Пристрій для виготовлення гальмівних елементів приводів машин на протяжному верстаті
Номер патенту: 98774
Опубліковано: 12.05.2015
Формула / Реферат
Пристрій для оброблення радіусів гальмівних елементів на протяжному верстаті, який виконано у вигляді планшайби, яка жорстко з'єднана з корпусом протяжного верстата, установчих, кріпильних і направляючих елементів, патрона захоплення головки протяжки і її переміщення, який відрізняється тим, що заготовки гальмівних елементів жорстко встановлені в обойму з двох сторін від ріжучих елементів протяжки в кількості по 5 штук і закріплені притискачами пневмоциліндра, який жорстко встановлений у верхній частині фланця верстата, причому робоча частина протяжки виконана прямокутної форми, а з двох протилежних сторін якої виконані зуби по радіусу з відповідним їх кутом підйому, з двох протилежних сторін в тілі протяжки від зубів виконані паралельні направляючі трапецеподібні пази, один з яких є у взаємодії з направляючим трапецеподібним роликом, який жорстко встановлений на осі в опорі з можливістю кругового провертання, крім цього пристрій оснащений механізмом повороту протяжки на 180°, який виконано у вигляді циліндричної обойми, упора поворотного з ручкою, а також механізму затиску заготовок, який виконано у вигляді пневмоциліндра, до вільного кінця штока жорстко закріплено двоплечий важіль з можливістю шарнірного провертання, який вільними кінцями є у взаємодії з заготовками, а також механізму повороту заготовок на 180° в патроні, який виконано у вигляді упора поворотного, який жорстко з'єднаний з елементами його фіксації через тіла кочення і гвинти.
Текст
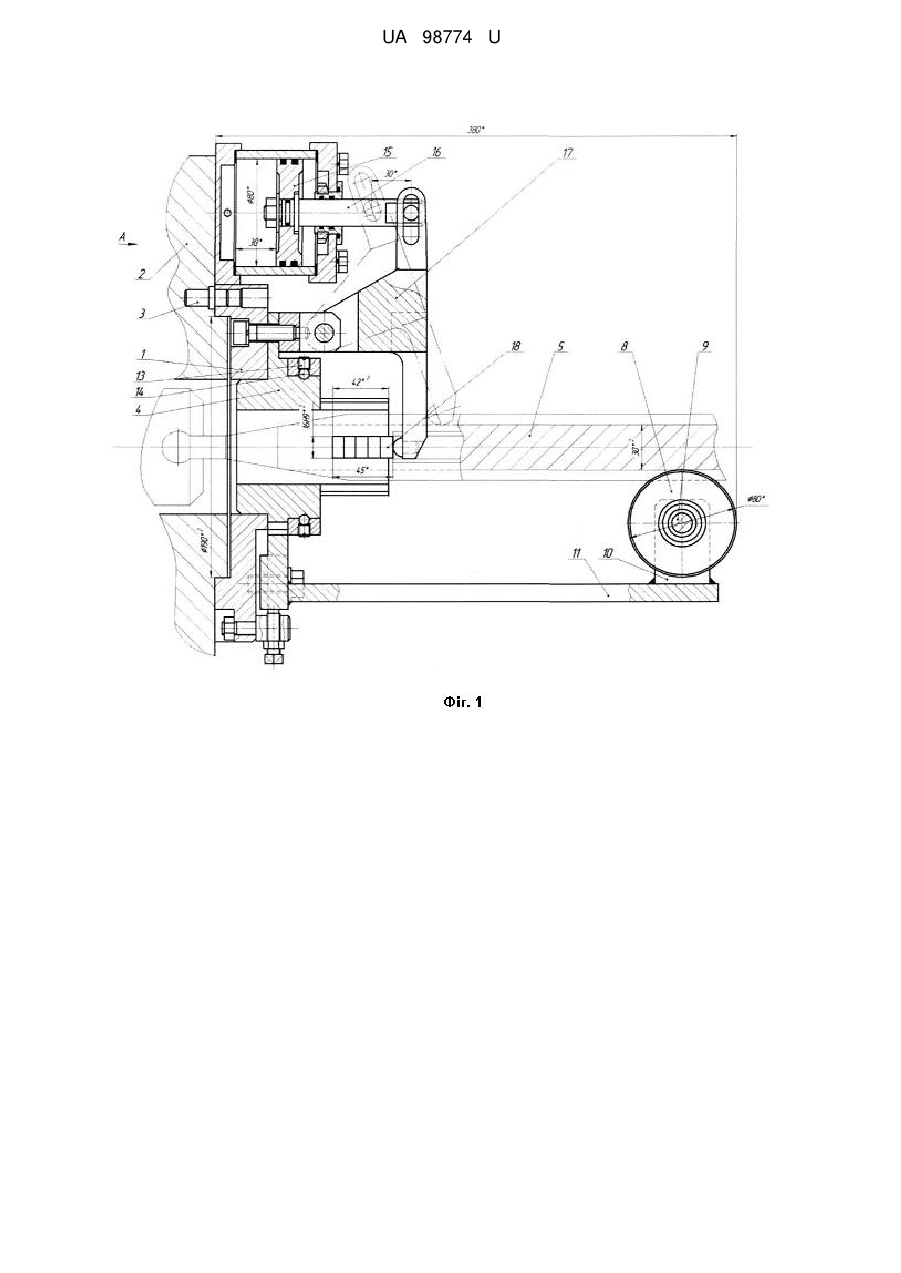
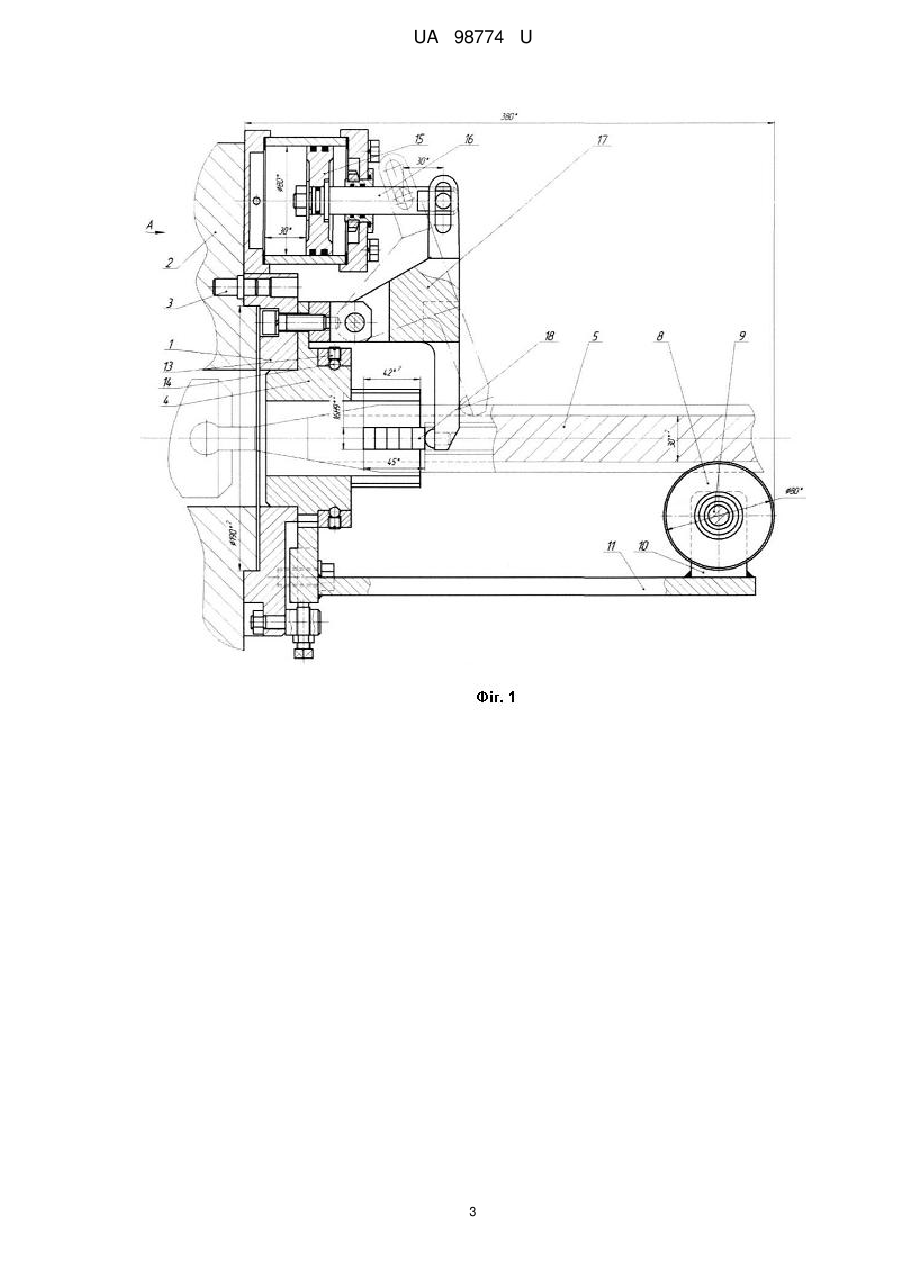
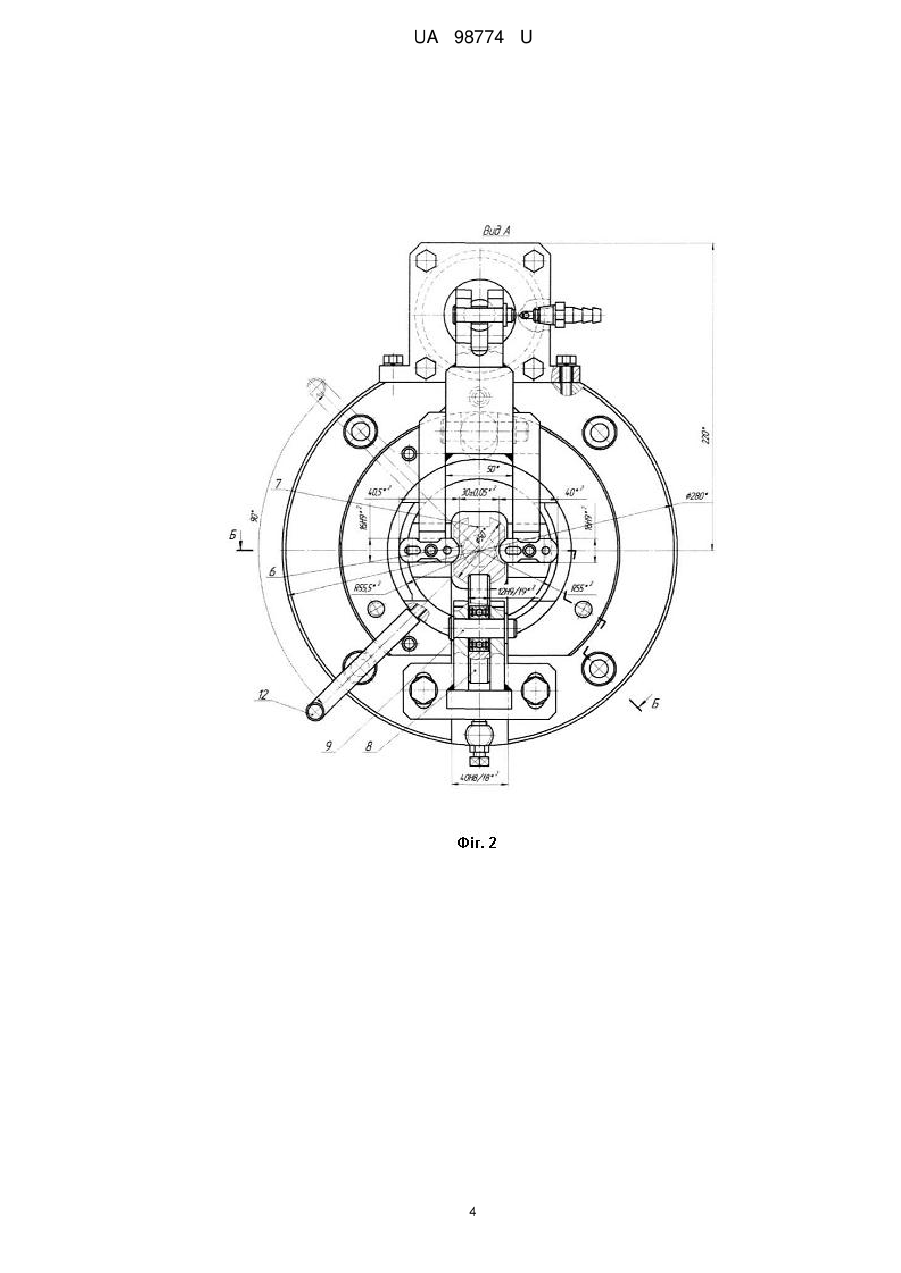
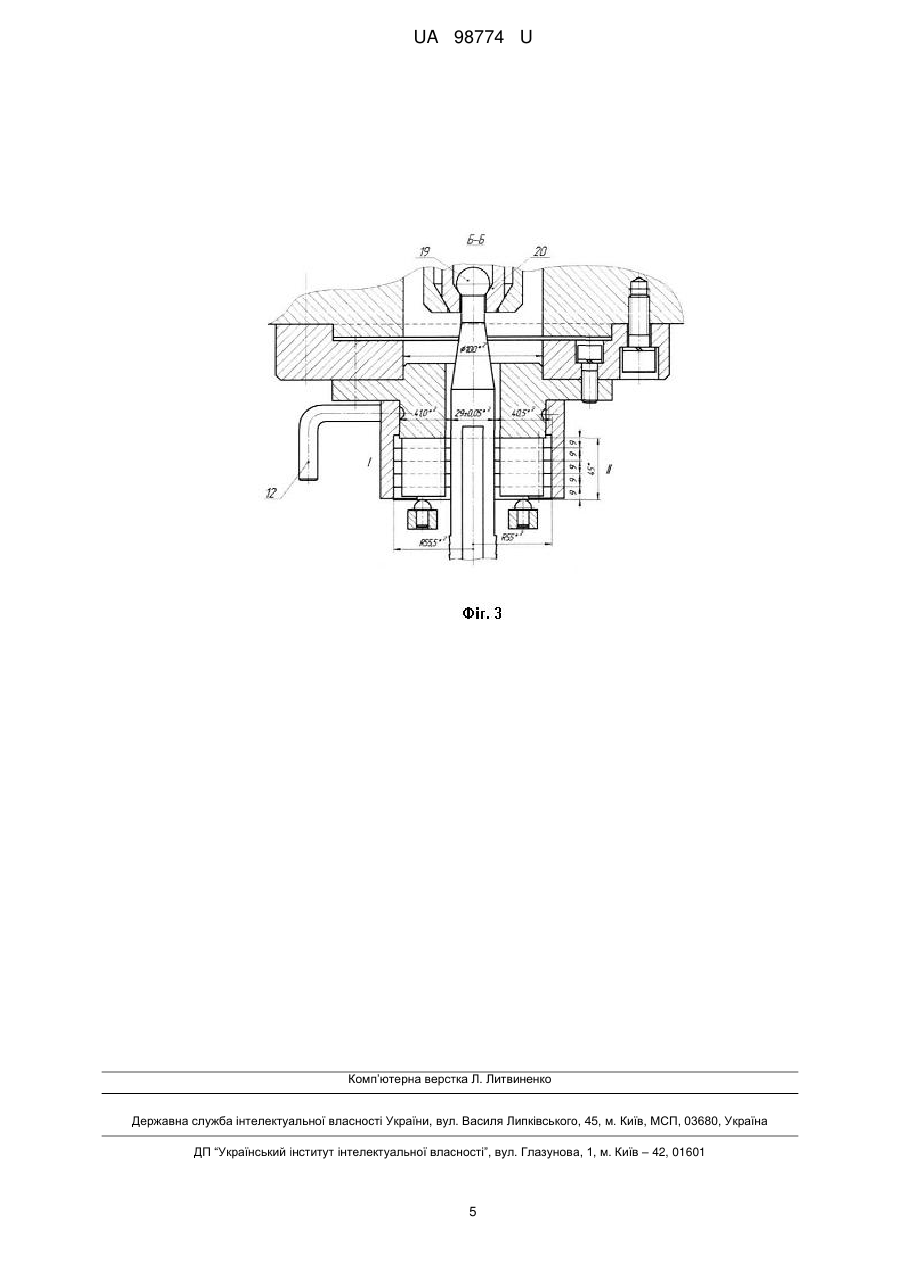
Реферат: Пристрій для оброблення радіусів гальмівних елементів на протяжному верстаті виконано у вигляді планшайби, яка жорстко з'єднана з корпусом протяжного верстата, установчих, кріпильних і направляючих елементів, патрона захоплення головки протяжки і її переміщення. Заготовки гальмівних елементів жорстко встановлені в обойму з двох сторін від ріжучих елементів протяжки в кількості по 5 штук і закріплені притискачами пневмоциліндра, який жорстко встановлений у верхній частині фланця верстата, причому робоча частина протяжки виконана прямокутної форми, а з двох протилежних сторін якої виконані зуби по радіусу з відповідним їх кутом підйому, з двох протилежних сторін в тілі протяжки від зубів виконані паралельні направляючі трапецеподібні пази, один з яких є у взаємодії з направляючим трапецеподібним роликом, який жорстко встановлений на осі в опорі з можливістю кругового провертання, крім цього пристрій оснащений механізмом повороту протяжки на 180°, який виконано у вигляді циліндричної обойми, упора поворотного з ручкою, а також механізму затиску заготовок, який виконано у вигляді пневмоциліндра, до вільного кінця штока жорстко закріплено двоплечий важіль з можливістю шарнірного провертання, який вільними кінцями є у взаємодії з заготовками, а також механізму повороту заготовок на 180° в патроні, який виконано у вигляді упора поворотного, який жорстко з'єднаний з елементами його фіксації через тіла кочення і гвинти. UA 98774 U (12) UA 98774 U UA 98774 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування і може мати використання для виготовлення деталей привода машин і механізмів. Відомий пристрій для оброблення великої головки шатуна, який виконано у вигляді планшайби, яка жорстко з'єднана з корпусом протяжного верстата, установчих, кріпильних і направляючих елементів, патрона захоплення головки протяжки і її переміщення (Кацев П.Г. Протяжные работы. - М.: Высшая школа. 1985. - Рис.75). Основний недолік пристрою - мала продуктивність праці і обмежені технологічні можливості. Відома також фасонна протяжка для протягування бокових поверхонь в обоймах гвинтових насосів у вигляді круглих і фасонних отворів, в яких після звичайних ріжучих і чистових зубів розміщені виглажувальні зуби (Кацев П.Г. Протяжные работы. - М.: Высшая школа. 1985. - Рис. 44). Основний недолік - мала продуктивність праці. В основу корисної моделі поставлена задача розширення технологічних можливостей і підвищення продуктивності праці. Поставлена задача вирішується тим, що пристрій для оброблення радіусів гальмівних елементів на протяжному верстаті виконано у вигляді планшайби, яка жорстко з'єднана з корпусом протяжного верстата за допомогою установчих, кріпильних і направляючих елементів, патрона захоплення головки протяжки і її переміщення, причому заготовки гальмівних елементів жорстко встановлені в обойму з двох сторін від ріжучих елементів протяжки в кількості по 5 штук і закріплені притискачами пневмоциліндра, який жорстко встановлений у верхній частині фланця верстата, причому робоча частина протяжки виконана прямокутної форми, по обидві протилежні сторони робочої частини протяжки виконані по радіусу зуби, з відповідним їх кутом підйому, а з двох протилежних сторін в тілі протяжки від зубів виконані трапецеподібні паралельні направляючі пази, один з яких взаємодіє з направляючим трапецеподібним роликом, який жорстко встановлений на осі в опорі з можливістю кругового провертання, крім цього пристрій оснащено механізмом повороту протяжки на 180°, який виконано у вигляді циліндричної обойми, упора поворотного механізму з ручкою, а також механізму затиску заготовок, який виконано у вигляді пневмоциліндра, а до вільного кінця штока жорстко закріплено двоплечий важіль з можливістю шарнірного провертання, який вільними кінцями взаємодіє з заготовками, а також механізму повороту заготовок на 180° в патроні, який виконано у вигляді упора поворотного, який жорстко з'єднаний з елементами його фіксації через тіла кочення і гвинти. Пристрій для оброблення радіусних поверхонь гальмівних елементів запобіжних муфт зображено на фіг. 1, фіг. 2 - вид А на фіг. 1 і фіг. 3 - переріз по Б-Б на фіг. 2. Пристрій для оброблення радіусних поверхонь гальмівних елементів запобіжних муфт виконано у вигляді планшайби 1, яка жорстко кріпиться до фланця протяжного верстата 2 болтами з фіксацією і орієнтацією через штифт 3. Всередині планшайби 1 жорстко встановлена обойма 4 з наскрізним прямокутним отвором, куди встановлена протяжка 5 прямокутної форми, в якій з двох протилежних сторін виконані ріжучі радіусні зуби 6 з відповідним кутом підйому. В двох протилежних сторонах протяжки в її тілі виконані паралельні направляючі трапецеподібні пази 7 до осі протяжки, один із них є у взаємодії з направляючим опорним трапецеподібним роликом 8, який жорстко встановлений на осі 9 в опорі 10 з можливістю кругового провертання. Опора жорстко встановлена на опорній плиті 11, яка жорстко з'єднана з обоймою 4 і для забезпечення жорсткості пристрою, і відповідно якості оброблення деталей. Особливістю конструкції пристрою і протяжки є те, що її можна повертати на 180° і опорний направляючий ролик 8 буде у взаємодії з другим пазом протяжки 7, тим самим забезпечити жорсткість системи ВПІД. Це здійснює механізм повороту протяжки 5, який виконано у вигляді циліндричної обойми 4. Крім цього пристрій оснащений механізмом повороту протяжки на 180°, який виконано у вигляді циліндричної обойми 4, упора поворотного з ручкою 12, механізму затиску цього положення, який виконано у вигляді кульок 13 з гвинтами 14, які розміщені через 180°. Пристрій також оснащений механізмом затиску заготовок у вигляді пневмоциліндра 15 зі штоком 16, до вільного його кінця жорстко закріплено двоплечий важіль 17, який вільним кінцем є у взаємодії з пакетами заготовок 18, які встановлені в обоймі 4 по п'ять штук з двох сторін від протяжки 5. Робота пристрою для оброблення радіусних поверхонь гальмівних елементів запобіжних муфт здійснюється наступним чином. Гальмівні елементи 18 в кількості по 5 штук встановлюються у паралельні два гнізда обойми 4 і затискується двоплечим важелем 17. Після цих підготовчих операцій в пристрій встановлюють протяжку 5 і її головку 19 під'єднують до патрона 20 протяжного верстата, а направляючий опорний трапецеподібний ролик 8 1 UA 98774 U 5 встановлюють у відповідний паз 7 протяжки 5 і в зону різання подають охолоджувальнозмащувальну рідину. Включають верстат і при цьому здійснюється процес оброблення радіусних поверхонь з однієї сторони гальмівних елементів. Після цього протяжку знімають, заготовки 18 переставляють на 180° і технологічний процес виконують аналогічно до першого. До переваг пристрою відновиться підвищення продуктивності праці і покращення якості продукції. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 Пристрій для оброблення радіусів гальмівних елементів на протяжному верстаті, який виконано у вигляді планшайби, яка жорстко з'єднана з корпусом протяжного верстата, установчих, кріпильних і направляючих елементів, патрона захоплення головки протяжки і її переміщення, який відрізняється тим, що заготовки гальмівних елементів жорстко встановлені в обойму з двох сторін від ріжучих елементів протяжки в кількості по 5 штук і закріплені притискачами пневмоциліндра, який жорстко встановлений у верхній частині фланця верстата, причому робоча частина протяжки виконана прямокутної форми, а з двох протилежних сторін якої виконані зуби по радіусу з відповідним їх кутом підйому, з двох протилежних сторін в тілі протяжки від зубів виконані паралельні направляючі трапецеподібні пази, один з яких є у взаємодії з направляючим трапецеподібним роликом, який жорстко встановлений на осі в опорі з можливістю кругового провертання, крім цього пристрій оснащений механізмом повороту протяжки на 180°, який виконано у вигляді циліндричної обойми, упора поворотного з ручкою, а також механізму затиску заготовок, який виконано у вигляді пневмоциліндра, до вільного кінця штока жорстко закріплено двоплечий важіль з можливістю шарнірного провертання, який вільними кінцями є у взаємодії з заготовками, а також механізму повороту заготовок на 180° в патроні, який виконано у вигляді упора поворотного, який жорстко з'єднаний з елементами його фіксації через тіла кочення і гвинти. 2 UA 98774 U 3 UA 98774 U 4 UA 98774 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюHevko Ihor Bohdanovych
Автори російськоюГевко Игорь Богданович
МПК / Мітки
МПК: B21C 37/06
Мітки: протяжному, елементів, виготовлення, верстаті, пристрій, приводів, машин, гальмівних
Код посилання
<a href="https://ua.patents.su/7-98774-pristrijj-dlya-vigotovlennya-galmivnikh-elementiv-privodiv-mashin-na-protyazhnomu-verstati.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення гальмівних елементів приводів машин на протяжному верстаті</a>
Пристрій для виготовлення гальмівних елементів приводів машин на зубофрезерному верстаті
Номер патенту: 98773
Опубліковано: 12.05.2015
Автори: Гудь Віктор Зіновійович, Гевко Богдан Матвійович, Гевко Ігор Богданович
МПК: B21C 37/06
Мітки: гальмівних, пристрій, елементів, виготовлення, приводів, верстаті, зубофрезерному, машин
Формула / Реферат:
Пристрій для виготовлення гальмівних елементів приводів машин на зубофрезерному верстаті, який виконано у вигляді станини, стола, оправки, зубофрезерного супорта, приводу, черв'ячної фрези і механізму базування і закріплення, який відрізняється тим, що вузол встановлення заготовок і їх оброблення виконано у вигляді приставного пристрою з установчою горизонтальною круглою плитою у вигляді касети, піднятою над столом верстата на висоті 200-300...
Пристрій для відновлення ріжучого інструмента м’ясорізальних машин на токарно-гвинторізному верстаті
Номер патенту: 50078
Опубліковано: 25.05.2010
Автори: Осипенко Василь Іванович, Каптановський Дмитро Вадимович, Хандюк Микола Васильович, Некоз Олександр Іванович, Батраченко Олександр Вікторович, Літовченко Ігор Миколайович
МПК: B02C 18/26
Мітки: м'ясорізальних, ріжучого, відновлення, інструмента, машин, токарно-гвинторізному, верстаті, пристрій
Формула / Реферат:
Пристрій для відновлення ріжучого інструмента м'ясорізальних машин на токарно-гвинторізному верстаті, який складається з приводу заточувального круга, механізму повороту, планшайби із кріпильними елементами, генератора електроіскрових розрядів, генератора зварювального струму, тримача зварювального електрода, тримача електрода для електроімпульсного легування, тримача державки для алмазного вигладжування, причому привід заточувального круга...
Регулюєма фрикційна муфта для приводних елементів, зв’язаних, а саме, з карданними валами приводів сільськогосподарських машин з валом відбору потужності трактору
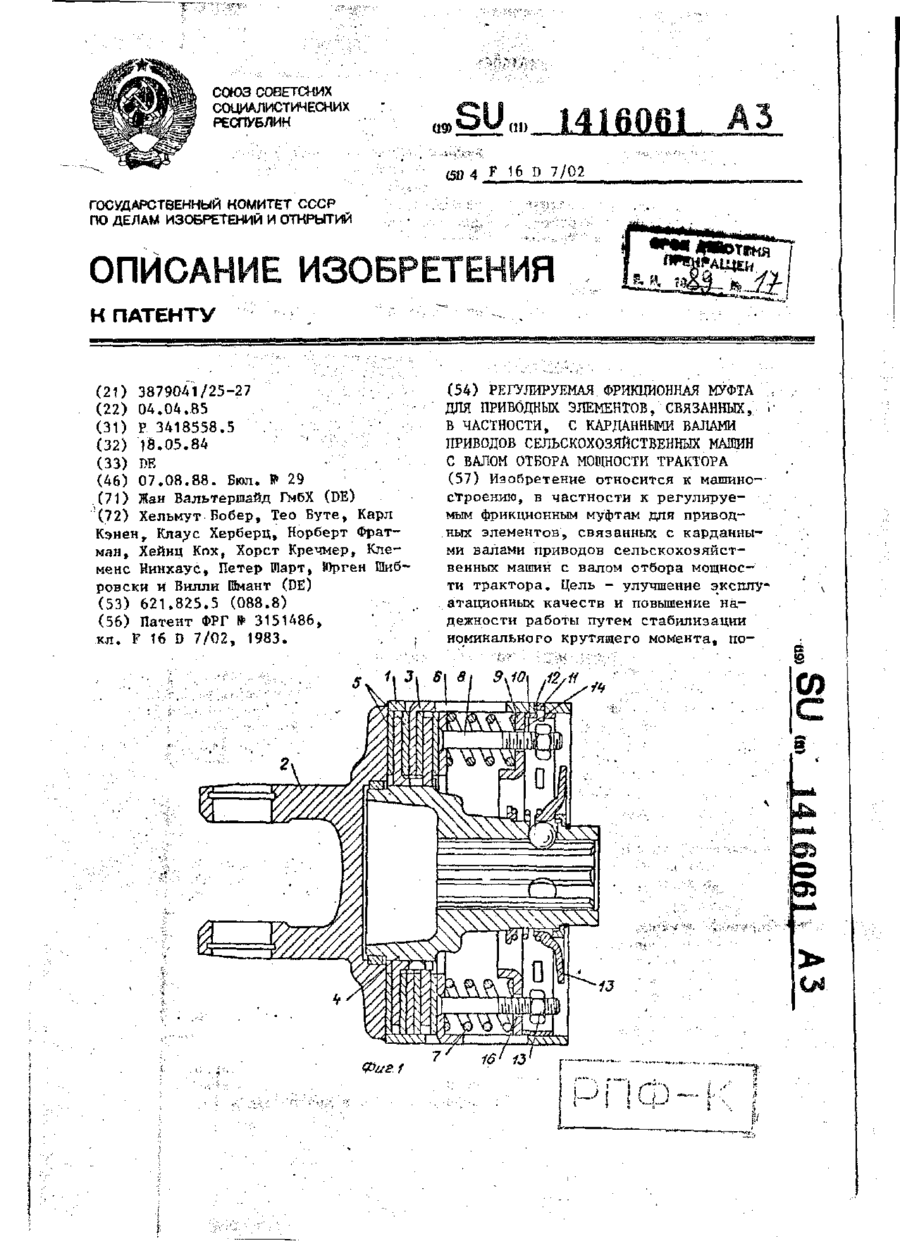
Номер патенту: 4934
Опубліковано: 28.12.1994
Автори: Хорст Кречмер, Клаус Херберц, Юрген Шибровскі, Хейнц Кох, Норберт Фратман, Карл Кенен, Тео Буте, Клеменс Нінхаус, Хельмут Бобер, Віллі Шмант, Петер Шарт
МПК: F16D 7/02
Мітки: муфта, валом, елементів, регулюєма, потужності, зв'язаних, сільськогосподарських, саме, приводів, валами, машин, трактору, фрикційна, карданними, відбору, приводних
Формула / Реферат:
1. Регулируемая фрикционная муфта для приводных элементов, связанных, в частности, с карданными валами приводов сельскохозяйственных машин с валом отбора мощности трактора, содержащая внутреннюю часть, чашеобразный наружный корпус, установленные между ними промежуточные диски, соединенные попеременно с внутренней частью и корпусом с возможностью совместного вращения, и установленные между дисками кольцеобразные фрикционные накладки, а...
Пристрій для виготовлення профільних гвинтових елементів
Номер патенту: 44468
Опубліковано: 12.10.2009
Автори: Гупка Андрій Богданович, Ляшук Олег Леонтійович, Гевко Іван Богданович, Івасечко Роман Романович, Палюх Андрій Ярославович
МПК: B21D 11/06
Мітки: профільних, виготовлення, пристрій, гвинтових, елементів
Формула / Реферат:
Пристрій для виготовлення профільних гвинтових елементів, який виконано у вигляді приводу, токарного патрона, заднього центру, оправки, на якій встановлені центральними отворами диски з конічними зовнішніми поверхнями з можливістю осьового переміщення за формою і розмірами аналогічно внутрішній формі гвинтового елемента, а по зовнішньому діаметру у вигляді плавної конічної форми, а з двох кінців на оправці жорстко закріплені циліндричні опори...
Пристрій для закріплення заготовки на верстаті
Номер патенту: 95041
Опубліковано: 10.12.2014
Автори: Ткаченко Микола Васильович, Бабич Валентин Миколайович
МПК: B23B 31/40
Мітки: пристрій, закріплення, заготовки, верстаті
Формула / Реферат:
Пристрій для закріплення заготовки на верстаті, що складається із затискного пристосування, гідропривода затиску заготовки і гідропривода подачі, який відрізняється тим, що він оснащений гідравлічним каналом, який з'єднує гідропривод затиску з гідроприводом подачі, та механізмом перемикання гідроприводів за тиском, виконаним у вигляді двох зворотних клапанів, один з яких установлений у каналі зв'язку гідроприводів затиску і подачі, а інший -...
Попередній патент: Пристрій для виготовлення гальмівних елементів приводів машин на зубофрезерному верстаті
Наступний патент: Вагон-цистерна для затвердівальних продуктів
Випадковий патент: Спосіб одержання рекомбінантного фактора viii, рекомбінантний фактор viii, культуральне середовище