Спосіб виготовлення протеза стопи
Номер патенту: 97760
Опубліковано: 12.03.2012
Автори: Бєлєвцова Людмила Олегівна, Солнцева Ірина Леонардівна, Гришко Євгенія Кузьмівна, Хмелевська Ірина Орестівна, Ватолінський Леонід Єлівфєрієвич

Формула / Реферат
Спосіб виготовлення протезу стопи, що включає виготовлення по куксі інваліда негативу та формування по ньому позитиву, розміщення на ньому еластичного газонаповненого матеріалу, вакуумування та видержку одержаної гільзи до затвердіння, який відрізняється тим, що гіпсовий позитив виготовляють до рівня колінного суглоба; на зони одержаного гомілковостопного гіпсового позитиву, які відповідають місцям кукси стопи, критичним до навантаження, накладають спочатку шар м'якої силіконової гумової суміші з твердістю за Шором 15 у.о. товщиною 2 мм; потім обгортають листом гумової суміші з твердістю за Шором 35 у.о. товщиною 2 мм та по позитиву формують заготовку приймальної гільзи протеза; надягають на неї чохол із полівінілспиртової плівки та проводять вакуумування, знімають плівку та вулканізують спочатку при температурі +(100-105) °С протягом (30-35 хв.), потім при температурі +(145-150) °С протягом (2-2,5) годин; після цього видержують при кімнатній температурі до завершення процесу релаксації гумової суміші; одержану приймальну гільзу надягають на куксу; пацієнта встановлюють на пластину із термопласту, що моделює рельєф підошовної частини стопи; під п'ятку встановлюють косок, рівний висоті каблука взуття пацієнта; провіряють відповідність одержаної внутрішньої поверхні гільзи куксі стопи пацієнта та проводять розмітку її зовнішньої поверхні; після цього одержану приймальну гільзу розміщують на гомілковостопний позитив; на пластину із термопласту з коском під п'ятку розміщують лист силіконової гумової суміші з твердістю за Шором 35 у.о. товщиною 2 мм; встановлюють на ньому у відповідності з розміткою позитив з одержаною приймальною гільзою кукси стопи та моделюють по підошовній частині гільзи зовнішню оболонку силіконової частини протеза стопи; в область ампутованого переднього відділу стопи наносять шарами гумову суміш "Термосил" з твердістю за Шором 50 у.о.; поступово розподіляють її по фронтальній поверхні одержаної приймальної гільзи та формують носок і пальці протеза у відповідності з формою пальців збереженої кінцівки пацієнта; на верхню частину відформованого носка стопи протеза розміщують лист силіконової гумової суміші з твердістю за Шором 35 у.о. товщиною 2 мм та формують верхню частину зовнішньої оболонки протеза; краї підошовної та верхньої частини зовнішньої оболонки розподіляють по поверхні одержаної заготовки еластичного елемента протеза стопи; на одержану заготовку надягають трикотажну еластичну трубку та чохол з ПВС-плівки; за допомогою вакуумування проводять остаточне моделювання еластичного елемента протеза стопи, вулканізацію та охолодження до повного завершення релаксаційних процесів; із препрегу виготовляють викройку заготовки підошовної частини протеза стопи та викройку заготовки гомілкової частини приймальної гільзи протеза, які розміщують та закріплюють відповідно на підошовній частині одержаного еластичного елемента протеза стопи та на гомілковій частині гомілковостопного позитиву нижньої кінцівки; після цього спочатку проводять вакуумування заготовок із препрегу протягом 2-х годин при кімнатній температурі, термічну обробку під дією вакууму при температурі плюс (140±5) °С протягом 2-х годин та косметичну обробку одержаних жорстких елементів протеза стопи.
Текст
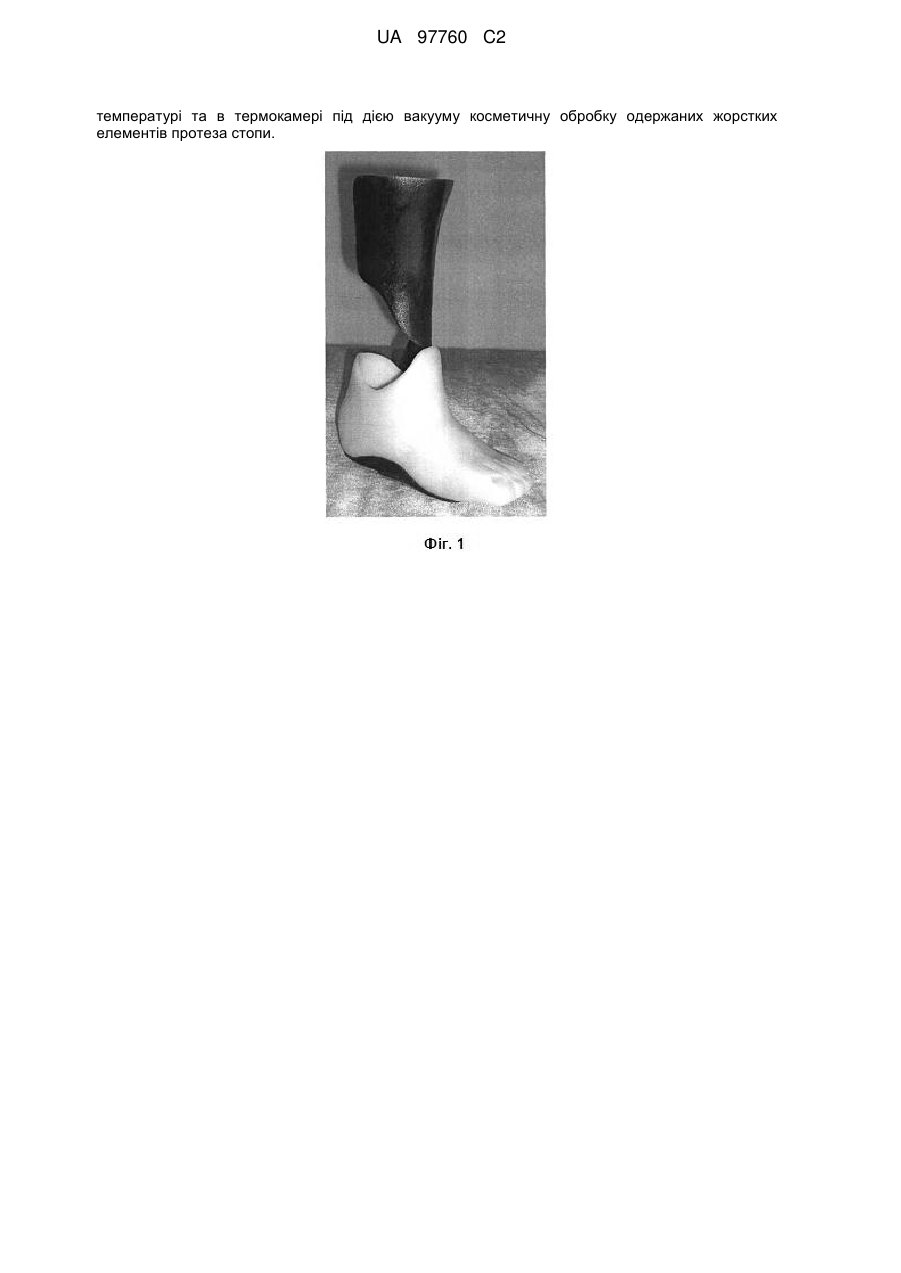
Реферат: Спосіб виготовлення протеза стопи включає виготовлення по куксі інваліда негативу та формування по ньому позитиву, накладання спочатку шару м'якої силіконової гумової суміші; обгортання листом гумової суміші з твердістю за Шором 35 у.о. товщиною 2 мм. Формування заготовки приймальної гільзи протеза. Вулканізацію спочатку в термокамері, а потім при кімнатній температурі до завершення процесу релаксації; перевірку відповідності одержаної внутрішньої поверхні гільзи куксі стопи пацієнта та розмітку зовнішньої поверхні гільзи та розміщення її на гомілковостопному позитиві. Моделювання по підошовній частині гільзи зовнішньої оболонки силіконової частини протеза стопи. Нанесення на області ампутованого переднього відділу стопи шарів гумової суміші "Термосил" та формування носка і пальців протеза у відповідності з формою пальців збереженої кінцівки пацієнта. Формування верхньої частини зовнішньої оболонки протеза. Остаточне моделювання проводять за допомогою вакуумування еластичного елемента протеза стопи, вулканізацію та охолодження. Виготовлення із препрегу викройки заготовки підошовної частини протеза стопи та викройку заготовки гомілкової частини приймальної гільзи протеза; розміщення та закріплення відповідно на підошовній частині одержаного елемента протеза стопи та гомілкового на гомілковостопному позитиві нижньої кінцівки. Вакуумування заготовок із препрегу при кімнатній UA 97760 C2 (12) UA 97760 C2 температурі та в термокамері під дією вакууму косметичну обробку одержаних жорстких елементів протеза стопи. UA 97760 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до медицини, а саме до протезування та протезобудування, і може бути використаний при виготовленні протезів для інвалідів з ампутацією по Шопару. Відомий спосіб виготовлення протезу стопи по патенту UA №85969, 2009р., який включає виготовлення по куксі інваліда негативу та формування по ньому позитиву, надягання на позитив армуючих трикотажних чохлів шарів, нанесення на них полімерної композиції, вакуумування її та полімеризацію одержаної гільзи, обрізання гільзи до потрібної форми та розміру, закріплення на ній елементів фіксації до кінцівки, виготовлення із склотканини та вуглетканини заготовки опорного елемента із 21-25 прямокутників різної довжини, розміщення їх у міру зменшення довжини шару із просоченням кожного шару композицією на основі епоксидної смоли, вирізання із набраного пакета заготовки опорного елемента, формування її в металевій прес-формі з вигином, при температурі 140 °С та тиску (0,8-1,0) МПа протягом 180 хв., формування опорного елемента по розмірах, встановлення його в приймальній гільзі та заповнення поліуретановою композицію проміжків між гільзою і опорним елементом, розміщення гільзи з опорним елементом в косметичній оболонці, та заповнення всіх проміжків між ними спіненою поліуретановою композицією. Спосіб дозволяє виготовляти протези на кукси стоп з ампутаціями по Шопару і Лісфранку з підвищеними опорністю, ресорністю, з поліпшеними функціями перекату за рахунок можливості вибору взаємного розташування гільзи та опорного елемента та стійкістю до високих ударних навантаженнях, що дозволяє використовувати їх для пацієнтів з високим ступенем мобільності Недоліком цього способу є досить складна технологія, що пов'язано з використанням епоксидної та спіненої поліуретанової композицій, які мають обмежений термін експлуатації. Крім того, при використанні описаних матеріалів неможливо виготовляти протези стоп для пацієнтів при наявності болісних спаяних рубців та болісних кісткових виступів у області торця кукси, які трапляються у 72 % хворих. Відомий також спосіб виготовлення протеза стопи по патенту UA №79343, 2007р., який включає виготовлення по куксі інваліда негативу та формування по ньому позитиву, розміщення на ньому еластичного газонаповненого матеріалу, розміщення вставки із вуглетканини між шарами еластичного газонаповненого матеріалу в області гомілковостопного суглоба, вакуумування її та видержку одержаної гільзи до затвердіння, підгонку та обробку одержаної гільзи по розмірах кукси пацієнта, встановлення інваліда з гільзою на куксі на штучну стопу та вирівнювання ампутованої та здорової кінцівок по висоті, орієнтування штучної стопи відносно одержаної приймальної гільзи, виставлення необхідного її розвороту, закріплення гільзи на штучній стопі, заповнення пустих проміжків між ними полімерною композицією, закріплення корегуючого валика на підошовній поверхні штучної стопи закріплення на ній елементів фіксації до кінцівки та розміщення на протезі стопи косметичної оболонки. Спосіб дозволяє виготовляти протези на короткі кукси стопи або на довгі кукси гомілки. Недоліки його полягають у тому, що цей спосіб дозволяє виготовляти тільки об'ємні протези, що потребують спеціального взуття, та не забезпечують комфортного користуванням протезом, особливо при ходьбі по пересіченій місцевості. Крім того не забезпечується повний контакт гільзи з куксою, що зменшує опороздатність, сприяє виникненню місцевого тиску та потертостей. Технічною задачею винаходу є підвищення функціональності, косметичності, гігієнічності та зручності при користуванні протезами пацієнтами з ампутаціями стоп. Ця задача вирішена тим, що в способі виготовлення протеза стопи, який включає виготовлення по куксі інваліда негативу та формування по ньому позитиву, розміщення на ньому еластичного газонаповненого матеріалу, вакуумування та видержку одержаної гільзи до затвердіння, відмінністю є те, що гіпсовий позитив виготовляють до рівня колінного суглоба; на зони одержаного гомілковостопного гіпсового позитиву, які відповідають місцям кукси стопи, критичним до навантаження, накладають спочатку шар м'якої силіконової гумової суміші з твердістю за Шопаром 15 у.о. товщиною 2 мм; потім обгортають листом гумової суміші «Термосил» з твердістю за Шопаром 35 у.о. товщиною 2 мм та по позитиву формують заготовку приймальної гільзи протеза; надягають на неї чохол із полівінілспиртової плівки та проводять вакуумування, знімають плівку та вулканізують спочатку при температурі +(100-105) °С протягом (30-35)хв., потім при температурі +(145-150) °С протягом (2-2,5) годин; після цього видержують при кімнатній температурі до завершення процесу релаксації гумової суміші; одержану приймальну гільзу надягають на куксу; пацієнта встановлюють на пластину із термопласту, що моделює рельєф підошовної частини стопи; під п'ятку встановлюють косок, рівний висоті каблука взуття пацієнта; провіряють відповідність одержаної внутрішньої поверхні гільзи куксі стопи пацієнта та проводять розмітку її зовнішньої поверхні; після цього одержану приймальну гільзу розміщують на гомілковостопний позитив; на пластину із термопласту з 1 UA 97760 C2 5 10 15 20 25 30 35 40 45 50 55 60 коском під п'ятку розміщують лист силіконової гумової суміші з твердістю за Шором 35 у.о. товщиною 2 мм; встановлюють на ньому у відповідності з розміткою позитив з одержаною приймальною гільзою кукси стопи та моделюють по підошовній частині гільзи зовнішню оболонку силіконової частини протеза стопи; в область ампутованого переднього відділу стопи наносять шарами гумову суміш «Термосил» з твердістю за Шором 50 у.о.; поступово розподіляють її по фронтальній поверхні одержаної приймальної гільзи та формують носок і пальці протеза у відповідності з формою пальців збереженої кінцівки пацієнта; на верхню частину відформованого носка стопи протеза розміщують лист силіконової гумової суміші з твердістю за Шором 35 у.о. товщиною 2 мм та формують верхню частину зовнішньої оболонки протеза; краї підошовної та верхньої частини зовнішньої оболонки розподіляють по поверхні одержаної заготовки еластичного елемента протеза стопи; на одержану заготовку надягають трикотажну еластичну трубку та чохол з ПВС-плівки; за допомогою вакуумування проводять остаточне моделювання еластичного елемента протеза стопи, вулканізацію та охолодження до повного завершення релаксаційних процесів; із препрегу виготовляють викройку заготовки підошовної частини протеза стопи та викройку заготовки гомілкової частини приймальної гільзи протеза, які розміщують та закріплюють відповідно на підошовній частині одержаного еластичного елемента протеза стопи та на гомілковій частині гомілковостопного позитиву нижньої кінцівки; після цього спочатку проводять вакуумування заготовок із препрегу протягом 2-х годин при кімнатній температурі, термічну обробку під дією вакууму при температурі плюс (140±5) °С протягом 2-х годин та косметичну обробку одержаних жорстких елементів протеза стопи. Формування при виготовленні приймальної гільзи внутрішнього шару із Термосилу з твердістю 15 у.о. дає можливість забезпечити повний і міцний контакт зі шкірою кукси на відміну від прототипу та більш ефективно розвантажити болісні місця у її дистальному відділенні. Застосування Термосилу з твердістю 50 у.о для заповнення внутрішньої частини протеза стопи, збільшує пружність, опороздатність, стійкість та поліпшує динамічні характеристики виробу. Формування зовнішньої оболонки стопи з Термосилу твердістю 35 у.о. забезпечує високі косметичні та гігієнічні властивості протезу. Використання каркаса з препрегу дозволяє відновити довжину стопи, захищає дистальний відділ кукси від впливу граничних сил, які спостерігаються у кінці фази опори та зменшує навантаження на м'язи гомілки в порівнянні з прототипом. На кресленні показано загальний вигляд протеза для стопи з ампутацією за Шопаром. Спосіб реалізують наступним чином. По куксі інваліда виготовляють негатив, по якому формують гіпсовий позитив. Гіпсовий позитив кукси пацієнта обгортається підготовленим листом гумової суміші з твердістю за Шором 35 у.о. Крайки листа по всій поверхні позитива з'єднують і щільно притискають для отримання нероз'ємного з'єднання. Всі нерівності згладжують за допомогою шпателя. При наявності на куксі рубцевих тканин, кісткових виступів тощо на гіпсовому позитиві в необхідних місцях накладають шар м'якої силіконової гумової суміші з твердістю за Шором 15 у.о. для розвантаження. Крайки шару цієї гумової суміші ретельно розгладжують по поверхні позитива для запобігання різких переходів між ним і гільзою. На відформовану по позитиву гільзу протеза надягають трикотажну еластичну трубку, зшиту з одного кінця, і зав'язують вільний кінець під позитивом. Ця трубка виконує роль вакуумпроводу. Зверху на вакуумпровід натягують чохол із полівінілспиртової плівки, заварений з одного боку. Вільний кінець чохла приєднують до вакуумної установки, проводять вакуумування заготовки гільзи протягом 2-х годин до повного ущільнення гумової суміші на позитиві для прийняття рельєфу кукси. Після закінчення процесу вакуумування чохол із ПВС-плівки знімають з позитива з заготовкою гільзи і розміщують позитив у термошафі з температурою плюс 100 °С для вулканізації протягом 30 хвилин. Після цього температуру у термошафі підіймають до плюс 145 °С і видержують заготовку гільзи при цій температурі протягом (2-2,5) годин. Після завершення процесу термостатування позитив витягують із термошафи і охолоджують до кімнатної температури. Гільзу протеза витримують на позитиві протягом доби для завершення всіх релаксаційних процесів в матеріалі. Після цього гільзу знімають з позитива і, при необхідності, обробляють. Одержану гільзу протеза стопи із силіконової гумової суміші надягають на куксу пацієнта і перевіряють міцність утримання її на куксі та комфортність. Після цього проводять розмітку гільзи. Пацієнта встановлюють на підошовну пластину, що моделює рельєф підошовної частини стопи. Під п'ятку встановлюють косок, рівний по висоті каблука взуття пацієнта. У фронтальній та сагітальній площинах на поверхню гільзи наносять 2 UA 97760 C2 5 10 15 20 25 30 35 40 45 50 55 вертикальні лінії. Після цього гільзу протеза знімають з кукси пацієнта і надягають на гіпсовий позитив. На підошовну пластину з коском в п'ятковій області розміщують лист силіконової гумової суміші з твердістю за Шором 35 у.о. прямокутної форми необхідних розмірів товщиною 2 мм. На підошовну пластину з листом силіконової гумової суміші встановлюють позитив з гільзою і коригують його розміщення згідно з відмітками, міцно притискають до пластини, закріплюють на ній і з гумової суміші «Термосил» з твердістю по Шору 50 у.о. формують внутрішню частину та носок еластичного елемента протеза стопи, приєднуючи їх до торцевої частини гільзи та ущільнюючи кожний додатковий шматок суміші. Моделювання пальців здійснюється вручну у відповідності з формою пальців збереженої кінцівки. Крайки листа силіконової гумової суміші за допомогою шпателя розподіляють по поверхні гільзи та відформованого носка стопи. Зверху на відформований із суміші «Термосил» носок стопи накладають прямокутник необхідних розмірів із силіконової гумової суміші товщиною 2 мм з твердістю за Шором 35 у.о., ретельно розподіляють по відформованому носку, запобігаючи утворенню пухирів, та формують верх зовнішньої оболонки еластичного елемента протеза стопи. За допомогою шпателя розгладжують всі місця з'єднання окремих частин. Позитив з відформованим еластичним елементом протеза стопи закріплюють в лещатах за технологічну трубку. На позитив надягають трикотажну еластичну трубку, чохол з ПВС-плівки, приєднують до вакуумної установки і вакуумують протягом 2-х годин при кімнатній температурі. Після закінчення процесу вакуумування за допомогою шпателя коригують форму пальців і зовнішній рельєф поверхні еластичного елемента протеза стопи. Остаточно змодельований еластичний елемент протеза стопи розміщують в термошафі з температурою плюс 100 °С і вулканізують протягом 30 хвилин. Потім температуру піднімають до плюс (145-150) °С і проводять стадію термостатування (поствулканізацію) протягом 3-х годин. По завершенні цього циклу термошару, виготовлений еластичний елемент протеза стопи залишають на гіпсовому позитиві ще на 24 години для повного завершення релаксаційних процесів і, при необхідності, проводять остаточну обробку. Із препрегу виготовляють викройку заготовки підошовної частини для протеза стопи та викройку заготовки гомілкової частини приймальної гільзи протеза, які розміщують відповідно на підошовній частині одержаного силіконового протеза стопи та на гомілковій частині гомілковостопного позитиву нижньої кіцівки. Закріплюють викройки заготовок, наприклад, за допомогою ПВА-плівки та скотчу. Після цього спочатку проводять вакуумування заготовок із препрегу, розміщених на еластичному елементі протеза стопи та на гомілковій частині позитиву кінцівки пацієнта, протягом 2-х годин при кімнатній температурі, а потім термічну обробку під дією вакууму при температурі плюс (140±5) °С протягом 2-х годин. Після охолодження проводять косметичну обробку одержаних жорстких елементів протеза стопи за допомогою шарошильного верстата. Біомеханічні дослідження ходьби пацієнтів з ампутаціями стоп за Шопаром на протезах стопи, виготовлених запропонованим способом, показали, що коефіцієнт опорності підвищується в середньому до 0,98, що значно покращує опороздатність кінцівок. Центр тиску з області заднього відділу стопи зміщується до середини, що свідчить про підвищення стійкості за рахунок більш раціонального розподілу тиску між п'яткою та переднім відділом стопи протеза. Використання еластичного елемента протеза в поєднанні з жорсткою гільзою з препрегу дозволяє поліпшити ритмічність та плавність ходьби за рахунок реалізації перекату стопи через п'ятку та передній відділ стопи в опорний період кроку, знизити енерговитрати пацієнта при ходьбі та підвищити міцність протеза. Все це дозволяє підвищити функціональність, косметичність, гігієнічність, зручність та комфортність користування протезами стоп пацієнтам з важкими для протезування ампутаціями стоп за Шопаром, особливо при наявності на куксі рубцевих тканин, кісткових виступів та інших патологій, які супроводжуються больовими відчуттями. В УкрНДІпротезування такими протезами було забезпечено 5 пацієнтів ампутаціями стоп за Шопаром, які користувалися цими протезами від 4 до 12 міс. Відгуки пацієнтів позитивні. Всі пацієнти відмітили підвищення функціональності гомілково-стопного суглоба, поліпшення комфортності та полегшення користування протезом стопи. Таким чином, запропонований спосіб дозволяє розширити функціональність протезів стоп індивідуального виготовлення, підвищити зручність, косметичність та гігієнічність при користуванні. Забезпечення пацієнтів, особливо при наявності болісних спаяних рубців та кісткових виступів в області торця кукси, розробленими виробами сприятиме підвищенню якості 3 UA 97760 C2 реабілітації та дасть можливість вийти на новий рівень протезування інвалідів з куксами стоп на підприємствах галузі. ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 Спосіб виготовлення протезу стопи, що включає виготовлення по куксі інваліда негативу та формування по ньому позитиву, розміщення на ньому еластичного газонаповненого матеріалу, вакуумування та видержку одержаної гільзи до затвердіння, який відрізняється тим, що гіпсовий позитив виготовляють до рівня колінного суглоба; на зони одержаного гомілковостопного гіпсового позитиву, які відповідають місцям кукси стопи, критичним до навантаження, накладають спочатку шар м'якої силіконової гумової суміші з твердістю за Шором 15 у.о. товщиною 2 мм; потім обгортають листом гумової суміші з твердістю за Шором 35 у.о. товщиною 2 мм та по позитиву формують заготовку приймальної гільзи протеза; надягають на неї чохол із полівінілспиртової плівки та проводять вакуумування, знімають плівку та вулканізують спочатку при температурі +(100-105) °С протягом (30-35 хв.), потім при температурі +(145-150) °С протягом (2-2,5) годин; після цього видержують при кімнатній температурі до завершення процесу релаксації гумової суміші; одержану приймальну гільзу надягають на куксу; пацієнта встановлюють на пластину із термопласту, що моделює рельєф підошовної частини стопи; під п'ятку встановлюють косок, рівний висоті каблука взуття пацієнта; провіряють відповідність одержаної внутрішньої поверхні гільзи куксі стопи пацієнта та проводять розмітку її зовнішньої поверхні; після цього одержану приймальну гільзу розміщують на гомілковостопний позитив; на пластину із термопласту з коском під п'ятку розміщують лист силіконової гумової суміші з твердістю за Шором 35 у.о. товщиною 2 мм; встановлюють на ньому у відповідності з розміткою позитив з одержаною приймальною гільзою кукси стопи та моделюють по підошовній частині гільзи зовнішню оболонку силіконової частини протеза стопи; в область ампутованого переднього відділу стопи наносять шарами гумову суміш "Термосил" з твердістю за Шором 50 у.о.; поступово розподіляють її по фронтальній поверхні одержаної приймальної гільзи та формують носок і пальці протеза у відповідності з формою пальців збереженої кінцівки пацієнта; на верхню частину відформованого носка стопи протеза розміщують лист силіконової гумової суміші з твердістю за Шором 35 у.о. товщиною 2 мм та формують верхню частину зовнішньої оболонки протеза; краї підошовної та верхньої частини зовнішньої оболонки розподіляють по поверхні одержаної заготовки еластичного елемента протеза стопи; на одержану заготовку надягають трикотажну еластичну трубку та чохол з ПВСплівки; за допомогою вакуумування проводять остаточне моделювання еластичного елемента протеза стопи, вулканізацію та охолодження до повного завершення релаксаційних процесів; із препрегу виготовляють викройку заготовки підошовної частини протеза стопи та викройку заготовки гомілкової частини приймальної гільзи протеза, які розміщують та закріплюють відповідно на підошовній частині одержаного еластичного елемента протеза стопи та на гомілковій частині гомілковостопного позитиву нижньої кінцівки; після цього спочатку проводять вакуумування заготовок із препрегу протягом 2-х годин при кімнатній температурі, термічну обробку під дією вакууму при температурі плюс (140±5) °С протягом 2-х годин та косметичну обробку одержаних жорстких елементів протеза стопи. 4 UA 97760 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюProsthetic foot manufacturing method
Автори англійськоюVatolinskyi Leonid Yelivfierievych, Solntseva Iryna Leonardivna, Bielievtsova Liudmyla Olehivna, Hryshko Yevhenia Kuzmivna, Khmelevska Iryna Orestivna
Назва патенту російськоюСпособ изготовления протеза стопы
Автори російськоюВатолинский Леонид Еливферьевич, Солнцева Ирина Леонардовна, Белевцова Людмила Олеговна, Гришко Евгения Кузьминична, Хмелевская Ирина Орестовна
МПК / Мітки
Мітки: спосіб, протеза, виготовлення, стопи
Код посилання
<a href="https://ua.patents.su/7-97760-sposib-vigotovlennya-proteza-stopi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення протеза стопи</a>
Спосіб виготовлення протеза стопи
Номер патенту: 74282
Опубліковано: 15.11.2005
Автори: Хмелевська Ірина Орестівна, Чернов Євген Іванович, Салєєва Антоніна Денисівна, Бєлєвцова Людмила Олегівна, Зайцев Михайло Володимирович, Кабаненко Ірина Вадимівна, Гришко Євгенія Кузьмівна, Луковенко Олександр Олександрович
МПК: A61F 2/60
Мітки: протеза, стопи, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення протеза стопи, що включає виготовлення по куксі інваліда негативу, формування по ньому позитиву кукси, виготовлення по ньому гільзи протеза шляхом надягання на позитив шарів із трикотажних чохлів та просочування їх полімером, виготовлення зовнішньої оболонки протеза, наповнення носочної частини зовнішньої оболонки протеза полімерною композицією, розміщення гільзи кукси в зовнішній оболонці протеза та установку в зовнішній...
Спосіб виготовлення протеза стопи
Номер патенту: 79343
Опубліковано: 11.06.2007
Автори: Чернов Євген Іванович, Кабаненко Ірина Вадимівна, Певицька Галіна Іванівна, Бєлєвцова Людмила Олегівна, Луковенко Олександр Олександрович, Гришко Євгенія Кузьмівна, Хмелевська Ірина Орестівна
Мітки: спосіб, стопи, протеза, виготовлення
Формула / Реферат:
Спосіб виготовлення протеза стопи, що включає виготовлення по куксі інваліда негатива та формування по ньому позитива, виготовлення по позитиву гільзи протеза шляхом надягання на нього 3-4 шарів зшитих трикотажних рукавів, нанесення на них полімерної композиції, вакуумування її та витримування одержаної гільзи до затвердіння, приєднання гільзи до стандартної стопи, обрізання гільзи до потрібного розміру, встановлення елементів кріплення та...
Спосіб виготовлення протеза при ампутації стопи по шопару та лісфранку
Номер патенту: 85969
Опубліковано: 10.03.2009
Автори: Луковенко Олександр Олександрович, Ватолінський Леонід Єлівфєрієвич, Гришко Євгенія Кузьмівна, Бєлєвцова Людмила Олегівна, Хмелевська Ірина Орестівна
МПК: C08L 63/00, A61F 2/60, A61F 2/66
Мітки: лісфранку, шопару, ампутації, спосіб, виготовлення, протеза, стопи
Формула / Реферат:
Спосіб виготовлення протеза стопи, що включає виготовлення по куксі інваліда негативу та формування по ньому позитиву, надівання на позитив армуючих трикотажних чохлів шарів зшитих трикотажних трубок, нанесення на них полімерної композиції, вакуумування її та полімеризацію одержаної гільзи, обрізання гільзи до потрібної форми та розміру, закріплення на ній елементів фіксації до кінцівки та розміщення косметичної оболонки, який відрізняється...
Спосіб виготовлення вкладиша для гільзи протеза кінцівки
Номер патенту: 92230
Опубліковано: 11.10.2010
Автори: Корнєєв Сергій Вікторович, Щетиніна Любов Григорівна, Ватолінський Леонід Єлівфєрієвич, Хмелевська Ірина Орестівна, Луковенко Олександр Олександрович, Бєлєвцова Людмила Олегівна
МПК: A61F 2/80
Мітки: протеза, виготовлення, вкладиша, гільзи, спосіб, кінцівки
Формула / Реферат:
Спосіб виготовлення вкладиша для гільзи протеза кінцівки, відповідно до якого із листового термоформівного матеріалу вирізають заготовку вкладиша приймальної гільзи, по гіпсовій моделі формують опорний елемент, який разом із заготовкою вкладиша вулканізують до затвердіння, та обрізають зайві виступи на краях, який відрізняється тим, що вирізають заготовку опорного елемента із листового матеріалу, виготовленого із силіконової гумової суміші,...
Зм’якшуючий вкладиш в гільзу протеза стопи
Номер патенту: 60113
Опубліковано: 15.09.2003
Автори: Луковенко Олександр Олександрович, Салєєва Антоніна Денисівна, Чернов Євген Іванович
МПК: A61F 2/80, A61F 2/42, A61F 2/66, A61F 2/60
Мітки: гільзу, вкладиш, протеза, зм'якшуючий, стопи
Формула / Реферат:
Зм'якшуючий вкладиш в гільзу протеза стопи, що виконаний у вигляді чашоподібного еластичного опорного шару, внутрішня поверхня якого повторює форму опорної поверхні дистального кінця кукси, який відрізняється тим, що в нього введено зовнішню жорстку оболонку, дистальна частина якої виконана у вигляді площинки, встановленої у гільзу, перпендикулярно до осі великогомілкової кістки, дистальна частина жорсткої оболонки, яка має однакову товщину,...
Попередній патент: Ортез на гомілковостопний суглоб і стопу
Наступний патент: Багатошарове полімерне покриття металевих труб
Випадковий патент: Система і спосіб для здійснення керування віддаленими комп'ютерами