Спосіб виготовлення деталей з наскрізним отвором
Номер патенту: 69057
Опубліковано: 25.04.2012
Автори: Бондарева Олена Миколаївна, Алієв Іграмотдін Серажутдінович, Алієва Лейла Іграмотдінівна

Формула / Реферат
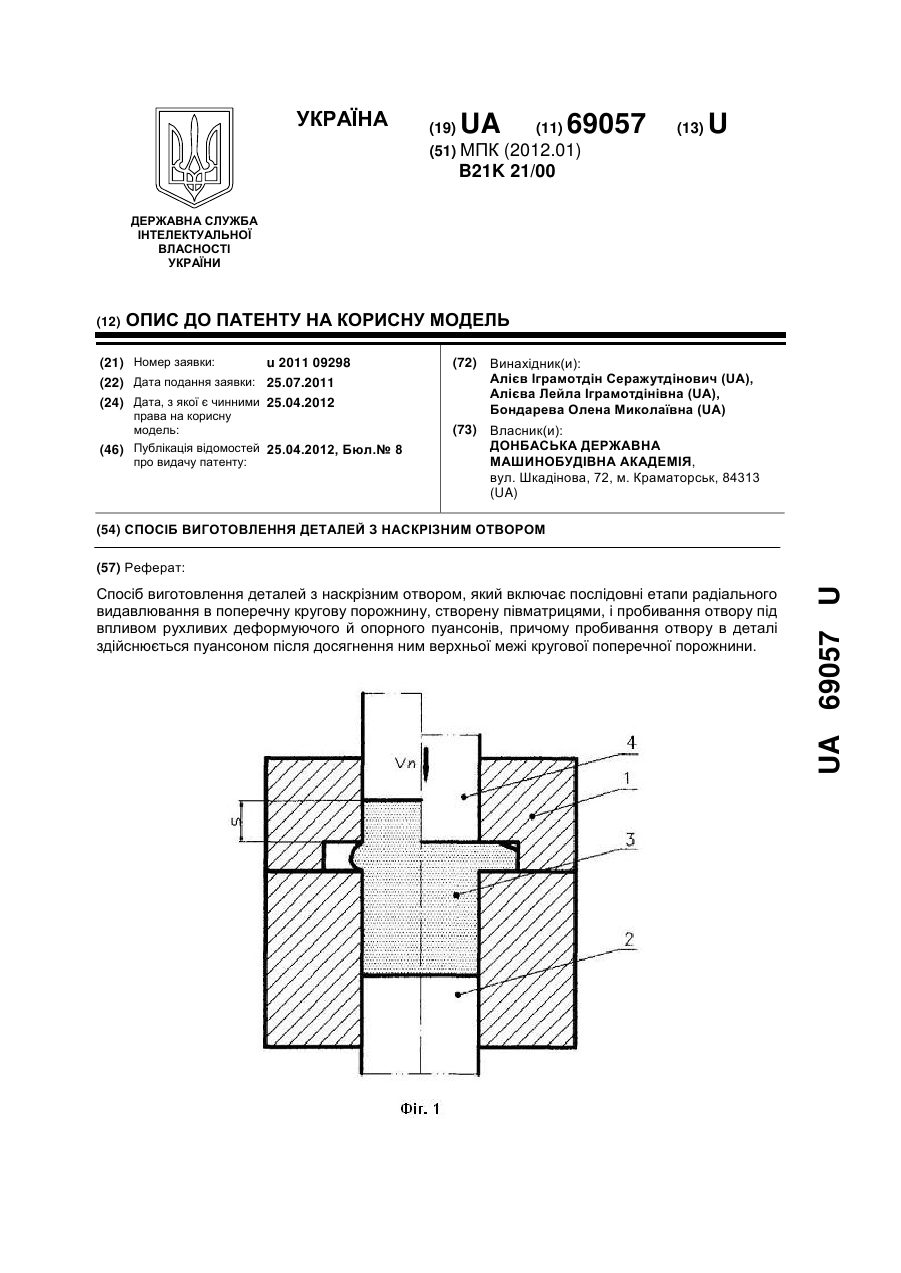
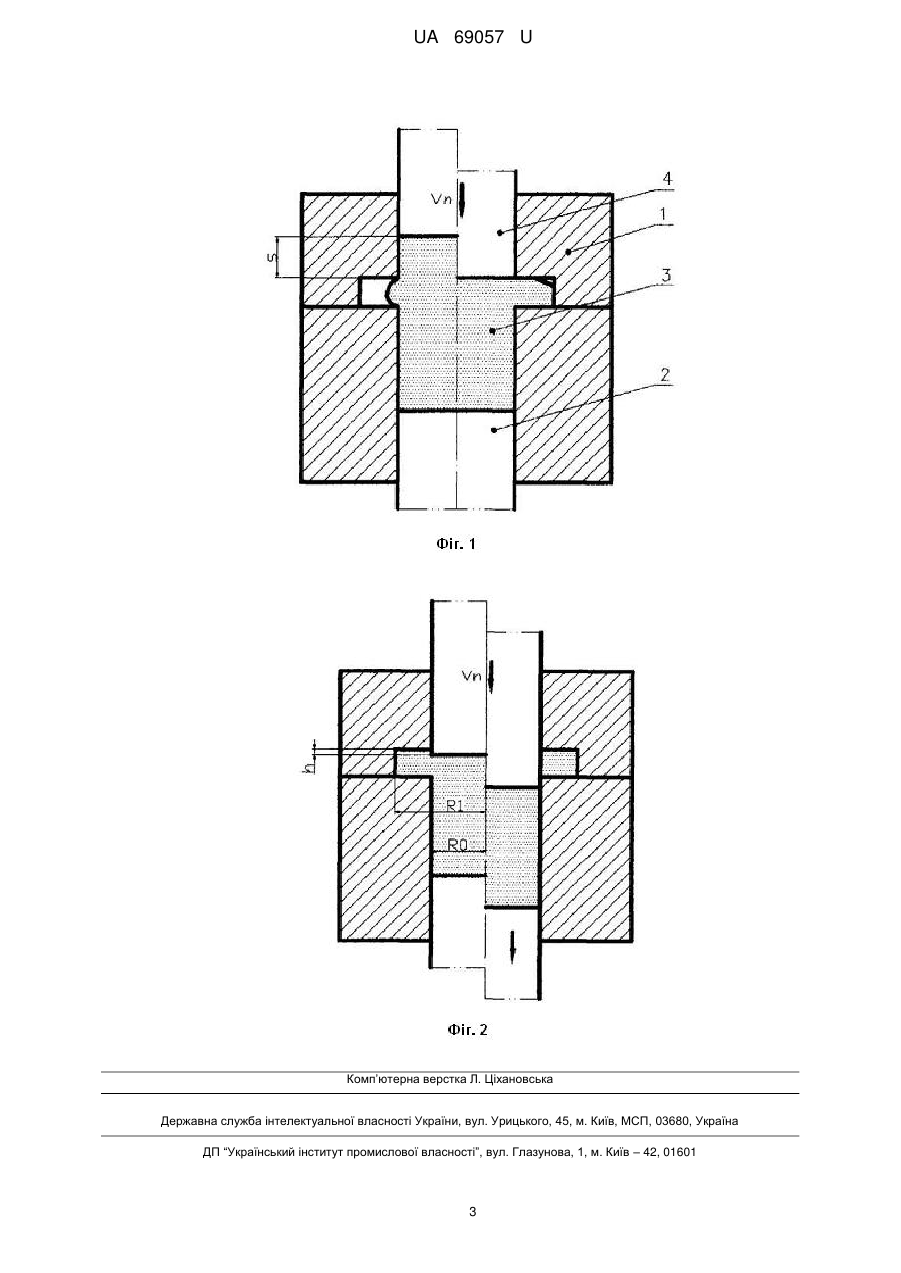
Спосіб виготовлення деталей з наскрізним отвором, який включає послідовні етапи радіального видавлювання в поперечну кругову порожнину, створену півматрицями, і пробивання отвору під впливом рухливих деформуючого й опорного пуансонів, який відрізняється тим, що пробивання отвору в деталі здійснюється пуансоном після досягнення ним верхньої межі кругової поперечної порожнини.
Текст
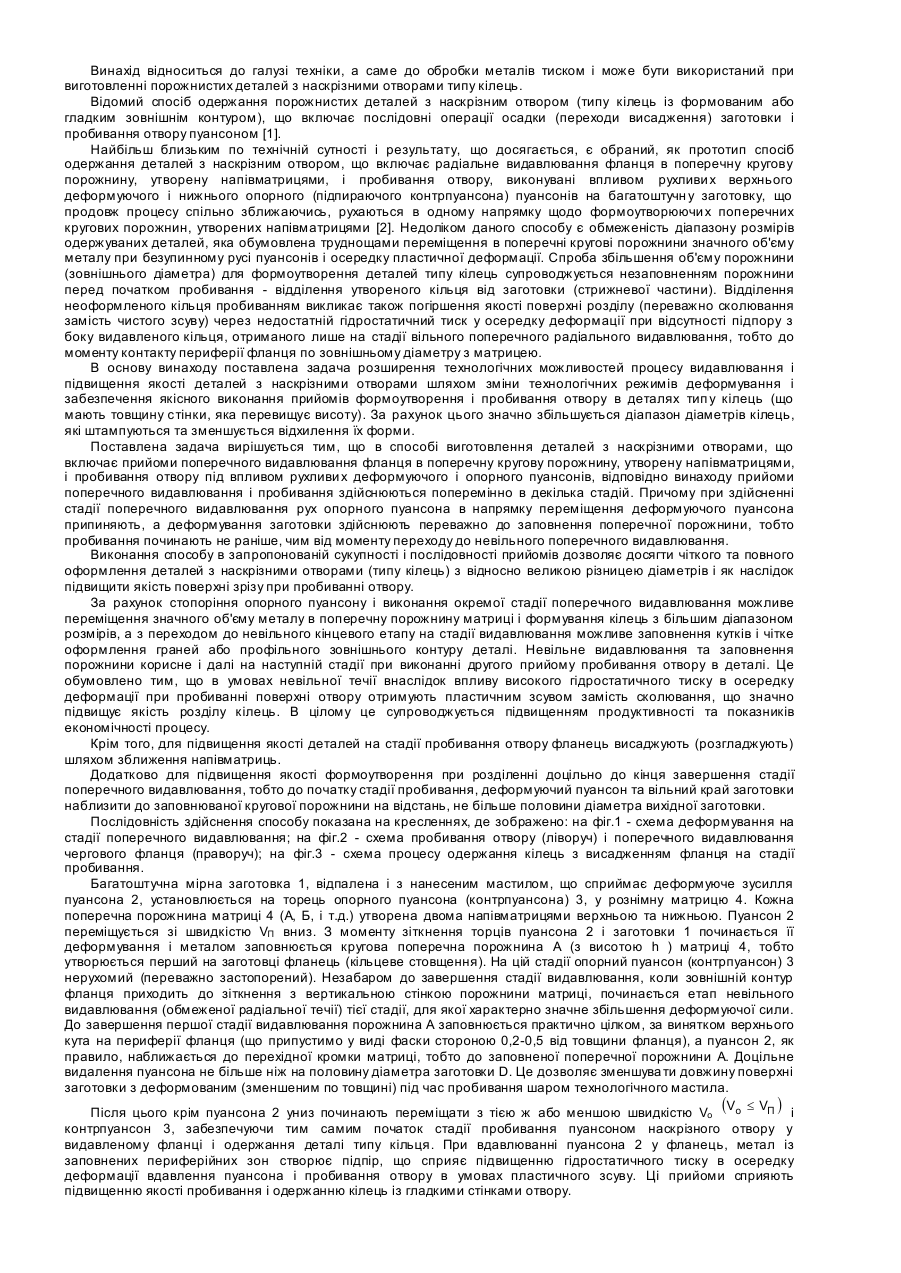
Реферат: UA 69057 U UA 69057 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може бути застосована в машинобудуванні та інших галузях промисловості, де використовуються деталі типу кілець. Відомий спосіб виготовлення деталей типу кілець (з формованим або гладким зовнішнім контуром), що включає послідовні операції осадки (переходи висадження) заготовки і пробивання отвору пуансоном [1]. Найбільш близьким аналогом способу, вибраним як прототип, є спосіб одержання порожнистих деталей з наскрізним отвором, що включає радіальне видавлювання в поперечну кругову порожнину, створену півматрицями, і пробивання отвору під впливом рухливих деформуючого й опорного пуансонів, радіальне видавлювання і пробивання здійснюються поперемінно в декілька стадій. При тому під час здійснення стадії радіального видавлювання рух опорного пуансона в напрямку переміщення деформуючого пуансона припиняють, а деформування заготовки здійснюють переважно до заповнення поперечної порожнини, тобто пробивання починають не раніше, чим від моменту переходу до невільного радіального видавлювання [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є те, що спосіб виготовлення деталей типу кілець включає радіальне видавлювання в поперечну кругову порожнину, створену півматрицями, і пробивання отвору під впливом рухливих деформуючого й опорного пуансонів. Недоліком відомого способу є те, що цей спосіб не забезпечує високої якості різання, бо пробивання здійснюють недеформованим верхнім залишком заготовки, тобто зсувом заготовки відносно сформованого фланця. В основу корисної моделі поставлена задача отримання якісної поверхні отвору деталей типу кілець шляхом зміни технологічних режимів деформування і пробивання отвору в деталях типу кілець з мінімальними відхиленнями форми деталей. Поставлена задача вирішується тим, що пробивання отвору в деталі здійснюють після досягнення пуансона верхньої межі кругової поперечної порожнини, що забезпечує отримання деталей типу кілець з якісною поверхнею отвору. При виготовленні кілець пропонованим способом при досягненні пуансона верхньої межі кругової порожнини матриці на стадії радіального видавлювання інструмент формує поверхню отвору та створює зсув у заготовці, тобто операцію пробивання виконує інструмент - пуансон, що забезпечує високу якість поверхні отвору кільця. Суть пропонованої моделі пояснюється кресленнями, на яких показано: - фіг. 1 - схема деформування на початку стадії радіального видавлювання (ліворуч) та кінця радіального видавлювання кільця з зовнішньою фаскою (праворуч); - фіг. 2 - схема занурення пуансона у тіло фланця (ліворуч) і пробивання отвору (праворуч). Спосіб здійснюється наступним чином. У матрицю 1 на торець противопуансона 2 укладають багатоштучну заготовку 3, яка сприймає деформуюче зусилля пуансона 4 (фіг. 1). Порожнина матриці 1 утворена двома півматрицями верхньою та нижньою. Пуансон 4 рухається вниз зі швидкістю Vп. З моменту зіткнення торців пуансона 4 та заготовки 3 починається її деформування та заповнення металом кругової порожнини матриці 1, тобто утворюється фланець (кільцеве стовщення). На цій стадії опорний пуансон 2 нерухомий (переважно застопорений). При зіткненні металу з вертикальною стінкою порожнини матриці починається стадія невільного радіального видавлювання (з підпором). Хід пуансона на стадії вільного радіального видавлювання можна визначити за формулою: s=λ∙sud, де λ - показник відхилення форми, який розраховується за формулою: hф 1,037 0,185 R 0 , sud - ідеальний хід пуансона, розраховується з повного об'єму порожнини, яка заповнюється, 50 мм; 55 hф - висота фланця, мм; R0 - радіус заготовки, мм. На першій стадії радіального видавлювання відносно тонких фланців з відношенням hф/R0
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing parts with through hole
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Aliieva Leila Ihramotdinivna, Bondareva Olena Mykolaivna
Назва патенту російськоюСпособ изготовления деталей со сквозным отверстием
Автори російськоюАлиев Играмотдин Серажутдинович, Алиева Лейла Играмотдиновна, Бондарева Елена Николаевна
МПК / Мітки
МПК: B21K 21/00
Мітки: отвором, спосіб, виготовлення, деталей, наскрізним
Код посилання
<a href="https://ua.patents.su/5-69057-sposib-vigotovlennya-detalejj-z-naskriznim-otvorom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей з наскрізним отвором</a>
Спосіб виготовлення деталей з наскрізним отвором
Номер патенту: 68115
Опубліковано: 15.07.2004
Автори: Савчинський Іван Григорович, Алієва Лейла Іграмотдіновна, Лобанов Олександр Іванович, Сивак Катерина Іванівна
МПК: B21K 21/00
Мітки: виготовлення, наскрізним, деталей, отвором, спосіб
Формула / Реферат:
1. Спосіб виготовлення деталей з наскрізним отвором, що включає радіальне видавлювання фланця в поперечну кругову порожнину, утворену півматрицями, і пробивання отворів, які виконуються дією рухливих деформуючого і опорного пуансонів на багатоштучну заготовку, який відрізняється тим, що прийоми поперечного видавлювання і пробивання здійснюються поперемінно в декілька стадій, причому при здійсненні стадії поперечного видавлювання рух опорного...
Спосіб виготовлення виробу з наскрізним отвором
Номер патенту: 83315
Опубліковано: 25.06.2008
Автори: Дарда Юрій Антонович, Алексєєв Володимир Павлович, Ляшенко Людмила Дмитрівна
Мітки: наскрізним, отвором, виготовлення, спосіб, виробу
Формула / Реферат:
1. Спосіб виготовлення виробу з наскрізним отвором, який полягає в тому, що в капсулі розміщують оправку у вигляді трубки, яка має однакову довжину з капсулою і розташована з зазором по її довжині, заповнюють простір між трубкою і внутрішньою поверхнею капсули металевим порошком, з якого формують виріб, який відрізняється тим, що заповнення здійснюють вільним засипанням порошку, закривають капсулу і поміщають її у вакуумну піч, проводять...
Спосіб виготовлення виробу із наскрізним отвором методом порошкової металургії
Номер патенту: 26725
Опубліковано: 12.11.1999
Автор: БІЛЬГРЕН Пер
Мітки: спосіб, отвором, металургії, методом, порошкової, виробу, виготовлення, наскрізним
Формула / Реферат:
1. Способ изготовления изделия со сквозным отверстием методом порошковой металлургии, в частности, полой заготовки для инструмента или толстостенной трубки, отличающийся тем, что в капсуле размещают оправку в виде трубки, имеющей одинаковую длину с капсулой и проходящую с зазором по ее длине, и расположенный с зазором внутри трубки такой же длины стержень, пространство между трубкой и внутренней поверхностью капсулы заполняют металлическим...
Спосіб виготовлення порожнистих деталей
Номер патенту: 32229
Опубліковано: 12.05.2008
Автори: Жбанков Ярослав Геннадійович, Алієв Іграмотдін Серажутдінович, Алієва Лейла Іграмотдіновна
МПК: B21K 21/00
Мітки: виготовлення, деталей, спосіб, порожнистих
Формула / Реферат:
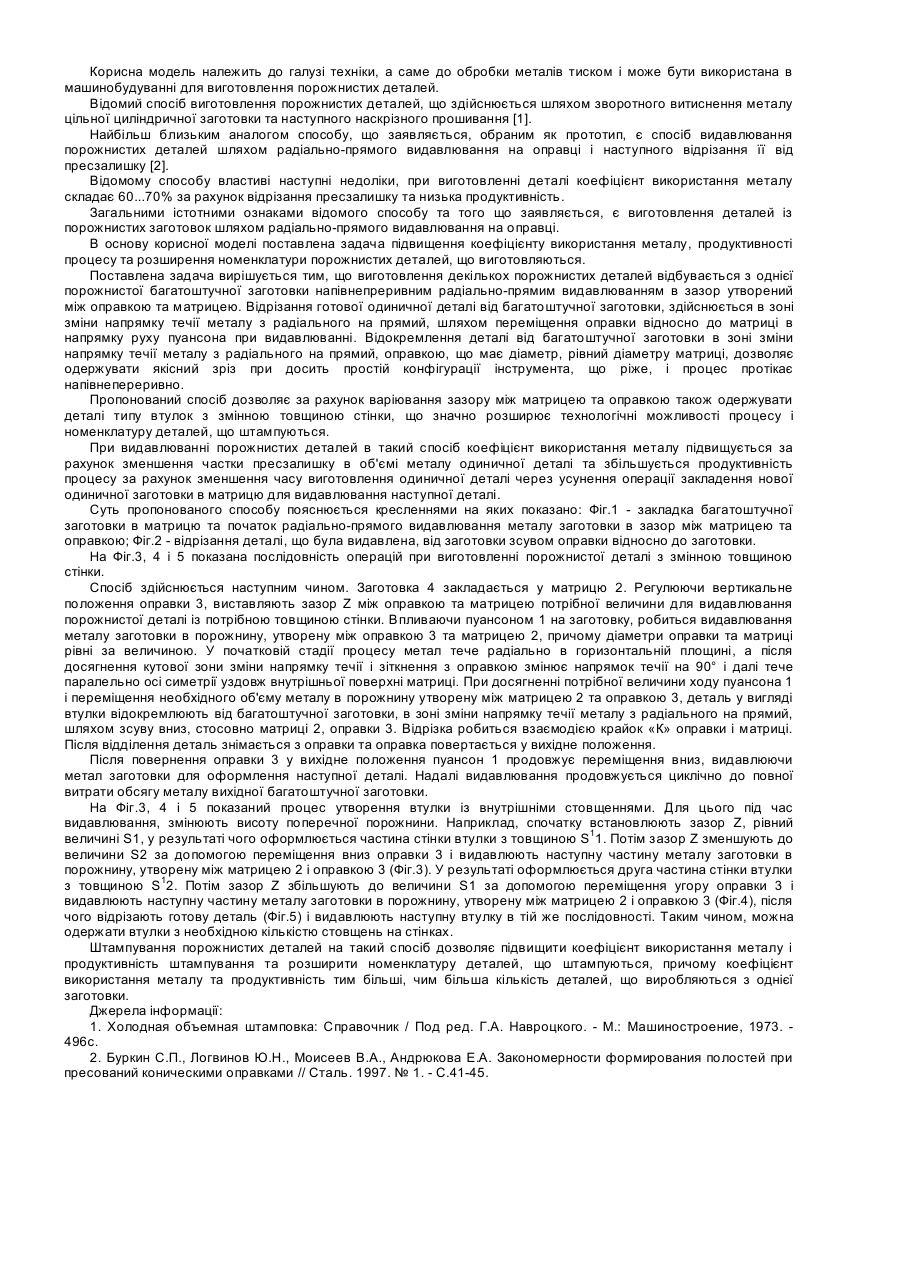
Спосіб виготовлення порожнистих деталей, що здійснюють шляхом радіально-прямого видавлювання на оправці з порожнистих заготовок, який відрізняється тим, що виготовлення здійснюється з однієї порожнистої багатоштучної заготовки напівнеперервним радіально-прямим видавлюванням в зазор, утворений між оправкою та матрицею, з відрізанням одиничної деталі від багатоштучної заготовки в зоні зміни напрямку течії металу з радіального на прямий шляхом...
Спосіб виготовлення деталей типу втулки з зовнішнім фланцем
Номер патенту: 48902
Опубліковано: 12.04.2010
Автори: Мартинов Сергій Володимирович, Абхарі Пейман, Алієва Лейла Іграмотдіновна, Алієв Іграмотдін Серажутдінович
МПК: B21K 21/00
Мітки: фланцем, зовнішнім, деталей, спосіб, втулки, типу, виготовлення
Формула / Реферат:
Спосіб виготовлення деталей типу втулки з зовнішнім фланцем, який полягає у радіальному видавлюванні в кругову порожнину, утворену напівматрицями з подальшою осадкою фланця, який відрізняється тим, що кругова порожнина збільшується від 0,1 до 2 товщин стінки заготовки при переміщенні верхньої напівматриці в протилежному, відносно руху пуансона, напрямку зі швидкістю не більше 0,25 швидкості пуансона, при цьому метал набирається у фланець без...
Попередній патент: Спосіб регенерації аміаку з фільтрової рідини виробництва соди
Наступний патент: Спосіб виготовлення якісних заготівок із злитків без прибуткової частини
Випадковий патент: Критий вагон