Пристрій для гасіння коливань шпинделя металорізального верстата
Номер патенту: 100366
Опубліковано: 27.07.2015
Автори: Аралкіна Ксенія Анатоліївна, Сьомочкин Альберт Борисович, Аралкін Анатолій Сергійович
Формула / Реферат
1. Пристрій для гасіння коливань шпинделя металорізального верстата, що включає вал шпинделя, вимірювальний і силовий вузли, які виконані у вигляді чотирьох датчиків, при цьому датчики вимірювального вузла сполучені між собою по диференціальній мостовій схемі, що включає змінний опір балансування, схему керування, що включає фільтр електричного сигналу, порівняльний і задавальний пристрої, підсилювач електричного сигналу, виконаний з можливістю формування керуючого електричного сигналу у вигляді негативного зворотного зв'язку і подачі на його датчики силового вузла, який відрізняється тим, що вимірювальний і силовий вузли пристрою для гасіння коливань шпинделя металорізального верстата змонтовані на додаткових підшипниках вала шпинделя, розташованих в середній його частині, при цьому датчики виконані з п'єзоелементів - на вимірювальному вузлі з можливістю продукувати електричний заряд - сенсорів, а в силовому вузлі з можливістю подовжуватися або стискатися під дією електричного сигналу - актуаторів, які у вимірювальному і силовому вузлах симетрично і радіально розташовані по відношенню до осі вала шпинделя, причому п'єзоелементи-сенсори закріплені на несучій системі верстата жорстко, а п'єзоелементи-актуатори закріплені на ресорах, опір балансування встановлений в одне плече моста вимірювального вузла паралельно одному з п'єзоелементів-сенсорів, при цьому пристрій додатково включає блок адаптивного керування, що включає схему формування адаптивного сигналу, виконаний з можливістю подачі на нього посиленого сигналу від схеми керування, формування керуючих електричних сигналів, які послідовно подаються на п'єзоелементи-актуатори силового датчика, і можливістю селективної адаптивної подачі їх як мінімум на один п'єзоелемент-актуатор.
2. Пристрій за п. 1, який відрізняється тим, що амортизатори силового вузла виконані у вигляді гвинтових пружин, які встановлені в корпусі, жорстко закріпленому на несучій системі верстата, причому кожен з п'єзоелементів-актуаторів зафіксований в корпусі в осьовому напрямі гвинтом.
Текст
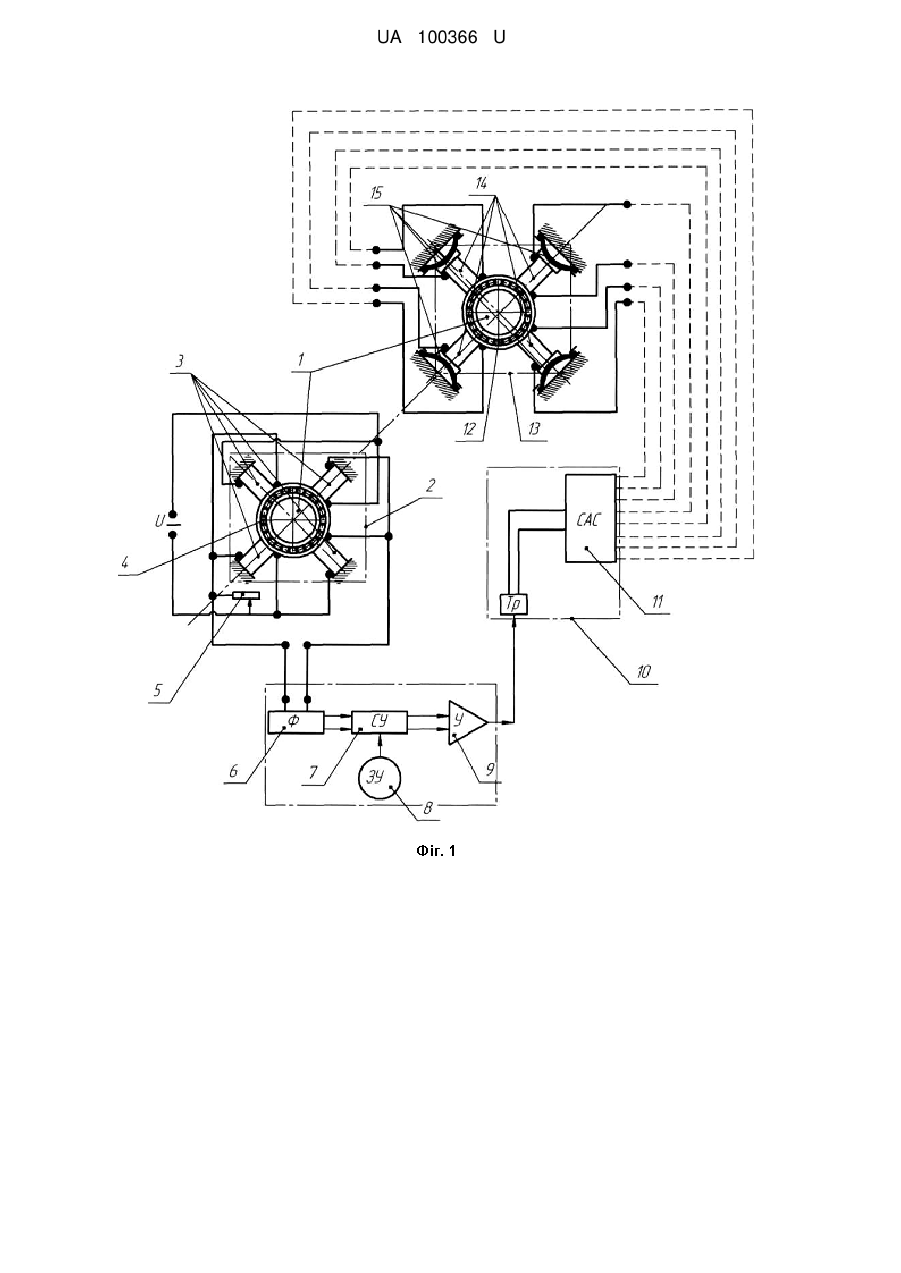
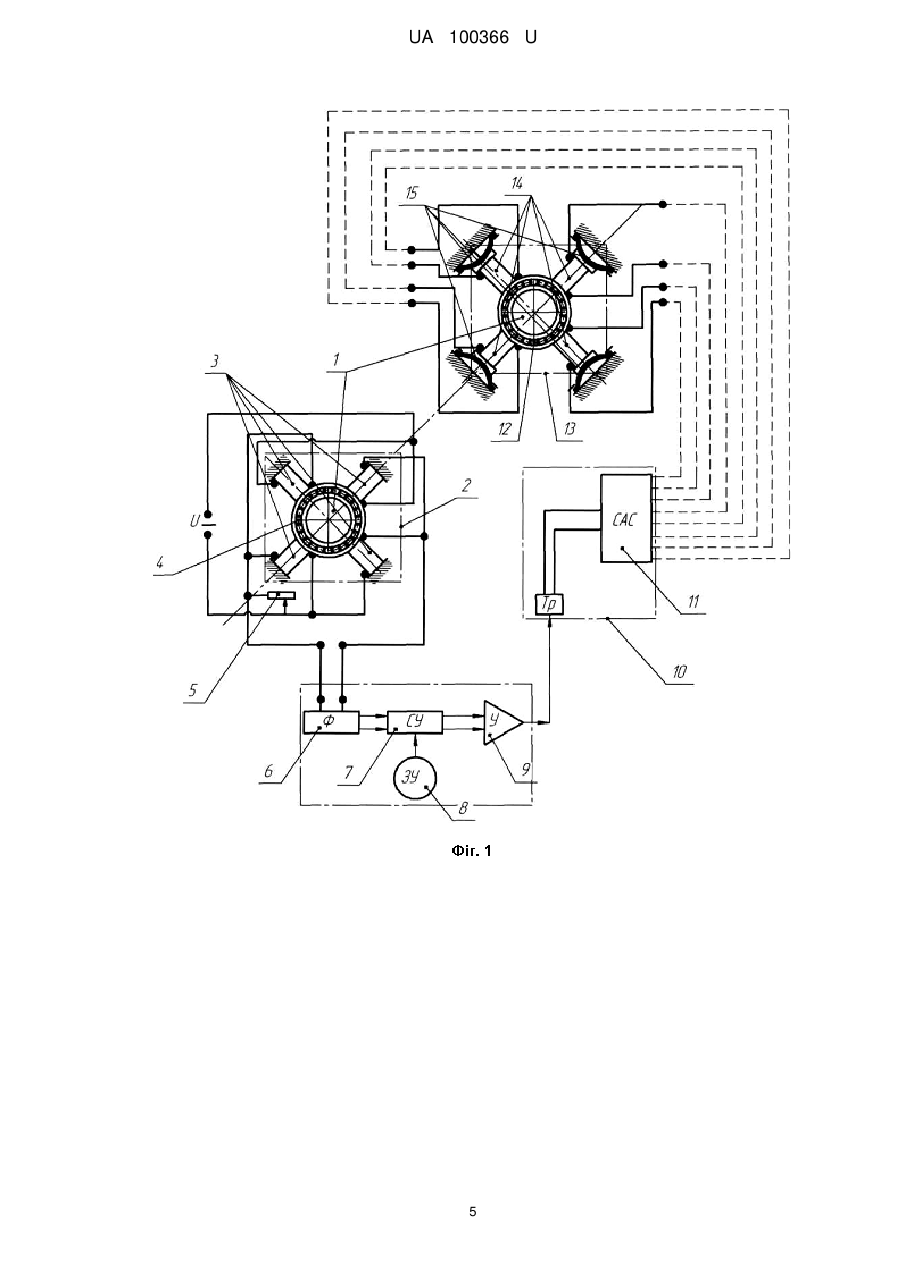
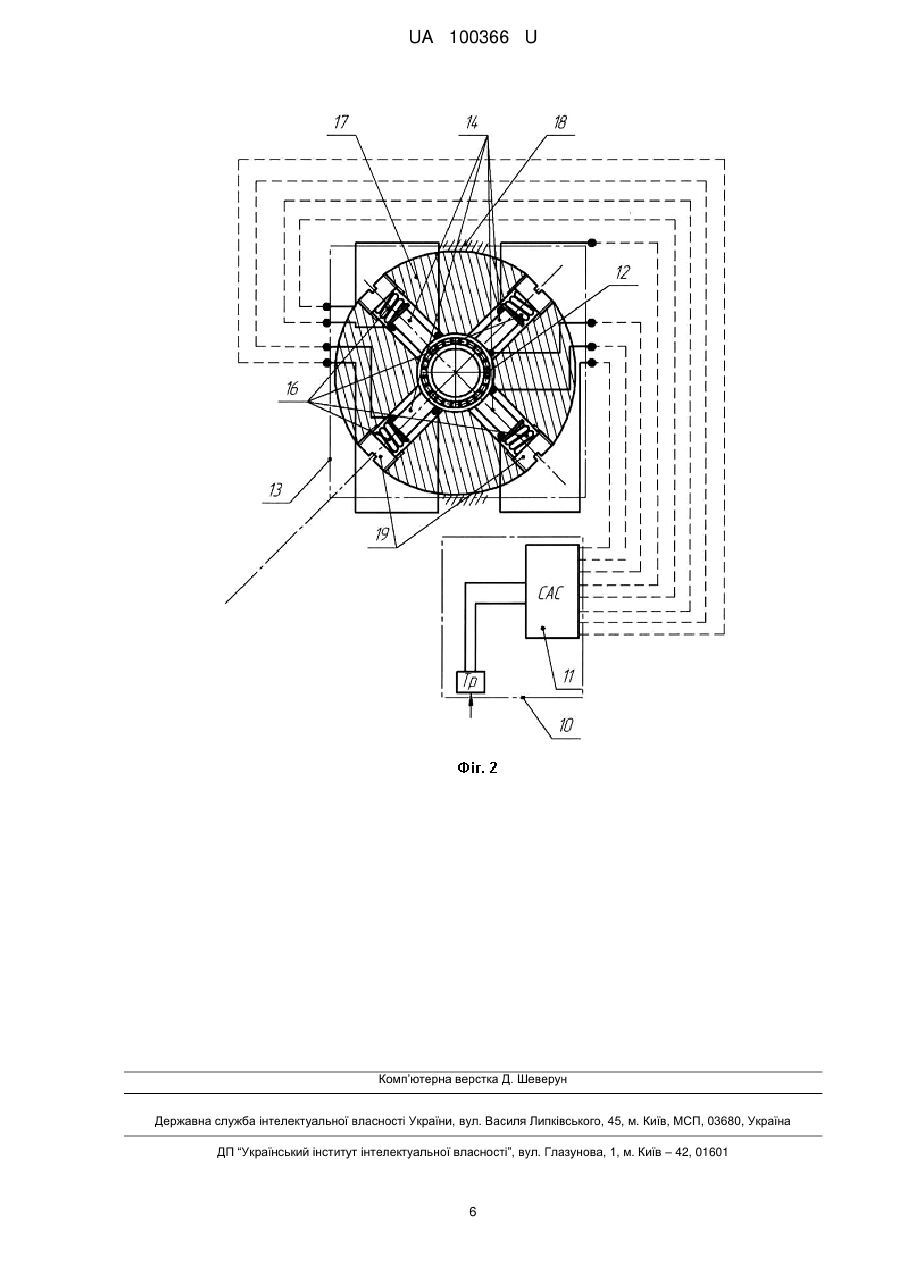
Реферат: Пристрій для гасіння коливань шпинделя металорізального верстата, що включає вал шпинделя, вимірювальний і силовий вузли, які виконані у вигляді чотирьох датчиків, при цьому датчики вимірювального вузла сполучені між собою по диференціальній мостовій схемі, що включає змінний опір балансування, схему керування, що включає фільтр електричного сигналу, порівняльний і задавальний пристрої, підсилювач електричного сигналу, виконаний з можливістю формування керуючого електричного сигналу у вигляді негативного зворотного зв'язку і подачі на його на датчики силового вузла, причому вимірювальний і силовий вузли пристрою для гасіння коливань шпинделя металорізального верстата змонтовані на додаткових підшипниках вала шпинделя, розташованих в середній його частині, при цьому датчики виконані з п'єзоелементів - на вимірювальному вузлі з можливістю продукувати електричний заряд - сенсорів, а в силовому вузлі з можливістю подовжуватися або стискатися під дією електричного сигналу. UA 100366 U (12) UA 100366 U UA 100366 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до верстатобудування, а саме до пристроїв, що гасять коливання шпинделів металообробних верстатів. Відомий пристрій для гасіння радіальних коливань, який може бути використаний в конструкції валів і, зокрема, шпиндельних валів (Виброгаситель колебаний. Н.А. Андрияш/ А.с. № 379326, Кл. F16F7/00. Заявл. 03.05.89. Опубл. 07.07.92. Бюл. № 25). Віброгасник містить вал або борштангу зі встановленими на ньому дисками, а також притискний пристрій, який оснащений кільцями і регулювальними гвинтами. Кільця з пружного матеріалу розміщені в борштанзі і охоплюють диски. Пружини встановлені між кільцями і дисками в діаметрально протилежних точках. Регулювальні гвинти взаємодіють з кільцями по зовнішньому діаметру. Пружини і регулювальні гвинти розташовані у взаємно перпендикулярних площинах. Недоліком відомого пристрою є складність конструкції і неможливість його встановлення на шпинделі верстата, оскільки при цьому необхідно змінювати конструкцію самого шпинделя і проводити розбирання бабки шпинделя для його налагодження. Крім того, відомий пристрій не може компенсувати всі вимушені коливання шпинделя верстата, оскільки спектр частот його коливань залежить від частоти власних коливань системи ВПІД, яка змінюється під час механічної обробки заготовки за рахунок зміни складових сил різання, точки прикладення цих сил, маси заготовки, що обертається, та її геометричних розмірів, а налагодження пристрою здійснюється одноразово перед початком роботи верстата. Відомий також пристрій автоматичної компенсації пружних коливань шпинделя металорізального верстата, що включає вал шпинделя, індуктивний датчик, порівняльний пристрій, задавальний пристрій і підсилювач електричного сигналу (Пуш В.Э. Конструирование металлорежущих станков. - М.: Машиностроение, 1977. - С. 125). Датчик закріплений на пружному різцетримачі і вимірює складову сили різання. Таким чином датчик побічно фіксує значення пружних переміщень шпинделя, виробляючи при цьому електричний сигнал. Електричний сигнал від датчика надходить в порівняльний пристрій, а виявлене при цьому розузгодження сигналу з сигналом задавального пристрою подається на підсилювач електричного сигналу. Посилений електричний сигнал подається на привід коригуючих переміщень, що включає електродвигун з редуктором. Привід коригуючих переміщень здійснює мікропереміщення супорта з пружним різцетримачем в напрямі, що забезпечує зниження пружних деформацій шпинделя. Недоліком відомого пристрою є те, що датчик встановлюють на пружному різцетримачі, який спочатку знижує жорсткість системи ВПІД верстата, і приводить до зменшення точності обробки заготовки. Мікропереміщення супорта і пов'язаного з ним різцетримача в поперечному напрямі щодо осі шпинделя приводитиме до зміни товщини шару матеріалу, що знімається, з оброблюваної поверхні і, отже, до появи мікронерівностей на поверхні заготовки. У відомому пристрої передбачається достатньо велика кількість послідовно сполучених механічних елементів - пружний різцетримач, електродвигун, муфти, редуктор з гвинтом мікропереміщень, які знижують надійність верстата. Всі ці елементи кінематичного ланцюга мають зазори в з'єднаннях, маси, що обертаються, мають додатковий маховий момент, що зменшує точність регулювання пружних деформацій шпинделя і його вібрацій в радіальному напрямі. Крім того, такий пристрій має достатньо складну механічну конструкцію, яку необхідно встановлювати на несучої системі верстата, і не може компенсувати коливання шпинделя в радіальному напрямі. Найбільш близьким до пропонованого пристосування по технічній суті і результату, що досягається, є пристрій для автоматичної компенсації пружних деформацій і коливань шпинделя металорізального верстата (деклараційний патент України на корисну модель № 36676, опубл. 10.11.2008, Бюл. № 21), що включає вал шпинделя, вимірювальний і силовий вузли, які виконані у вигляді чотирьох датчиків, при цьому датчики вимірювального вузла сполучені між собою по диференціальній мостовій схемі, що включає змінний опір балансування, який встановлений в кожне плече мостової схеми, схему керування, що включає фільтр електричного сигналу, порівнюючий і задавальний пристрої, підсилювач електричного сигналу, який виконано з можливістю формування електричного керуючого сигналу у вигляді негативного зворотного зв'язку і подачі його на датчики силового вузла. Датчики у відомому пристрої виконані у вигляді індуктивних котушок, що охоплюють вал шпинделя. При цьому вимірювальний і силовий вузли включають додаткові індуктивні котушки, які встановлені в кожне плече мостової схеми, що виконані з можливістю регулювання індуктивного опору кожного плеча мостової схеми. Причому силовий індуктивний вузол виконаний з можливістю генерації коливань валу шпинделя в протифазі його вимушених пружних коливань. При виникненні коливань вала шпинделя в процесі механічної обробки заготовки змінюється величина зазору між індуктивними котушками і поверхнею вала. Це приводить до зміни їх 1 UA 100366 U 5 10 15 20 25 30 35 40 45 50 55 індуктивного опору і, відповідно, до розбалансування вимірювальної мостової схеми. В результаті розбалансування на виході мостової вимірювальної схеми з'являється вихідний електричний сигнал, який очищається від перешкод на фільтрі і подається на порівняльний пристрій. Порівняльний пристрій порівнює отриманий очищений від перешкод вихідний сигнал з сигналом задавального пристрою і формує керуючий електричний сигнал у вигляді сигналу негативного зворотного зв'язку. Керуючий електричний сигнал негативного зворотного зв'язку посилюється підсилювачем і надходить на автоматизовану систему керування електродвигуном приводу шпинделя верстата. В результаті цього зменшується частота обертання електродвигуна і пов'язаного з ним шпинделя. При зниженні частоти обертання шпинделя верстата і пов'язаної з ним оброблюваної заготовки автоматично відбувається вихід динамічної системи ВПІД з режиму коливань і знижується частота і амплітуда вимушених коливань шпинделя. В результаті цього відновлюється початкове балансування вимірювальної мостової схеми, зникає вихідний електричний сигнал пристрою і відновлюється номінальна частота обертання електродвигуна приводу шпинделя. Для збільшення інтенсивності гасіння коливань шпинделя і зменшення його пружних деформацій за рахунок активної дії на нього, посилений керуючій сигнал у вигляді негативного зворотного зв'язку подається на силовий вузол, який виконаний у вигляді чотирьох індуктивних силових котушок, що охоплюють вал шпинделя верстата, генерують коливання вала шпинделя в протифазі його вимушених пружних коливань і гасить їх. Недоліком відомого пристрою є інерційність спрацьовування індукційних котушок, яка викликана їх нелінійною характеристикою (http://tekocom.ru/articles/articles_12.html (индуктивные датчики с аналоговым выходом). Отриманий таким чином керуючий сигнал у вигляді негативного зворотного зв'язку буде декілька зрушений по фазі і не зможе повністю погасити вимушені коливання. Балансування вимірювального датчика чотирма змінними опорами балансувань ускладнює його конструкцію і трудомістке в експлуатації з причини великого числа варіантів налагоджень. Наявність індукційних котушок, що охоплюють шпиндель верстата, неминуче викличе його намагнічування. Це у свою чергу приводитиме до намагнічування стружки, інструменту і створить скрутні умови видалення стружки із зони різання. Виведення динамічної системи ВПІД з режиму коливань за рахунок гальмування двигуна приведе до порушення встановлених режимів механічної обробки деталі на металорізальному верстаті, що приведе до зниження якості обробленої поверхні. Задачею корисної моделі є удосконалення конструкції пристрою за рахунок того, що вимірювальний і силовий вузли пристрою змонтовані на додаткових підшипниках вала шпинделя, розташованих в середній його частині, при цьому пристрій додатково включає блок адаптивного керування, який селективно вибирає як мінімум один п'езоелемент силового вузла і генерує коливання вала шпинделя строго в протифазі вимушеним коливанням, що дозволяє понизити їх амплітуду. Поставлена задача вирішується тим, що пристрій для гасіння коливань шпинделя металорізального верстата, включає вал шпинделя, вимірювальний і силовий вузли, які виконані у вигляді чотирьох датчиків, при цьому датчики вимірювального вузла сполучені між собою по диференціальній мостовій схемі, що включають змінний опір балансування, схему керування, що включає фільтр електричного сигналу, порівняльний і задавальний пристрої, підсилювач електричного сигналу, виконаний з можливістю формування електричного керуючого сигналу у вигляді негативного зворотного зв'язку і подачі на його на датчики силового вузла. Згідно з корисною моделлю вимірювальний і силовий вузли пристрою для гасіння коливань шпинделя металорізального верстата змонтовані на додаткових підшипниках вала шпинделя, розташованих в середній його частині, при цьому датчики виконані з п'єзоелементів - на вимірювальному вузлі з можливістю продукувати електричний заряд - сенсорів, а в силовому вузлі з можливістю подовжуватися або стискатися під дією електричного сигналу - актуаторів, які у вимірювальному і силовому вузлах симетрично і радіально розташовані по відношенню до осі вала шпинделя, причому п'єзоелементи-сенсори закріплені на несучій системі верстата жорстко, а п'єзоелементи-актуатори закріплені на амортизаторах, які виконані у вигляді ресор, опір балансування встановлений в одне плече моста вимірювального вузла паралельно одному з п'єзоелементів-сенсорів, при цьому пристрій додатково включає блок адаптивного керування, що включає схему формування адаптивного сигналу, виконаний з можливістю подачі на нього посиленого сигналу від схеми керування, формування електричних керуючих сигналів, які послідовно подаються на п'єзоелементи-актуатори силового датчика, і можливістю селективної адаптивної подачі їх як мінімум на один п'єзоелемент-актуатор. 2 UA 100366 U 5 10 15 20 25 30 35 40 45 50 55 60 Для збільшення інтенсивності гасіння коливань шпинделя, зменшення його пружних деформацій і досягнення зручності обслуговування пристрою за рахунок забезпечення регулювання жорсткості силового вузла його амортизатори можуть бути виконані у вигляді гвинтових пружин, які встановлені в корпусі, жорстко закріпленому на несучій системі верстата, причому кожен з п'єзоелементів-актуаторів зафіксований в корпусі в осьовому напрямі гвинтом. Конструкція пристрою пояснюється схемами, де на фіг. 1 представлена принципова схема пристрою для гасіння коливань шпинделя; на фіг. 2 - схема силового вузла пристрою, у якого амортизатори виконані у вигляді гвинтових пружин. Пристрій автоматичної компенсації пружних коливань шпинделя металорізального верстата (фіг. 1) включає вал шпинделя 1, вимірювальний 2 і силовий 13 вузли, кожен з яких виконаний у вигляді чотирьох датчиків 3 і 14. Датчики 3 вимірювального вузла 2 сполучені між собою по диференціальній мостовій схемі, що включає змінний опір балансування 5 і схему керування. Схема керування включає фільтр електричного сигналу 6, порівняльний 7 і задавальний 8 пристрої, підсилювач електричного сигналу 9, який виконаний з можливістю формування електричного керуючого сигналу у вигляді негативного зворотного зв'язку і подачі на його на датчики силового вузла 13. Вимірювальний 2 і силовий 13 вузли пристрою для автоматичної компенсації пружних деформацій шпинделя змонтовані на додаткових підшипниках 4 і 12 вала шпинделя 1 і розташовані в його середній частині. При цьому датчики виконані з п'єзоелементів - на вимірювальному вузлі з можливістю продукувати електричний заряд - сенсорів 3, а в силовому вузлі з можливістю подовжуватися або стискатися під дією електричного сигналу - актуаторів 14. Датчики-п'єзоелементи у вимірювальному і силовому вузлах симетрично і радіально розташовані по відношенню до осі вала шпинделя 1, причому п'єзоелементи-сенсори 3 закріплені на несучій системі верстата жорстко, а п'єзоелементи-актуатори 14 закріплені на амортизаторах, які виконані у вигляді ресор 15. Опір балансування 5 встановлено в одне плече моста вимірювального вузла паралельно одному з п'єзоелементів-сенсорів 3, при цьому пристрій додатково включає блок адаптивного керування 10, що включає схему формування адаптивного сигналу 11, виконаний з можливістю подачі на нього посиленого сигналу від схеми управління, формування керуючих електричних сигналів, що послідовно подаються на п'єзоелементи-актуатори 14 силового вузла 13, і селективної адаптивної подачі їх як мінімум на один п'єзоелемент-актуатор. Для збільшення інтенсивності гасіння коливань шпинделя, зменшення його пружних деформацій і досягнення зручності обслуговування пристрою амортизатори силового вузла (фіг. 2) можуть бути виконані у вигляді гвинтових пружин 16, які встановлені в корпусі 17, жорстко закріпленому на несучій системі верстата 18, причому кожен з п'єзоелементівактуаторів зафіксований в корпусі в осьовому напрямі гвинтом 19. Пристрій працює таким чином. Під час роботи приводу шпинделя металорізального верстата на холостому ходу (фіг. 1) проводять налагодження мостової схеми вимірювального вузла 2 за допомогою опору балансування 5 так, щоб вихідний електричний сигнал моста вимірювального вузла 2 дорівнював нулю. При виникненні коливань вала шпинделя 1 в процесі механічної обробки заготовки вібраційні імпульси через підшипник 4 впливають на п'єзоелементи-сенсори 3 і деформують їх. Це приводить до появи різниці потенціалів на гранях сенсорів 3 і до розбалансування мостової схеми вимірювального вузла 2. При цьому вібраційні імпульси від вала 1 також передаються через підшипник 12 і п'єзоелемент-актуатор 14 на ресори 15 і гасяться на них, не викликаючи на п'єзоелементах 14 різниці потенціалу. В результаті розбалансування на виході мостової схеми вимірювального вузла 2 з'являється вихідний електричний сигнал, який очищається від перешкод на фільтрі 6 і подається на порівняльний пристрій 7. Пристрій 7 порівнює отриманий очищений вихідний сигнал з сигналом задавального пристрою 8 і у випадку, якщо отриманий сигнал вимірювальної мостової схеми перевищує сигнал задавального пристрою, формує керуючий електричний сигнал у вигляді сигналу негативного зворотного зв'язку. Керуючий електричний сигнал негативного зворотного зв'язку посилюється підсилювачем 9 і надходить на блок адаптивного керування 10, що включає схему формування адаптивного сигналу САС - 11. Блок адаптивного керування формує електричні сигнали, які послідовно подаються на п'єзоелементи-актуатори 14 силового вузла 13 і автоматично селективно вибирають як мінімум один актуатор, який, збільшуючись в своїх розмірах, формує мікропереміщення вала шпинделя 1, що генерують коливання строго в протифазі його вимушених пружних коливань і гасить їх. Для збільшення інтенсивності гасіння коливань шпинделя, зменшення його пружних деформацій і досягнення зручності обслуговування пристрою за рахунок забезпечення 3 UA 100366 U 5 10 15 20 25 30 регулювання жорсткості силового вузла 13 його амортизатори (фіг. 2) можуть бути виконані у вигляді гвинтових пружин 16, які встановлені в корпусі 17, жорстко закріпленому на несучій системі верстата 18, причому кожен з п'єзоелементів-актуаторів зафіксований в корпусі в осьовому напрямі гвинтом 19. При цьому, у випадку, якщо жорсткість одного з амортизаторів 16 силового вузла зменшиться, її відновлюють шляхом укручування гвинта 19. Використання пропонованого пристрою дозволить підвищити якість обробки деталей на металорізальних верстатах і сприятиме збільшенню терміну служби верстатів і ріжучого інструменту. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Пристрій для гасіння коливань шпинделя металорізального верстата, що включає вал шпинделя, вимірювальний і силовий вузли, які виконані у вигляді чотирьох датчиків, при цьому датчики вимірювального вузла сполучені між собою по диференціальній мостовій схемі, що включає змінний опір балансування, схему керування, що включає фільтр електричного сигналу, порівняльний і задавальний пристрої, підсилювач електричного сигналу, виконаний з можливістю формування керуючого електричного сигналу у вигляді негативного зворотного зв'язку і подачі на його датчики силового вузла, який відрізняється тим, що вимірювальний і силовий вузли пристрою для гасіння коливань шпинделя металорізального верстата змонтовані на додаткових підшипниках вала шпинделя, розташованих в середній його частині, при цьому датчики виконані з п'єзоелементів - на вимірювальному вузлі з можливістю продукувати електричний заряд - сенсорів, а в силовому вузлі з можливістю подовжуватися або стискатися під дією електричного сигналу - актуаторів, які у вимірювальному і силовому вузлах симетрично і радіально розташовані по відношенню до осі вала шпинделя, причому п'єзоелементи-сенсори закріплені на несучій системі верстата жорстко, а п'єзоелементи-актуатори закріплені на ресорах, опір балансування встановлений в одне плече моста вимірювального вузла паралельно одному з п'єзоелементів-сенсорів, при цьому пристрій додатково включає блок адаптивного керування, що включає схему формування адаптивного сигналу, виконаний з можливістю подачі на нього посиленого сигналу від схеми керування, формування керуючих електричних сигналів, які послідовно подаються на п'єзоелементи-актуатори силового датчика, і можливістю селективної адаптивної подачі їх як мінімум на один п'єзоелемент-актуатор. 2. Пристрій за п. 1, який відрізняється тим, що амортизатори силового вузла виконані у вигляді гвинтових пружин, які встановлені в корпусі, жорстко закріпленому на несучій системі верстата, причому кожен з п'єзоелементів-актуаторів зафіксований в корпусі в осьовому напрямі гвинтом. 4 UA 100366 U 5 UA 100366 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюAralkin Anatolii Serhiiovych, Aralkina Ksenia Anatoliivna
Автори російськоюАралкин Анатолий Сергеевич, Аралкина Ксения Анатольевна
МПК / Мітки
МПК: B23Q 17/12, F16F 7/00, B23B 19/00
Мітки: коливань, шпинделя, металорізального, пристрій, верстата, гасіння
Код посилання
<a href="https://ua.patents.su/8-100366-pristrijj-dlya-gasinnya-kolivan-shpindelya-metalorizalnogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Пристрій для гасіння коливань шпинделя металорізального верстата</a>
Пристрій для гасіння коливань шпинделя металорізального верстата
Номер патенту: 36676
Опубліковано: 10.11.2008
Автори: Аралкін Анатолій Сергійович, Аралкіна Ксенія Анатоліївна, Поліщук Кирило Миколайович
МПК: F16F 7/00, F16F 15/10
Мітки: гасіння, верстата, пристрій, металорізального, коливань, шпинделя
Формула / Реферат:
1. Пристрій для гасіння коливань шпинделя металорізального верстата, який містить шпиндельний вал, індуктивний датчик, порівняльний пристрій, задавальний пристрій і підсилювач електричного сигналу, який відрізняється тим, що індуктивний датчик виконано у вигляді чотирьох індуктивних котушок, які охоплюють із зазором шпиндельний вал металорізального верстата, з'єднаних між собою за диференціальною мостовою схемою, при цьому датчик містить...
Спосіб визначення кутової швидкості шпинделя металорізального верстата
Номер патенту: 38001
Опубліковано: 25.12.2008
Автори: Гузенко Віталій Семенович, Квашніна Яна Валеріївна, Квашнін Валерій Олегович, Полупан Іван Іванович
МПК: G01P 3/42
Мітки: верстата, швидкості, металорізального, спосіб, визначення, шпинделя, кутової
Формула / Реферат:
Спосіб визначення кутової швидкості шпинделя металорізального верстата, який включає зчитування і обробку вихідних імпульсів, отриманих з імпульсного датчика кутового положення, при відомих технічних характеристиках датчика - його дискретності та сквапності його сканування - частоті, на якій здійснюють опитування імпульсного датчика кутового положення, який відрізняється тим, що обробку вихідних імпульсів виконують шляхом використання значень...
Пристрій для точного установлення шпинделя розточувального верстата
Номер патенту: 6659
Опубліковано: 16.05.2005
Автори: Кисельов Олександр Григорович, Верхолаб Микола Гордійович, Цівковський Олександр Григорович
МПК: B23B 49/00
Мітки: шпинделя, пристрій, установлення, верстата, точного, розточувального
Формула / Реферат:
Пристрій для точного установлення шпинделя розточувального верстата, що містить корпус і розміщені на ньому осевизначник, хитний важіль і індикатор, вимірювальний наконечник якого встановлений з можливістю взаємодії через згаданий важіль з базовою поверхнею осевизначника, який відрізняється тим, що корпус оснащений хвостовиком, призначеним для закріплення пристрою в шпинделі верстата, а осевизначник виконаний у вигляді знімної втулки, при...
Пристрій автоматичного віброзахисту металорізального верстата
Номер патенту: 94200
Опубліковано: 10.11.2014
Автори: Лазарев Віктор Борисович, Братан Сергій Михайлович, Харченко Олександр Олегович, Владецька Катерина Олександрівна, Рапацький Юрій Леонідович, Владецький Дмитро Олегович
МПК: B23Q 1/00
Мітки: пристрій, автоматичного, металорізального, віброзахисту, верстата
Формула / Реферат:
Пристрій автоматичного віброзахисту металорізального верстата, що містить віброізолюючу опору у вигляді основи з гумовим елементом, в осьовому отворі якої встановлений циліндр з робочою рідиною, поршень з каліброваним отвором і клапан стиску, шток, встановлений в отворі станини верстата і верхньою своєю частиною взаємодіючий з передньою частиною притиску, розміщеного на осі стійки, який відрізняється тим, що задньою частиною вказаний притиск...
Віброізолюючий пристрій металорізального верстата плавучої ремонтної майстерні
Номер патенту: 51621
Опубліковано: 26.07.2010
Автори: Харченко Олександр Олегович, Братан Сергій Михайлович, Владецька Катерина Олександрівна, Владецький Дмитро Олегович
МПК: B23Q 1/00
Мітки: верстата, віброізолюючий, плавучої, ремонтно, металорізального, майстерні, пристрій
Формула / Реферат:
Віброізолюючий пристрій металорізального верстата плавучої ремонтної майстерні, що містить віброізолюючу опору у вигляді основи з гумовим елементом, в осьовому отворі якого встановлені циліндр, поршень з каліброваним отвором і клапаном стиснення, шток, верхня частина якого виконана у вигляді регулювального гвинта, який відрізняється тим, що регулювальний гвинт встановлений з можливістю взаємодії у верхній частині з поверхнею сферичної лунки...
Попередній патент: Спосіб утилізації кар’єрних вод
Наступний патент: Перетворювач постійної однополярної напруги у двополярну
Випадковий патент: Зливок