лиття для безперервного лиття тонкої смуги (14), зокрема сталевої смуги (14), товщиною менше за 20 мм, переважно від 1 до 12 мм, що включає мульду (8), забезпечену двома ливарними валками (6,7), створюючими зазор (13) для проходження при з'єднанні двох напівоболонок (12) заготовки у вигляді смуги (14) вертикально вниз, при цьому нижче за зазор (13) розташовано відхиляючо-несучий пристрій (16) для зміни напряму смуги...
Установка безперервного розливу з кристалізатором для лиття рідких металів, зокрема сталевих матеріалів
Номер патенту: 80657
Опубліковано: 10.10.2007
Автори: Думітріу Бужор, Хопп Пауль-Крістіан, Геєркенс Крістіан, Классен Ханс Езау, Вільмес Рональд
МПК: B22D 11/16
Мітки: розливу, безперервного, установка, зокрема, кристалізатором, матеріалів, сталевих, металів, рідких, лиття
Формула / Реферат:
1. Установка (1) безперервного розливу, що містить кристалізатор (6) для розливання рідких металів, зокрема сталевих матеріалів, з утворюючими ливарний простір (10) широкими бічними плитами (11), між якими на двох сторонах розташовані регульовані для формування ширини (12) заготовки з урахуванням усадки заготовки (7) вузькі бічні плити (13), на яких передбачені відповідно два вертикально дистанційованих вузли (16) поршень-циліндр як виконавчі...
Спосіб та лінія для безперервного виготовлення довгомірних сталевих виробів
Номер патенту: 91222
Опубліковано: 12.07.2010
Автор: Арведі Джованні
МПК: B21B 1/46
Мітки: виробів, безперервного, сталевих, довгомірних, виготовлення, лінія, спосіб
Формула / Реферат:
1. Спосіб безперервного виготовлення довгомірних сталевих виробів у вигляді прутків, дроту, кутових профілів, балок і рейок із блюмів або заготовок товщиною 120-400 мм, отриманих безперервним литтям з масовим виходом сталі за одиницю часу >3 м/хв та обтисненням безперервнолитого зливка з рідкою серцевиною, які згодом індукційно нагрівають і прокатують у декількох прокатних клітях, який відрізняється тим, що під час подавання заготовки на...
Спосіб безперервного лиття з подальшою прокаткою для одержання металевих фасонних профілів з полицями і перемичкою і установка для його здійснення
Номер патенту: 78197
Опубліковано: 15.03.2007
Автори: Цайбер Адольф, Фест Томас
МПК: B22D 11/04, B22D 11/12, B22D 11/128, B22D 11/00
Мітки: одержання, прокаткою, металевих, фасонних, профілів, перемичкою, безперервного, здійснення, полицями, установка, спосіб, лиття, подальшою
Формула / Реферат:
1. Спосіб безперервного лиття з подальшою прокаткою для одержання металевих фасонних профілів з полицями і перемичкою, зокрема двотаврових профілів зі сталі, який включає попереднє формування фасонного профілю у кристалізаторі та деформування його у системі опорно-деформуючих роликів на ділянці м'якого обтиснення установки безперервного лиття з подальшою прокаткою, який відрізняється тим, що фасонний профіль попередньо розливають з...
Установка для безперервного лиття тонких металевих виробів
Номер патенту: 26353
Опубліковано: 30.08.1999
Автори: БАРБЕ Жак, Делассус П'єр, Вендевіль Люк
МПК: B22D 11/06
Мітки: виробів, установка, тонких, лиття, металевих, безперервного
Формула / Реферат:
1. Установка для непрерывного литья тонких металлических изделий, содержащая два валка, установленных с возможностью вращения в противоположные стороны и принудительно охлаждаемых изнутри, две боковые стенки перекрытия литейного пространства и средства удержания и прижатия с некоторым усилием боковых стенок перекрытия к торцам валков, отличающаяся тем, что средства удержания содержат толкающую плиту, установленную с возможностью перемещения в...
Попередній патент: Водна композиція 3-(6-(1-(2,2-дифторбензо[d][1,3]діоксол-5-іл)циклопропанкарбоксамідо)-3-метилпіридин-2-іл)бензойної кислоти
Наступний патент: Сигаретний фільтр (варіанти) і сигарета з фільтром
Випадковий патент: Транспортна колія для експресного сполучення