Спосіб формування ливарних форм та пристрій для формування
Формула / Реферат
1. Спосіб формування ливарних форм шляхом збудження механічними коливаннями гравітаційного осипання формувальної суміші, який відрізняється тим, що в процесі механічних коливань ливарної форми утворюють фрикційну асиметрію в циклічній взаємодії корпусних деталей форми опоки-контейнера з частинками формувальної суміші.
2. Пристрій для формування у вигляді опоки-контейнера що має бокові стінки і дно, який відрізняється тим, що на внутрішній стороні стінок в напрямах колінеарних висоти опоки-контейнера, сформовано анізотропний шорсткий рельєф, при цьому опока-контейнер включає розташовані у внутрішньому просторі та жорстко зв′язані з дном стрижньові нагнітачі формувальної суміші.
3. Пристрій за п. 2, який відрізняється тим, що опока-контейнер включає каркасну комірчасту кришку, яка встановлена на стрижньових нагнітачах всередині формувального простора, причому на бокових поверхнях комірок кришки і стрижньових нагнітачів сформовано анізотропний шорсткий рельєф.
4. Пристрій за пп. 2 або 3, який відрізняється тим, що анізотропний шорсткий рельєф, сформовано шляхом послідовного чергування виступів і западин.
5. Пристрій за будь-яким з пп. 2-4, який відрізняється тим, що коефіцієнт ковзання анізотропного шорсткого рельєфу по формувальній суміші при русі контейнера вгору більше коефіцієнта ковзання анізотропного шорсткого рельєфу при русі контейнера вниз.
Текст
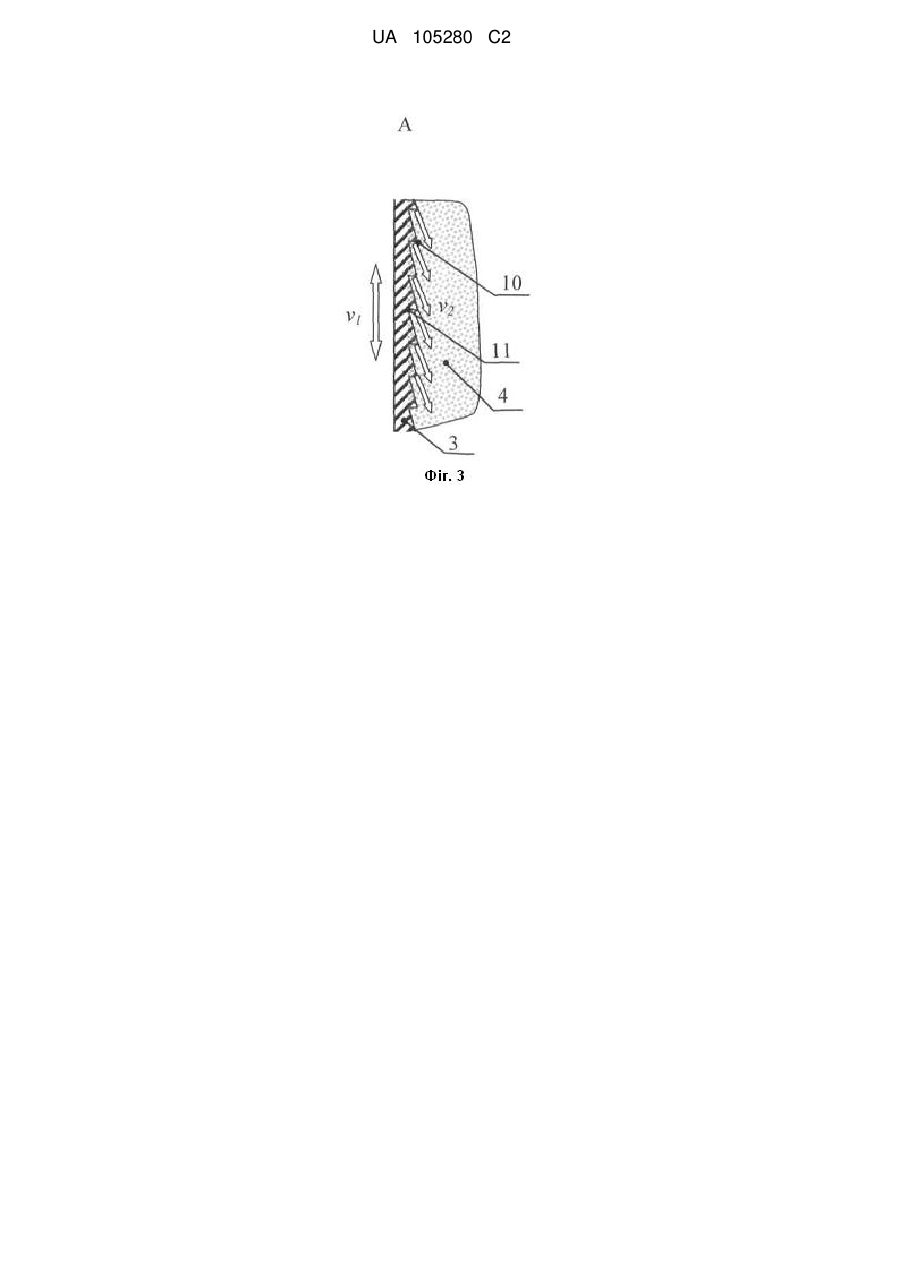
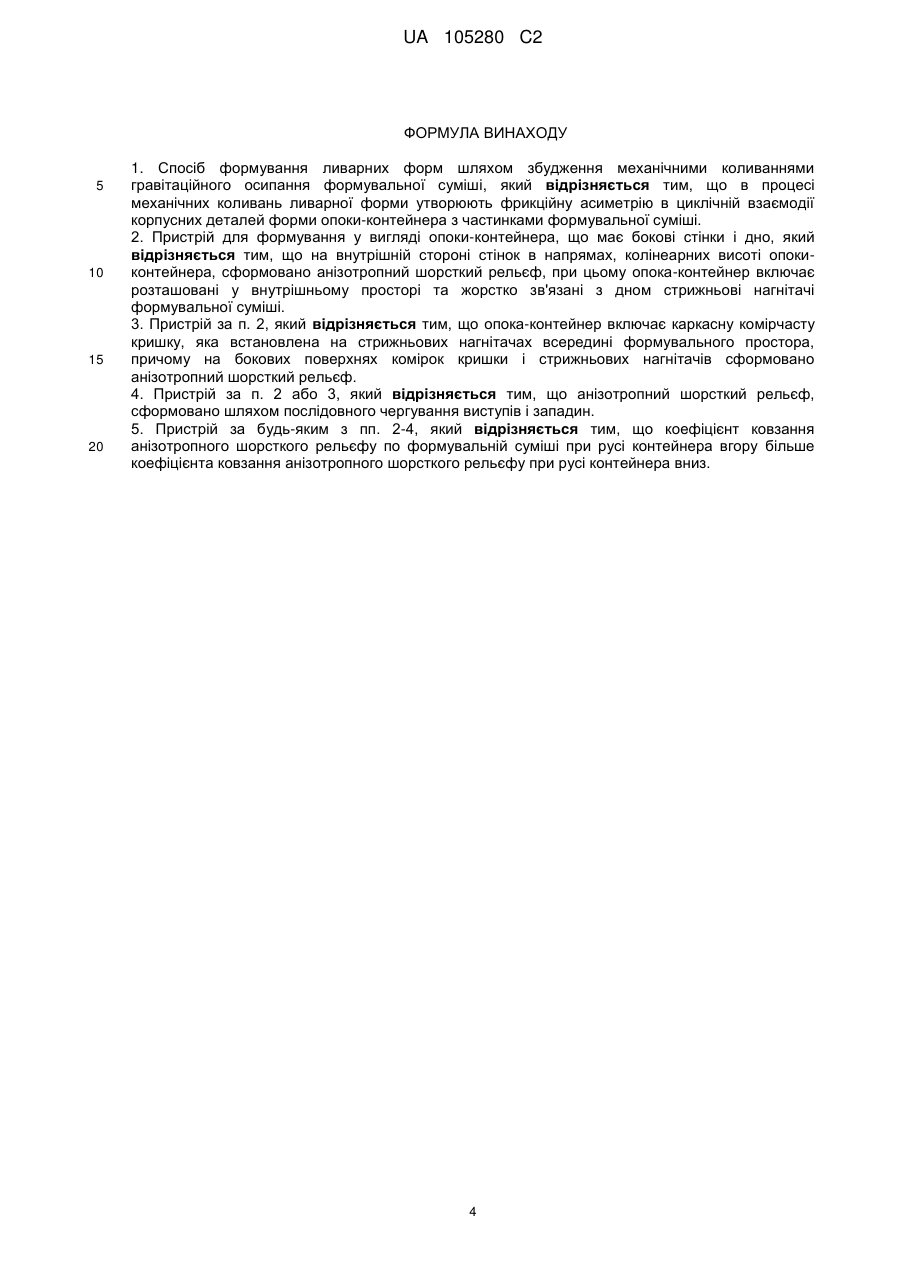
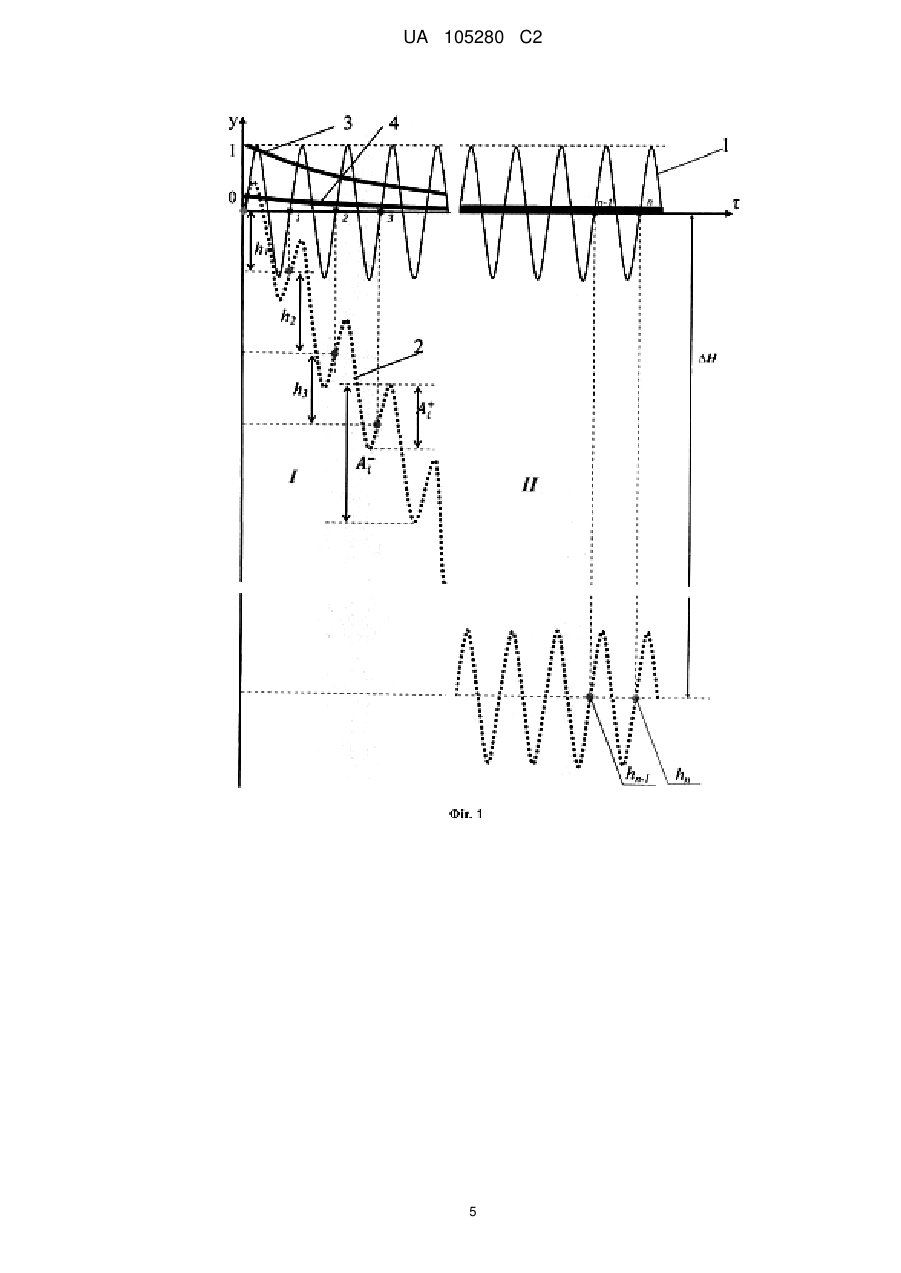
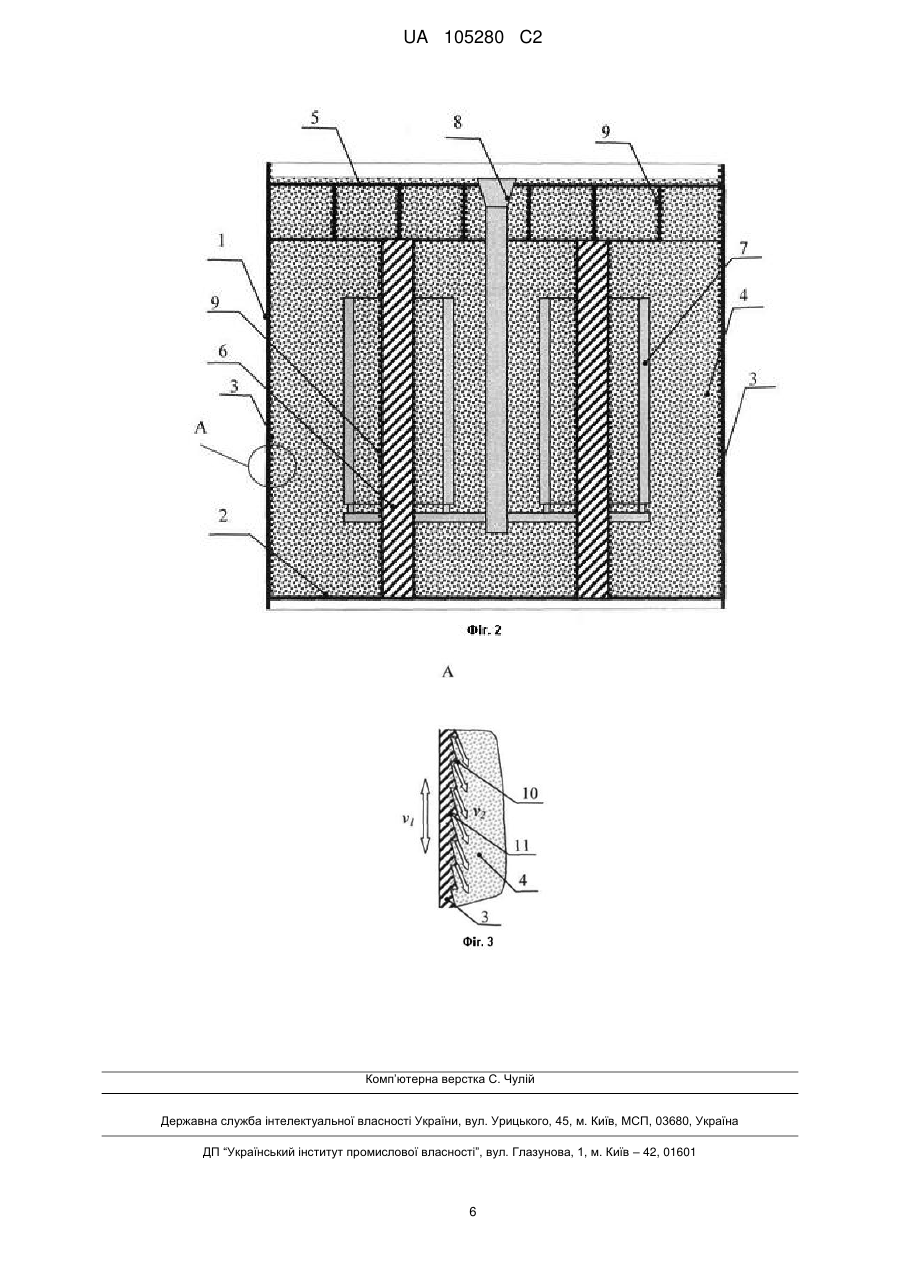
Реферат: Винахід належить до технології вібраційного формування і виготовлення ливарних форм за допомогою опок-контейнерів. Спосіб формування ливарних форм шляхом збудження механічними коливаннями гравітаційного осипання формувальної суміші, при цьому в процесі механічних коливань ливарної форми утворюють фрикційну асиметрію в циклічній взаємодії корпусних деталей форми опоки-контейнера з частинками формувальної суміші. Крім того, заявлено пристрій для виконання способу. UA 105280 C2 (12) UA 105280 C2 UA 105280 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується технології вібраційного формування і виготовлення ливарних форм за допомогою опок-контейнерів. Способи вібраційного формування і пристрої для формовки на основі винаходу можуть бути використані для ущільнення дисперсних матеріалів, формування деталей які виготовляють з порошків, а також при виготовленні бетонних і керамічних виробів. Відомі способи [1, 2, 3] ущільнення формувальної суміші в ливарній формі шляхом збудження механічних коливань опоки, внаслідок чого створюються умови протікання процесу гравітаційного осипання часток дисперсного матеріалу і заповнення пустот формувального простору. Для вібраційного формування ливарних форм у такий спосіб використовують конструкції опок у вигляді контейнерів, які мають бокові стінки і дно [4, 5]. Застосування подібних конструкцій опок для формування, (формувальних контейнерів) дає змогу проводити вібраційне ущільнення дисперсної формувальної суміші навколо моделей розміщуваних у внутрішньому просторі форми [6]. Подібні технічні рішення широко застосовують на багатьох ливарних підприємствах, але вищезазначені способи та конструкції опок мають обмежені технологічні можливості ущільнення формувальних матеріалів навколо моделей складної конфігурації. В першу чергу даний недолік пов'язаний з динамічною поведінкою дисперсних сумішей під час формування, що визначається не тільки процесом гравітаційного осипання але і інерційними і гідродинамічними ефектами, які супроводжують рух частинок; відносне переміщення їх в просторі визначається кінетичною енергією, що передається частинкам від зовнішнього джерела, силою їх зіткнення з сусідніми частинками, аеродинамічним і гідродинамічним опорами руху, що властиві дисперсійній формувальній суміші. Відомий також, вибраний як найближчий аналог, спосіб ущільнення формувальної суміші [7], що включає засипку формувальної суміші в опоку з наступним віброущільненням, згідно з яким засипку формувальної суміші здійснюють через трубку-живильник, змонтовану на кришці, що накриває опоку з боку контрлада, при цьому висоту трубки-живильника підбирають таким чином, щоб тиск, який створюється стовпом суміші в трубці-живильнику, був достатнім для отримання технологічно необхідної щільності формувальної суміші, що формується в опоці. Проте застосування напірної труби (трубки-живильника) для навантаження статичним тиском дисперсного матеріалу, не забезпечує рівномірного розподілу щільності у формувальному просторі, оскільки між частинками формувальної суміші, на відміну від тиску на ідеальну рідину, виникають і діють сили опору руху, пов'язані з силами внутрішнього тертя. Крім того, при ущільненні формувальної суміші в габаритних опоках, наприклад, розміри яких більше 1,5-2,5 метрів ефективність дії напірної труби знижується пропорційно збільшенню розмірів опок. Недоліком даного технічного рішення є також значне зростання габаритних розмірів обладнання (напірна труба монтується над опокою в вертикальному положенні), а також збільшення загальних витрат в собівартості виготовлення литих деталей. Задачею винаходу є підвищення ефективності ущільнення ливарних форм, розширення функціональних можливостей способу вібраційного формування та удосконалення пристрою для формовки. Поставлена задача вирішується тим, що в способі формування ливарних форм шляхом збудження механічними коливаннями гравітаційного осипання формувальної суміші у формі в процесі механічних коливань утворюють фрикційну асиметрію в циклічній взаємодії корпусних деталей форми з частинками формувальної суміші. У пристрої для формування у вигляді опоки-контейнера що має бокові стінки і дно на внутрішній стороні стінок в напрямах колінеарних висоти опоки-контейнера, сформовано анізотропний шорсткий рельєф, при цьому опока-контейнер включає розташовані у внутрішньому просторі та жорстко зв’язані з дном стрижньові нагнітачі формувальної суміші. Опока-контейнер включає каркасну комірчасту кришку та встановлені усередині формувального простору і жорстко зв'язані з дном стрижньові нагнітачі формувальної суміші, причому на поверхнях комірок кришки і поверхнях стрижньових нагнітачів сформовано анізотропний шорсткий рельєф, який проявляє нерівні коефіцієнти ковзання по формувальній суміші при русі опоки-контейнера вгору і вниз. Анізотропний шорсткий рельєф поверхонь деталей сформовано шляхом послідовного чергування виступів і западин, причому коефіцієнт ковзання анізотропного шорсткого рельєфу по формувальній суміші при русі контейнера вгору більше, коефіцієнта ковзання анізотропного шорсткого рельєфу при русі контейнера вниз. На Фіг. 1, наведено суміщені часові діаграми основних характеристик процесу вібраційного формування. Відрізок часу, в якому відбувається вібраційне ущільнення з варіаційними змінами часових діаграм відображено як стадія І, а кінцева стадія II відображає відрізок часу вібраційного навантаження форми, в якому формувальна суміш досягає ущільненого стану. На суміщених часових діаграмах кривими 1, 2, показано відповідно: 1 UA 105280 C2 крива 1 - часова циклічна діаграма з n циклів (і=1, 2, 3…n-1, n) вертикальних гармонічних коливань опоки з амплітудою y=1, в кожному циклі; крива 2 - часова циклічна діаграма з n циклів вертикальних коливань та зсувів формувальної 5 суміші, що контактує з анізотропною шорсткою поверхнею, з амплітудою A i , тут: A i - значення амплітуди позитивного зсуву частинок формувальної суміші в i-му циклі при русі контейнера 10 15 20 25 30 35 40 45 50 55 вгору; A i - значення амплітуди негативного зсуву частинок формувальної суміші в i-му циклі при русі контейнера вниз; Крива 3 - показник, який відображає коефіцієнт ковзання S анізотропною шорсткого рельєфу по формувальній суміші при русі контейнера вгору; Крива 4 - показник, який відображає коефіцієнт ковзання S анізотропного шорсткого рельєфу по формувальній суміші при русі контейнера вниз; На Фіг. 2 наведено загальний вид пристрою для формоутворення ливарних форм. На Фіг. 3 показано фрагмент поверхні з анізотропним шорстким рельєфом, (вид А), що контактує з частинками формувальної суміші, та при дії вертикальної вібрації зі швидкістю 1 генерує силовий ущільнюючий рух частинок формувальної суміші зі швидкістю 2. Основними конструктивними деталями опоки-контейнера є бокові стінки 1 і дно 2. На внутрішній стороні стінок 1 в напрямах колінеарних висоти опоки-контейнера, сформовано анізотропний шорсткий рельєф 3, який при русі вгору і вниз проявляє нерівні коефіцієнти ковзання по формувальній суміші 4. В залежності від призначення та технології виготовлення контейнери можуть мати форму за подобою геометричних фігур: - циліндра, призми, паралелепіпеда, з відповідною кількістю бічних стінок. При формуванні габаритних ливарних форм опока-контейнер включає каркасну комірчасту кришку 5, та встановлені всередині формувального простору і жорстко зв'язані з дном 2 стрижньові нагнітачі 6 формувальної суміші. Стрижньові нагнітачі 6 формувальної суміші встановлюють поблизу блока моделей 7 і жорстко зв'язують з дном 2. Каркасна комірчаста кришка 5, розташовується всередині опоки-контейнера таким чином, що може спиратися на стрижньові нагнітачі 6. Вона надає формі підвищену жорсткість, а також виконує допоміжну функцію фіксації ливарно-ливникової системи 8 у формі. На поверхнях комірок кришки 5 і поверхнях стрижньових нагнітачів 6 сформовано анізотропний шорсткий рельєф 9, який проявляє нерівні коефіцієнти ковзання по формувальній суміші при русі опоки-контейнера вгору і вниз. Анізотропний шорсткий рельєф 9, сформовано шляхом послідовного чергування виступів 10 і западин 11, (див. Фіг. 3) які утворюють на поверхні пиловидні зубці. Пиловидні зубці мають форму трикутника з нахилом двох граней таким чином, що вони забезпечують коефіцієнт ковзання анізотропного шорсткого рельєфу по формувальній суміші при русі контейнера вгору більше коефіцієнта ковзання анізотропного шорсткого рельєфу при русі контейнера вниз. Призначення каркасної комірчастої кришки 5 забезпечити підвищення ефективності ущільнення частинок піску в верхніх шарах формувальної суміші в ливарній формі, а стрижньових нагнітачів 6 забезпечити підвищення ефективності ущільнення формувальної суміші навколо блоку моделей 7, та в зонах віддалених від бокових стінок опоки - контейнера. Суть винаходу полягає в наступному. При формуванні ливарних форм на опоку-контейнер з формувальною сумішшю та блоком моделей накладають вібрацію, що включає серію з і циклів вертикальних коливань (і=1, 2, 3…n1, n) і таким чином збуджують гравітаційне осипання формувальної суміші у внутрішньому просторі форми. Для підвищення ефективності ущільнення ливарних форм, в процесі механічних коливань опоки-контейнера утворюють фрикційну асиметрію в циклічній взаємодії корпусних деталей форми з частинками формувальної суміші і при цьому у внутрішньому просторі форми циклічними коливаннями корпусних деталей форми додатково генерують силовий ущільнюючий рух формувальної суміші. Генерацію силового руху проводять в зонах контакту анізотропного шорсткого рельєфу 3 та анізотропного шорсткого рельєфу 9 з формувальною сумішшю 4 наступним чином. При вертикальній вібрації опоки-контейнера на частоті f відбувається вертикальний синхронний рух поверхонь деталей контейнера в прямому і зворотному напрямку зі швидкістю 1=2Аf (див. Фіг. 3). В результаті контактної динамічної взаємодії поверхонь деталей опокиконтейнера з формувальною сумішшю, прилеглі до контактуючих поверхонь шари формувальної суміші також здійснюватимуть коливальні рухи на частоті f вібрації ливарної форми, (див. Фіг. 1, крива 2). Враховуючи той факт, що контактуючі поверхні мають анізотропний шорсткий рельєф, який проявляє нерівні коефіцієнти ковзання по формувальній 2 UA 105280 C2 суміші при русі опоки-контейнера вгору і вниз, то на І стадії швидкість 2 руху формувальної суміші в процесі вібраційного ущільнення буде менше синхронної швидкості 1. В кожному циклі механічних коливань, різниці швидкостей руху анізотропної шорсткої поверхні 1 і формувальної i i суміші 2 залежать від коефіцієнта ковзання S вгору S 5 1 2 1 , та коефіцієнта ковзання Si i вниз S 1 2 . 1 В перших циклах вібраційного навантаження формувальна суміш знаходиться у стані низької щільності, і тому при русі контейнера вгору, будуть високі, близькі до одиниці, (Si 1) значення коефіцієнта ковзання. Але при русі контейнера вниз, синхронна швидкість 1 руху деталей контейнера становиться близькою до швидкості 2 руху частинок формувальної суміші, 10 i а коефіцієнт ковзання стане близьким до нульового значення S 0 , Таким чином, в кожному вібраційному циклі анізотропний шорсткий рельєф при механічних коливаннях формує нерівні коефіцієнти ковзання Si та Si та утворює фрикційну асиметрію в 15 20 25 циклічній взаємодії корпусних деталей форми з частинками формувальної суміші, що забезпечує генерацію силового ущільнюючого руху формувальної суміші. Генерація силового ущільнюючого руху формувальної суміші відбувається за рахунок примусового зсуву частинок піску, так що за кожний цикл механічних коливань контактуюча з анізотропним шорстким рельєфом формувальна суміш зсувається на певну відстань hi, при цьому ущільнюється, а також змінює значення коефіцієнтів ковзання. Абсолютне значення hi, примусового зсуву в і-му циклі залежить від розмах амплітуди У вертикальних коливань анізотропної поверхні, а також від коефіцієнтів ковзання анізотропної поверхні по формувальній суміші. Враховуючи той факт, що в процесі здійснення опокоюконтейнером механічних коливань змінюється насипна щільність формувальної суміші, то відповідно в кожному циклі відбувається зменшення значень коефіцієнтів ковзання і зменшується різниця між їх значеннями, поступово наближаючись до нуля. На кінцевій стадії II формувальна суміш досягає ущільненого стану а максимальне зменшення висоти стовпа буде визначатися як: n H hi , (див. Фіг. 1, крива 2). i 1 Для ущільненої формувальної суміші (останній цикл вібраційного навантаження, і=n) показник ковзання буде близький до нульового значення Si 0 . 30 35 40 45 Таким чином застосування способу формування ливарних форм та пристрій для формовки дозволяє підвищити ефективність ущільнення ливарних форм, розширити функціональні можливості способу вібраційного а також удосконалити пристрій для формовки. Застосування в конструкції контейнера нових додаткових елементів, на поверхнях яких сформовано анізотропний шорсткий рельєф, який при русі вгору і вниз проявляє нерівні коефіцієнти ковзання по формувальній суміші дозволяє досягати максимальної щільності дисперсного середовища, що знаходиться в опоці-контейнері. Джерела інформації: 1. Комаров Л.Е. Об уплотнении литейных форм прессованием, вибропрессованием и вибрацией// Литейное производство. - 1957. - № 11. - С. 10-15. 2. Авдокушин. В. П. Выбор оптимальных режимов виброуплотнения форм при литье по газифицируемым моделям// Литейное производство. - 2001. - № 4. - С. 38-40. 3. Патент US6457510 (В1) - 2002-10-01, ECLA: B22C15/10 - Method for compacting moulding sand. 4. Авторское свидетельство СССР № 1458067 МПК В22С21/00, опубл. 15.02.1989. 5. Авторское свидетельство СССР № 1752491 МПК В22С21/00, опубл.07.08.1992. 6. Патент міжнародного патентного бюро WO 0074930 МПК В22С19/04. опубл. 12.14.2000. 7. Способ уплотнения формовочной смеси. Патент РФ № 2219013 МПК В22С9/00, опубл. 20.12.2003. 3 UA 105280 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 1. Спосіб формування ливарних форм шляхом збудження механічними коливаннями гравітаційного осипання формувальної суміші, який відрізняється тим, що в процесі механічних коливань ливарної форми утворюють фрикційну асиметрію в циклічній взаємодії корпусних деталей форми опоки-контейнера з частинками формувальної суміші. 2. Пристрій для формування у вигляді опоки-контейнера, що має бокові стінки і дно, який відрізняється тим, що на внутрішній стороні стінок в напрямах, колінеарних висоті опокиконтейнера, сформовано анізотропний шорсткий рельєф, при цьому опока-контейнер включає розташовані у внутрішньому просторі та жорстко зв'язані з дном стрижньові нагнітачі формувальної суміші. 3. Пристрій за п. 2, який відрізняється тим, що опока-контейнер включає каркасну комірчасту кришку, яка встановлена на стрижньових нагнітачах всередині формувального простора, причому на бокових поверхнях комірок кришки і стрижньових нагнітачів сформовано анізотропний шорсткий рельєф. 4. Пристрій за п. 2 або 3, який відрізняється тим, що анізотропний шорсткий рельєф, сформовано шляхом послідовного чергування виступів і западин. 5. Пристрій за будь-яким з пп. 2-4, який відрізняється тим, що коефіцієнт ковзання анізотропного шорсткого рельєфу по формувальній суміші при русі контейнера вгору більше коефіцієнта ковзання анізотропного шорсткого рельєфу при русі контейнера вниз. 4 UA 105280 C2 5 UA 105280 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22C 9/00, B22C 21/00, B22C 15/00
Мітки: формування, спосіб, форм, пристрій, ливарних
Код посилання
<a href="https://ua.patents.su/8-105280-sposib-formuvannya-livarnikh-form-ta-pristrijj-dlya-formuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування ливарних форм та пристрій для формування</a>
Спосіб формування насипних ливарних форм
Номер патенту: 75527
Опубліковано: 10.12.2012
Автори: Русаков Петро Володимирович, Шинський Олег Йосипович, Найдек Володимир Леонтійович
МПК: B22C 15/00, B22C 9/00
Мітки: спосіб, форм, формування, ливарних, насипних
Формула / Реферат:
1 Спосіб формування насипних ливарних форм, що включає вібраційне ущільнення формувальної суміші від збудника механічних коливань, який відрізняється тим, що ущільнення формувальної суміші здійснюють при циклічній зміні газового стану в ливарній формі, при цьому в три стадії в кожному циклі, змінюють газовий тиск так, що на всіх перших стадіях у формі створюють газове розрідження
Установка для формування ливарних форм
Номер патенту: 76256
Опубліковано: 25.12.2012
Автори: Шинський Олег Йосипович, Русаков Петро Володимирович, Найдек Володимир Леонтійович
МПК: B22C 15/00, B22C 9/00
Мітки: установка, форм, ливарних, формування
Формула / Реферат:
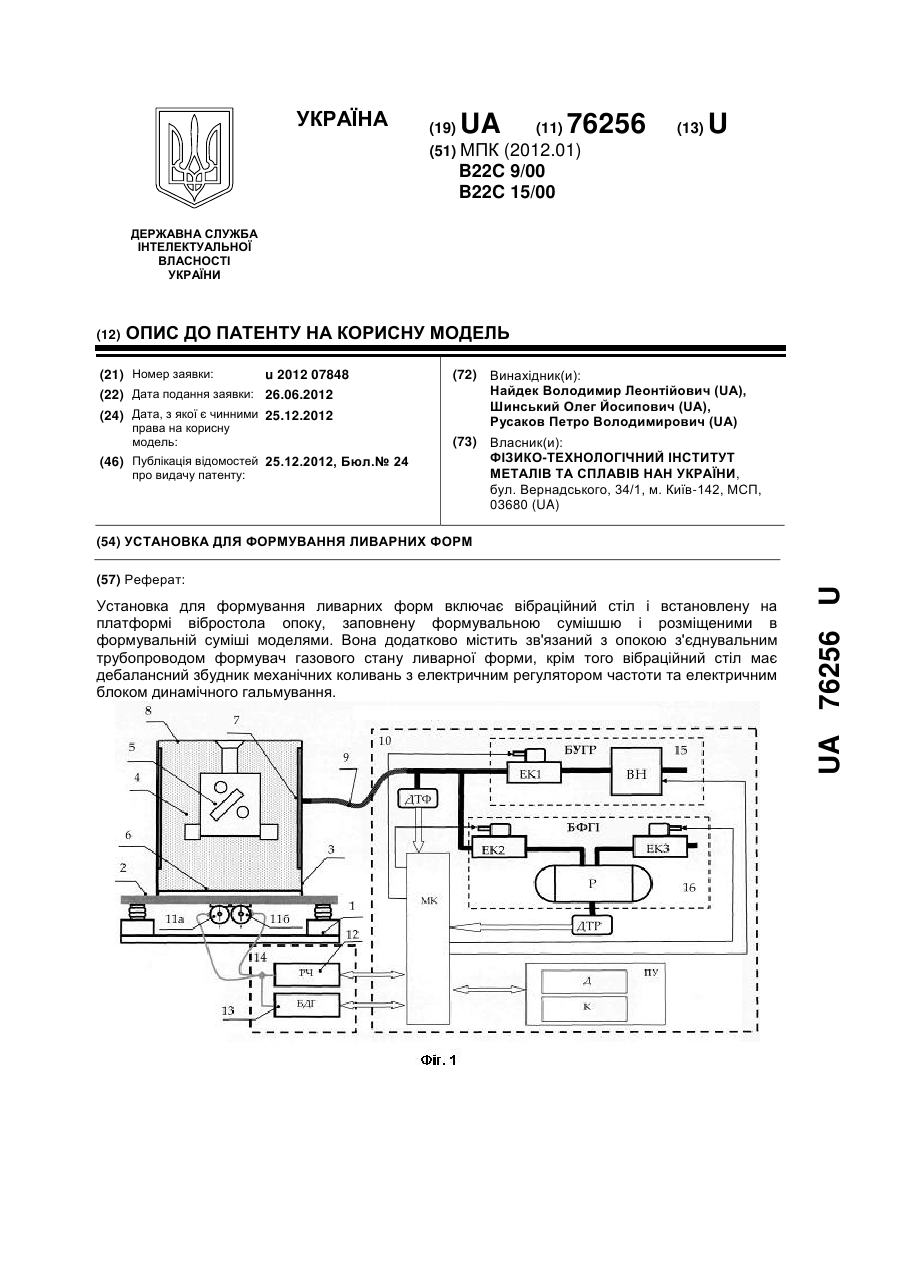
1. Установка для формування ливарних форм, що включає вібраційний стіл і встановлену на платформі вібростола опоку, заповнену формувальною сумішшю і розміщеними в формувальній суміші моделями, яка відрізняється тим, що вона додатково містить зв'язаний з опокою з'єднувальним трубопроводом формувач газового стану ливарної форми, крім того вібраційний стіл має дебалансний збудник механічних коливань з електричним регулятором частоти та...
Спосіб діагностування якості ливарних форм та стрижнів за дефектним станом виливків
Номер патенту: 13227
Опубліковано: 15.03.2006
Автори: Авдокушин Володимир Павлович, Самарай Валерій Петрович, Самарай Роман Валерійович
МПК: B22C 9/00
Мітки: виливків, форм, ливарних, діагностування, стрижнів, якості, спосіб, станом, дефектним
Формула / Реферат:
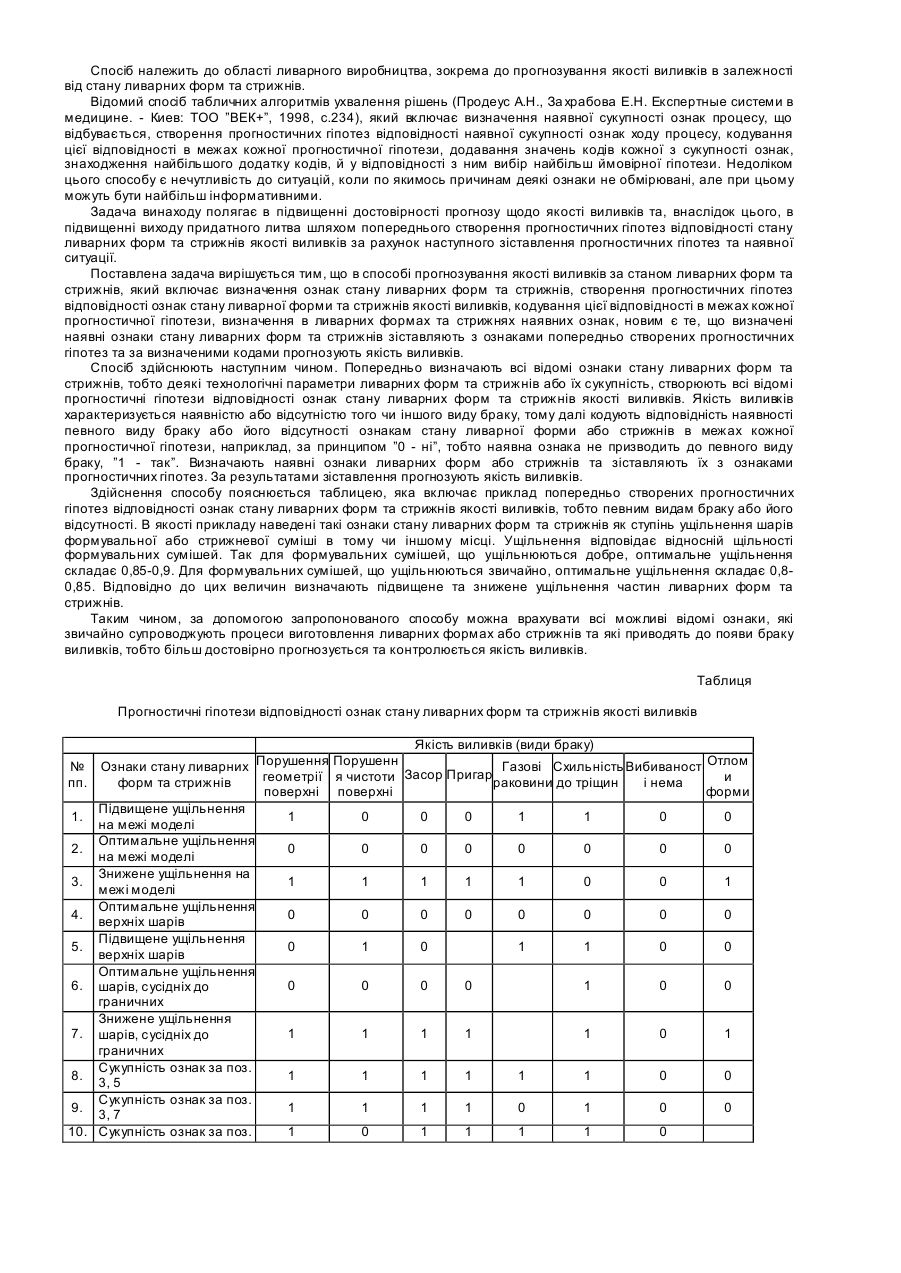
Спосіб діагностування якості ливарних форм та стрижнів за дефектним станом виливків, який включає попереднє створення гіпотез відповідності ознак стану ливарної форми та стрижнів якості виливків, кодування цієї відповідності в межах кожної гіпотези, визначення у виливках наявних дефектів, який відрізняється тим, що створюють діагностичні гіпотези, визначені наявні дефекти виливків зіставляють з ознаками діагностичних гіпотез та за визначеними...
Спосіб прогнозування якості виливків за станом ливарних форм та стрижнів
Номер патенту: 64412
Опубліковано: 16.02.2004
Автори: Самарай Валерій Петрович, Авдокушин Володимир Павлович
МПК: B22C 9/00
Мітки: прогнозування, якості, станом, спосіб, виливків, ливарних, форм, стрижнів
Формула / Реферат:
Спосіб прогнозування якості виливків за станом ливарних форм та стрижнів, який включає визначення ознак стану ливарних форм та стрижнів, створення прогностичних гіпотез відповідності ознак стану ливарної форми та стрижнів якості виливків, кодування цієї відповідності в межах кожної прогностичної гіпотези, визначення в ливарних формах та стрижнях наявних ознак, який відрізняється тим, що визначені наявні ознаки стану ливарних форм та стрижнів...
Формувальна суміш для виготовлення ливарних форм для лиття металів, спосіб виготовлення ливарних форм, ливарна форма та її застосування
Номер патенту: 100030
Опубліковано: 12.11.2012
Автори: Кьоршген Йорг, Кох Дітер, Фрон Маркус, Мюллер Дженс
Мітки: металів, виготовлення, застосування, форма, суміш, спосіб, форм, лиття, ливарна, ливарних, формувальна
Формула / Реферат:
1. Формувальна суміш для виготовлення ливарних форм для лиття металів, що містить щонайменше:- вогнетривкий основний формувальний матеріал,- зв'язувальний матеріал, на основі рідкого скла,- частку часток оксиду металу, що вибрана із групи двооксиду кремнію, оксиду алюмінію, оксиду титану та оксиду цинку,яка відрізняється тим, що додатково формувальна суміш містить частку щонайменше одного тенсиду.2....
Попередній патент: Маніпулятор дробоструменевого очищення
Наступний патент: Спосіб ремонту авіаційної техніки на авіаремонтному підприємстві
Випадковий патент: Лебідка шахтна маневрова монтажна