Спосіб виготовлення панелей та панель, що виготовлена цим способом
Формула / Реферат
1. Спосіб виготовлення панелей з наступними кроками:
а) розсіювання покритих клеєм деревних волокон або деревних стружок у деревностружковий килим,
б) пресування деревностружкового килима під впливом підвищеної температури у великоформатну плиту, яка підлягає покриттю, яка забезпечується начорно пресованою, і щонайменше, на її верхній стороні має утворену при виготовленні шагрень,
в) нанесення ґрунтовки з рідкої смоли на меламіновій основі на верхню сторону плити, яка підлягає покриттю, для щонайменше часткового проникання у верхній поверхневий шар плити, яка підлягає покриттю, і щонайменше часткового просочування і покращення властивостей області шагрені,
г) сушіння ґрунтовки,
д) нанесення праймера на ґрунтовку,
є) сушіння праймера,
ж) нанесення щонайменше одного насиченого барвними пігментами лаку на водній основі для створення візерунка,
з) сушіння візерунка,
і) нанесення шару, який запечатує, зі збагаченої зносостійкими частинками і целюлозними волокнами смоли на меламіновій основі,
к) сушіння шару, який запечатує,
л) нанесення ґрунтовки з текучої смоли на меламіновій основі на нижню сторону плити, яка підлягає покриттю, для щонайменше часткового проникання в нижній поверхневий шар плити, яка підлягає покриттю,
м) сушіння ґрунтовки,
н) нанесення стабілізуючого шару на нижню сторону плити, яка підлягає покриттю,
о) пресування багатошарової структури під впливом тиску і температури,
п) розділення плити, яка підлягає покриттю, на панелі бажаної ширини і довжини,
р) нанесення сполучних засобів і фіксуючих елементів на протилежні бічні кромки для безклейового з'єднання і фіксації декількох панелей в укладену плаваючим чином конструкцію підлоги.
2. Спосіб за п. 1, який відрізняється тим, що як плиту, яка підлягає покриттю, використовують волокнисту плиту середньої щільності (MDF), волокнисту плиту високої щільності (HDF) або стружкову плиту.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що шагрень має товщину приблизно 0,2 мм.
4. Спосіб за п. 1, який відрізняється тим, що для регулювання змочування поверхні начорно пресованої плити, яка підлягає покриттю, перед пресуванням на деревностружковий килим наносять присадку.
5. Спосіб за п. 4, який відрізняється тим, що присадка є рідкою.
6. Спосіб за п. 4 або п. 5, який відрізняється тим, що присадка є поверхнево-активною речовиною або складається з поверхнево-активних речовин та інших компонентів.
7. Спосіб за п. 6, який відрізняється тим, що іншими компонентами є біоциди, стабілізатори і/або полімери.
8. Спосіб за п. 6 або п. 7, який відрізняється тим, що частка поверхнево-активних речовин становить більше 90 %.
9. Спосіб за одним з пп. 4-8, який відрізняється тим, що присадку наносять безпосередньо перед надходженням деревностружкового килима в прес.
10. Спосіб за одним з пп. 4-9, який відрізняється тим, що присадку наносять у кількості 1-30 міліграмів на квадратний метр із рівномірним розподілом.
11. Спосіб за одним з попередніх пунктів, який відрізняється тим, що ґрунтовка проникає в шагрень на глибину до 0,2 мм.
12. Спосіб за одним або декількома з попередніх пунктів, який відрізняється тим, що як зносостійкі частинки використовують частинки корунду.
13. Панель із пресованою серцевиною з деревного матеріалу, насамперед з волокон або стружок, з:
а) верхньою стороною, нижньою стороною і двома парами протилежних бічних кромок,
б) щонайменше на верхній стороні нанесений шар ґрунтовки, шар праймера, щонайменше один візерунковий шар і зносостійкий шар,
в) на нижню сторону серцевини нанесений шар ґрунтовки і стабілізуючий шар, яка відрізняється тим, що:
г) верхня і нижня сторона серцевини мають утворену при пресуванні шагрень,
д) шар ґрунтовки щонайменше частково просочує шагрень із верхньої сторони.
є) шар праймера розташований між шаром ґрунтовки і візерунковим шаром,
ж) зносостійкий шар містить частинки корунду і целюлозні волокна,
з) візерунковий шар складається з лаку на водній основі,
і) на бічні кромки нанесені сполучні засоби і фіксуючі засоби для безклейового з'єднання і фіксації декількох панелей.
14. Панель за п. 13, який відрізняється тим, що щонайменше на верхній стороні під шаром ґрунтовки на шагрень нанесена присадка.
15. Панель за п. 14, який відрізняється тим, що присадка є поверхнево-активною речовиною або складається з поверхнево-активних речовин та інших компонентів, таких, як біоциди, стабілізатори і/або полімери, та є рідкою.
16. Панель за одним з пп. 13-15, який відрізняється тим, що товщина панелі від 4 до 12 мм.
Текст
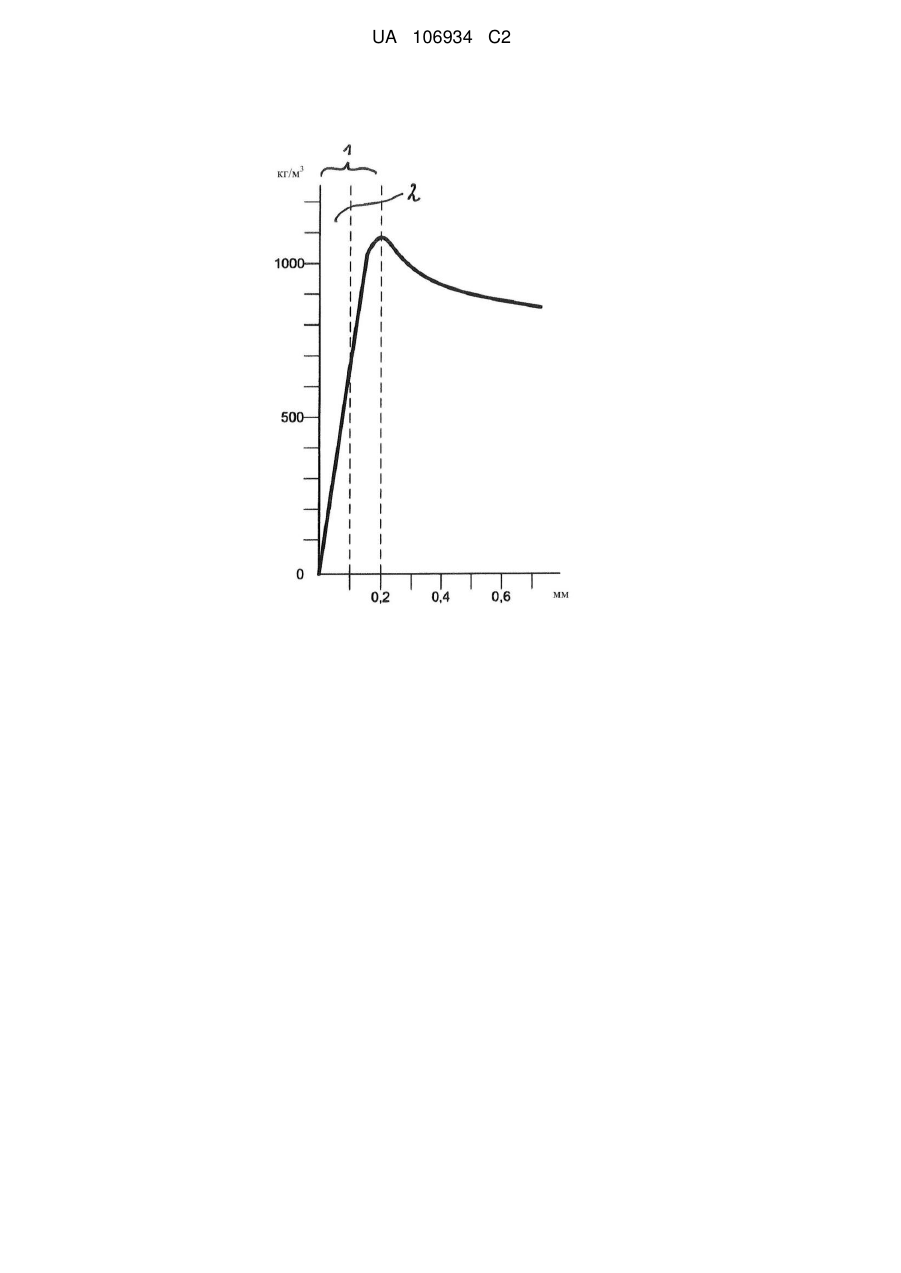
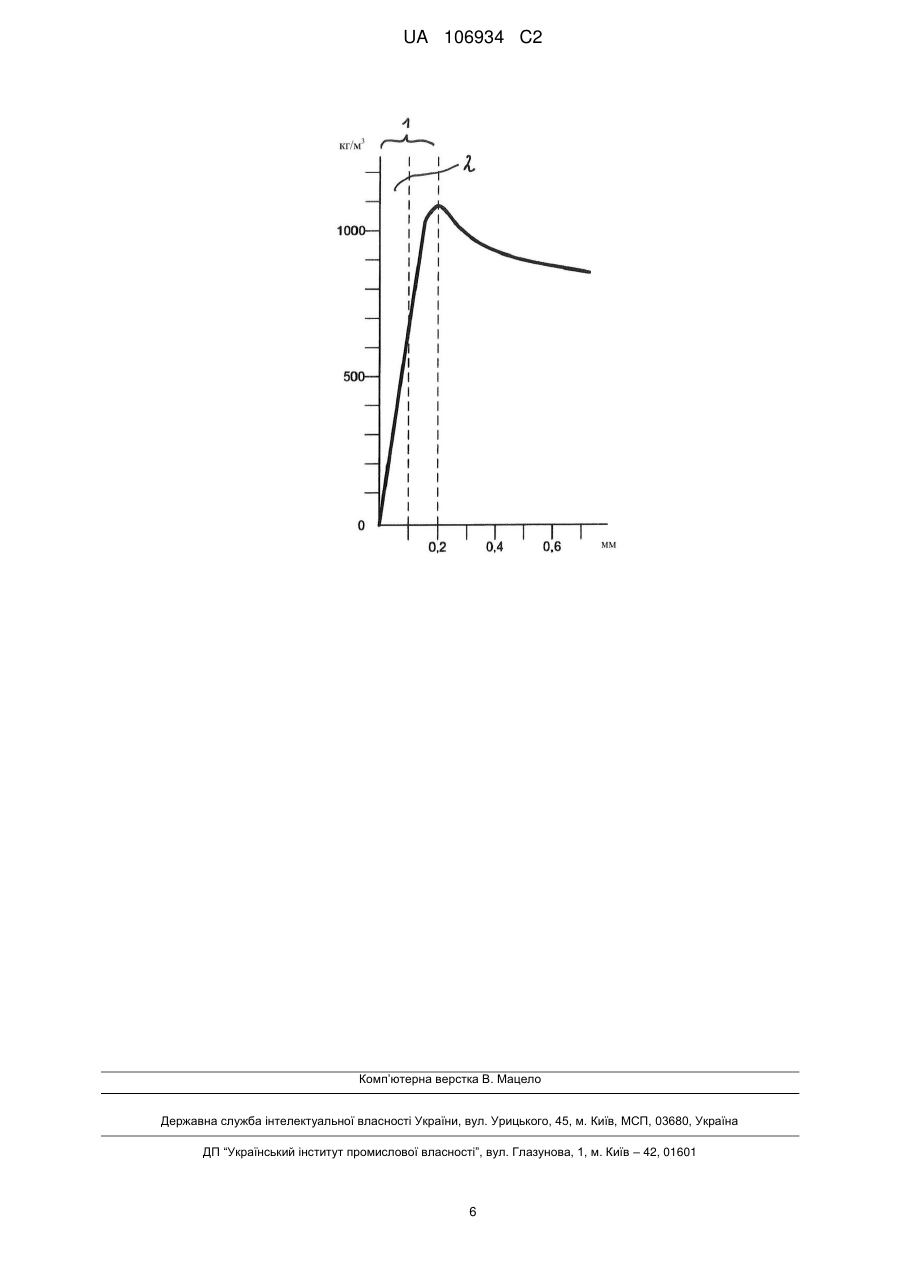
Реферат: Заявлений спосіб виготовлення панелей включає: розсіювання покритих клеєм деревних волокон або деревних стружок у деревностружковий килим, пресування деревностружкового килима під впливом підвищеної температури у великоформатну плиту, яка підлягає покриттю, яка забезпечується начорно пресованою, і щонайменше на її верхній стороні має утворену при виготовленні шагрень, нанесення ґрунтовки з рідкої смоли на меламіновій основі на верхню сторону плити, яка підлягає покриттю, сушіння ґрунтовки, нанесення праймера на ґрунтовку, сушіння праймера, нанесення щонайменше одного насиченого барвними пігментами лаку на водній основі, сушіння візерунка, нанесення шару, який запечатує, сушіння шару, який запечатує, нанесення ґрунтовки з текучої смоли на меламіновій основі на нижню сторону плити, яка підлягає покриттю, сушіння ґрунтовки, нанесення стабілізуючого шару на нижню сторону плити, яка підлягає покриттю, пресування багатошарової структури під впливом тиску і температури, розділення плити, яка підлягає покриттю, на панелі бажаної ширини і довжини, нанесення сполучних засобів і фіксуючих елементів на протилежні бічні кромки для безклейового з'єднання і фіксації декількох панелей в укладену плаваючим чином конструкцію підлоги. Заявлена панель із пресованою серцевиною з деревного матеріалу, насамперед з волокон або стружок, з: верхньою стороною, нижньою стороною і двома парами протилежних бічних кромок. Щонайменше на верхній стороні нанесений шар ґрунтовки, шар праймера, щонайменше один візерунковий шар і зносостійкий шар. На нижню сторону серцевини нанесений шар ґрунтовки і стабілізуючий шар. Верхня і нижня сторона серцевини мають утворену при пресуванні шагрень. Шар ґрунтовки щонайменше частково просочує шагрень із верхньої сторони. Шар праймера розташований між шаром ґрунтовки і візерунковим шаром. Зносостійкий шар містить частинки корунду і целюлозні волокна. Візерунковий шар складається з лаку на водній основі. На бічні кромки нанесені сполучні засоби і фіксуючі засоби для безклейового з'єднання і фіксації декількох панелей. UA 106934 C2 (12) UA 106934 C2 UA 106934 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід відноситься до способу виготовлення панелей, які нарізаються із великоформатної плити, яка підлягає покриттю, із серцевиною з деревного матеріалу. З EP 1 454 763 A2 відомий спосіб обробки деревної або деревно-стружкової плити, насамперед волокнистих плит середньої (MDF) і високої (HDF) щільності з верхньою стороною і нижньою стороною, у якому спочатку на верхню сторону плити наноситься шар з меламінової смоли, який запечатує, на шар, який запечатує, наноситься візерунок, а потім на візерунок наноситься захисний шар з меламінової смоли. Потім конструкція плити пресується під впливом температури до тих пір, поки захисний шар і шар, який запечатує, не сплавляться і не з'єднаються один з одним, заключаючи між собою нанесений візерунок. В DE 195 32 819 A1 розкривається спосіб виготовлення деревно-стружкової плити з поверхнею, яка допускає оптичне оформлення, в якому на деревно-стружкову плиту один за одним наносяться грунтуюча фарба, шар, який запечатує, основа друку і друкований візерунок. При цьому основа для нанесення друку складається із грунтуючої фарби або ж ґрунтовки, лакового шару, який запечатує, і поверхневого лаку. За допомогою гравірувального циліндра на основу друку може бути нанесений друкований малюнок, наприклад, способом двокольорового друку. На завершення на цей друк може бути нанесений у кілька шарів акрилатний лак, який затверджують за допомогою УФ-випромінення. DE 197 51 115 A1 розкриває спосіб нанесення на панель покриття, у якому на поверхню за допомогою способу друку, насамперед шовкографії, наноситься щонайменше один шар фарби. При цьому поверхня може бути неопрацьованою, відшліфованою або попередньо підготовленою, насамперед покритою лаком. На завершення нанесений шар фарби може бути покритий прозорим лаком. При використанні технології прямого друку, тобто безпосереднього друку окремих шарів на плиту, яка підлягає покриттю, через відсутність паперових шарів результатом є зменшення товщини готових ламінованих панелей у порівнянні із панелями, які виготовленим стандартним чином. Це приводить до проблем при поточному виробництві, якщо великоформатні плити з нанесеним покриттям потім розрізають для виготовлення панелей. Для забезпечення того, що окремі панелі відповідають мінімально припустимій величині по товщині відповідно до стандарту DIN 13329, повинен забезпечуватися суворий контроль якості, що, з одного боку, сповільнює процес виробництва, а, з іншого боку, підвищує вартість виготовлення. В остаточному підсумку, це також викликає роздратування торговельних агентів і/або кінцевого споживача, тому що висота стопки плит із прямим нанесенням покриття помітно відрізняється за виглядом від висоти стопки плит зі стандартним покриттям. У відомому способі виготовлення плит, звичайно, як плити, які підлягають покриттю, використовують волокнисті плити високої щільності (HDF), верхня сторона яких зішліфована приблизно на 0,3 мм. На верхній стороні і нижній стороні плити, яка підлягає покриттю, утворена шагрень, яку також називають пресова патина або викидний шар. Шагрень виникає при пресуванні волокнистого або стружкового килима і створюється за рахунок гарячої поверхні пресових плит або ж стрічок преса. Товщина шагрені становить, приблизно, 0,3 мм. Через те, що для скорочення глибини нерівностей на верхній стороні плити, яка підлягає покриттю, до нанесення наступних шарів зішліфовуються повністю вся шагрень і 0,1 мм матеріалу серцевини, то плити повинні виготовлятися товще на величину відповідного припуску на шліфування, що постійно позначається на вартості виготовлення. Для виготовлення зробленого за допомогою технології прямого друку відповідним стандартам напідлогового ламінату товщиною 6 мм, плита, яка підлягає покриттю повинна мати товщину, щонайменше, 6,1 мм. Тому шагрень повинна бути повністю зішліфована, тому що в її області тепловий вплив при гарячому пресуванні настільки високий, що клей твердне занадто швидко, у результаті чого клейові перемички, щонайменше, частково руйнуються і роблять нанесений шар сприйнятливим. Це руйнування клейових перемичок робить готові панелі сприйнятливими до підняття нанесених на несучу плиту декоративних і зносостійких шарів. Ці підняття називають деламінуванням, яке може відбуватися вже при нормальному навантаженні і у результаті типової для деревних матеріалів зміни розмірів внаслідок кліматичних коливань. Тому існує більша потреба в зносостійких ламінованих панелях, які знаходяться у межах допуску товщини, зазначеного у вищезгаданому стандарті. Крім того, існує потреба в ресурсозберігаючому способі виготовлення, при якому значною мірою усуваються зайві витрати у зв'язку з додатковими кроками технологічного процесу і/або додатковими матеріалами. У неопублікованому джерелі EP 2 236 313 пропонується зішліфовувати тільки частини шагрені, а саме 0,1 мм товщини. Завдяки цьому способу можна досягти економії матеріалу майже в 5 %, за рахунок чого заощаджуються деревина, клей і частина необхідної для обробки 1 UA 106934 C2 5 10 15 20 25 30 35 40 45 50 55 енергії. Ламінована панель, яка відповідає стандарту, товщиною 6 мм може бути виготовлена за допомогою описаного в даному друкованому виданні способу з плитою, яка підлягає покриттю, товщиною 5,8 мм. При стандартному способі виготовлення плита, яка підлягає покриттю, повинна мати товщину 6,1 мм. Виходячи зі сформульованої подібним чином проблеми, описаний спочатку спосіб виготовлення панелей повинен покращити виготовлення панелей, насамперед напідлогових панелей. Для вирішення проблеми спосіб відрізняється наступними кроками: а) розсіювання покритих клеєм деревних волокон або деревних стружок у деревностружковий килим, б) пресування деревно-стружкового килима під впливом підвищеної температури у великоформатну плиту, яка підлягає покриттю, яка забезпечується начорно пресованою у, щонайменше, на її верхній стороні має утворену при виготовленні шагрень, в) нанесення ґрунтовки з рідкої смоли на меламіновій основі на верхню сторону плити, яка підлягає покриттю, причому смола, щонайменше, частково проникає у верхній поверхневий шар плити, яка підлягає покриттю, і, щонайменше, частково просочує і покращує властивості області шагрені, г) сушіння ґрунтовки, д) нанесення праймера на ґрунтовку, є) сушіння праймера, ж) нанесення, щонайменше, одного насиченого барвними пігментами лаку на водній основі для створення візерунка, з) сушіння візерунка, і) нанесення шару, який запечатує, зі збагаченої зносостійкими частками і целюлозними волокнами смоли на меламіновій основі, к) сушіння шару, який запечатує, л) нанесення ґрунтовки з текучої смоли на меламіновій основі на нижню сторону плити, яка підлягає покриттю, причому смола, щонайменше, частково проникає в нижній поверхневий шар плити, яка підлягає покриттю, м) сушіння ґрунтовки, н) нанесення стабілізуючого шару на нижню сторону плити, яка підлягає покриттю, о) пресування багатошарової структури під впливом тиску і температури, п) розділення плити, яка підлягає покриттю, на панелі бажаної ширини і довжини, р) нанесення сполучних засобів і фіксуючих елементів на протилежні бічні кромки для безклейового з'єднання і фіксації декількох панелей у покладену плаваючим чином конструкцію підлоги. З'ясувалося, що за рахунок ґрунтовки з рідкої смоли на меламіновій основі, на яку потім наносять праймер, ушкоджені клейові перемички ремонтуються або ж вирівнюються таким чином, що потім нанесені шари більше не сприйнятливі до підняттів. За рахунок того, що несуча плита може бути виготовлена більш тонкою, підвищується швидкість нагрівального преса і, таким чином, також його вихідна продуктивність (кількість/одиниця часу). Так як шагрень більше не вимагає зішліфування, то заощаджується не тільки час для обробки, що скорочує час виробництва, але також знижуються і поточні витрати на шліфувальні стрічки. Так як зберігається шар найбільшої первинної товщини, то гаряче пресування може відбуватися при меншому тиску і/або з більш високою швидкістю. Вікно регулювання преса для гарячого пресування для оптимізації продуктивності внаслідок цього збільшується. За рахунок проникнення смоли у верхній шар плити, яка підлягає покриттю, з одного боку, компенсуються властивості шагрені, і в той же час створюється гарна основа для візерунка і зносостійкого шару. На практиці виявилося, що небезпека деламінування напідлогових панелей, які виготовлені відповідно до винаходу, є низькою. Було досягнуто помітне поліпшення якості. Кращим чином, як плиту, яка підлягає покриттю, використовують волокнисту плиту середньої щільності (MDF), волокнисту плиту високої щільності (HDF) або стружкову плиту. Краще, товщина плити, яка підлягає покриттю, становить від 4 до 12 мм, особливо краще 5,8 мм, а шагрень має, особливо краще, товщину, приблизно, 0,2 мм. Змочування поверхні начорно пресованої плити, яка підлягає покриттю, також може бути, кращим чином, відрегульована за рахунок того, що перед пресуванням на верхню сторону деревно-стружкового килима наносять присадку. Кращим чином, дана присадка наноситься до 2 UA 106934 C2 5 10 15 20 25 30 35 40 45 50 55 60 надходження деревно-стружкового килима в прес для гарячого пресування (наприклад, прес безперервної дії). Краще, присадка представляє собою поверхнево-активну речовину або складається з поверхнево-активних речовин і інших компонентів. Особливо кращим чином, вона перебуває в рідкій формі. Разом з поверхнево-активними речовинами, іншими компонентами присадки можуть бути біоцидами, стабілізаторами і/або полімерами. Переважним чином, частка поверхнево-активних речовин становить більше 90 %. Практичні досвіди показали, що позитивний ефект досягається, якщо присадку рівномірно 2 наносять на поверхню деревно-стружкового килима в кількості від 1 до 30 мг/м . Кращим чином, як зносостійкі частки в шарі захисного покриття використовують частки корунду. Після розділення кілька панелей можуть бути упаковані в одне групове упакування. Панель із серцевиною з деревних волокон або деревної стружки відрізняється наступними ознаками: а) верхньою стороною, нижньою стороною і двома парами протилежних бічних кромок, б) верхня і нижня сторона серцевини мають утворену при пресуванні шагрень, в) щонайменше, на шагрень на верхній стороні нанесений шар ґрунтовки, шар праймера, щонайменше, один візерунковий шар і зносостійкий шар, г) на нижню сторону серцевини нанесений шар ґрунтовки і стабілізуючий шар, д) шар ґрунтовки, щонайменше, частково просочує шагрень із верхньої сторони. Переважним способом, шар ґрунтовки складається з меламінової смоли. Кращим чином, на шар ґрунтовки, щонайменше, на верхній стороні на шагрень нанесена присадка. Разом із целюлозними волокнами, зносостійкий шар містить у собі зносостійкі частки, краще, частки корунду. Пропонована технологія дійсна для товщини панелей від 4 до 12 мм. Далі пропонований спосіб пояснюється на прикладі 6 мм напідлогового ламінату, який відповідає вимогам DIN 13329. Спочатку тріски перетворюють у волокна або подрібнюють у стружку. Потім волокна або стружку покривають клеєм, наприклад меламіновою смолою. За допомогою пристрою, який розкидає, покритим клеєм і висушеними деревними волокнами або деревною стружкою розкидають на конвеєрну стрічку, яка безупинно обертається. Волокна або стружка можуть бути розкидані в кілька шарів. Розташування стружки в шарах, які граничать один з одним, може бути зміщене на 90°. Розсіяний деревно-стружковий килим подається за допомогою стрічки транспортера в прес безперервної дії, у якому під високим тиском і при високій температурі покриті клеєм деревні волокна або деревна стружка пресуються в великоформатні плити, які підлягають покриттю, бажаної товщини, кращим чином – товщиною, приблизно, 5,8 мм. Безпосередньо перед надходженням деревно-стружкового килима в прес верхня сторона деревно-стружкового килима може бути рівномірно змочена присадкою. Присадка наноситься в 2 кількості, приблизно, від 1 до 30 мг/ м . Вона складається з поверхнево-активної речовини або поверхнево-активних речовин з іншими компонентами, такими як, наприклад, біоциди, стабілізатори і/або полімери. Присадка може бути насипана, якщо вона є в порошкоподібному вигляді, або нанесена методом розпилення, якщо вона є рідкою. Після пресування деревностружкового килима, плита, яка підлягає покриттю, на верхній стороні і на нижній стороні має шагрень, яка виникла внаслідок пресування волокнистого або стружкового килима. Потім шагрень для забезпечення змочування поверхні ґрунтується рідкою смолою на основі меламіну. Смола своїми затвердіваючими компонентами, щонайменше, частково проникає у верхній поверхневий шар і просочує шагрень на глибину до 0,2 мм. Тим самим покращуються властивості шагрені. Потім відбувається процес сушіння. На висохлу ґрунтовку наноситься і потім висушується шар праймера. На висохлий шар праймера наноситься, щонайменше, один збагачений колірним пігментом лак на водній основі для створення візерунка. Малюнок може бути однокольоровим, з текстурою деревини, імітацією плитки або фантазійним візерунком. Також можливі візерунки з імітацією природного каменю. Після того, як нанесений шар з візерунком висохне, наноситься шар, який запечатує, щонайменше з однієї збагаченою зносостійкими частками і целюлозними волокнами смолою. Смола виконана на основі меламіну. Потім нанесений шар, який запечатує, висушується, і потім нижня сторона плити, яка підлягає покриттю, ґрунтується рідкою смолою на меламіновій основі, причому смола, щонайменше, частково проникає в нижній поверхневий шар і, за відомих умов, у нижню шагрень. Потім ґрунтовка повністю висушується, і на нижню сторону плити, яка підлягає покриттю, як 3 UA 106934 C2 5 10 15 20 25 30 стабілізуючий шар наноситься шар рідкої штучної смоли. Потім ця шарувата структура при впливі тиску і температури пресується. Покращена в такий спосіб великоформатна плита, яка підлягає покриттю, розділяється на панелі бажаного розміру. Потім протилежні бічні кромки розділених панелей профілюють відповідними один одному сполучними засобами і фіксуючими елементами, за допомогою яких можна з'єднати і зафіксувати один з одним виконані ідентичним чином панелі для того, щоб виготовити укладену плаваючим чином конструкцію підлоги. Кілька розділених панелей відомим способом упаковуються в групове упакування і, при необхідності, складуються. Загальновідомо, що при прямому нанесенні покриття, тобто нанесенні шарів з візерунком і/або зносостійких шарів на поверхню плити, яка підлягає покриттю, з MDF/HDF у рідкому вигляді, через різну вбираючу здатність на поверхні плит виникають небажані перекручування візерунка, які, як правило, стають видними тільки після ламінування. Цьому сприяють неоднорідності самих деревно-стружкових плит, які в більшості, є наслідком способів, які змінюються, підготовки деревини, з якої виготовляють волокна як основний компонент волокнистих плит середньої (MDF)/ високої (HDF) щільності. Ці зміни є наслідком, наприклад, сезонної або територіальної доступності, а також самого типу деревини, насамперед щільності величини рН даної деревини, а також стану деревини. Ідеальним чином, спосіб підготовки деревини не повинен мати коливань щільності і/або коливань величини pН. Бук, наприклад, вимагає при розщепленні на волокна 60 кВт/т, сосна ж, приблизно - 120 кВт/т. Тому при обробці гірший результат одержують із волокон сосни, а з бука - навпроти, утворюються майже пилоподібні частки. При гарячому пресуванні утворюються представлені вище як невигідні неоднорідні волокнисті плити середньої (MDF)/ високої (HDF) щільності. Присадка, що може бути нанесена до надходження деревно-стружкового килима в прес, як уже було сказано, впливає на змочування поверхні плити. За рахунок цього також виникає рівномірна вбираюча здатність поверхні плити, так що відомі дотепер небажані перекручування візерунка тепер виключаються. На кресленні показаний фрагмент чорнового профілю волокнистої плити високої щільності (HDF) для використання для напідлогового покриття. Позначена посилальним позначенням 1 область - це так званий викидний шар (шагрень), який у звичайних плитах був зішліфований. Позначена посилальним позначенням 2 область являє собою область, яка містить додаткову 3 присадку. На графіку наведена щільність сировини в кг/м і товщина плити в мм. Чітко видно, 3 що щільність сировини в межах шагрені швидко збільшується до діапазону понад 1000 кг/м , а потім у серцевині знову зменшується до центру серцевини. 35 ФОРМУЛА ВИНАХОДУ 40 45 50 55 60 1. Спосіб виготовлення панелей з наступними кроками: а) розсіювання покритих клеєм деревних волокон або деревних стружок у деревностружковий килим, б) пресування деревностружкового килима під впливом підвищеної температури у великоформатну плиту, яка підлягає покриттю, яка забезпечується начорно пресованою, і щонайменше, на її верхній стороні має утворену при виготовленні шагрень, в) нанесення ґрунтовки з рідкої смоли на меламіновій основі на верхню сторону плити, яка підлягає покриттю, для щонайменше часткового проникання у верхній поверхневий шар плити, яка підлягає покриттю, і щонайменше часткового просочування і покращення властивостей області шагрені, г) сушіння ґрунтовки, д) нанесення праймера на ґрунтовку, є) сушіння праймера, ж) нанесення щонайменше одного насиченого барвними пігментами лаку на водній основі для створення візерунка, з) сушіння візерунка, і) нанесення шару, який запечатує, зі збагаченої зносостійкими частинками і целюлозними волокнами смоли на меламіновій основі, к) сушіння шару, який запечатує, л) нанесення ґрунтовки з текучої смоли на меламіновій основі на нижню сторону плити, яка підлягає покриттю, для щонайменше часткового проникання в нижній поверхневий шар плити, яка підлягає покриттю, м) сушіння ґрунтовки, 4 UA 106934 C2 5 10 15 20 25 30 35 40 45 н) нанесення стабілізуючого шару на нижню сторону плити, яка підлягає покриттю, о) пресування багатошарової структури під впливом тиску і температури, п) розділення плити, яка підлягає покриттю, на панелі бажаної ширини і довжини, р) нанесення сполучних засобів і фіксуючих елементів на протилежні бічні кромки для безклейового з'єднання і фіксації декількох панелей в укладену плаваючим чином конструкцію підлоги. 2. Спосіб за п. 1, який відрізняється тим, що як плиту, яка підлягає покриттю, використовують волокнисту плиту середньої щільності (MDF), волокнисту плиту високої щільності (HDF) або стружкову плиту. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що шагрень має товщину приблизно 0,2 мм. 4. Спосіб за п. 1, який відрізняється тим, що для регулювання змочування поверхні начорно пресованої плити, яка підлягає покриттю, перед пресуванням на деревностружковий килим наносять присадку. 5. Спосіб за п. 4, який відрізняється тим, що присадка є рідкою. 6. Спосіб за п. 4 або п. 5, який відрізняється тим, що присадка є поверхнево-активною речовиною або складається з поверхнево-активних речовин та інших компонентів. 7. Спосіб за п. 6, який відрізняється тим, що іншими компонентами є біоциди, стабілізатори і/або полімери. 8. Спосіб за п. 6 або п. 7, який відрізняється тим, що частка поверхнево-активних речовин становить більше 90 %. 9. Спосіб за одним з пп. 4-8, який відрізняється тим, що присадку наносять безпосередньо перед надходженням деревностружкового килима в прес. 10. Спосіб за одним з пп. 4-9, який відрізняється тим, що присадку наносять у кількості 1-30 міліграмів на квадратний метр із рівномірним розподілом. 11. Спосіб за одним з попередніх пунктів, який відрізняється тим, що ґрунтовка проникає в шагрень на глибину до 0,2 мм. 12. Спосіб за одним або декількома з попередніх пунктів, який відрізняється тим, що як зносостійкі частинки використовують частинки корунду. 13. Панель із пресованою серцевиною з деревного матеріалу, насамперед з волокон або стружок, з: а) верхньою стороною, нижньою стороною і двома парами протилежних бічних кромок, б) щонайменше на верхній стороні нанесений шар ґрунтовки, шар праймера, щонайменше один візерунковий шар і зносостійкий шар, в) на нижню сторону серцевини нанесений шар ґрунтовки і стабілізуючий шар, яка відрізняється тим, що: г) верхня і нижня сторона серцевини мають утворену при пресуванні шагрень, д) шар ґрунтовки щонайменше частково просочує шагрень із верхньої сторони. є) шар праймера розташований між шаром ґрунтовки і візерунковим шаром, ж) зносостійкий шар містить частинки корунду і целюлозні волокна, з) візерунковий шар складається з лаку на водній основі, і) на бічні кромки нанесені сполучні засоби іфіксуючі засоби для безклейового з'єднання і фіксації декількох панелей. 14. Панель за п. 13, який відрізняється тим, що щонайменше на верхній стороні під шаром ґрунтовки на шагрень нанесена присадка. 15. Панель за п. 14, який відрізняється тим, що присадка є поверхнево-активною речовиною або складається з поверхнево-активних речовин та інших компонентів, таких як біоциди, стабілізатори і/або полімери, та є рідкою. 16. Панель за одним з пп. 13-15, який відрізняється тим, що товщина панелі від 4 до 12 мм. 5 UA 106934 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюOldorff, Frank, Siebert, Axel
Автори російськоюОльдорфф Франк, Зиберт Аксэль
МПК / Мітки
МПК: B44C 5/04
Мітки: цим, панель, виготовлена, панелей, спосіб, способом, виготовлення
Код посилання
<a href="https://ua.patents.su/8-106934-sposib-vigotovlennya-panelejj-ta-panel-shho-vigotovlena-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення панелей та панель, що виготовлена цим способом</a>
Спосіб виготовлення панелей і виготовлена відповідно до способу панель
Номер патенту: 95883
Опубліковано: 12.09.2011
Автор: Ольдорфф Франк
МПК: B44C 5/04
Мітки: виготовлена, панель, спосіб, способу, відповідно, панелей, виготовлення
Формула / Реферат:
1. Спосіб виготовлення панелей з наступними етапами:а) підготовка крупноформатної, начорно пресованої підлягаючої покриттю плити з деревного матеріалу, яка щонайменше на її верхній стороні має утворену при виготовленні шагрень,б) зшліфовування частини шагрені з верхньої сторони підлягаючої покриттю плити,в) нанесення ґрунтовки з рідкої смоли на меламіновій основі на верхню сторону підлягаючої покриттю плити, при цьому...
Спосіб виготовлення зносостійкого поверхневого шару (варіанти) та підлогова панель, яка виготовлена цим способом
Номер патенту: 106783
Опубліковано: 10.10.2014
Автори: Зієглер Йєран, Ліндгрен Кент
МПК: E04F 15/10, B32B 21/00, B27N 7/00, B27N 3/04, C09D 101/00
Мітки: панель, спосіб, цим, виготовлена, варіанти, поверхневого, зносостійкого, підлогова, яка, шару, способом, виготовлення
Формула / Реферат:
1. Спосіб виготовлення зносостійкого поверхневого шару, що включає стадії:нанесення сухого порошкового шару, що включає суміш очищених волокон, зв'язувального матеріалу, пігментів і зносостійких частинок, на носій, де масове співвідношення зв'язувального матеріалу і очищених волокон становить більше ніж приблизно 120 %; іотвердження суміші в зносостійкий поверхневий шар, що має світле забарвлення, шляхом застосування...
Спосіб виготовлення стільникової плити перекриття та плита, виготовлена цим способом
Номер патенту: 82634
Опубліковано: 25.04.2008
Автор: Михайленко В'ячеслав Федорович
МПК: E04B 1/76, E04B 5/00, E04C 2/26
Мітки: спосіб, виготовлена, стільникової, плита, способом, виготовлення, перекриття, плити, цим
Формула / Реферат:
1. Спосіб виготовлення стільникової плити перекриття, який включає встановлення опалубки, розкладку сітки нижнього шару плити, розкладку арматурних просторових каркасів взаємно перпендикулярно один до одного, укладання плит з полістирольного матеріалу, розкладку сітки верхнього шару плити та операції формування нижнього і верхнього бетонних шарів та балок плити, який відрізняється тим, що після розкладки сітки нижнього шару спочатку...
Спосіб виготовлення деталі з захисним покриттям (варіанти) та деталь, виготовлена за цим способом
Номер патенту: 106346
Опубліковано: 26.08.2014
Автори: Ніл Джеймс В., Латур Роберт Ф.
МПК: C23C 8/12, C23C 14/02, C23C 28/00, C23C 8/02, C23C 14/08, C23C 14/56
Мітки: захисним, деталі, спосіб, деталь, цим, покриттям, способом, виготовлена, варіанти, виготовлення
Формула / Реферат:
1. Спосіб виготовлення деталі з захисним покриттям, при якому здійснюють:нагрівання деталі за допомогою графітових нагрівальних елементів в атмосфері, що є вільною від кисню, до температури окиснення у межах заздалегідь визначеного температурного діапазону, при цьому деталь містить субстрат та зв'язувальне покриття, нанесене на субстрат,встановлення парціального тиску кисню в атмосфері після нагрівання до температури...
Спосіб виготовлення маскувального покриття і маскувальна сіть, виготовлена за цим способом
Номер патенту: 88989
Опубліковано: 10.12.2009
Автор: Ващенко Василь Пилипович
МПК: F41H 3/00
Мітки: сіть, цим, маскувального, покриття, спосіб, способом, виготовлена, виготовлення, маскувальна
Формула / Реферат:
1. Спосіб виготовлення маскувального покриття, що включає виготовлення маскувальної тканини, яка містить компоненти, що поглинають, відбивають та розсіюють електромагнітне випромінювання, яку покривають з обох боків плівкою полімерного водостійкого матеріалу з камуфляжним забарвленням, розрізають на смужки, які спірально закручують і зв'язують з сітчастою основою, який відрізняється тим, що смужки маскувальної тканини розміщують дискретно та...
Попередній патент: Суцільнокатане залізничне колесо
Наступний патент: Двосторонній імплантат для пластинки дуги хребця
Випадковий патент: Пристрій гарячого ремонту футеровки теплового агрегату