Спосіб виготовлення деталей з центральною порожниною
Номер патенту: 104501
Опубліковано: 10.02.2016
Автори: Кучеренко Сергій Миколайович, Гожій Сергій Петрович, Суботенко Геннадій Миколайович
Формула / Реферат
1. Спосіб виготовлення деталей з центральною порожниною, який полягає в тому, що заготовку розташовують в штампі і об'ємно деформують її периферійну частину рухомим зусиллям, яке створюють дією активного інструмента, який наближують зі штампом за допомогою механізму осьового наближення і переміщують по поверхні заготовки за допомогою механізму обкочування, а на центральну частину заготовки додатково діють постійним за напрямом осьовим зусиллям, яке створюють дією пуансона, і яке спрямовують крізь механізм обкочування та активний інструмент, які виконані з крізними центральними отворами, який відрізняється тим, що центральну порожнину в заготовці формоутворюють пуансоном.
2. Спосіб за п. 1, який відрізняється тим, що центральну порожнину в заготовці формоутворюють пуансоном до початку та протягом об'ємного деформування активним інструментом, причому пуансон виступає за горизонтальну твірну активного інструмента на незмінну величину, яка відповідає глибині порожнини, протягом всього періоду виготовлення, для цього швидкість осьового наближення пуансона задають таку ж, як і швидкість осьового наближення активного інструмента.
3. Спосіб за п. 1, який відрізняється тим, що центральну порожнину в заготовці формоутворюють пуансоном, незалежно від стадії формоутворення активним інструментом, при цьому швидкість осьового наближення пуансона задають відмінною від швидкості осьового наближення активного інструмента.
Текст
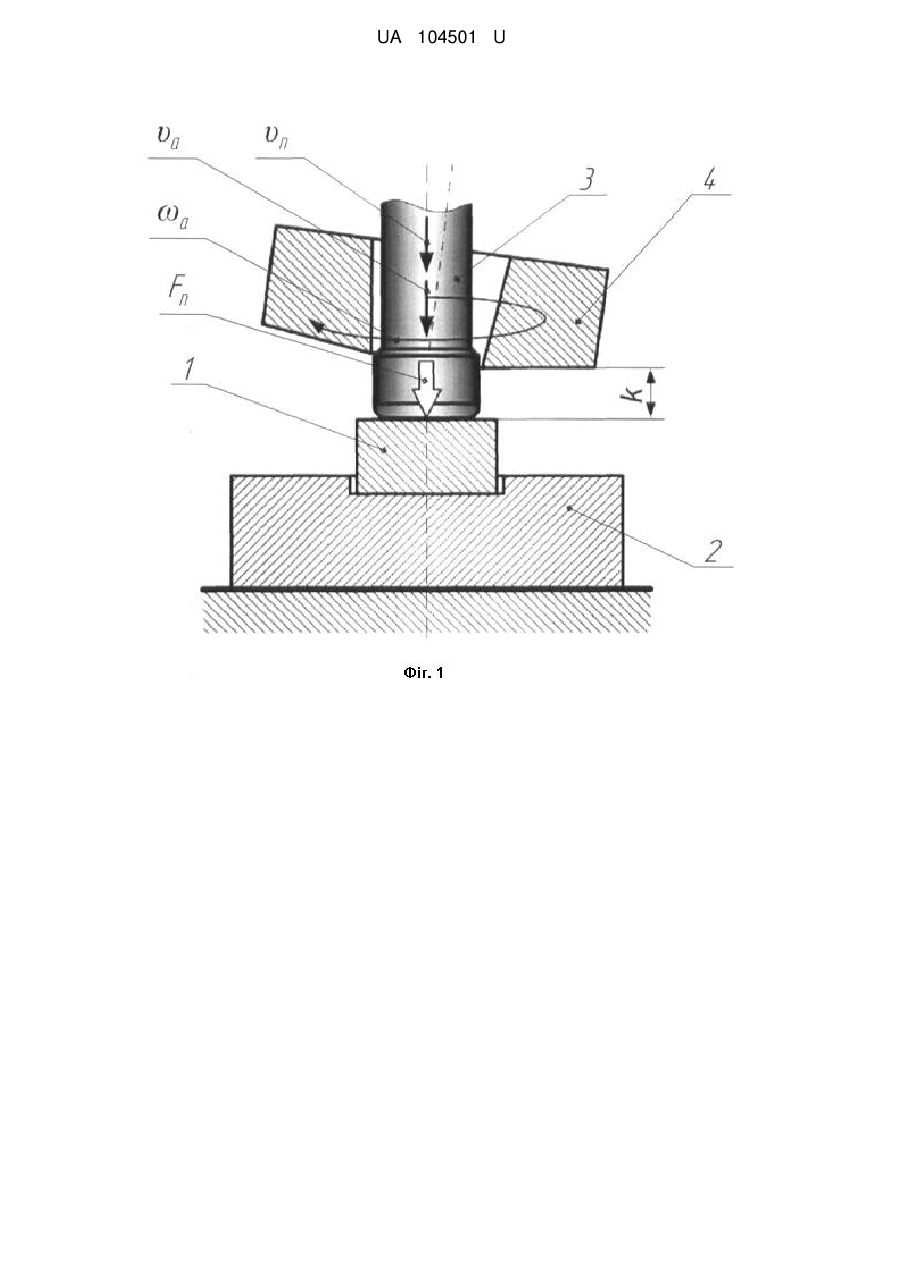
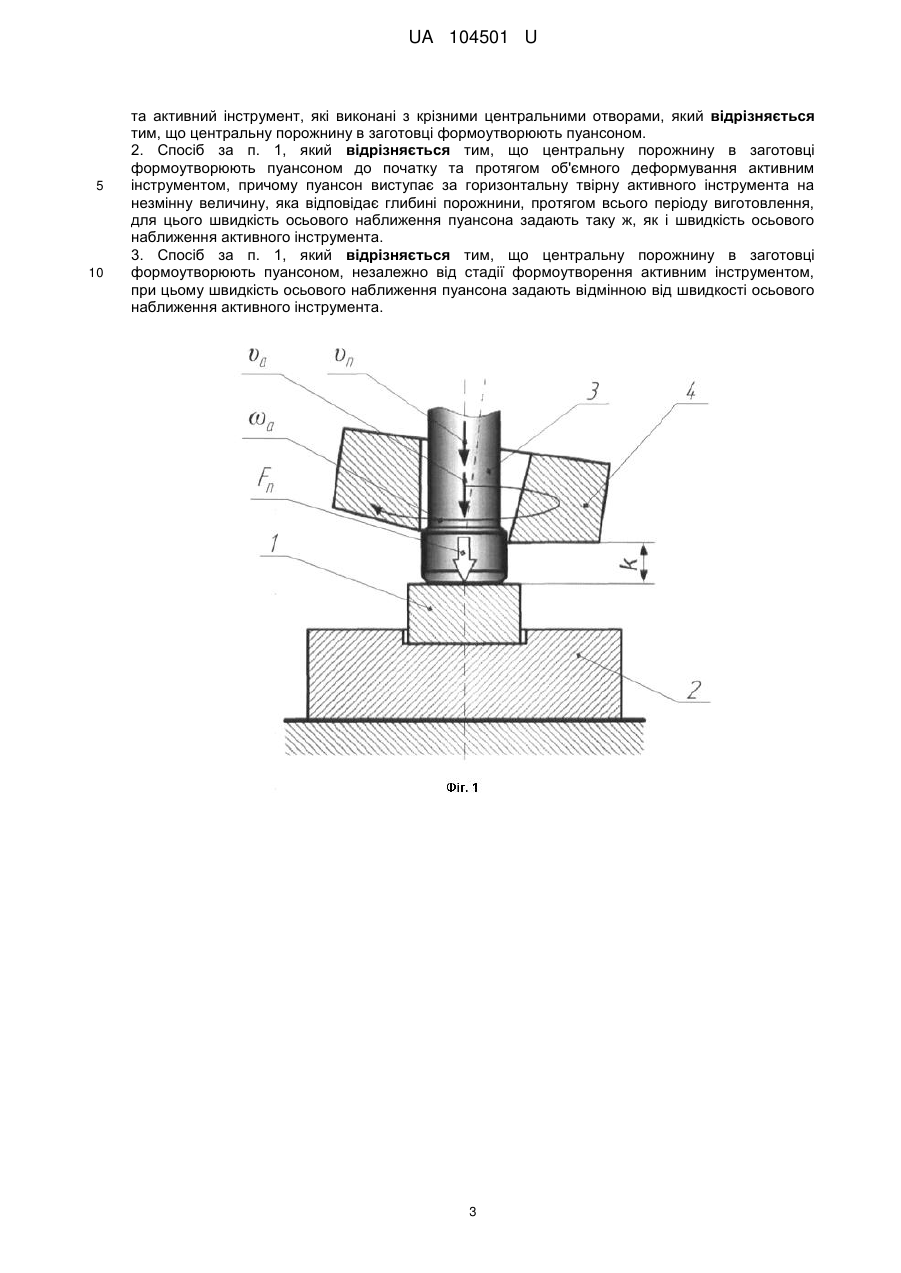
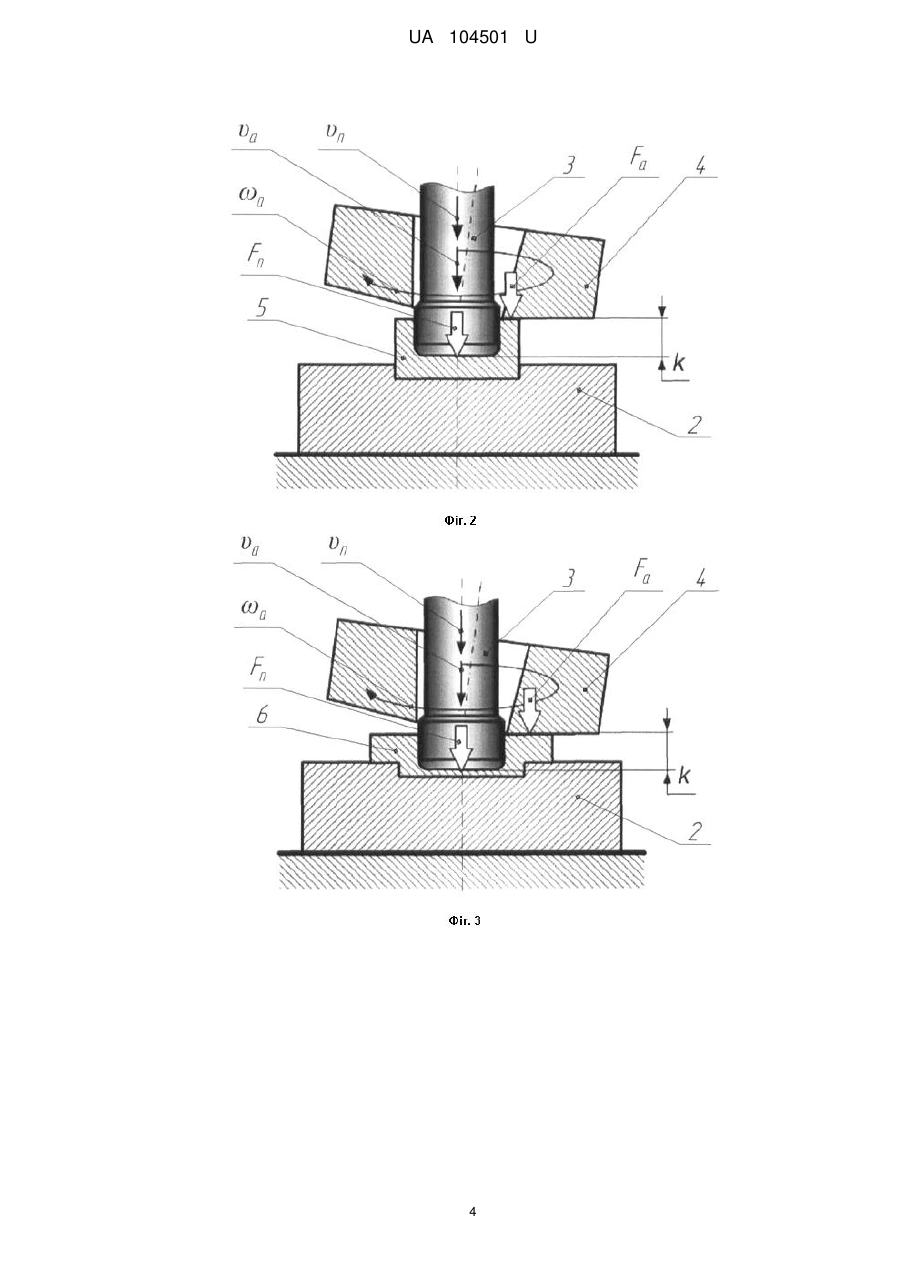
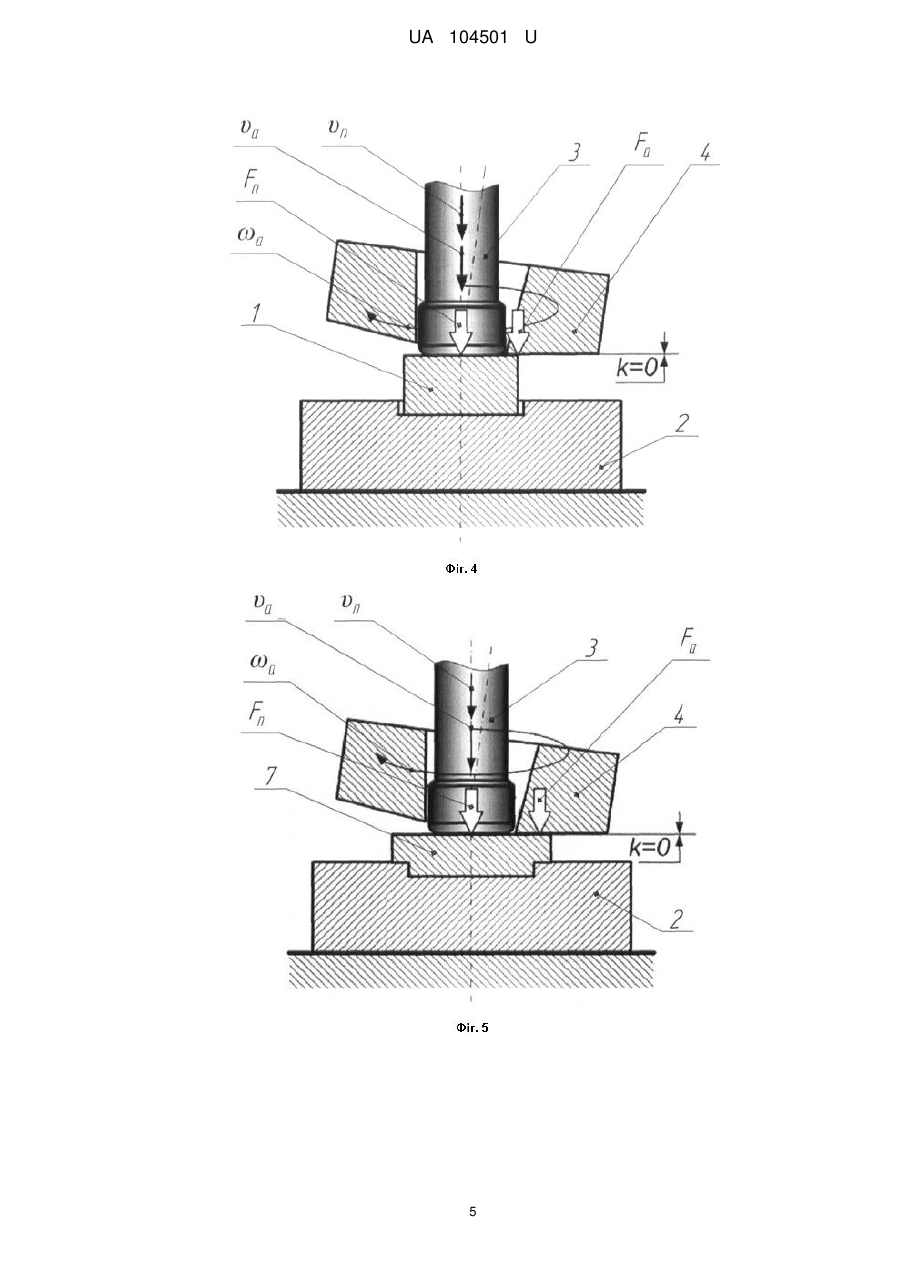
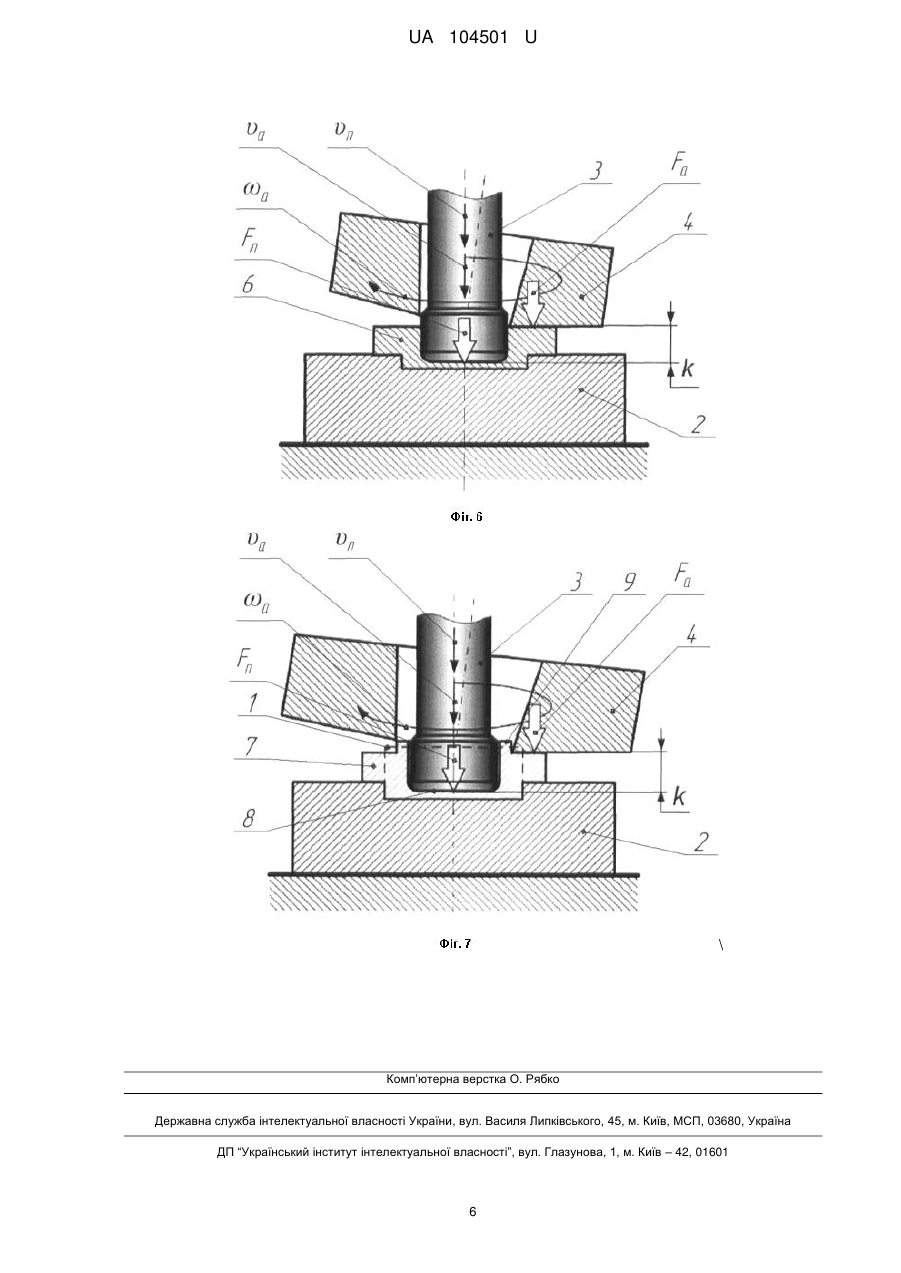
Реферат: Спосіб виготовлення деталей з центральною порожниною, який полягає в тому, що заготовку розташовують в штампі і об'ємно деформують її периферійну частину рухомим зусиллям, яке створюють дією активного інструмента, який наближують зі штампом за допомогою механізму осьового наближення і переміщують по поверхні заготовки за допомогою механізму обкочування, а на центральну частину заготовки додатково діють постійним за напрямом осьовим зусиллям, яке створюють дією пуансона, і яке спрямовують крізь механізм обкочування та активний інструмент, які виконані з крізними центральними отворами, причому центральну порожнину в заготовці формоутворюють пуансоном. UA 104501 U (12) UA 104501 U UA 104501 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель, що заявляється, належить до обробки металів тиском і може бути використана при виготовленні деталей об'ємним деформуванням з використанням методу штампування обкочуванням. Відомий спосіб виготовлення деталей методом штампування обкочуванням із циліндричної заготовки із співвідношенням 4 < D/H < 0,8 шляхом призначення кінематичних параметрів процесу, що забезпечують постійність значення коефіцієнта співвідношення площ λ під час всього процесу деформування. За рахунок чого, даний спосіб дозволяє підвищити ефективність обробки та розширити технологічні можливості. [Патент на корисну модель № 66808, Україна, МПК B21D 37/12 (2006.01). "Спосіб виготовлення деталей" / С.П. Гожій, А.В. Кліско, P.M. Ландар, А.І. Носенко; заявник і власник С.П. Гожій, А.В. Кліско, P.M. Ландар, А.І. Носенко. - № u201103804; заявл. 29.03.2011; опубл. 25.01.2012.]. Найбільш близьким за своєю технічною суттю до заявленого є спосіб виготовлення деталей [Деклараційний патент на корисну модель № 15245, Україна, МПК B21D 37/00 (2006). "Спосіб виготовлення деталей" / Л.Т. Кривда, С.П. Гожій; заявник і власник Національний технічний університет України "Київський політехнічний інститут". - № u200512822; заявл. 29.12.2005; опубл. 15.06.2006.]. Суть способу полягає в тому, що при об'ємному деформуванні фланцевих деталей до початку і протягом об'ємного деформування рухомим пуансоном, заготовку притискують до штампа постійним за напрямом, і спрямованим вздовж осі штампа, фіксуючим зусиллям, яке спрямовують крізь механізм обкочування і рухомий пуансон, який виконують з наскрізним центральним отвором. Основним недоліком описаного способу є вузькі технологічні можливості процесу, які обмеженні умовою неможливості деформування центральної частини заготовки. В основу корисної моделі поставлено задачу вдосконалення способу виготовлення деталей із застосуванням силової дії на заготовку в центральній її частині шляхом утворення пластичних деформацій в цій частині заготовки, а саме - формоутворенню центральної порожнини в заготовці пуансоном до початку та протягом об'ємного деформування активним інструментом периферійної її частини, причому швидкість осьового наближення пуансона може бути або рівною, або відмінною від швидкості осьового наближення активного інструменту. Завдяки чому розширюються технологічні можливості процесу штампування обкочуванням та зберігаються позитивні особливості способу виготовлення деталей. Поставлена задача вирішується тим, що в способі виготовлення деталей з центральною порожниною, який полягає в тому, що заготовку розташовують в штампі і об'ємно деформують її периферійну частину рухомим зусиллям, яке утворюють дією активного інструмента, який наближують до штампа за допомогою механізму осьового наближення і переміщують по поверхні заготовки за допомогою механізму обкочування, а на центральну частину заготовки додатково діють постійним за напрямом осьовим зусиллям, яке утворюють дією пуансона, і яке спрямовують крізь механізм обкочування та активний інструмент, які виконані з крізними центральними отворами, новим є те, що центральну порожнину в заготовці об'ємно формоутворюють пуансоном до початку та протягом об'ємного деформування активним інструментом, причому пуансон виступає за горизонтальну твірну активного інструмента на незмінну величину, яка відповідає глибині порожнини, протягом всього періоду виготовлення, для цього швидкість осьового наближення пуансона задають таку ж, як і швидкість осьового наближення активного інструменту, або центральну порожнину в заготовці формоутворюють пуансоном, незалежно від стадії формоутворення активним інструментом, для цього швидкість осьового наближення пуансона задають відмінною від швидкості осьового наближення активного інструмента. Спосіб пояснюєтьсякресленнями, де на Фіг. 1 зображено початковий момент формоутворення центральної порожнини пуансоном при однакових швидкостях наближення пуансона і активного інструмента; Фіг. 2 зображено проміжний момент формоутворення центральної порожнини в момент дотику активного інструмента до заготовки; Фіг. 3 зображено кінцевий момент формоутворення центральної і периферійної частин деталі при однакових швидкостях осьового наближення пуансона і активного інструмента; Фіг. 4 зображено схему початку виготовлення з відмінними і змінними швидкостями наближення пуансона і активного інструмента; Фіг. 5 зображено проміжну стадію процесу виготовлення; Фіг. 6 зображено кінцевий момент формоутворення центральної і периферійної частин деталі з відмінними і змінними швидкостями осьового наближення пуансона і активного інструмента; Фіг. 7 зображено варіант деталі складної форми. 1 UA 104501 U 5 10 15 20 25 30 35 40 45 50 Спосіб виготовлення деталей з центральною порожниною полягає в наступному. Початкову заготовку 1 (Фіг. 1) без центральної порожнини розташовують в штампі 2 і об'ємно деформують її центральну частину постійним за напрямом осьовим зусиллям Fп, яке утворюють дією пуансона 3, із швидкістю наближення νп, і який спрямовують крізь механізм обкочування та активний інструмент 4, які виконані з крізними центральними отворами. Активний інструмент 4 наближують до штампа 2 за допомогою механізму осьового наближення із швидкістю наближення νa та надають йому кутову швидкість ωа за допомогою механізму обкочування. Пуансон 3 виступає за горизонтальну твірну активного інструмента 4 на величину k, яка визначає глибину порожнини. Для даного випадку, протягом всього часу виготовлення деталі, пуансону 3 та активному інструменту 4 надають однакову швидкість осьового наближення, νп=νa відповідно (тобто, протягом всього часу виготовлення деталі, k=const). Після переміщення пуансона 3 на величину k (Фіг. 2) він зануриться в тіло проміжної заготовки 5 і здійснить формоутворення центральної порожнини. Активний інструмент 4 при цьому досягне торцевої поверхні заготовки 5, внаслідок чого виникне рухоме зусилля Fa, завдяки якому почнеться формоутворення її периферійної частини. Суттєво, що з початком формоутворення периферійної частини деталі 5 активним інструментом 4 в її центральній частині виникає зона, в якій діють напруження розтягування, тому при одночасному формоутворенні в цій зоні центральної порожнини пуансоном 3 осьове зусилля Fп зменшується, і як наслідок - знижуються інші енергосилові показники процесу. З досягненням заданої висоти деталі 6 (Фіг. 3) процес виготовлення припиняють. Для цього випадку на весь час виготовлення величина k=const, a νп=νa. Однакові швидкості формоутворення порожнини пуансоном 3 і периферійної частини деталі 6 активним інструментом 4 можуть бути утворені при застосуванні для їх переміщення вздовж осі (спільного) механізму осьового наближення. Можливі і інші варіанти виготовлення, в тому числі з відмінними і змінними швидкостями наближення пуансона 3 (νп) і активного інструмента 4 (νa) (Фіг. 4). Початкову заготовку 1 розташовують в штампі 2 і одночасно формоутворюють її периферійну частину рухомим зусиллям Fa, яке утворюють дією активного інструмента 4, а центральну частину заготовки 1 осьовим зусиллям Fп, яке утворюють дією пуансона 3. В даному випадку, для першої стадії процесу, торець пуансона 3 не виступає за горизонтальну твірну активного інструмента 4 (k=0), a νп=νa. Оскільки формоутворення периферійної частини заготовки 1 активним інструментом 4, що призводить до утворення напружень розтягування в її центральній частині, проходить одночасно з формоутворенням центральної частини пуансоном 3, осьове зусилля Fп зменшується, або повністю спадає. З досягненням заданої висоти проміжної заготовки 7 (Фіг. 5) починається друга стадія процесу, яка проходить із повною зупинкою руху наближення активного інструмента 4 до штампу 2, тобто при νa=0. Пуансон 3 при цьому продовжує рух наближення до штампа 2 із попередньою швидкістю νп та зростанням величини k, для цього пуансон 3 оснащений власним і незалежним механізмом осьового наближення. З досягненням заданої глибини порожнини деталі 6 (Фіг. 6), на момент, коли торець пуансона 3 виступає за горизонтальну твірну активного інструмента 3 на величину k, процес виготовлення припиняють. Для цього варіанта на весь час виготовлення величина k≠const, a νп≠νa. Можливі і інші варіанти виготовлення деталей, зокрема деталі 7 складної форми (Фіг. 7) з порожниною 8 та виступами 9 на верхньому торці з початкової заготовки 1 без центральної порожнини (показана пунктирною лінією), що досягається різноманітними співвідношеннями швидкостей осьового наближення νп та νa під час обробки. Таким чином, даний спосіб дозволяє розширити технологічні можливості процесу в плані виготовлення деталей складної форми з порожниною з одночасним зменшенням енергосилових параметрів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 1. Спосіб виготовлення деталей з центральною порожниною, який полягає в тому, що заготовку розташовують в штампі і об'ємно деформують її периферійну частину рухомим зусиллям, яке створюють дією активного інструмента, який наближують зі штампом за допомогою механізму осьового наближення і переміщують по поверхні заготовки за допомогою механізму обкочування, а на центральну частину заготовки додатково діють постійним за напрямом осьовим зусиллям, яке створюють дією пуансона, і яке спрямовують крізь механізм обкочування 2 UA 104501 U 5 10 та активний інструмент, які виконані з крізними центральними отворами, який відрізняється тим, що центральну порожнину в заготовці формоутворюють пуансоном. 2. Спосіб за п. 1, який відрізняється тим, що центральну порожнину в заготовці формоутворюють пуансоном до початку та протягом об'ємного деформування активним інструментом, причому пуансон виступає за горизонтальну твірну активного інструмента на незмінну величину, яка відповідає глибині порожнини, протягом всього періоду виготовлення, для цього швидкість осьового наближення пуансона задають таку ж, як і швидкість осьового наближення активного інструмента. 3. Спосіб за п. 1, який відрізняється тим, що центральну порожнину в заготовці формоутворюють пуансоном, незалежно від стадії формоутворення активним інструментом, при цьому швидкість осьового наближення пуансона задають відмінною від швидкості осьового наближення активного інструмента. 3 UA 104501 U 4 UA 104501 U 5 UA 104501 U \ Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 22/00, B24B 39/02, B21D 37/00
Мітки: виготовлення, центральною, порожниною, деталей, спосіб
Код посилання
<a href="https://ua.patents.su/8-104501-sposib-vigotovlennya-detalejj-z-centralnoyu-porozhninoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей з центральною порожниною</a>
Спосіб одержання деталей з порожниною
Номер патенту: 72113
Опубліковано: 17.01.2005
Автори: Савчинський Іван Григорович, Алієв Іграмотдін Серажутдінович, Лобанов Олександр Іванович, Алієва Лейла Іграмотдіновна
МПК: B21J 5/00
Мітки: порожниною, одержання, спосіб, деталей
Формула / Реферат:
Спосіб одержання деталей з порожниною типу стакана з дном у штампі, що включає укладання заготовки в порожнину матриці, видавлювання під впливом деформуючого і опорного пуансонів, що зближуються, знімання деталі з деформуючого пуансона і її видалення з порожнини матриці, який відрізняється тим, що спочатку виконують видалення деталі з порожнини матриці шляхом відносного переміщення опорного пуансона і матриці, а потім здійснюють знімання...
Спосіб виготовлення деталей
Номер патенту: 66808
Опубліковано: 25.01.2012
Автори: Кліско Андрій Валерійович, Гожій Сергій Петрович, Носенко Андрій Ігорович, Ландар Роман Миколайович
МПК: B21D 37/12
Мітки: деталей, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення деталей, який полягає в тому, що заготовку розташовують в штампі і деформують рухомим зусиллям, яке викликають дією рухомого пуансона, який має кут нахилу осі відносно центральної осі і який зближують із штампом механізмом осьового наближення із швидкістю і переміщують по поверхні...
Спосіб виготовлення деталей методом обкочування
Номер патенту: 57086
Опубліковано: 10.02.2011
Автори: Кліско Андрій Валерійович, Хільченко Костянтин Олександрович, Гожій Сергій Петрович, Кривда Євгеній Олександрович
МПК: B21D 37/00, B21D 22/02
Мітки: деталей, виготовлення, методом, спосіб, обкочування
Формула / Реферат:
1. Спосіб виготовлення деталей, який полягає в тому, що заготовку з співвідношенням розмірів D/H»1 (де: D - діаметр; Н - висота) об'ємно деформують у штампі рухомим зусиллям, яке викликають дією конусного пуансона з нахиленою відносно осі штампа на постійний кут віссю, для чого конусний пуансон зближують зі штампом за допомогою механізму осьового наближення і обкочують по поверхні заготовки завдяки механізму обкочування, який відрізняється...
Спосіб виготовлення кільцевих деталей
Номер патенту: 38904
Опубліковано: 26.01.2009
Автори: Калюжний Володимир Леонідович, Білан Олександр Миколайович, Куріхін Віктор Сергійович
МПК: B21D 7/00
Мітки: кільцевих, спосіб, деталей, виготовлення
Формула / Реферат:
1. Спосіб виготовлення кільцевих деталей, що включає попередній підгін кінців заготовки, розміщення заготовки у матриці та деформування її середньої частини пуансоном, який відрізняється тим, що кожний кінець заготовки підгинають на частину її кола, а іншу частину заготовки деформують до утворення кільця.2. Спосіб за п. 1, який відрізняється тим, що деформацію до утворення кільця проводять на матриці, виконаній у вигляді роликів,...
Спосіб виготовлення деталей з наскрізним отвором
Номер патенту: 69057
Опубліковано: 25.04.2012
Автори: Алієва Лейла Іграмотдінівна, Бондарева Олена Миколаївна, Алієв Іграмотдін Серажутдінович
МПК: B21K 21/00
Мітки: деталей, спосіб, виготовлення, отвором, наскрізним
Формула / Реферат:
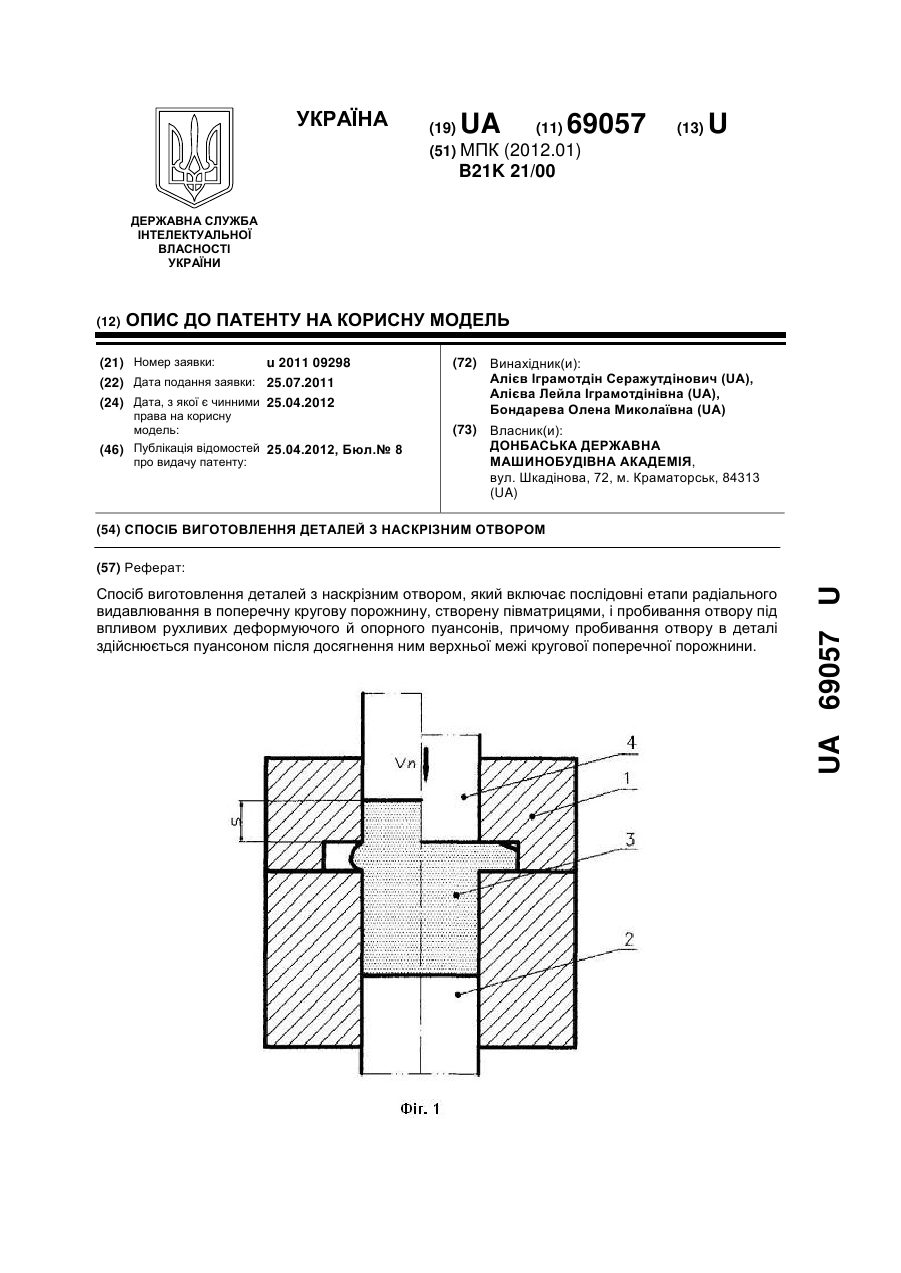
Спосіб виготовлення деталей з наскрізним отвором, який включає послідовні етапи радіального видавлювання в поперечну кругову порожнину, створену півматрицями, і пробивання отвору під впливом рухливих деформуючого й опорного пуансонів, який відрізняється тим, що пробивання отвору в деталі здійснюється пуансоном після досягнення ним верхньої межі кругової поперечної порожнини.
Попередній патент: Функціональний харчовий продукт
Наступний патент: Спосіб кристалізаційного рафінування з додатковим компонентом
Випадковий патент: Спосіб вирощування гарбуза великоплідного на насіння з комбайновим збиранням в зрошуваних умовах