Обробна головка
Формула / Реферат
1. Обробна головка для металообробних машин, переважно зуборізальних і зубошліфувальних станків, з безпосереднім приводом для приведення в дію обробного інструмента, причому безпосередній привід розташований в станині обробної головки, яка відрізняється тим, що безпосередній привід містить щонайменше два керованих синхронно один з одним електродвигуни, які приводять в обертання одну і ту ж вісь.
2. Обробна головка за п. 1, яка відрізняється тим, що передбачена можливість керування електродвигунами в режимі "головний-підлеглий".
3. Обробна головка за п. 1 або 2, яка відрізняється тим, що щонайменше один з електродвигунів встановлений в станині обробної головки з можливістю зсування і фіксації.
4. Обробна головка за п. 3, яка відрізняється тим, що обидва електродвигуни встановлені в станині обробної головки з можливістю зсування і фіксації за допомогою затиску.
5. Обробна головка за будь-яким з пп. 1-4, яка відрізняється тим, що один з електродвигунів має подовжню компенсацію для компенсації теплових розширень в оправці інструмента.
6. Обробна головка за будь-яким з пп. 1-5, яка відрізняється тим, що передбачена можливість її підведення до деталі зовні.
7. Обробна головка за будь-яким з пп. 1-5, яка відрізняється тим, що вона виконана у вигляді внутрішньої фрезерної або шліфувальної головки.
8. Обробна головка за п. 7, яка відрізняється тим, що вона разом зі станиною обробної головки і електродвигунами розташована з можливістю повороту в тримачі.
Текст
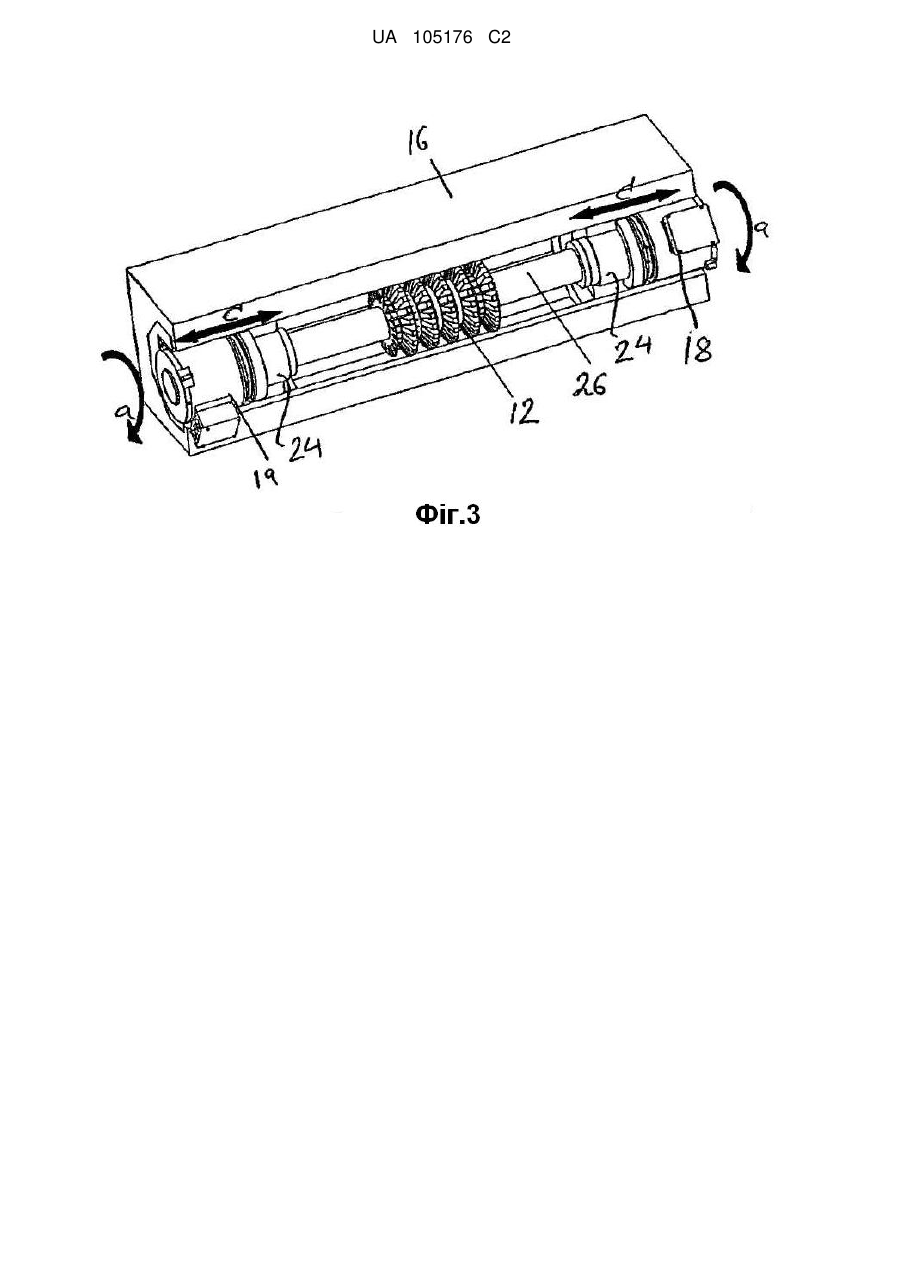
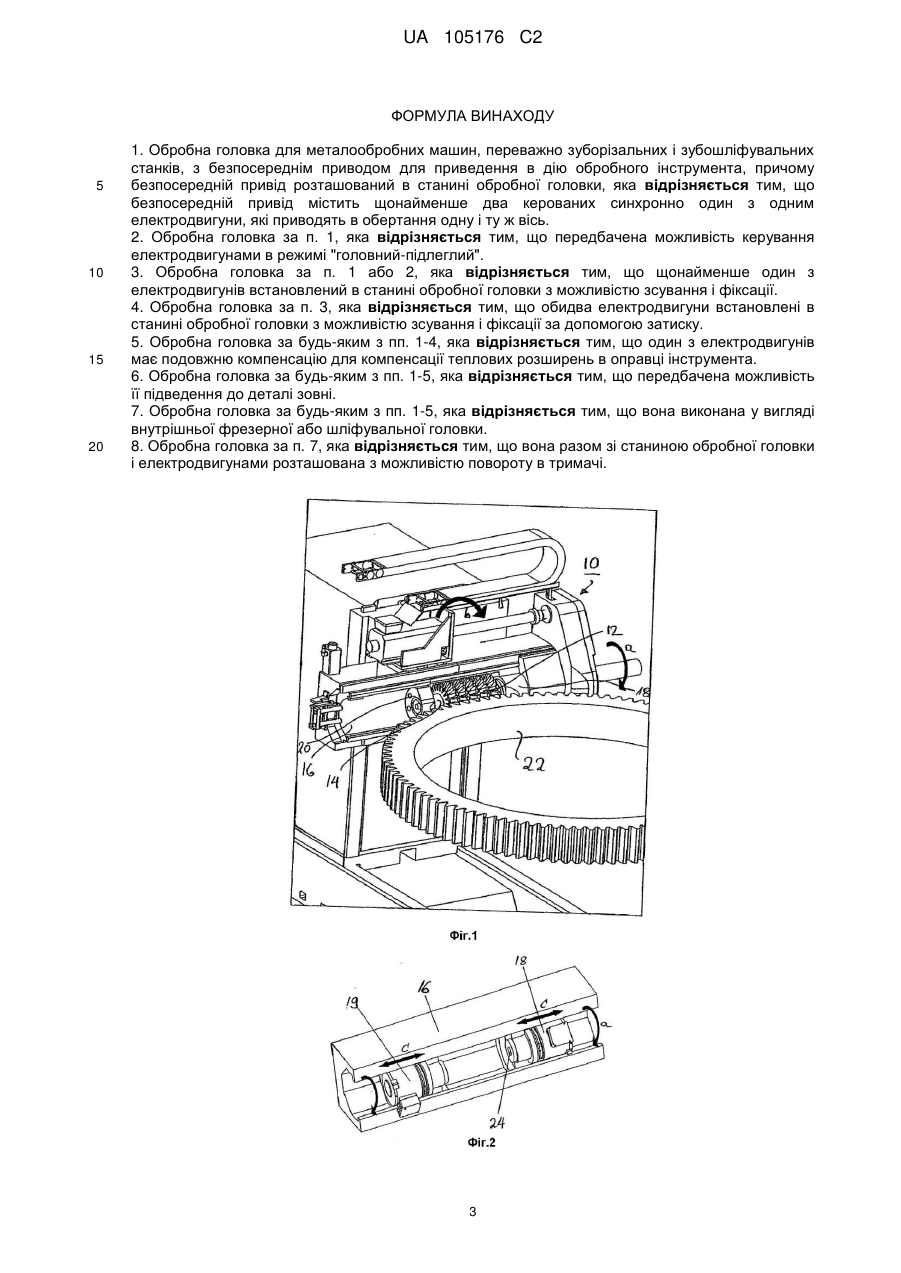
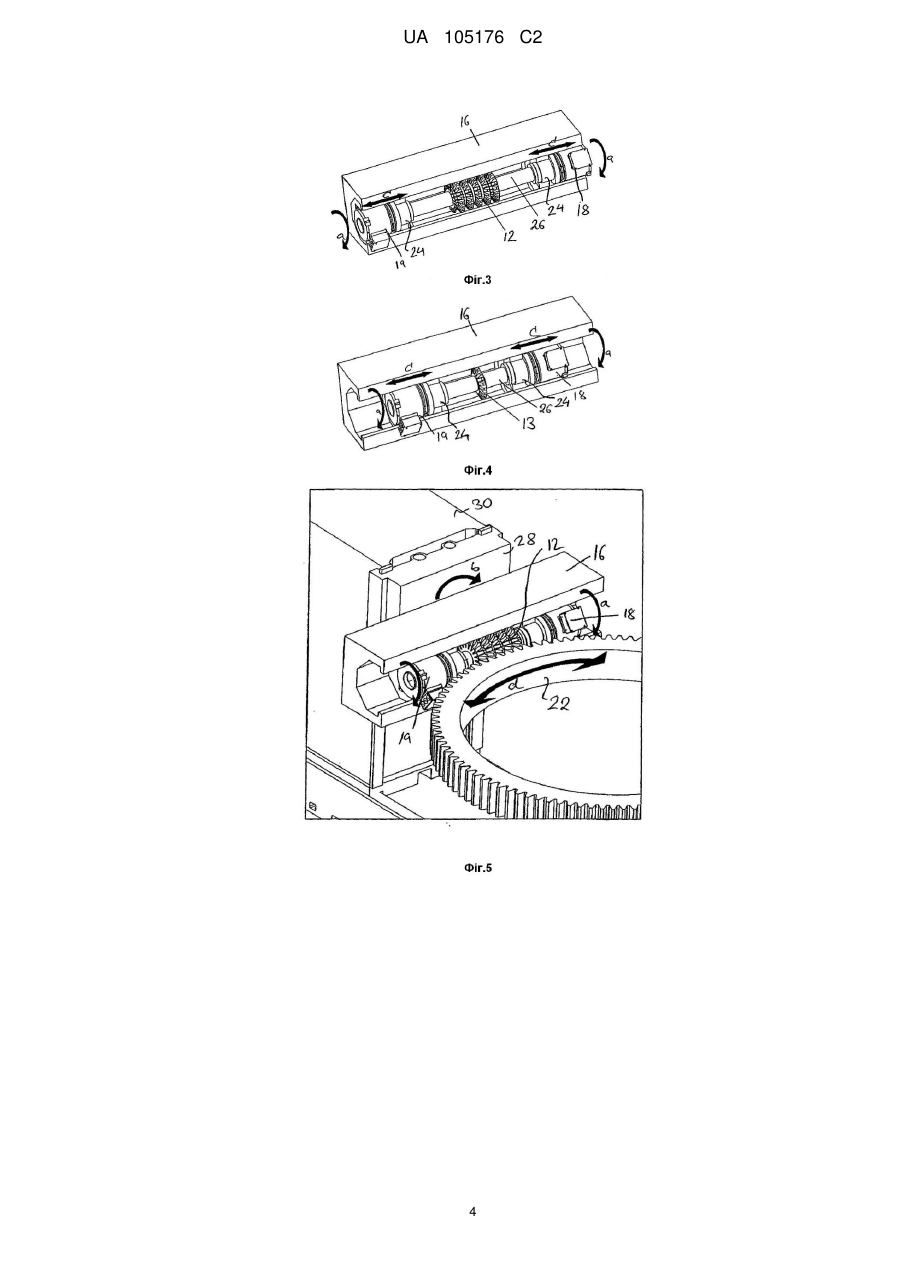
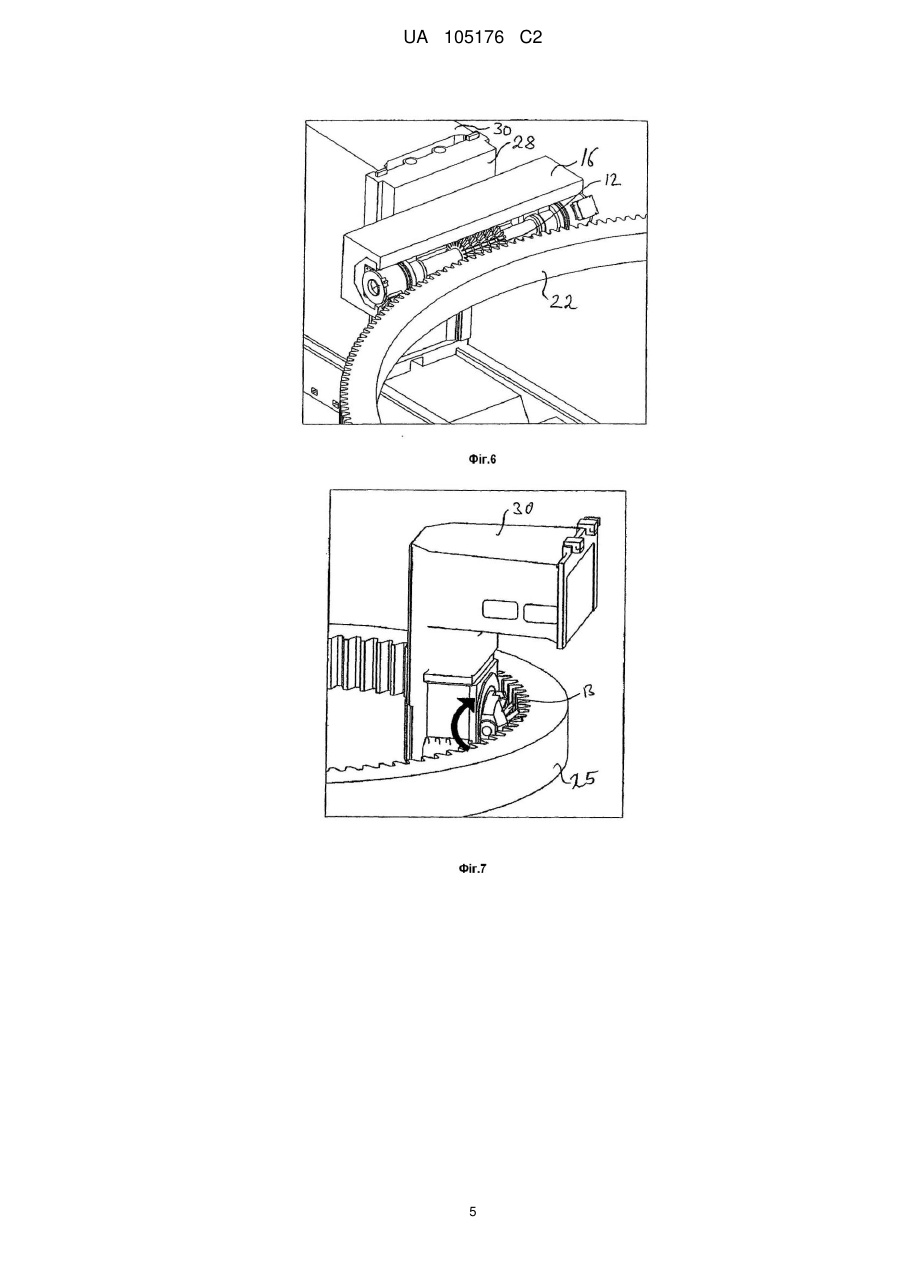
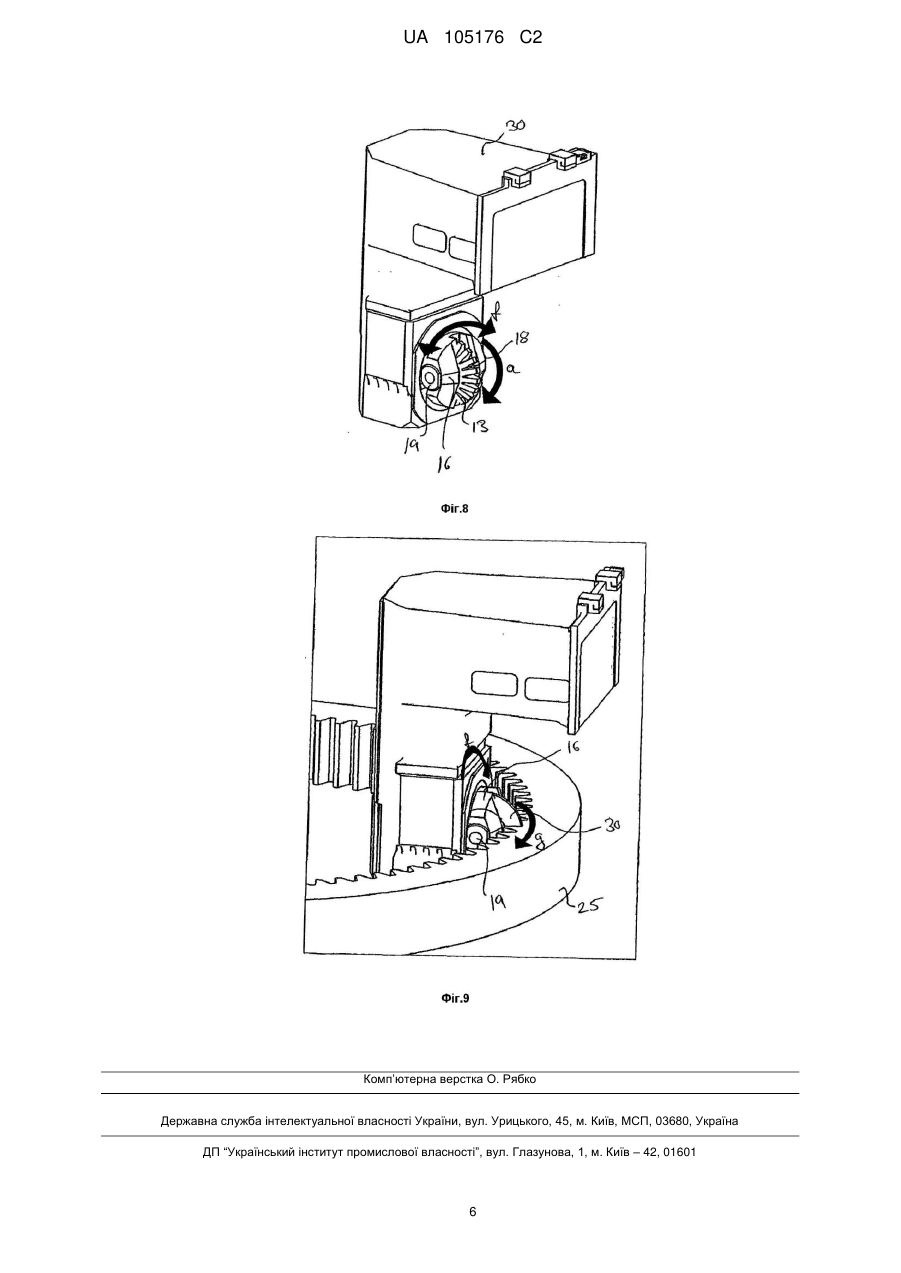
Реферат: Обробна головка для металообробних машин, переважно зуборізальних і зубошліфувальних станків, з безпосереднім приводом для приведення в дію обробного інструмента. Безпосередній привід розташований в станині обробної головки та містить щонайменше два керованих синхронно один з одним електродвигуни. Електродвигуни приводять в обертання одну і ту ж вісь. UA 105176 C2 (12) UA 105176 C2 UA 105176 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується обробної головки для металообробних машин, переважно зуборізальних або зубошліфувальних верстатів згідно з обмежувальною частиною пункту 1 формули винаходу. У відомих металообробних машинах, таких як багатофункціональні металообробні верстати, наприклад зуборізальні і зубошліфувальні верстати, в яких керування багатоосьовим рухом і обертанням фрезерного шпинделя і шпиндельної головки здійснюється за допомогою розташованих на відстані електродвигунів, застосовуються окремо або в комбінації синхронні ремені, черв'ячні передачі і колеса, конічні зубчаті передачі і циліндричні редуктори або конічні зубчаті передачі, які функціонально зв'язані зі шпинделем і шпиндельною головкою для обертання шпинделя і шпиндельної головки навколо двох осей (дивись наприклад US-А 5 257 883). З ЕР 0 885 081 В2 вже відомий безпосередній привід двокординатної револьверної головки для шпинделя металообробного верстата без передбачення передачі. Така металообробна машина для обробки зубців, згідно з рівнем техніки, показана як приклад на Фіг. 1. На Фіг. 1 схематично показаний зуборізальний верстат 10, в якому як обробна головка на шпинделі 14 в базувальному елементі 16 обробної головки встановлена фреза 12. При цьому фреза 12 приводиться у обертання від електродвигуна 18 через кінематичний ланцюг, який розташований на одному боці зовнішньої фрезерної головки в станині 16 обробної головки. Інший бік шпинделя 14 спирається на контропору 20, яка також розташована в станині обробної головки. Фреза 12 служить для обробки зовнішніх зубців деталі 22, яка зображена на Фіг. 1 лише схематично. Несучий фрезу 12 шпиндель 14 приводиться у обертання в напрямку стрілки а. Його можна повертати в напрямку стрілки b для забезпечення можливості виготовлення при необхідності косих зубців. Задача даного винаходу полягає в створенні обробної головки для металообробних машин, яка придатна, зокрема для застосування у важких машинах і, незважаючи на високі в цьому випадку вимоги до крутного моменту, має порівняно невеликі розміри. Ця задача вирішена згідно з винаходом за допомогою комбінації ознак пункту 1 формули винаходу. Відповідно до цього пропонується обробна головка для металообробних машин, переважно зуборізальних і зубошліфувальних верстатів, у якої безпосередній привід обробного інструмента містить два або більше керованих синхронно один з одним електродвигуни,які приводять в обертання одну і ту ж вісь. Завдяки цьому рішенню є в розпорядженні подвійний або багаторазовий крутний момент, так що зменшується конструктивний об'єм приводу. Тобто, може бути реалізований менший діаметр електродвигунів при збільшеному вдвічі або в декілька разів крутному моменті. Переважні варіанти виконання винаходу виходять із залежних пунктів формули винаходу. Відповідно до цього забезпечується можливість керування електродвигунами в режимі "головний-підлеглий". Згідно з одним особливо переважним варіантом виконання винаходу електродвигуни розташовані з можливістю зсування і затискування на каретці обробної головки, тобто також в станині обробної головки. За рахунок цього забезпечується можливість узгодження довжини оправки інструмента з діаметром підлягаючої обробці деталі. Обробну головку згідно з винаходом можна підводити до деталі не тільки зовні, але вона також придатна для виконання як внутрішня фрезерна головка. Як внутрішня фрезерна головка або шліфувальна головка вона може бути розташована разом зі станиною обробної головки і електродвигунами, які виконані, відповідно, невеликими, з можливістю повороту в тримачі, так, що в цьому випадку можна без проблем виконувати і косі зубці у внутрішньому зубчатому вінці. Інші ознаки, подробиці і переваги винаходу виходять з наведеного нижче опису прикладу виконання з посиланнями на креслення, на яких зображено: Фіг. 1 - металообробна машина з обробною головкою згідно з рівнем техніки; Фіг. 2-4 - обробні головки згідно з винаходом в різних конфігураціях; Фіг. 5 - обробна головка згідно з винаходом в зачепленні з деталлю; Фіг. 6 - обробна головка згідно з Фіг. 5,в зачепленні з відповідно більшою деталлю; Фіг. 7 і 8 - внутрішня фрезерна головка згідно з іншим варіантом виконання даного винаходу; і Фіг. 9 - внутрішня шліфувальна головка згідно з одним варіантом виконання даного винаходу. На Фіг. 2 показана частина металообробної машини 10 згідно з Фіг. 1 з виконаною відповідно до винаходу обробною головкою. Вона має станину 16 обробної головки, яка по своїй 1 UA 105176 C2 5 10 15 20 25 30 35 40 45 50 55 конструкції і розташуванню відповідає станині згідно з рівнем техніки. У цій відомій станині 16 обробної головки утворений згідно з даним винаходом привід з двох електродвигунів 18 і 19, які розташовані по обидва боки (не зображеного детально на Фіг. 2 інструмента). Безпосередньо на електродвигунах 18 і 19 встановлені за допомогою фланців пристрої 24 для кріплення інструмента. Електродвигуни 18 і 19 можна зсувати всередині станини 16 обробної головки в напрямку подвійної стрілки с і фіксувати в бажаному положенні при необхідності за допомогою затискання. Крім того, за рахунок зсування обох електродвигунів реалізовується функція осі зсування. За рахунок цього можна встановлювати різні інструменти в пристрої 24 для кріплення інструмента електродвигунів 18 і 19. На Фіг. 3 і 4 показані як приклад різні інструменти. У варіанті виконання згідно з Фіг. 3 на оправці, яка розміщена між пристроєм 24 для кріплення інструмента електродвигунів 18 і 19, розташована черв'ячна фреза 12. У цьому варіанті виконання обидва електродвигуни 18 і 19 дуже далеко відсунуті один від одного і фіксовані в цьому положенні за допомогою затискання. Цей варіант виконання відповідає зображенню на Фіг. 6, де станина 16 обробної головки розташована на каретці 28, яка встановлена з можливістю переміщення вздовж машинного тримача 30. Черв'ячна фреза 12 служить в цьому випадку для обробки деталі 22 великого діаметра. При цьому показане виготовлення відповідного зовнішнього зубчатого вінця. На противагу цьому, на Фіг. 4 відстань між електродвигунами порівняно невелика. У цьому випадку в кріпленнях 24 для інструмента розташована оправка з дисковою фрезою 13. На Фіг. 2-4 напрямок обертання електродвигунів 18 і 19 і, тим самим, інструмента, наприклад черв'ячної фрези 12 на Фіг. 3 або дискової фрези 13 на Фіг. 4, показаний напрямком стрілки а. На Фіг. 5 показане встановлення обробної головки згідно з даним винаходом, при якій обробляється деталь 22 меншого діаметра. Для цього черв'ячна фреза 12 затиснута між двома електродвигунами 18 і 19, при цьому затискна довжина оправки 26, на якій встановлена черв'ячна фреза 12, порівняно менша, ніж довжина на Фіг. 6, де обробляється деталь більшого діаметра. Подвійною стрілкою d позначений напрямок обертання деталі 22. Поворотна стрілка b показує можливість повороту станини обробної головки, за рахунок чого можна виготовляти косі зубці на деталі 22. На Фіг. 7-9 показаний інший варіант виконання обробної головки згідно з винаходом. У цьому випадку йдеться про обробну головку для обробки внутрішнього зубчатого вінця деталі 22, як показано, зокрема на Фіг. 7 і 9. Розташування обох електродвигунів всередині станини 16 обробної головки (Фіг. 8), що має в цьому варіанті виконання дуже коротку довжину, забезпечує можливість дуже компактного виконання приводу для дискової фрези 18, яка приводиться у обертання по стрілці а на Фіг. 8. Показані по боках в станині 16 обробної головки, виконані як безпосередній привід електродвигуни 18 і 19 можуть працювати переважно в режимі "головний підлеглий". На основі приводу з двох боків двома електродвигунами можна мати дуже великий крутний момент за допомогою порівняно невеликих електродвигунів. Цей компактний варіант виконання може бути розміщений повністю на кронштейні 30 у відповідній передбаченій для цього виїмці і встановлений там з можливістю повороту, так що в цьому випадку за допомогою не зображеного поворотного електродвигуна можна здійснювати поворот в напрямку подвійної стрілки f. За рахунок цього можлива обробка косих зубців без необхідності повороту всього кронштейна 30. Замість цього можна повертати вісь обертання внутрішньої фрези 13 в напрямку подвійної стрілки f всередині обробної головки. За рахунок цього значно поліпшується обробка косих зубців, оскільки можна запобігати перешкодовому контуру і оскільки забезпечується можливість обробки деталі з порівняно невеликим діаметром як раз з широкими внутрішніми зубчатими вінцями. Врізування дискової фрези 13 в підлягаючу обробці деталь 25 показане на Фіг. 7. На Фіг. 9 показаний альтернативний варіант виконання, в якому шліфувальний диск 30 встановлений як обробний інструмент всередині станини 16 обробної головки і приводиться у обертання за допомогою щонайменше двох електродвигунів 18 і 19. Вся обробна головка підвішена карданно і з можливістю повороту в напрямку стрілки f, відповідно, g за допомогою не зображених регулювальних електродвигунів. Хоча обробна головка згідно з винаходом придатна, зокрема для використання у великих машинах, її можна з успіхом використовувати також в порівняно невеликих машинах. За рахунок монтажу обох електродвигунів в станині обробної головки і фіксації за допомогою затискання, можна у випадку технічного обслуговування просто витягувати привід у вигляді двох нерухомо затиснутих електродвигунів з станини обробної головки і замінювати змінним всувним блоком. 60 2 UA 105176 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 1. Обробна головка для металообробних машин, переважно зуборізальних і зубошліфувальних станків, з безпосереднім приводом для приведення в дію обробного інструмента, причому безпосередній привід розташований в станині обробної головки, яка відрізняється тим, що безпосередній привід містить щонайменше два керованих синхронно один з одним електродвигуни, які приводять в обертання одну і ту ж вісь. 2. Обробна головка за п. 1, яка відрізняється тим, що передбачена можливість керування електродвигунами в режимі "головний-підлеглий". 3. Обробна головка за п. 1 або 2, яка відрізняється тим, що щонайменше один з електродвигунів встановлений в станині обробної головки з можливістю зсування і фіксації. 4. Обробна головка за п. 3, яка відрізняється тим, що обидва електродвигуни встановлені в станині обробної головки з можливістю зсування і фіксації за допомогою затиску. 5. Обробна головка за будь-яким з пп. 1-4, яка відрізняється тим, що один з електродвигунів має подовжню компенсацію для компенсації теплових розширень в оправці інструмента. 6. Обробна головка за будь-яким з пп. 1-5, яка відрізняється тим, що передбачена можливість її підведення до деталі зовні. 7. Обробна головка за будь-яким з пп. 1-5, яка відрізняється тим, що вона виконана у вигляді внутрішньої фрезерної або шліфувальної головки. 8. Обробна головка за п. 7, яка відрізняється тим, що вона разом зі станиною обробної головки і електродвигунами розташована з можливістю повороту в тримачі. 3 UA 105176 C2 4 UA 105176 C2 5 UA 105176 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMachining head
Автори російськоюZeller, Thomas
МПК / Мітки
МПК: B23F 1/00, B23F 23/00, B23Q 1/00, B23Q 5/00
Код посилання
<a href="https://ua.patents.su/8-105176-obrobna-golovka.html" target="_blank" rel="follow" title="База патентів України">Обробна головка</a>
Головка кутового наконечника
Номер патенту: 30806
Опубліковано: 15.12.2000
Автори: Рисухін Олександр Олексійович, Бельтюков Олександр Васильйович
МПК: A61C 1/08
Мітки: кутового, головка, наконечника
Текст:
...зверху. Головка кутового наконечника містить корпус 1 з конусной гайкою 2, в якому на підшипниках 3 установлений порожнистий стержень 4 і пластина 5 з хвостовиком 6, установлена в пазу корпусу 1 за допомогою гвинта 6. Головка кутового наконечника працює таким чином. Пластина 5 при впливі на хвостовик 6 повертається до упору, надаючи можливість введення інструмента в порожнистий стержень 4, після чого в останній вводиться інструмент. Впливом...
Торцева шліфувальна головка
Номер патенту: 27888
Опубліковано: 26.11.2007
Автор: Кондратюк Віктор Іванович
Мітки: головка, шліфувальна, торцева
Формула / Реферат:
Торцева шліфувальна головка, що складається з корпусу та закріплених на ньому криволінійних елементів, яка відрізняється тим, що криволінійні абразивні елементи закріплені на корпусі випуклістю назустріч напрямку обертання інструмента.
Фрезерно-свердлильна кутова головка
Номер патенту: 22372
Опубліковано: 25.04.2007
Автори: Носков Віталій Васильович, Русаков Анатолій Володимирович, Русаков Андрій Анатолійович
МПК: B23C 5/00
Мітки: головка, кутова, фрезерно-свердлильна
Формула / Реферат:
Фрезерно-свердлильна кутова головка, що містить встановлений у корпусі шпиндель з конічним отвором під інструмент і радіальний паз, а також натяжний гвинт, що проходить через цей паз, яка відрізняється тим, що в шпинделі виконаний наскрізний осьовий отвір, а фрезерно-свердлильна кутова головка оснащена гвинтом-гайкою для з'єднання інструмента з натяжним гвинтом, що розміщений у зазначеному отворі.
Агрегатна фрезерна головка
Номер патенту: 29842
Опубліковано: 25.01.2008
Автори: Кушніров Павло Васильович, Сергієнко Олена Олександрівна
МПК: B23C 3/00
Мітки: агрегатна, головка, фрезерна
Формула / Реферат:
Агрегатна фрезерна головка, що містить щонайменше дві фрези, встановлені на шпинделях з паралельними осями, яка відрізняється тим, що осі шпинделів розташовані в одній площині, перпендикулярній напрямку робочого переміщення інструмента, причому фрези установлені одна відносно одної таким чином, що різальні ножі однієї фрези розташовані в проміжках між ножами іншої.
Багатошпиндельна головка
Номер патенту: 40394
Опубліковано: 10.04.2009
Автори: Карпусь Владислав Євгенович, Границя Віктор Олексійович, Котляр Олексій Віталійович
МПК: B23B 47/00
Мітки: головка, багатошпиндельна
Формула / Реферат:
Багатошпиндельна головка, що складається з корпуса і шпиндельних блоків, зв'язаних з приводним валом, яка відрізняється тим, що має два фланці, один з яких розміщений на корпусі головки, а інший через швидкодіючий механізм фіксації з'єднаний з корпусом шпиндельної бабки верстата.
Попередній патент: Пестициди
Наступний патент: Передавальний механізм і диференціальний передавальний пристрій
Випадковий патент: Кріплення гірничих виробок