Заготівка для виготовлення біметалічних виробів “акм-бімет”
Номер патенту: 95956
Опубліковано: 12.01.2015
Автори: Ковтун Олександр Олександрович, Ковтун Олександр Анатолійович
Формула / Реферат
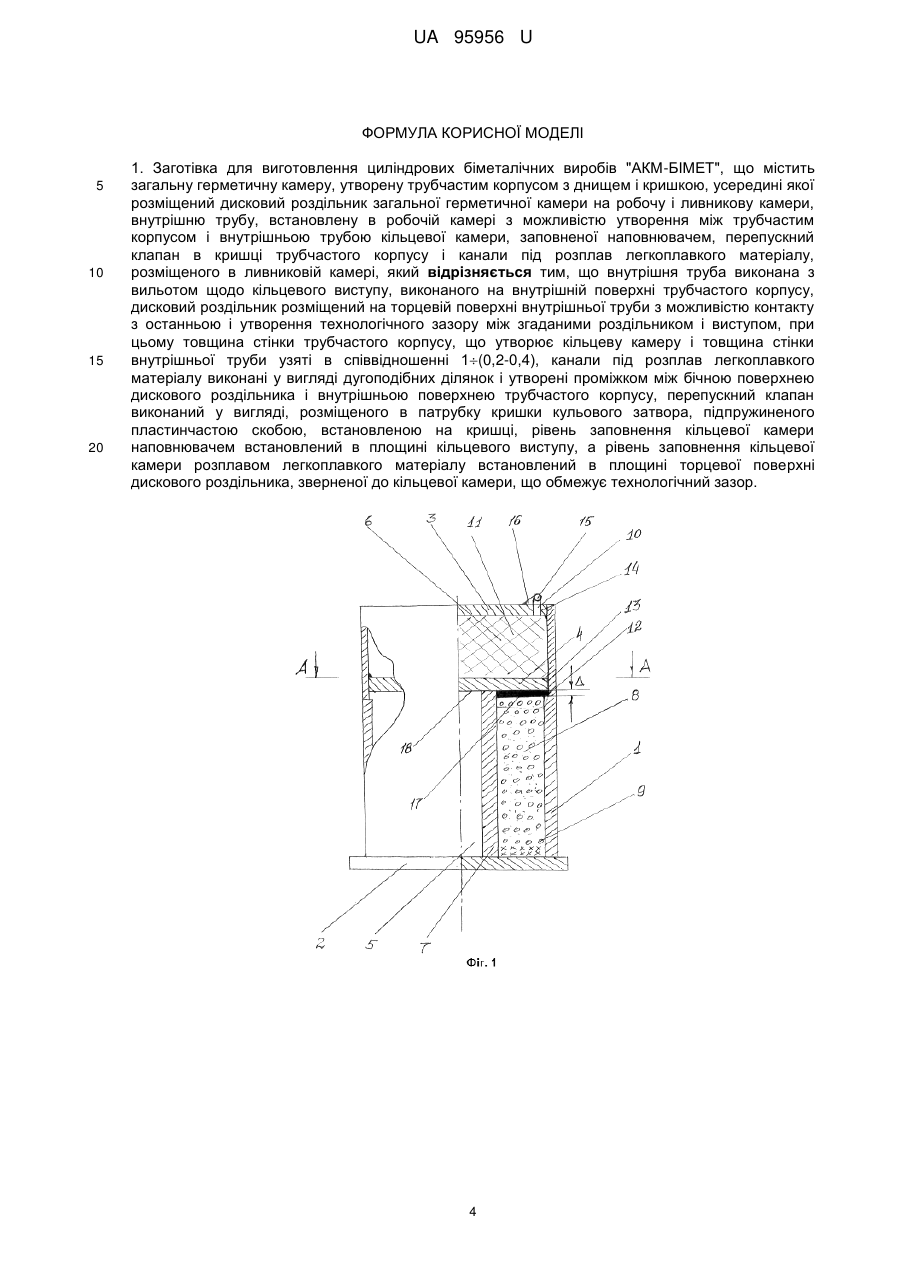
1. Заготівка для виготовлення циліндрових біметалічних виробів "АКМ-БІМЕТ", що містить загальну герметичну камеру, утворену трубчастим корпусом з днищем і кришкою, усередині якої розміщений дисковий роздільник загальної герметичної камери на робочу і ливникову камери, внутрішню трубу, встановлену в робочій камері з можливістю утворення між трубчастим корпусом і внутрішньою трубою кільцевої камери, заповненої наповнювачем, перепускний клапан в кришці трубчастого корпусу і канали під розплав легкоплавкого матеріалу, розміщеного в ливниковій камері, який відрізняється тим, що внутрішня труба виконана з вильотом щодо кільцевого виступу, виконаного на внутрішній поверхні трубчастого корпусу, дисковий роздільник розміщений на торцевій поверхні внутрішньої труби з можливістю контакту з останньою і утворення технологічного зазору між згаданими роздільником і виступом, при цьому товщина стінки трубчастого корпусу, що утворює кільцеву камеру і товщина стінки внутрішньої труби узяті в співвідношенні 1¸(0,2-0,4), канали під розплав легкоплавкого матеріалу виконані у вигляді дугоподібних ділянок і утворені проміжком між бічною поверхнею дискового роздільника і внутрішньою поверхнею трубчастого корпусу, перепускний клапан виконаний у вигляді, розміщеного в патрубку кришки кульового затвора, підпружиненого пластинчастою скобою, встановленою на кришці, рівень заповнення кільцевої камери наповнювачем встановлений в площині кільцевого виступу, а рівень заповнення кільцевої камери розплавом легкоплавкого матеріалу встановлений в площині торцевої поверхні дискового роздільника, зверненої до кільцевої камери, що обмежує технологічний зазор.
Текст
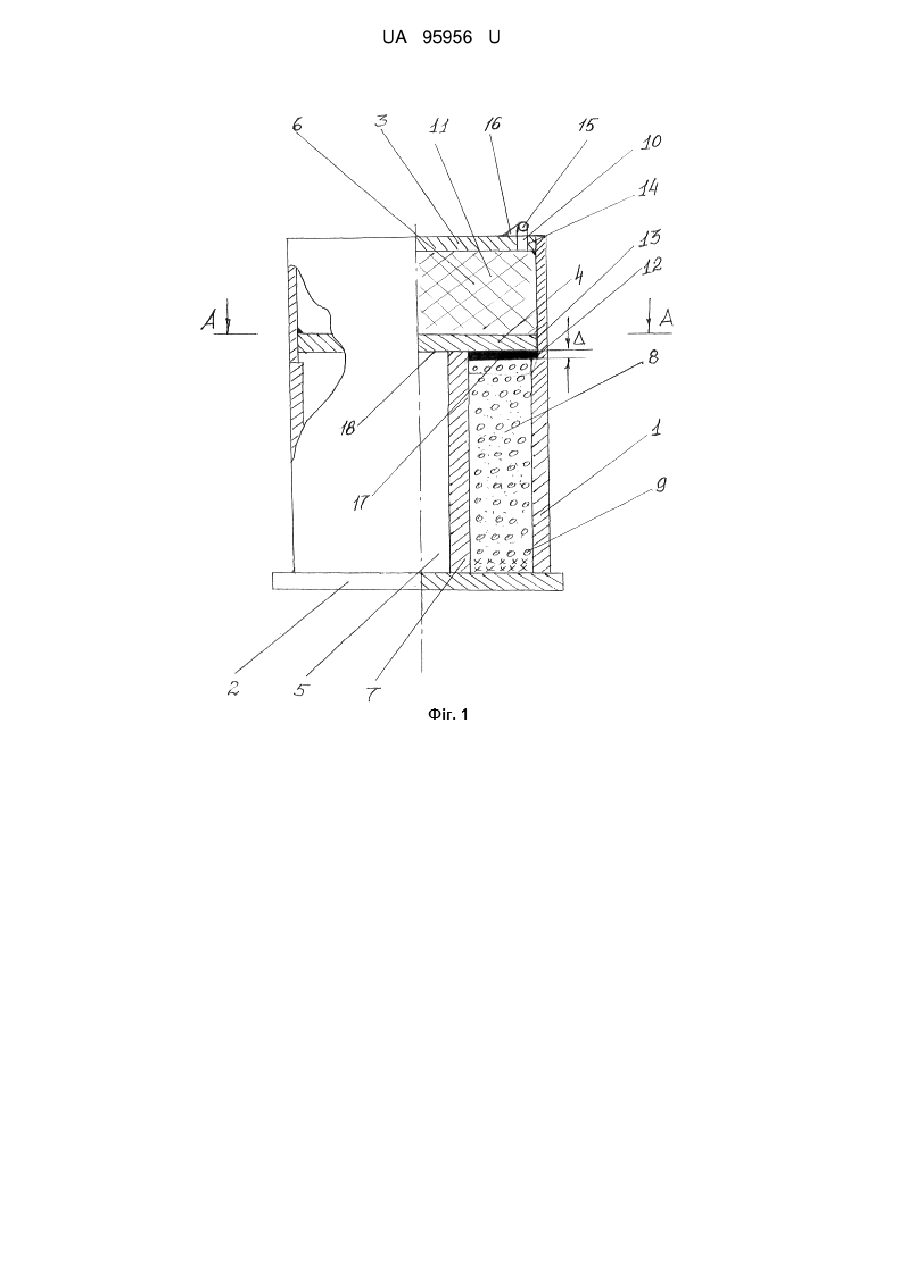
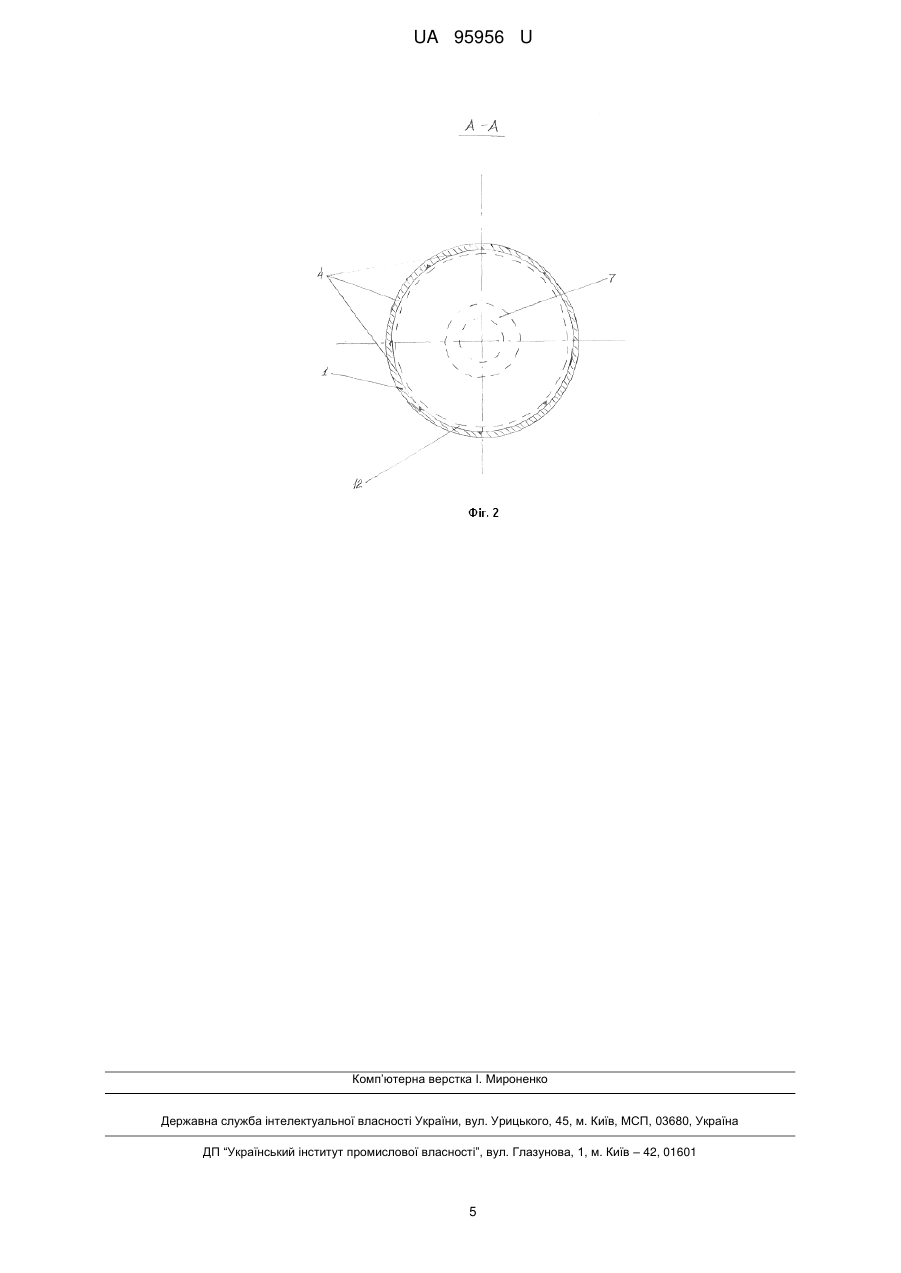
Реферат: Заготівка для виготовлення циліндрових біметалічних виробів "АКМ-БІМЕТ" містить загальну герметичну камеру, утворену трубчастим корпусом з днищем і кришкою, усередині якої розміщений дисковий роздільник загальної герметичної камери на робочу і ливникову камери, внутрішню трубу, встановлену в робочій камері з можливістю утворення між трубчастим корпусом і внутрішньою трубою кільцевої камери, заповненої наповнювачем, перепускний клапан в кришці трубчастого корпусу і канали під розплав легкоплавкого матеріалу, розміщеного в ливниковій камері. Внутрішня труба виконана з вильотом щодо кільцевого виступу, виконаного на внутрішній поверхні трубчастого корпусу, дисковий роздільник розміщений на торцевій поверхні внутрішньої труби з можливістю контакту з останньою і утворення технологічного зазору між згаданими роздільником і виступом, при цьому товщина стінки трубчастого корпусу, що утворює кільцеву камеру і товщина стінки внутрішньої труби узяті в співвідношенні 1(0,2-0,4), канали під розплав легкоплавкого матеріалу виконані у вигляді дугоподібних ділянок і утворені проміжком між бічною поверхнею дискового роздільника і внутрішньою поверхнею трубчастого корпусу, перепускний клапан виконаний у вигляді, розміщеного в патрубку кришки кульового затвора, підпружиненого пластинчастою скобою, встановленою на кришці, рівень заповнення кільцевої камери наповнювачем встановлений в площині кільцевого виступу, а рівень заповнення кільцевої камери розплавом легкоплавкого матеріалу встановлений в площині торцевої поверхні дискового роздільника, зверненої до кільцевої камери, що обмежує технологічний зазор. UA 95956 U (12) UA 95956 U UA 95956 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області машинобудування, а саме до виготовлення біметалічних виробів, зокрема підшипників ковзання, призначених для експлуатації у високо навантажених вузлах тертя, в умовах обмеженого мастила, дії високої температури, абразивного і агресивного середовища, і може бути використана в заготівках для виготовлення циліндрових біметалічних виробів. Відома заготівка, яка використовується при виготовленні масивних біметалічних виробів наплавленням (Патент України № 58552, МПК B22D19/08, бюл. № 8, 2003 р.), що містить сталеву заготівку у вигляді герметичного контейнера, з розміщеною в ній бронзою, що наплавляється. Також відома заготівка, яка використовується в способі виготовлення біметалічного підшипника ковзання (Патент України № 4066 С1, МПК B22D19/08, дата подачі 23.04.1991 р., дата набуття чинності 27.12.1994 р.), що містить форму з циліндрових металевих заготівок з кільцевою робочою порожниною з наповнювачем, сполученою з розміщеною над нею ливниково-живильною системою з каналами під легкоплавкий сплав і перепускним клапаном. Найближчою аналогом є заготівка, яка використовується в способі для виготовлення біметалічного виробу "АКМ-БІМЕТ" (Патент України № 23918, дата публікації 11.06.2007 р., бюл. № 8), яка містить загальну герметичну камеру, утворену трубчастим корпусом з днищем і кришкою, усередині якої розміщений дисковий роздільник загальної герметичної камери на робочу і ливникову камери, внутрішню трубу, встановлену в робочій камері з можливістю утворення кільцевої камери між трубчастим корпусом і внутрішньою трубою, заповненою наповнювачем, перепускний клапан в кришці трубчастого корпусу і канали під розплав легкоплавкого матеріалу, розміщеного в ливниковій камері. Загальною причиною, що перешкоджає досягненню технічного результату є трудомісткість і нетехнологічність виготовлення вищенаведених заготівок, що підвищує собівартість біметалічного виробу. Крім того, при використовуванні в заготівках ливникової системи, в якій канали під сплав виконані над кільцевою камерою, було встановлено, що в наплавленому легкоплавкому шарі сплаву спостерігаються ділянки, що мають неоднорідну структуру, яка призводить до погіршення його експлуатаційних властивостей. Пояснюється це тим, що заповнення кільцевої камери і змочування наповнювача легкоплавким розплавом здійснюється шляхом витікання потоку розплаву зверху вниз. Враховуючи те, що сплав легкоплавкого матеріалу, зокрема бронза, має високий ступінь текучості, то при його витіканні зверху вниз, форма потоку розплаву при проходженні через наповнювач залишається близькою до форми потоку, сформованого на виході з каналу ливникової системи. Внаслідок чого, витікаючи з ливникової системи потоки розплаву не перекривають один одного, то у міру їх просування зверху вниз залишаються не просочені бронзою ділянки. Їх просочення здійснюється при зворотному русі потоку розплаву, який відбувається при досягненні ними днища кільцевої камери та її заповненні. Виникаючий при цьому часовий інтервал в процесі змочування компонентів наповнювача і заповнення кільцевої камери призводить до утворення ділянок з неоднорідною структурою і, як наслідок, до погіршення експлуатаційних властивостей біметалічного виробу, тобто до погіршення його антифрикційних і зносостійких властивостей. Вищенаведені погрішності в режимі процесу змочування графітизованої сталі, також негативно відбивається на процесі окислення оксидів заліза, що є на поверхні форми і наповнювача, що знижує міцність дифузійного з'єднання матеріалу, що наплавляється, із сталевою основою. В основу корисної моделі поставлена задача, удосконалити заготівку для виготовлення біметалічного виробу "АКМ-БІМЕТ", шляхом зміни особливостей виконання елементів заготівки, спростити конструкцію заготівки, підвищити її технологічність, забезпечити оптимальний режим змочування наповнювача, і за рахунок цього знизити собівартість заготівки і підвищити експлуатаційні властивості біметалічного виробу. Поставлена задача вирішена тим, що в заготівці для виготовлення біметалічних виробів, що містить загальну герметичну камеру, утворену трубчастим корпусом з днищем і кришкою, усередині якої розміщений дисковий роздільник загальної герметичної камери на робочу і ливникову камери, внутрішню трубу, встановлену в робочій камері з можливістю утворення між трубчастим корпусом і внутрішньою трубою кільцевої камери, заповненої наповнювачем, перепускний клапан в кришці трубчастого корпусу і канали під розплав легкоплавкого матеріалу, розміщеного в ливниковій камері, згідно з корисною моделлю, внутрішня труба виконана з вильотом щодо кільцевого виступу, виконаного на внутрішній поверхні трубчастого корпусу, дисковий роздільник розміщений на торцевій поверхні внутрішньої труби з можливістю контакту з останньою і утворення технологічного зазору між дисковим роздільником і кільцевим виступом, при цьому товщина стінки трубчастого корпусу, що утворює кільцеву камеру і 1 UA 95956 U 5 10 15 20 25 30 35 40 45 50 55 60 товщина стінки внутрішньої труби узяті в співвідношенні 1(0,2-0,4), канали під розплав легкоплавкого матеріалу виконані у вигляді дугоподібних ділянок і утворені проміжком між бічною поверхнею дискового роздільника і внутрішньою поверхнею трубчастого корпусу, перепускний клапан виконаний у вигляді, розміщеного в патрубку кришки кульового затвора, підпружиненого пластинчастою скобою, встановленою на кришці, рівень заповнення кільцевої камери наповнювачем встановлений в площині кільцевого виступу, а рівень заповнення кільцевої камери розплавом легкоплавкого матеріалу, встановлений в площині торцевої поверхні дискового роздільника, зверненої до кільцевої камери. Виконання внутрішньої труби з вильотом щодо кільцевого виступу, виконаного на внутрішній поверхні трубчастого корпусу, і розміщення дискового роздільника з можливістю утворення технологічного зазору між роздільником і виступом, дозволило виключити утворення усадкових раковин в торцевій частині біметалічної заготівки, а надлишки легкоплавкого матеріалу повернути назад в технологічний процес виготовлення заготівки. При товщині стінки трубчастого корпусу, що утворює кільцеву камеру і товщині стінки внутрішньої труби, узяті в співвідношенні 1(0,2-0,4), забезпечуються міцність з'єднання антифрикційного матеріалу, тобто легкоплавкого матеріалу із сталевою основою, а також зносостійкі і антифрикційні властивості біметалічного виробу. Виконанням каналів під розплав легкоплавкого матеріалу у вигляді дугоподібних ділянок, утворених проміжком між бічною поверхнею дискового роздільника і внутрішньою поверхнею трубчастого корпусу, досягається витікання легкоплавкого розплаву зверху вниз по поверхні трубчастого корпусу до досягнення дна кільцевої камери, у міру накопичення якого відбувається підняття рівня розплаву, при якому створюється оптимальний режим змочування наповнювача, сприяючий створенню однорідності в наплавлювальному шарі, і підвищенню якості дифузійного з'єднання із сталевою трубою. Виконанням перепускного клапана у вигляді, розміщеного в патрубку кришки кульового затвора, підпружиненого пластинчастою скобою, встановленою на кришці, досягнуте спрощення і дешевизна рішення задачі перепуску газів з ливникової камери.Суть корисної моделі пояснюється кресленнями, де на: фіг. 1 – переріз загального виду заготівки для виготовлення біметалічного виробу "АКМБІМЕТ"; фіг. 2 - заготівка для виготовлення біметалічного виробу "АКМ-БІМЕТ" в перерізі по А-А. Відомості, що підтверджують можливість промислового використання заявленої корисної моделі. Заготівка для виготовлення біметалічного виробу "АКМ-БІМЕТ" містить загальну герметичну камеру, утворену трубчастим корпусом 1 з днищем 2 і кришкою 3. Усередині загальної герметичної камери розміщений дисковий роздільник 4, за допомогою якого згадана загальна камера розділяється на робочу 5 і ливникову 6 камери. Внутрішня труба 7 встановлена в робочій камері 5 з можливістю утворення між трубчастим корпусом 1 і внутрішньою трубою 7 кільцевої камери 8. Кільцева камера 8 заповнена наповнювачем 9, за який використовують графітизований сталевий дріб. Перепускний клапан 10 розміщений в кришці 3 трубчастих корпусів 1. Легкоплавкий матеріал 11 за який використовують бронзу, розміщений в ливниковій камері 6. Внутрішня труба 7 виконана з вильотом щодо кільцевого виступу 12, виконаного на внутрішній поверхні трубчастого корпусу 1. Дисковий роздільник 4 розміщений на торцевій поверхні внутрішньої труби 7 з можливістю контакту з останньою і утворення технологічного зазору Δ між згаданим роздільником 4 і виступом 12. Товщина стінки трубчастого корпусу 1, що утворює кільцеву камеру 8 і товщина стінки внутрішньої труби 7 узяті в співвідношенні 1(0,20,4). Канали 13 під розплав легкоплавкого матеріалу 11 виконані у вигляді дугоподібних ділянок в проміжку між бічною поверхнею дискового роздільника 4 і внутрішньою поверхнею трубчастого корпусу 1. Перепускний клапан виконаний у вигляді, розміщеного в патрубку 14 кришки 3 кульові затвори 15, підпружиненого пластинчастою скобою 16, встановленою на кришці 3. Рівень 17 заповнення кільцевої камери 8 наповнювачем встановлений в площині кільцевого виступу 12. Рівень заповнення кільцевої камери 8 розплавом легкоплавкого матеріалу 11 встановлений в площині торцевої поверхні 18 дискового роздільника, зверненої до кільцевої камери 8. Для виготовлення заготівки біметалічного виробу "АКМ-БІМЕТ" заздалегідь готують складові частини що утворюють трубчастий корпус 1. Для виготовлення складової частини трубчастого корпусу 1, що утворює кільцеву камеру 8 використовують трубу висотою не менш заданої висоти біметалічного виробу. Для виготовлення складової частини трубчастого корпусу 1, що утворює ливникову камеру 6 використовують трубу висотою не менше шару легкоплавкого матеріалу 11, необхідного і достатнього для заповнення кільцевої камери 8 до відповідного 2 UA 95956 U 5 10 15 20 25 30 35 40 45 50 55 рівня 17. Обидві складові частини сполучають герметичним зварюванням. За рахунок того, що складові частини трубчастого корпусу мають різну товщину, в зоні їх стику утворюється кільцевий виступ 12. Для виготовлення внутрішньої труби використовують трубу з товщиною стінки, узятої в співвідношенні 1(0,2-0,4) до товщини стінки складової частини трубчастого корпусу 1, що утворює кільцеву камеру 8. При цьому висоту внутрішньої труби 7 розраховують за формулою (Нвн.)=Нкорп.+Δ, де: Нкорп. - висота складової частини трубчастого корпусу, що утворює кільцеву камеру; Δ - технологічний зазор. Далі внутрішню трубу приварюють до днища з подальшою її установкою в складовій частині корпусу, що утворює кільцеву камеру 8 і герметичним зварюванням трубчастого корпусу 1 до згаданого днища 2. Потім кільцеву камеру 8 заповнюють наповнювачем в наступній послідовності. Спочатку на дні кільцевої камери 8 формують шар амонію, зокрема фтористого амонію NH4F в мас. % - (1-4), потім шар графітизованого сталевого дробу, де вміст графіту кристалічного в мас. % (0,7-4), сталевого дробу діаметром 0,5 мм в мас. % (55-60). Кільцеву камеру 8 заповнюють графітизованим сталевим дробом 9 до рівня суміщеного з площиною кільцевого виступу 12. Після чого, зверху в трубчастий корпус 1 з натягом вводять дисковий роздільник 4 до досягнення контакту з торцевою поверхнею внутрішньої труби 7. Таким чином, між торцевою поверхнею внутрішньої труби 7, встановленої з вильотом щодо кільцевого виступу 12, між дисковим роздільником 4 і шаром наповнювача в кільцевій камері 8 зберігається технологічний зазор Δ. Дисковий роздільник 4 приварюють до трубчастого корпусу 1, із залишенням непроварених ділянок. Таким чином, в проміжку між бічною поверхнею згаданого диска і трубчастим корпусом формуються не проварені дугоподібні ділянки 13, для яких згаданого проміжку достатньо для виконання функції каналу, через який розплав легкоплавкого матеріалу безперешкодно і рівномірно надходить в кільцеву камеру 8. Після розміщення дискового роздільника 4, ливникову камеру 6 завантажують легкоплавким матеріалом 11, згідно з заданою рецептурою, при якій спочатку розмістили шар алюмінієвої пудри, потім шар основного матричного сплаву, зокрема бронзу. Рівень заповнення кільцевої камери 8 розплавом легкоплавкого матеріалу 11 встановлений в площині торцевої поверхні 18 дискового роздільника 4, зверненої до кільцевої камери 8. Після чого, трубчастий корпус 1 з боку ливникової камери 6 закривають кришкою 3 з перепускним клапаном 10 у вигляді кульового затвора 15, підпружиненого пластинчастою скобою 16, встановленої на кришці 3. Герметично закриту заготівку з відповідним набором компонентів згідно з заданою рецептурою, в мас. %: поміщають в піч в строго вертикальному положенні. При цьому нагрів герметичної форми з наповнювачем і матричними сплавами виробляють до температури (11001230)°С, із швидкістю нагріву (100-120)°С/годину. Витримку форми здійснюють протягом (9-12) годин. Після охолоджування печі до 300 °C з подальшим охолоджуванням на повітрі, заготівку піддають механічній обробці. Звільнення біметалічного виробу від елементів заготівки, зокрема від складової частини трубчастого корпусу 1, що створює ливникову камеру 6 здійснюють шляхом зрізу, який виконують в зоні технологічного зазору Δ у площині суміщеної з площиною виступу 12. Це дозволило виключити утворення усадкових раковин в торцевій частині біметалічної заготівки, а надлишки легкоплавкого матеріалу повернути назад в технологічний процес виготовлення заготівки. Граничні параметри співвідношення товщини стінки складової частини трубчастого корпусу 1, що утворює кільцеву камеру і товщину стінки внутрішньої труби 7, що узяті 1(0,2-0,4), встановлені експериментально, основними критеріями, при встановленні яких, були узяті міцність з'єднання антифрикційного матеріалу із сталевою основою, зносостійкі і антифрикційні властивості біметалічного виробу. В результаті промислових випробувань одержаних біметалічних виробів, зокрема на прикладі використовування їх як підшипники ковзання і їх дефектоскопії було встановлено, що в них відсутні усадкові раковини, антифрикційне наплавлення має однорідну структуру, а досягнуті при цьому міцність з'єднання антифрикційного шару та його антифрикційні і зносостійкі властивості дозволили підвищити в 2,5 разу термін служби підшипників ковзання, і в 2 рази підвищити продуктивність їх виготовлення в порівнянні з підшипниками, що одержані за допомогою заготівок згідно з аналогом. Таким чином, запропонована заготівка для виготовлення біметалічного підшипника ковзання забезпечує зниження собівартості заготівок, а також гарантує їх високі експлуатаційні властивості в умовах обмеженого мастила і дії агресивного середовища. 3 UA 95956 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 1. Заготівка для виготовлення циліндрових біметалічних виробів "АКМ-БІМЕТ", що містить загальну герметичну камеру, утворену трубчастим корпусом з днищем і кришкою, усередині якої розміщений дисковий роздільник загальної герметичної камери на робочу і ливникову камери, внутрішню трубу, встановлену в робочій камері з можливістю утворення між трубчастим корпусом і внутрішньою трубою кільцевої камери, заповненої наповнювачем, перепускний клапан в кришці трубчастого корпусу і канали під розплав легкоплавкого матеріалу, розміщеного в ливниковій камері, який відрізняється тим, що внутрішня труба виконана з вильотом щодо кільцевого виступу, виконаного на внутрішній поверхні трубчастого корпусу, дисковий роздільник розміщений на торцевій поверхні внутрішньої труби з можливістю контакту з останньою і утворення технологічного зазору між згаданими роздільником і виступом, при цьому товщина стінки трубчастого корпусу, що утворює кільцеву камеру і товщина стінки внутрішньої труби узяті в співвідношенні 1(0,2-0,4), канали під розплав легкоплавкого матеріалу виконані у вигляді дугоподібних ділянок і утворені проміжком між бічною поверхнею дискового роздільника і внутрішньою поверхнею трубчастого корпусу, перепускний клапан виконаний у вигляді, розміщеного в патрубку кришки кульового затвора, підпружиненого пластинчастою скобою, встановленою на кришці, рівень заповнення кільцевої камери наповнювачем встановлений в площині кільцевого виступу, а рівень заповнення кільцевої камери розплавом легкоплавкого матеріалу встановлений в площині торцевої поверхні дискового роздільника, зверненої до кільцевої камери, що обмежує технологічний зазор. 4 UA 95956 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюKovtun Oleksandr Anatoliiovych
Автори російськоюКовтун Александр Анатольевич
МПК / Мітки
МПК: B22D 19/08
Мітки: біметаличних, виробів, виготовлення, заготівка, акм-бімет
Код посилання
<a href="https://ua.patents.su/7-95956-zagotivka-dlya-vigotovlennya-bimetalichnikh-virobiv-akm-bimet.html" target="_blank" rel="follow" title="База патентів України">Заготівка для виготовлення біметалічних виробів “акм-бімет”</a>
Заготівка для виготовлення біметалевих виробів “мак-бімет”

Номер патенту: 32687
Опубліковано: 26.05.2008
Автори: Садовенко Анатолій Дмитрович, Писаненко Володимир Павлович, Ковтун Олександр Анатолійович
МПК: B22D 19/08
Мітки: виробів, виготовлення, мак-бімет, біметалевих, заготівка
Формула / Реферат:
Заготівка для виготовлення циліндрових біметалевих виробів, що містить загальну герметичну камеру, утворену трубчастим корпусом з днищем і кришкою, усередині якої розміщений дисковий роздільник загальної герметичної камери на робочу і ливникову камери, внутрішню трубу, встановлену в робочій камері з можливістю утворення між трубчастим корпусом і внутрішньою трубою кільцевої камери, заповненої наповнювачем, перепускний клапан в кришці...
Спосіб виготовлення порошкових біметалічних виробів зі зносостійким шаром
Номер патенту: 37420
Опубліковано: 25.11.2008
Автори: Рябічева Людмила Олександрівна, Білошицький Микола Володимирович, Циркін Аркадій Тимофійович, Вовк Андрій Іванович
МПК: B22F 3/14
Мітки: виробів, спосіб, порошкових, виготовлення, шаром, зносостійким, біметаличних
Формула / Реферат:
Спосіб виготовлення порошкових біметалічних виробів, який включає пресування каркаса з порожниною з конструкційної сталі, у яку засипають зносостійку суміш, складену заготовку нагрівають у захисно-відновлюючому середовищі і штампують, який відрізняється тим, що у каркасі виконують порожнину конусної форми, пресують каркас невеликим тиском 6-9 % від оптимального тиску пресування пуансоном з конусом на верхньому торці, кут якого дорівнює 50°,...
Спосіб виготовлення зносостійких біметалічних виробів для транспортування агресивних середовищ “стіл ворк”
Номер патенту: 77721
Опубліковано: 25.02.2013
Автор: Панфілов Андрій Іванович
МПК: B21C 37/06
Мітки: біметаличних, агресивних, виготовлення, виробів, середовищ, стіл, транспортування, ворк, спосіб, зносостійких
Формула / Реферат:
1. Спосіб виготовлення зносостійких біметалічних виробів для транспортування агресивних середовищ, який включає операції вибору початкової сировини, підготовки з нього заготівки і формування із заготівки зносостійкого біметалічного виробу, який відрізняється тим, що як початкову сировину використовують зносостійкий біметалічний лист, з якого шляхом розкрою розгортки заданого виробу одержують заготівку з подальшим формуванням з неї заданого...
Спосіб виготовлення біметалічного виробу “акм-бімет”
Номер патенту: 95955
Опубліковано: 12.01.2015
Автори: Ковтун Олександр Олександрович, Ковтун Олександр Анатолійович
МПК: B22D 19/08
Мітки: спосіб, акм-бімет, виготовлення, біметалічного, виробу
Формула / Реферат:
1. Спосіб виготовлення біметалічного виробу "АКМ-БІМЕТ", який включає формування з циліндрових металевих заготівок форми з кільцевою робочою порожниною, з'єднаною з розміщеною над нею ливниково-живильною системою, розміщення в кільцевій робочій порожнині наповнювача у вигляді суміші кристалічного графіту із сталевим дробом, оснащення ливниково-живильної системи основним матричним сплавом на основі бронзи з подальшою герметизацією...
Спосіб виготовлення біметалічного виробу “мак-бімет”
Номер патенту: 23918
Опубліковано: 11.06.2007
Автори: Садовенко Анатолій Дмитрович, Беліков Віктор Васильович, Ковтун Олександр Анатолійович, Писаненко Володимир Павлович
МПК: B22D 19/08
Мітки: виробу, біметалічного, виготовлення, мак-бімет, спосіб
Формула / Реферат:
1. Спосіб виготовлення біметалічного виробу, що включає формування з циліндричних металевих заготівок форми з кільцевою робочою порожниною, з’єднаної з розміщеною над нею літниково-живильною системою, розміщення в кільцевій робочій порожнині наповнювача у вигляді суміші кристалічного графіту із сталевим дробом, оснащення літниково-живильної системи основним матричним сплавом на основі бронзи з подальшою герметизацією форми, нагріванням,...
Попередній патент: Спосіб виготовлення біметалічного виробу “акм-бімет”
Наступний патент: Кавовий напій швидкорозчинний
Випадковий патент: Рухомий тренажер для відпрацювання елементів рукопашного бою "ртр рб"