Шліфувальний пристрій для шліфування металевого виробу
Формула / Реферат
1. Шліфувальний пристрій (1) для шліфування металевого виробу, зокрема безперервнолитого сляба, заготовки квадратного перерізу або злитка, що містить щонайменше два шліфувальні агрегати (3, 4) з несучим пристроєм (5, 6) для шліфувального блока (7, 8), причому шліфувальний блок містить щонайменше один шліфувальний круг (9, 10), що приводиться в обертання, який відрізняється тим, що шліфувальні круги (9, 10) шліфувальних агрегатів (3, 4) розташовані безпосередньо один за одним з осями (А, В) обертання, що проходять горизонтально і на відстані паралельно одна одній.
2. Шліфувальний пристрій за п. 1, який відрізняється тим, що кожний несучий пристрій (5, 6) встановлений з можливістю повороту навколо осі (С, D), яка паралельна осі (А, В) обертання шліфувального круга (9, 10) і розташована на відстані (а, b) від неї.
3. Шліфувальний пристрій за п. 2, який відрізняється тим, що передбачені засоби (13), виконані з можливістю регулювання відстані (а, b) між віссю (С, D) повороту несучого пристрою (5, 6) і віссю (А, В) обертання шліфувального круга (9, 10).
4. Шліфувальний пристрій за п. 3, який відрізняється тим, що засоби (13) для регулювання відстані (а, b) включають в себе ексцентрик.
5. Шліфувальний пристрій за п. 1, який відрізняється тим, що кожний несучий пристрій (5, 6) включає в себе лінійну напрямну, виконану з можливістю переміщення шліфувального круга (9, 10) перпендикулярно його осі обертання (А, В).
6. Шліфувальний пристрій за будь-яким із пп. 1-5, який відрізняється тим, що кожний шліфувальний агрегат (3, 4) містить навантажувальний пристрій (14) для прикладання певного притискного зусилля (F) шліфувального круга (9, 10) до металевого виробу (2), причому навантажувальний пристрій (14) включає в себе, зокрема, циліндро-поршневу систему для прикладання зусилля шліфування.
7. Шліфувальний пристрій за будь-яким із пп. 1-6, який відрізняється тим, що шліфувальні агрегати (3, 4) встановлені з можливістю повороту спільно навколо осі (Е), яка розташована перпендикулярно осі обертання (А, В) шліфувальних кругів (9, 10) і вертикально, причому вісь повороту (Е) лежить переважно в зоні шліфувальних кругів (9, 10), зокрема між шліфувальними кругами (9, 10) обох шліфувальних агрегатів (3, 4).
8. Шліфувальний пристрій за будь-яким із пп. 1-7, який відрізняється тим, що шліфувальні круги (9, 10) шліфувальних агрегатів (3, 4) мають різну зернистість і/або структуру.
9. Шліфувальний пристрій за будь-яким із пп. 1-8, який відрізняється тим, що шліфувальний круг (9, 10) встановлений з можливістю приведення в обертання напряму привідним двигуном (11, 12) без проміжного редуктора або інших елементів.
Текст
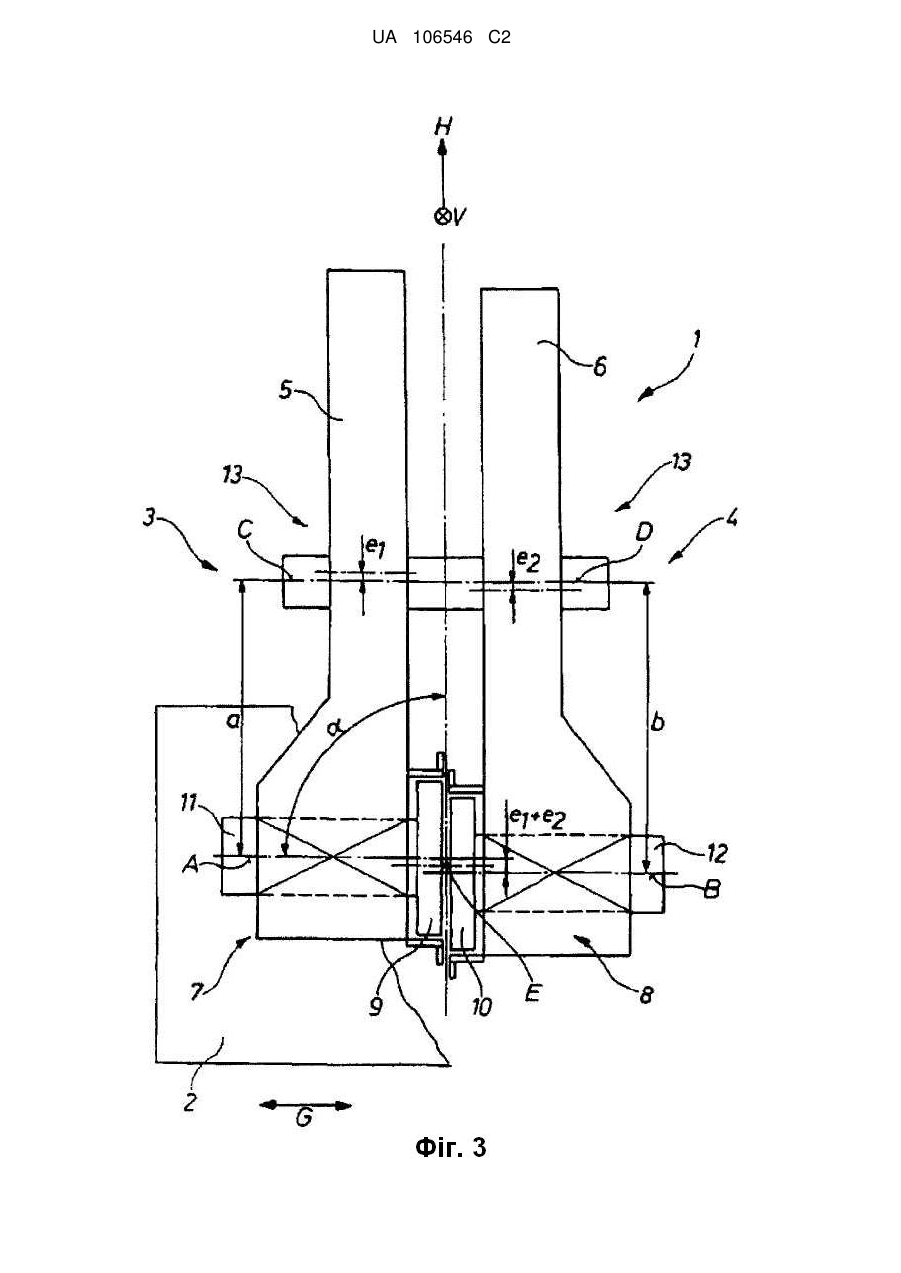
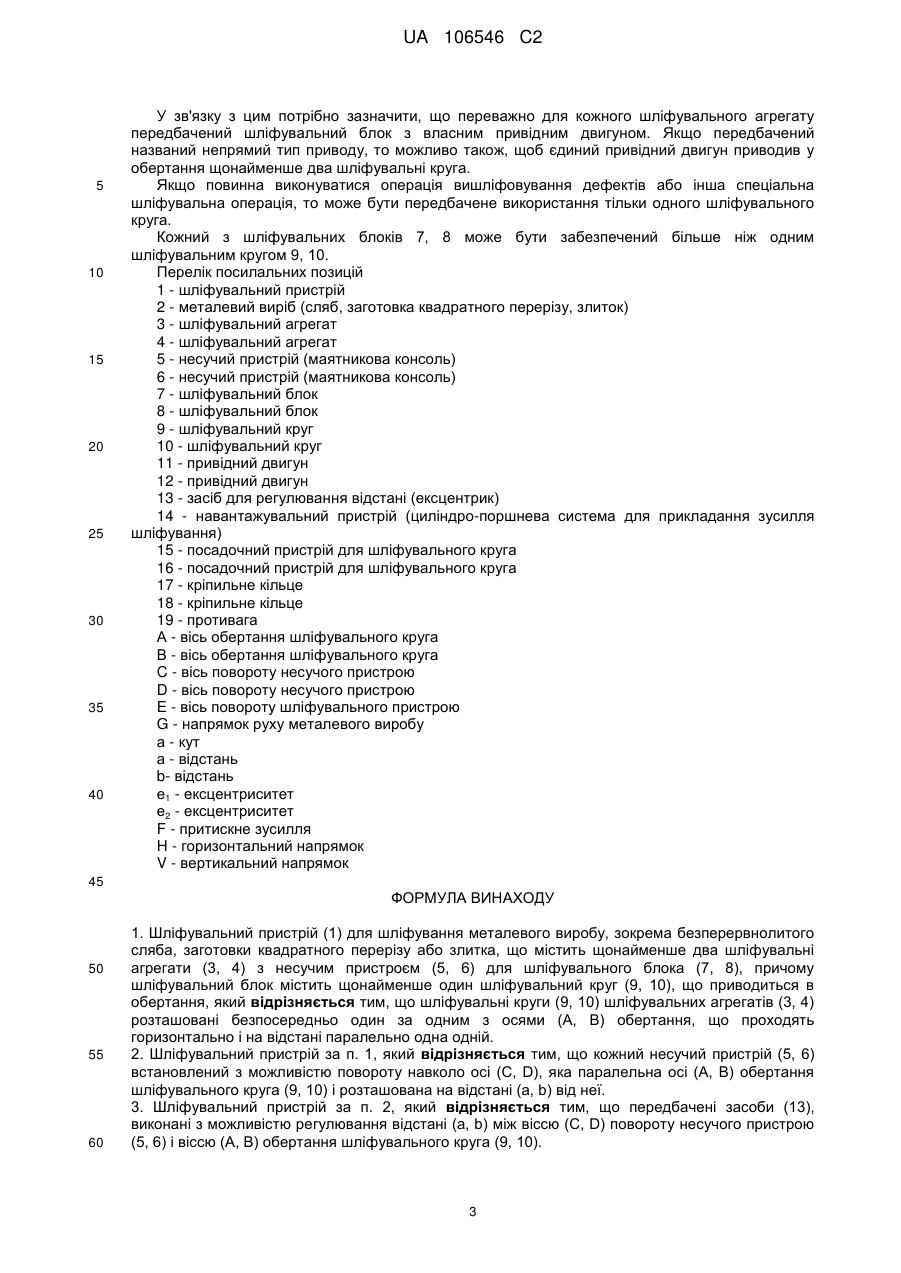
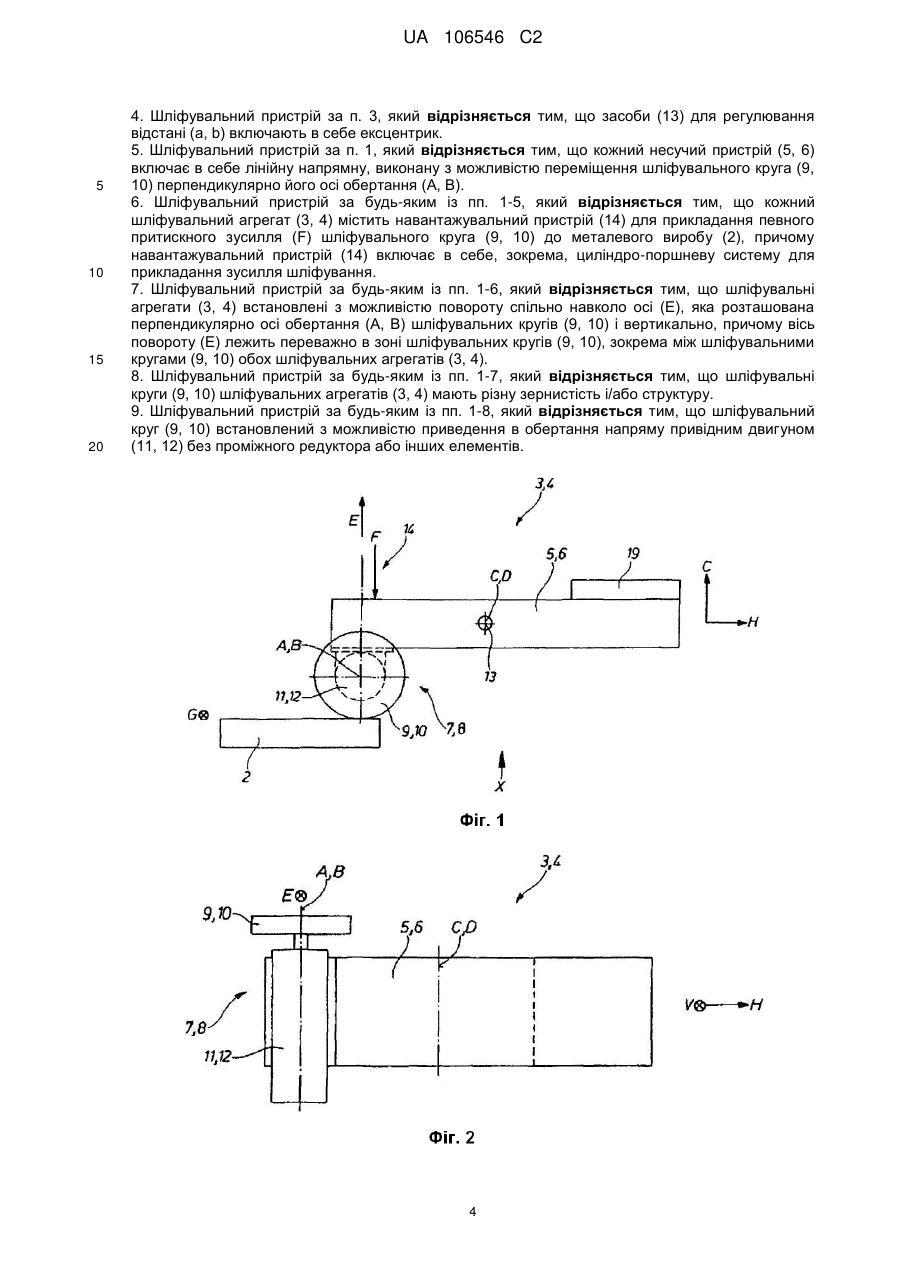
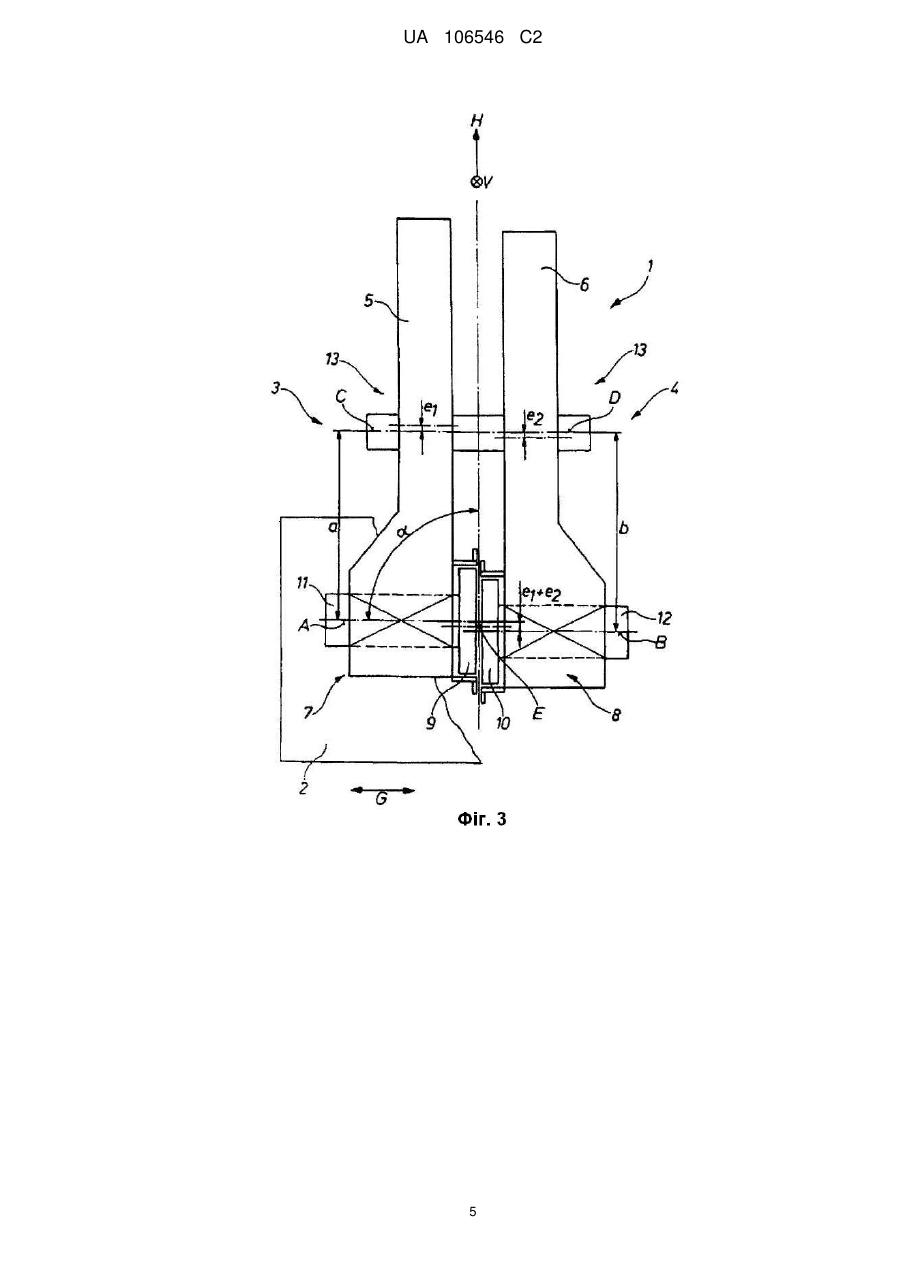
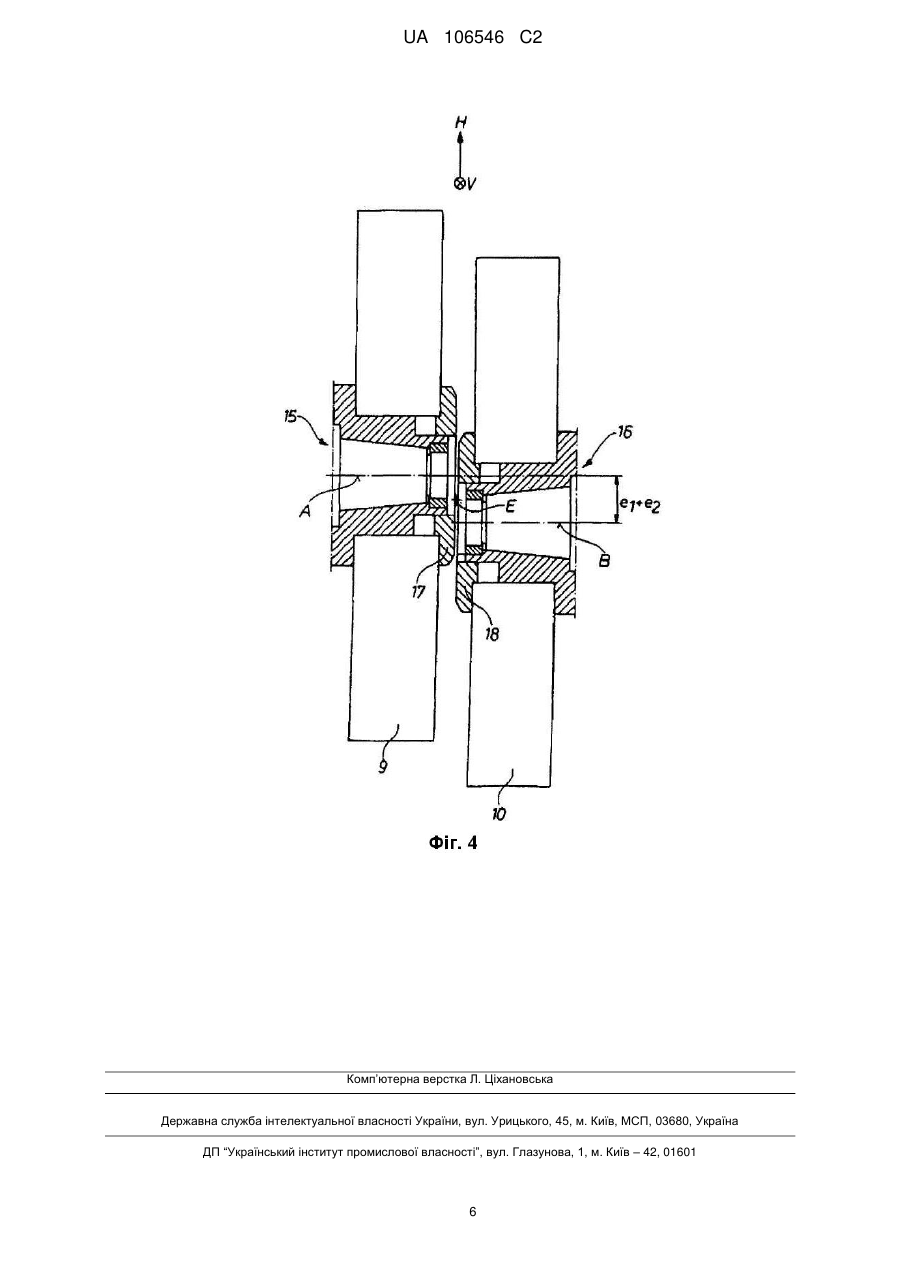
Реферат: Винахід стосується пристрою (1) шліфування металевого виробу (2), зокрема безперервнолитого сляба, заготовки квадратного перерізу або злитка. Щоб досягнути високої швидкості шліфування названих металевих виробів, згідно з винаходом, передбачено, що шліфувальний пристрій (1) містить щонайменше два шліфувальні агрегати (3, 4), причому кожний шліфувальний агрегат (3, 4) містить несучий пристрій (5, 6) для шліфувального блока (7, 8), причому шліфувальний блок містить щонайменше один шліфувальний круг (9, 10), що приводиться в обертання, причому шліфувальні круги (9, 10) розташовані так, що їх осі обертання (А, В) паралельні одна одній. UA 106546 C2 (12) UA 106546 C2 UA 106546 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується шліфувального пристрою для шліфування металевого виробу, зокрема, безперервно-литого сляба, заготовки квадратного перерізу або злитка. Безперервно-литі вироби, зокрема сляби, в більшості випадків після безперервного відливання піддаються поверхневій обробці шліфуванням, щоб при подальшій обробці виробу досягнути достатньої якості. При шліфуванні безперервно-литого сляба він звичайно в реверсивному русі переміщується зворотно-поступально в поздовжньому напрямку під шліфувальним пристроєм (шліфувальним агрегатом). У кінці кожного реверсивного руху шліфувальний пристрій здійснює періодичний рух поперечної подачі, доки вся поверхня сляба не буде відшліфована. Під час шліфування сляб встановлюється на шліфувальному столі, спираючись на нього своєю довгою широкою стороною. Пристрій для шліфування слябів такого типу описаний в EP 0053274 А. При так званому НР-шліфуванні (High-Pressure-шліфуванні - шліфування під високим тиском) сляба з економічних міркувань повинна досягатися достатня швидкість знімання металу. При цьому продуктивність шліфування підвищується за рахунок збільшення ширини шліфувального круга, якщо одночасно підвищується потужність приводу двигуна, наприклад з 315 кВт до 630 кВт при подвоєнні ширини шліфувального круга; за рахунок цього можна підтримувати постійною питому потужність двигуна відносно ширини шліфувального круга. Однак ширина шліфувального круга обмежена процесом його виготовлення і міцністю його зв'язки; на практиці шліфувальні круги шириною більше 150 мм не використовуються. Тому стало відомим використання декількох, зокрема двох, шліфувальних кругів один поруч з одним на одному шліфувальному шпинделі. Однак при цьому виникає наступний недолік: при шліфуванні зона контакту між шліфувальним кругом і виробом, що шліфується, переміщується по ширині шліфувального круга, а саме періодично переміщується зворотно-поступально, що зумовлено реверсуванням сляба, від відповідно зовнішньої кромки шліфувального круга до його середини. Тому розширення зони контакту і підвищення потужності приводу необов'язково приводять до бажаного підвищення продуктивності шліфування, а, при певних умовах, лише до підвищення стійкості шліфувального круга (кругів). Отже, не можна вийти з того, що використання здвоєних шліфувальних кругів на одному привідному шпинделі при подвоєній потужності приводу також приведе до подвоєної швидкості знімання. В основі винаходу лежить задача створення шліфувального пристрою, у якого згадане підвищення потужності приводу привело б безпосередньо до підвищення швидкості знімання. Відповідно до цього повинна бути підвищена рентабельність процесу шліфування металевих виробів, таких як сляби, заготовки квадратного перерізу і злитки. Ця задача вирішується, згідно з винаходом, за рахунок того, що шліфувальний пристрій містить щонайменше два шліфувальні агрегати, причому кожний шліфувальний агрегат містить несучий пристрій для шліфувального блока, шліфувальний блок містить щонайменше один шліфувальний круг, що приводиться в обертання, і шліфувальні круги розташовані так, що їх осі обертання паралельні одна одній. Несучий пристрій встановлений переважно з можливістю повороту навколо осі, яка паралельна осі обертання шліфувального круга і розташована на відстані від неї. При цьому можуть бути передбачені засоби, за допомогою яких можна регулювати відстань між віссю повороту несучого пристрою і віссю обертання шліфувального круга. Ці засоби для регулювання відстані можуть бути виконані переважно у вигляді ексцентрика. В одному альтернативному рішенні передбачено, що кожний несучий пристрій включає в лінійну напрямну, за допомогою якої можна переміщувати шліфувальний круг перпендикулярно його осі обертання і переважно горизонтально. Крім того, кожний шліфувальний агрегат може містити навантажувальний пристрій для прикладання певного притискного зусилля шліфувального круга до металевого виробу, причому навантажувальний пристрій включає в себе, зокрема, циліндро-поршневу систему для прикладання зусилля шліфування. Шліфувальні агрегати можуть бути встановлені з можливістю повороту спільно навколо осі, яка розташована перпендикулярно осі обертання шліфувальних кругів і вертикально, причому вісь повороту лежить переважно в зоні шліфувальних кругів, зокрема, між шліфувальними кругами обох шліфувальних агрегатів. Шліфувальні круги шліфувальних агрегатів розташовані переважно безпосередньо один поруч з одним. Вони можуть мати різну зернистість і/або структуру. Шліфувальний круг може приводитися в обертання привідним двигуном без проміжного редуктора або інших елементів переважно напрямку. 1 UA 106546 C2 5 10 15 20 25 30 35 40 45 50 55 Завдяки запропонованому рішенню досягається те, що підвищення потужності приводу шліфувального пристрою безпосередньо приводить до пропорційного підвищення потужності шліфування (швидкості шліфування). Це дозволяє розподілити потужність шліфування по шліфувальних кругах так, що кожний шліфувальний круг має власну зону контакту. Приклад здійснення винаходу зображений на кресленнях, на яких представляють: фіг. 1 - схематичний вигляд збоку шліфувального агрегату шліфувального пристрою; фіг. 2 - схематичний вигляд "X" шліфувального агрегату за фіг. 1; фіг. 3 - схематичний вигляд зверху на шліфувальний пристрій з двома шліфувальними агрегатами; фіг. 4 - збільшений вигляд зони шліфувальних кругів шліфувального пристрою за фіг. 3. На фіг. 1 і 2 зображений шліфувальний агрегат 3, 4, що є складовою частиною шліфувального пристрою 1, зображеного на фіг. 3. Шліфувальний агрегат 3, 4 містить несучий пристрій 5, 6, виконаний у вигляді маятникової консолі з противагою 19. Несучий пристрій 5 встановлений з можливістю повороту навколо осі C, D. Шліфувальний агрегат 3, 4 містить шліфувальний блок 7, 8 і шліфувальний круг 9, 10, що приводиться в обертання безпосередньо привідним двигуном 11, 12. Шліфувальний круг обертається навколо осі А, В. Для впливу потрібного притискного зусилля F на металевий виріб 2, що шліфується, передбачений лише схематично позначений навантажувальний пристрій 14, виконаний, наприклад, у вигляді циліндро-поршневої системи. Схематично позначені також засоби 13, за допомогою яких можна змінювати відстань між віссю повороту C, D і віссю обертання А, В. В даному випадку вісь обертання А, В можна настроювати або зміщувати відносно осі повороту C, D в горизонтальному напрямку H за допомогою ексцентрика. Матеріал, що шліфується, тобто металевий виріб 2, зворотно-поступально переміщується під шліфувальним кругом 9, 10, що визначено напрямком руху G виробу 2. На фіг. 3 зображений весь шліфувальний пристрій 1, причому також позначений напрямок руху G, що здійснюється виробом 2 під час ходу шліфування. Видно, що обидва несучих пристрої 5, 6, тобто обидві маятникові консолі, розташовані паралельно одна одній, а на їх кінцях розташовано по одному шліфувальному блоку 7, 8 з шліфувальним кругом 9, 10. За допомогою лише схематично позначеного ексцентрика 14 можна змінювати положення шліфувального круга 9, 10 в горизонтальному напрямку, тобто можна трохи змінювати відстань a, b між віссю повороту C, D несучого пристрою 5, 6 і віссю обертання А, В шліфувального круга 9, 10. Створене ексцентриком 14 зміщення в горизонтальному напрямку H позначене е1 і е2. Якщо обидва ексцентрики обох несучих пристроїв 5, 6 настроюються зі зміщенням один відносно одного в напрямку горизонталі H, то між шліфувальними кругами 9, 10 виникає відстань в горизонтальному напрямку H, що відповідає сумі е1 і е2. Крім того, передбачено, що весь шліфувальний пристрій 1 може повертатися навколо осі E, що проходить у вертикальному напрямку V. Кут повороту відносно подовжньої осі (перпендикулярно осі повороту C, D і в цьому випадку в горизонтальному напрямку H) позначений а і становить 90°. При цьому вісь обертання E знаходиться між обома шліфувальними кругами 9, 10. На фіг. 4 видно прагнення розмістити обидва шліфувальні круга 9, 10 як можна ближче один до одного. Вони встановлені на посадочному пристрої 15, 16. Фіксація шліфувальних кругів 9,10 відбувається за допомогою кріпильного кільця 17, 18. Між обома шліфувальними кругами 9, 10 є лише вузький зазор. Відповідно до цього між ними є мінімально можлива відстань, яка обмежена тільки шириною кріпильних кілець 17, 18 і невеликим вільним простором між ними. Зокрема, якщо шліфування здійснюється під кутом а 0-90°, переважно 45-90°, то обидва шліфувальні круга 9, 10 шліфують один за одним з відповідно окремими зонами контакту з виробом 2. Якщо обидва (або більше) шліфувальні круга виконані з різною зернистістю і/або структурою, то переважним чином можна здійснювати одночасно дві операції. Так, шліфувальний круг з великим/більш грубим зерном може виконувати спочатку операцію чорнового шліфування, за якою йде операція чистового шліфування, що виконується шліфувальним кругом з дрібнішим зерном. Переважно передбачений безпосередній привід шліфувального круга, встановлений безпосередньо на привідному валу привідного електро- або гідродвигуна. Також може бути передбачено, що привід здійснюється непрямо через редуктори, клинові ремені, ходові гвинти і подібне. 2 UA 106546 C2 5 10 15 20 25 30 35 40 У зв'язку з цим потрібно зазначити, що переважно для кожного шліфувального агрегату передбачений шліфувальний блок з власним привідним двигуном. Якщо передбачений названий непрямий тип приводу, то можливо також, щоб єдиний привідний двигун приводив у обертання щонайменше два шліфувальні круга. Якщо повинна виконуватися операція вишліфовування дефектів або інша спеціальна шліфувальна операція, то може бути передбачене використання тільки одного шліфувального круга. Кожний з шліфувальних блоків 7, 8 може бути забезпечений більше ніж одним шліфувальним кругом 9, 10. Перелік посилальних позицій 1 - шліфувальний пристрій 2 - металевий виріб (сляб, заготовка квадратного перерізу, злиток) 3 - шліфувальний агрегат 4 - шліфувальний агрегат 5 - несучий пристрій (маятникова консоль) 6 - несучий пристрій (маятникова консоль) 7 - шліфувальний блок 8 - шліфувальний блок 9 - шліфувальний круг 10 - шліфувальний круг 11 - привідний двигун 12 - привідний двигун 13 - засіб для регулювання відстані (ексцентрик) 14 - навантажувальний пристрій (циліндро-поршнева система для прикладання зусилля шліфування) 15 - посадочний пристрій для шліфувального круга 16 - посадочний пристрій для шліфувального круга 17 - кріпильне кільце 18 - кріпильне кільце 19 - противага А - вісь обертання шліфувального круга В - вісь обертання шліфувального круга C - вісь повороту несучого пристрою D - вісь повороту несучого пристрою E - вісь повороту шліфувального пристрою G - напрямок руху металевого виробу а - кут а - відстань b- відстань е1 - ексцентриситет е2 - ексцентриситет F - притискне зусилля H - горизонтальний напрямок V - вертикальний напрямок 45 ФОРМУЛА ВИНАХОДУ 50 55 60 1. Шліфувальний пристрій (1) для шліфування металевого виробу, зокрема безперервнолитого сляба, заготовки квадратного перерізу або злитка, що містить щонайменше два шліфувальні агрегати (3, 4) з несучим пристроєм (5, 6) для шліфувального блока (7, 8), причому шліфувальний блок містить щонайменше один шліфувальний круг (9, 10), що приводиться в обертання, який відрізняється тим, що шліфувальні круги (9, 10) шліфувальних агрегатів (3, 4) розташовані безпосередньо один за одним з осями (А, В) обертання, що проходять горизонтально і на відстані паралельно одна одній. 2. Шліфувальний пристрій за п. 1, який відрізняється тим, що кожний несучий пристрій (5, 6) встановлений з можливістю повороту навколо осі (С, D), яка паралельна осі (А, В) обертання шліфувального круга (9, 10) і розташована на відстані (а, b) від неї. 3. Шліфувальний пристрій за п. 2, який відрізняється тим, що передбачені засоби (13), виконані з можливістю регулювання відстані (а, b) між віссю (С, D) повороту несучого пристрою (5, 6) і віссю (А, В) обертання шліфувального круга (9, 10). 3 UA 106546 C2 5 10 15 20 4. Шліфувальний пристрій за п. 3, який відрізняється тим, що засоби (13) для регулювання відстані (а, b) включають в себе ексцентрик. 5. Шліфувальний пристрій за п. 1, який відрізняється тим, що кожний несучий пристрій (5, 6) включає в себе лінійну напрямну, виконану з можливістю переміщення шліфувального круга (9, 10) перпендикулярно його осі обертання (А, В). 6. Шліфувальний пристрій за будь-яким із пп. 1-5, який відрізняється тим, що кожний шліфувальний агрегат (3, 4) містить навантажувальний пристрій (14) для прикладання певного притискного зусилля (F) шліфувального круга (9, 10) до металевого виробу (2), причому навантажувальний пристрій (14) включає в себе, зокрема, циліндро-поршневу систему для прикладання зусилля шліфування. 7. Шліфувальний пристрій за будь-яким із пп. 1-6, який відрізняється тим, що шліфувальні агрегати (3, 4) встановлені з можливістю повороту спільно навколо осі (Е), яка розташована перпендикулярно осі обертання (А, В) шліфувальних кругів (9, 10) і вертикально, причому вісь повороту (Е) лежить переважно в зоні шліфувальних кругів (9, 10), зокрема між шліфувальними кругами (9, 10) обох шліфувальних агрегатів (3, 4). 8. Шліфувальний пристрій за будь-яким із пп. 1-7, який відрізняється тим, що шліфувальні круги (9, 10) шліфувальних агрегатів (3, 4) мають різну зернистість і/або структуру. 9. Шліфувальний пристрій за будь-яким із пп. 1-8, який відрізняється тим, що шліфувальний круг (9, 10) встановлений з можливістю приведення в обертання напряму привідним двигуном (11, 12) без проміжного редуктора або інших елементів. 4 UA 106546 C2 5 UA 106546 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюPolishing device for polishing a metal product
Автори англійськоюSchiller, Gunter
Автори російськоюШиллер Гюнтер
МПК / Мітки
МПК: B24B 7/00, B24B 27/00
Мітки: виробу, шліфування, металевого, шліфувальний, пристрій
Код посилання
<a href="https://ua.patents.su/8-106546-shlifuvalnijj-pristrijj-dlya-shlifuvannya-metalevogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Шліфувальний пристрій для шліфування металевого виробу</a>
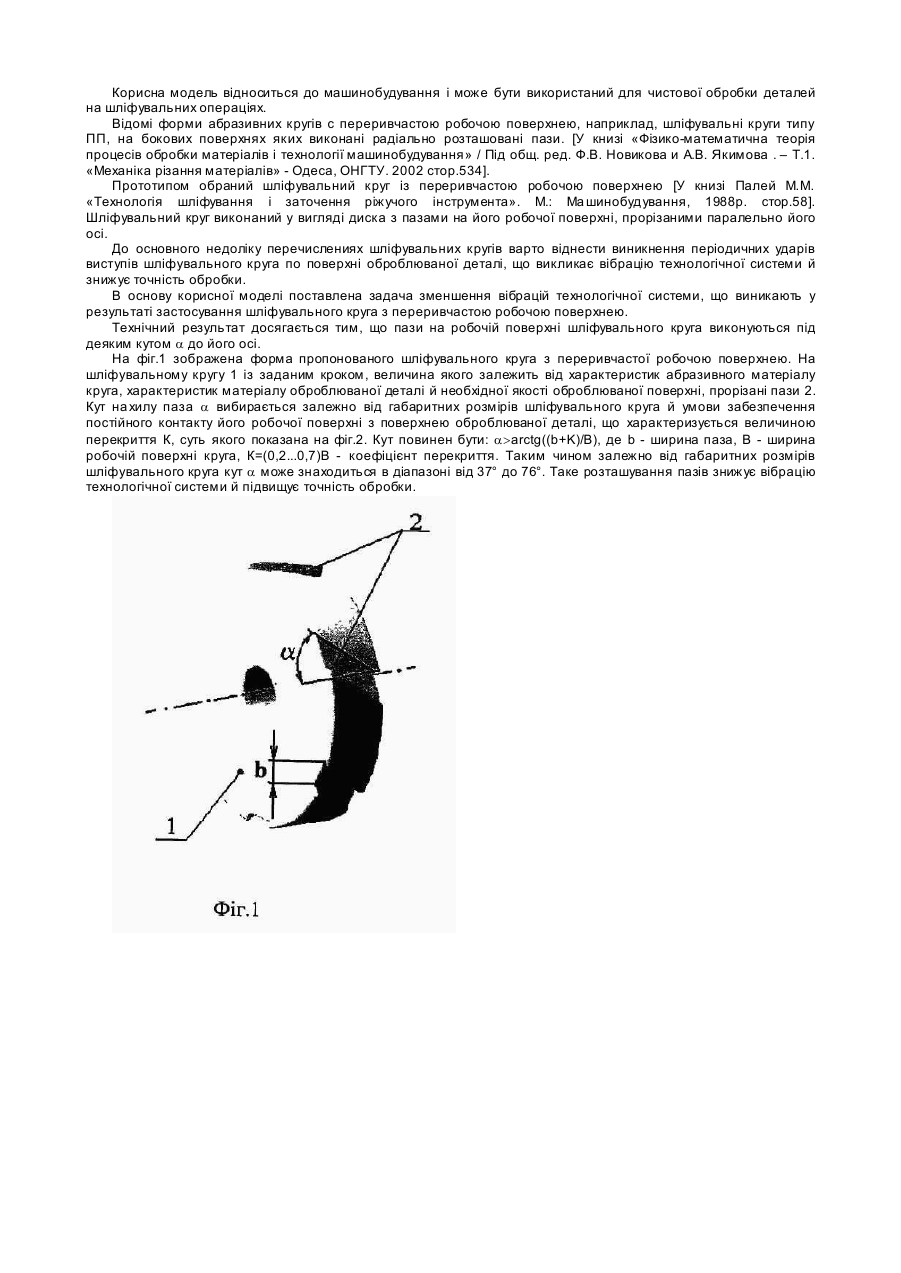
Шліфувальний круг з переривчастою робочою поверхнею
Номер патенту: 23352
Опубліковано: 25.05.2007
Автори: Малигіна Віра Вікторівна, Богуцкий Володимир Борисович, Новосьолов Юрій Костянтинович
МПК: B24D 7/00
Мітки: шліфувальний, круг, робочою, поверхнею, переривчастою
Формула / Реферат:
Шліфувальний круг з переривчастою робочою поверхнею, що має пази на своїй робочій поверхні, який відрізняється тим, що пази спрямовані під кутом α до осі круга, діапазон кута складає 37-76 градусів.
Збірний шліфувальний круг

Номер патенту: 20257
Опубліковано: 15.01.2007
Автор: Борблик Сергій Борисович
МПК: B24D 5/00
Мітки: круг, збірний, шліфувальний
Формула / Реферат:
1. Збірний шліфувальний круг, що містить корпус з отвором в центральній частині для кріплення на консолі шпінделя внутрішньошліфувального верстата і абразивні елементи, що радіальнo розташовані і закріплені на корпусі за допомогою елементів кріплення, який відрізняється тим, що корпус виконано у вигляді двох паралельно розташованих і жорстко з'єднаних між собою на деякій відстані дисків, між якими розміщені абразивні елементи, які виконані у...
Пристрій для шліфування безперервно-литого виробу
Номер патенту: 106488
Опубліковано: 10.09.2014
Автор: Шиллер Гюнтер
МПК: B21B 45/04, B22D 11/12, B24B 27/00, B24B 7/00
Мітки: виробу, шліфування, безперервно-литого, пристрій
Формула / Реферат:
1. Пристрій для шліфування безперервно-литого виробу (1), зокрема плоскої заготовки, причому безперервно-литий виріб (1) в поперечному перерізі має прямокутний контур з двома протилежними довгими сторонами (2, 3) і двома протилежними короткими сторонами (4, 5), причому пристрій має шліфувальний пристрій (10) щонайменше з одним шліфувальним інструментом (7) для шліфування щонайменше однієї довгої сторони (2, 3) безперервно-литого виробу (1)...
Шліфувальний інструмент

Номер патенту: 33339
Опубліковано: 15.02.2001
Автор: Шепелєв Анатолій Олександрович
МПК: B24D 7/00
Мітки: шліфувальний, інструмент
Текст:
...а саме: при шліфуванні з продольною подачею від периферії Інструменту до його центру зйом основної частини припуска виконує ЗОВНІШНІЙ круг, а чистове шліфування - внутрішній круг; при направленні продольної подачі від центра Інструмента до Його нереферП основний зйом припуска здійснює додатковий круг. При цьому внаслідок його концентричної зовнішньому кругу (одночасно до осі обертання Інструмента) установки, додатковий круг може...
Спосіб визначення режимів шліфування, при яких утворюється шліфувальний припік
Номер патенту: 15688
Опубліковано: 17.07.2006
Автори: Ліщенко Наталя Володимирівна, Ларшин Василь Петрович, Ларшина Алла Василівна, Якимов Олександр Васильович
МПК: B24B 51/00
Мітки: припік, визначення, утворюється, шліфування, яких, шліфувальний, режимів, спосіб
Формула / Реферат:
1. Спосіб визначення режимів шліфування, при яких утворюється припік, з пошуком зазначених режимів при візуальному контролі припіку на обробленій поверхні заготовки шляхом зміни і фіксації режимного параметра, що впливає на припікоутворення, який відрізняється тим, що зазначений режимний параметр змінюють при фіксованих інших режимних параметрах, таким чином щоб при двох його значеннях - мінімальному і максимальному - гарантовано утворився і...
Попередній патент: Спосіб та пристрої для отримання азотоводневої суміші та аміаку
Наступний патент: Спосіб визначення питомої активності радіонуклідів в органах та тканинах риб за їх вмістом у лусці
Випадковий патент: Пристрій для гранулювання сипких біоматеріалів