Заготівка для виготовлення біметалевих виробів “мак-бімет”
Номер патенту: 32687
Опубліковано: 26.05.2008
Автори: Садовенко Анатолій Дмитрович, Ковтун Олександр Анатолійович, Писаненко Володимир Павлович



Формула / Реферат
Заготівка для виготовлення циліндрових біметалевих виробів, що містить загальну герметичну камеру, утворену трубчастим корпусом з днищем і кришкою, усередині якої розміщений дисковий роздільник загальної герметичної камери на робочу і ливникову камери, внутрішню трубу, встановлену в робочій камері з можливістю утворення між трубчастим корпусом і внутрішньою трубою кільцевої камери, заповненої наповнювачем, перепускний клапан в кришці трубчастого корпусу і канали під розплав легкоплавкого матеріалу, розміщеного в ливниковій камері, яка відрізняється тим, що внутрішня труба виконана з вильотом відносно кільцевого виступу, виконаного на внутрішній поверхні трубчастого корпусу, дисковий роздільник розміщений на торцевій поверхні внутрішньої труби з можливістю контакту з останньою і утворення технологічного зазору між згаданими роздільником і виступом, при цьому товщина стінки трубчастого корпусу, що утворює кільцеву камеру, і товщина стінки внутрішньої труби узяті в співвідношенні 1÷(0,2-0,4), канали під розплав легкоплавкого матеріалу виконані у вигляді дугоподібних ділянок і утворені проміжком між бічною поверхнею дискового роздільника і внутрішньою поверхнею трубчастого корпусу, перепускний клапан виконаний у вигляді розміщеного в патрубку кришки кульового затвора, підпружиненого пластинчастою скобою, встановленою на кришці, рівень заповнення кільцевої камери наповнювачем встановлений в площині кільцевого виступу, а рівень заповнення кільцевої камери розплавом легкоплавкого матеріалу встановлений в площині торцевої поверхні дискового роздільника, оберненої до кільцевої камери, що обмежує технологічний зазор.
Текст
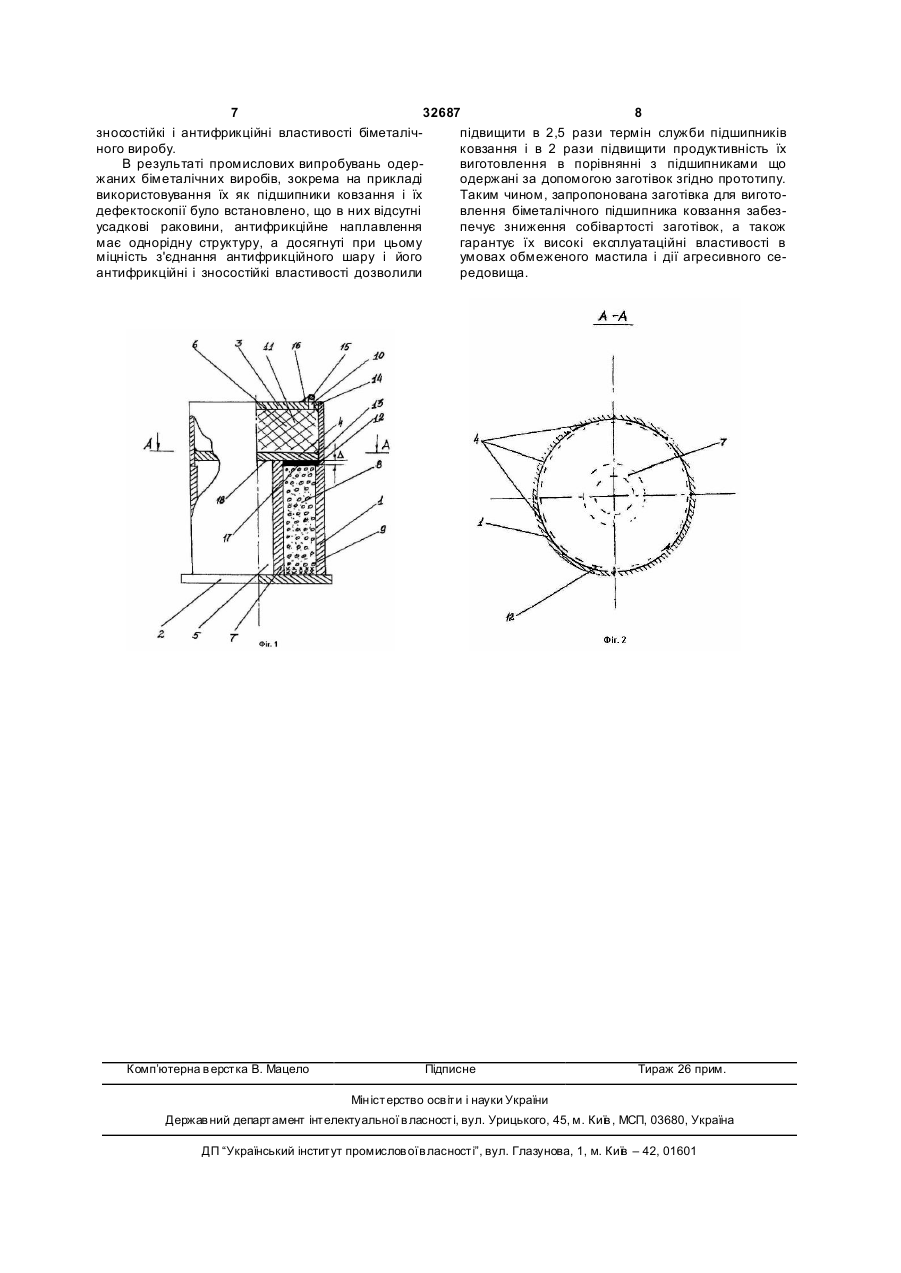
Заготівка для виготовлення циліндрових біметалевих виробів, що містить загальну герметичну камеру, утворену тр убчастим корпусом з днищем і кришкою, усередині якої розміщений дисковий роздільник загальної герметичної камери на робочу і ливникову камери, внутрішню трубу, встановлену в робочій камері з можливістю утворення між трубчастим корпусом і внутрішньою трубою кільцевої камери, заповненої наповнювачем, перепускний клапан в кришці трубчастого корпусу і канали під розплав легкоплавкого матеріалу, розміщеного в ливниковій камері, яка відрізняється тим, що внутрішня труба виконана з вильотом відносно U 1 3 32687 4 Загальною причиною що перешкоджає досягконтакту з останньою і утворення технологічного ненню технічного результату є тр удомісткість і не зазору між дисковим роздільником і кільцевим витехнологічність виготовлення вищенаведених заступом, при цьому товщина стінки трубчастого готівок, що підвищує собівартість біметалічного корпусу, що утворює кільцеву камеру і товщина виробу. стінки внутрішньої труби узяті в співвідношенні Крім того, при використовуванні в заготівках 1 ¸ (0,2-0,4), канали під розплав легкоплавкого ливникової системи, в якій канали під сплав викоматеріалу виконані у вигляді дугоподібних ділянок нані над кільцевою камерою, було встановлено, і утворені проміжком між бічною поверхнею дискощо в наплавленому легкоплавкому шарі сплаву вого роздільника і внутрішньою поверхнею трубспостерігаються ділянки, що мають неоднорідну частого корпусу, перепускний клапан виконаний у структур у, яка приводить до погіршення його ексвигляді, розміщеного в патрубку кришки кульового плуатаційних властивостей. Пояснюється це тим, затвора, підпружиненого пластинчастою скобою що заповнення кільцевої камери і змочування навстановленої на кришці, рівень заповнення кільцеповнювача легкоплавким розплавом здійснюється вої камери наповнювачем встановлений в площині шляхом витікання потоку розплаву зверху вниз. кільцевого виступу, а рівень заповнення кільцевої Враховуючи те, що сплав легкоплавкого матеріакамери розплавом легкоплавкого матеріалу, всталу, зокрема бронза, має високу ступінь текучості, новлений в площині торцевої поверхні дискового то при його витіканні зверху вниз, форма потоку роздільника, зверненої до кільцевої камери. розплаву при проходженні через наповнювач заВиконання внутрішньої труби з вильотом щодо лишається близькою до форми потоку сформовакільцевого виступу, виконаного на внутрішній поного на виході з каналу ливникової системи. Внаверхні трубчастого корпусу, і розміщення дисковослідок чого, витікаючи з ливникової системи го роздільника з можливістю утворення технологіпотоки розплаву не перекривають один одного, то чного зазору між роздільником і виступом, у міру їх просування зверху вниз залишаються не дозволило виключити утворення усадкових ракопросочені бронзою ділянки. їх просочення здійсвин в торцевій частині біметалічної заготівки, а нюється при зворотному русі потоку розплаву, надлишки легкоплавкого матеріалу повернути наякий відбувається при досягненні їм днища кільцезад в технологічний процес виготовлення заготіввої камери і її заповненні. Виникаючий при цьому ки. часовий інтервал в процесі змочування компоненПри товщині стінки трубчастого корпусу, що тів наповнювача і заповнення кільцевої камери утворює кільцеву камеру і товщині стінки внутріприводить до утворення ділянок з неоднорідною шньої труби, узяті в співвідношенні 1 ¸ (0,2-0,4) структурою і як наслідок до погіршення експлуатазабезпечуються міцність з'єднання антифрикційноційних властивостей біметалічного виробу, тобто го матеріалу, тобто легкоплавкого матеріалу із до погіршення його антифрикційних і зносостійких сталевою основою, а також зносостійкі і антифривластивостей. Ви щенаведені погрішності в режимі кційні властивості біметалічного виробу. процесу змочування графітизованої сталі, також Виконанням каналів під розплав легкоплавкого негативно відбивається на процесі окислення окматеріалу у вигляді дугоподібних ділянок, утворесидів заліза, що є на поверхні форми і наповнюваних проміжком між бічною поверхнею дискового ча, що знижує міцність дифузійного з'єднання мароздільника і внутрішньою поверхнею трубчастого теріалу, що наплавляється, із сталевою основою. корпусу, досягається витікання легкоплавкого розУ основу корисної моделі поставлена задача, плаву зверху вниз по поверхні трубчастого корпусу удосконалити заготівку для виготовлення біметадо досягнення дна кільцевої камери, у міру наколічного виробу «МАК - БІМЕТ», шляхом зміни осопичення якого відбувається підняття рівня розплабливостей виконання елементів заготівки, спросву, при якому створюється оптимальний режим тити конструкцію заготівки, підвищити її змочування наповнювача, сприяючий створенню технологічність, забезпечити оптимальний режим однорідності в наплавлювальному шарі, і підвизмочування наповнювача і, за рахунок цього, пощенню якості дифузійного з'єднання із сталевою низити собівартість заготівки і підвищити експлуатрубою. таційні властивості біметалічного виробу. Виконанням перепускного клапана у вигляді, Поставлена задача вирішена тим, що в заготірозміщеного в патрубку кришки кульового затвора, вці для виготовлення біметалічних виробів що підпружиненого пластинчастою скобою встановмістить, загальну герметичну камеру, утворену леної на кришці, досягнуте спрощення і дешевизна трубчастим корпусом з днищем і кришкою, усерерішення задачі перепуска газів з ливникової камедині якої розміщений дисковий роздільник загальри. ної герметичної камери на робочу і ливникову каСуть корисної моделі пояснюється кресленнямери, внутрішню трубу встановлену в робочій ми, де на: камері з можливістю утворення між трубчастим Фіг.1 - представлено перетин загального виду корпусом і внутрішньою трубою кільцевої камери, заготівки для виготовлення біметалічного виробу заповненої наповнювачем, перепускний клапан в «МАК-БІМЕТ»; кришці трубчастого корпусу і канали під розплав Фіг.2 - заготівка для виготовлення біметалічнолегкоплавкого матеріалу, розміщеного в ливникого виробу «МАК-БІМЕТ» в перетині по А-А. вій камері, згідно корисної моделі, внутрішня труба Відомості, що підтверджують можливість провиконана з вильотом щодо кільцевого виступу, мислового використовування корисної моделі, що виконаного на внутрішній поверхні трубчастого заявляється. корпусу, дисковий роздільник розміщений на торЗаготівка для виготовлення біметалічного вицевій поверхні внутрішньої труби з можливістю робу «МАК-БІМЕТ» містить загальну герметичну 5 32687 6 камеру, утворену трубчастим корпусом 1 з днищем ща 2. Потім кільцеву камеру 8 заповнюють напов2 і кришкою 3. Усередині загальної герметичної нювачем в наступній послідовності. Спочатку на камери розміщений дисковий роздільник 4, за додні кільцевої камери 8 формують шар амонію, зокпомогою якого згадана загальна камера розділярема фтористого амонію NH4F в мас.% - (1-4), ється на робочу 5 і ливникову 6 камери. Внутрішня потім шар графітизованого сталевого дробу, де труба 7 встановлена в робочій камері 5 з можливізміст графіту кристалічного в мас.% (0,7-4), сталестю утворення між трубчастим корпусом 1 і внутвого дроту в мас.% (55-60). Кільцеву камеру 8 зарішньою трубою 7 кільцевої камери 8. Кільцева повнюють графітизованим сталевим дробом 9 до камера 8 заповнена наповнювачем 9, у якості якорівня суміщеного з площиною кільцевого виступу го використовують графітизований сталевий дріб. 12. Після чого зверху в трубчастий корпус 1 з натяПерепускний клапан 10 розміщений в кришці 3 гом вводять дисковий роздільник 4 до досягнення трубчасті корпуси 1. Легкоплавкий матеріал 11 в контакту з торцевою поверхнею внутрішньої труби якості, якого використовують бронзу, розміщений в 7. Таким чином, між торцевою поверхнею внутріливниковій камері 6. Внутрішня труба 7 виконана з шньої труби 7, встановленої з вильотом щодо ківильотом щодо кільцевого виступу 12, виконаного льцевого виступу 12, між дисковим роздільником 4 на внутрішній поверхні трубчастого корпусу 1. Диі шаром наповнювача в кільцевій камері 8 зберігасковий роздільник 4 розміщений на торцевій повеється технологічний зазор D . Дисковий роздільник рхні внутрішньої труби 7 з можливістю контакту з 4 приварюють до трубчастого корпусу 1, із залиостанньою і утворення технологічного зазору D між шенням не проварених ділянок. Таким чином, в згаданим роздільником 4 і виступом 12. Товщина проміжку між бічною поверхнею згаданого диска і стінки трубчастого корпусу 1, що утворює кільцеву трубчастим корпусом формуються не проварені камеру 8 і товщина стінки внутрішньої труби 7 узядугоподібні ділянки 13, для яких згаданого проміжті в співвідношенні 1 ¸ (0,2-0,4). Канали 13 під розку достатньо для виконання функції каналу, через плав легкоплавкого матеріалу 11 виконані у вигляякий розплав легкоплавкого матеріалу безперешкодно і рівномірно поступає в кільцеву камеру 8. ді дугоподібних ділянок в проміжку між бічною Після розміщення дискового роздільника 4, ливниповерхнею дискового роздільника 4 і внутрішньою поверхнею трубчастого корпусу 1. Перепускний кову камеру 6 завантажують легкоплавким матеріклапан виконаний у вигляді, розміщеного в патруалом 11, згідно заданій рецептурі при якій спочатбку 14 кришки 3 кульові затвори 15, підпружиненоку розмістили шар алюмінієвої пудри, потім шар основного матричного сплаву, зокрема бронза. го пластинчастою скобою 16 встановленої на криРівень заповнення кільцевої камери 8 розплавом шці 3. Рівень 17 заповнення кільцевої камери 8 наповнювачем встановлений в площині кільцевого легкоплавкого матеріалу 11 встановлений в пловиступу 12. Рівень заповнення кільцевої камери 8 щині торцевої поверхні 18 дискового роздільника розплавом легкоплавкого матеріалу 11 встановле4, зверненої до кільцевої камери 8. Після чого трубчастий корпус 1 з боку ливникової камери 6 заний в площині торцевої поверхні 18 дискового кривають кришкою 3 з перепускним клапаном 10 у роздільника, зверненої до кільцевої камери 8. Для виготовлення заготівки біметалічного вивигляді кульового затвора 15, підпружиненого робу «МАК-БІМЕТ» заздалегідь готують складові пластинчастою скобою 16 встановленої на кришці частини що утворюють трубчастий корпус 1. Для 3. Герметично закриту заготівку з відповідним виготовлення складової частини трубчастого корнабором компонентів згідно заданій рецептурі в пусу 1, що утворює кільцеву камеру 8 використовують тр убу висотою не менш заданої висоти бімас. %: поміщають в піч в строго вертикальному металічного виробу. Для виготовлення складової положенні. При цьому нагрів герметичної форми з частини трубчастого корпусу 1, що утворює ливнинаповнювачем і матричними сплавами виробляють до температури (1100-1230)°С, із швидкістю кову камеру 6 використовують трубу висотою не нагріву (100-120)°С/час. Витримку форми здійсменше шару легкоплавкого матеріалу 11, необхідного і достатнього для заповнення кільцевої каменюють протягом (9-12) годинника. Після охолори 8 до відповідного рівня 17. Обидві складові часджування печі до 300°С з подальшим охолоджутини сполучають герметичною зваркою. За ванням на повітрі, заготівку піддають механічній обробці. Звільнення біметалічного виробу від елерахунок того, що складові частини трубчастого ментів заготівки, зокрема від складової частини корпусу мають різну товщину, в зоні їх стику утворюється кільцевий виступ 12. Для виготовлення трубчасто го корпусу 1, що створює ливникову кавнутрішньої труби використовують трубу з товщимеру 6 здійснюють шляхом зрізу, який виконують в ною стінки узятої в співвідношенні 1 ¸ (0,2-0,4) до зоні технологічного зазору D у площині суміщеної товщини стінки складової частини трубчастого з площиною виступу 12. Це дозволило виключити корпусу 1, що утворює кільцеву камеру 8. При утворення усадкових раковин в торцевій частині цьому висоту вн утрішньої труби 7 біметалічної заготівки, а надлишки легкоплавкого матеріалу повернути назад в те хнологічний про(Нвн.)=Нкорп.+ D , цес виготовлення заготівки. де : Нкорп. - висота складової частини трубчастого Граничні параметри співвідношення товщини корпусу, що утворює кільцеву камеру; стінки складової частини трубчастого корпусу 1, D - те хнологічний зазор. що утворює кільцеву камеру і товщину стінки внутДалі внутрішню тр убу приварюють до днища з рішньої труби 7 що узяті 1 ¸ (0,2-0,4), встановлені подальшою її установкою в складовій частині корекспериментально, основними критеріями, при пусу, що утворює кільцеву камеру 8 і герметичною встановленні яких, були узяті міцність з'єднання зваркою трубчастого корпусу 1 до згаданого дниантифрикційного матеріалу із сталевою основою, 7 32687 8 зносостійкі і антифрикційні властивості біметалічпідвищити в 2,5 рази термін служби підшипників ного виробу. ковзання і в 2 рази підвищити продуктивність їх В результаті промислових випробувань одервиготовлення в порівнянні з підшипниками що жаних біметалічних виробів, зокрема на прикладі одержані за допомогою заготівок згідно прототипу. використовування їх як підшипники ковзання і їх Таким чином, запропонована заготівка для виготодефектоскопії було встановлено, що в них відсутні влення біметалічного підшипника ковзання забезусадкові раковини, антифрикційне наплавлення печує зниження собівартості заготівок, а також має однорідну структуру, а досягнуті при цьому гарантує їх високі експлуатаційні властивості в міцність з'єднання антифрикційного шару і його умовах обмеженого мастила і дії агресивного сеантифрикційні і зносостійкі властивості дозволили редовища. Комп’ютерна в ерстка В. Мацело Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBillet for manufacture of cylindrical bimetallic articles "mak-bimet"
Автори англійськоюPysanenko Volodymyr Pavlovych, Kovtun Oleksandr Anatoliiovych, Sadovenko Anatolii Dmytrovych
Назва патенту російськоюЗаготовка для изготовления цилиндрических изделий "мак-бимет"
Автори російськоюПисаненко Владимир Павлович, Ковтун Александр Анатольевич, Садовенко Анатолий Дмитриевич
МПК / Мітки
МПК: B22D 19/08
Мітки: мак-бімет, біметалевих, виробів, заготівка, виготовлення
Код посилання
<a href="https://ua.patents.su/4-32687-zagotivka-dlya-vigotovlennya-bimetalevikh-virobiv-mak-bimet.html" target="_blank" rel="follow" title="База патентів України">Заготівка для виготовлення біметалевих виробів “мак-бімет”</a>
Спосіб виготовлення біметалевих виробів
Номер патенту: 30508
Опубліковано: 25.02.2008
Автори: Титов Вячеслав Андрійович, Тривайло Михайло Семенович, Борис Руслан Степанович
МПК: B23K 20/00, B21K 5/00
Мітки: виготовлення, спосіб, біметалевих, виробів
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому виготовляють корпус з глухим циліндричним отвором і циліндричний вкладиш з іншого матеріалу, розміщують вкладиш в отворі корпусу, нагрівають вкладиш спільно з корпусом до кувальної температури і видавлюють на вкладиші заглиблення необхідної форми і розмірів, який відрізняється тим, що для розміщення вкладиша використовують корпус з додатковим отвором, який розташований в дні глухого отвору і...
Складена заготівка для гідропресування біметалевих прутків
Номер патенту: 8522
Опубліковано: 15.08.2005
Автори: Спусканюк Віктор Захарович, Янчев Антон Іванович, Манжура Галина Володимирівна
МПК: B21C 23/22
Мітки: складена, прутків, гідропресування, заготівка, біметалевих
Формула / Реферат:
Складена заготівка для гідропресування біметалевих прутків, що складається з концентрично розміщених центральної частини й оболонки, причому із задньої сторони на довжині 0,1-0,5 діаметра заготівки центральна частина виконана з уступом по периметру цієї частини, ширина уступу відповідає товщині оболонки, а сама оболонка із задньої сторони заготівки виконана коротшою від центральної частини на висоту уступу, яка відрізняється тим, що...
Спосіб виготовлення біметалевих виробів
Номер патенту: 30195
Опубліковано: 11.02.2008
Автори: Тривайло Михайло Семенович, Борис Руслан Степанович, Титов Вячеслав Андрійович
МПК: B21D 22/00, B21C 23/22, B23K 20/00
Мітки: спосіб, біметалевих, виготовлення, виробів
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, який відрізняється тим, що зовнішній поверхні верхньої заготовки при витяжці в першій матриці надають в поперечному перерізі овальну форму.
Штамп для виготовлення біметалевих виробів
Номер патенту: 31541
Опубліковано: 10.04.2008
Автори: Борис Руслан Степанович, Тривайло Михайло Семенович, Титов Вячеслав Андрійович
МПК: B21D 22/20
Мітки: біметалевих, виготовлення, виробів, штамп
Формула / Реферат:
Штамп для виготовлення біметалевих виробів, що містить пуансон, дві дистанційно розміщені співвісні матриці, розташовані між матрицями рівномірно по колу обжимні шарики з тримачем, обойму, прижимну втулку, а також верхню і нижню плити, який відрізняється тим, що тримач виконано у вигляді радіально вгвинчених в обойму гвинтів, а шарики закріплені на торцях гвинтів в передбачених для цієї мети глухих отворах.
Спосіб виготовлення біметалічного виробу “мак-бімет”
Номер патенту: 23918
Опубліковано: 11.06.2007
Автори: Садовенко Анатолій Дмитрович, Ковтун Олександр Анатолійович, Беліков Віктор Васильович, Писаненко Володимир Павлович
МПК: B22D 19/08
Мітки: біметалічного, мак-бімет, виготовлення, спосіб, виробу
Формула / Реферат:
1. Спосіб виготовлення біметалічного виробу, що включає формування з циліндричних металевих заготівок форми з кільцевою робочою порожниною, з’єднаної з розміщеною над нею літниково-живильною системою, розміщення в кільцевій робочій порожнині наповнювача у вигляді суміші кристалічного графіту із сталевим дробом, оснащення літниково-живильної системи основним матричним сплавом на основі бронзи з подальшою герметизацією форми, нагріванням,...
Попередній патент: Спосіб оздоровлення та очищення організму людини павлової
Наступний патент: Ексгаустер для відловлювання комах
Випадковий патент: Спосіб лікування анемій у жінок в першому триместрі вагітності