Компактний реверсивний універсальний прокатний стан для виготовлення середніх-великих за розміром профілів
Номер патенту: 107203
Опубліковано: 10.12.2014
Автори: Деллі Дзотті Андреа, Ланге Марко, Вергара Доменіко
Формула / Реферат
1. Компактний реверсивний універсальний прокатний стан для виробництва середніх-великих за розміром профілів, який містить принаймні одну першу універсальну редукційну кліть (14), двовалкову кліть (15) і другу редукційну універсальну кліть (16) для створення реверсивного проміжного блока (12), орієнтованого упоперек до напрямної кочення (13), яка виконана з можливістю подачі по ній оброблюваної смуги (17), який відрізняється тим, що безпосередньо після по ходу технологічного процесу згаданого реверсивного проміжного блока (12) розташована чистова універсальна кліть (11) як кінцева додаткова кліть, також орієнтована упоперек до спільної напрямної кочення (13), при цьому згадана чистова кліть (11) виконана з можливістю зберігатися відкритою під час проміжних проходів виробничого циклу і закритою тільки перед завершенням смугою (17) кінцевого проходу виробничого циклу.
2. Компактний реверсивний універсальний прокатний стан для виробництва середніх-великих за розміром профілів, який містить принаймні першу універсальну редукційну кліть (14), двовалкову кліть (15) і другу редукційну універсальну кліть (16) для створення реверсивного проміжного блока (12), орієнтованого упоперек до напрямної кочення (13), яка виконана з можливістю подачі по ній оброблюваної смуги (17), який відрізняється тим, що безпосередньо після по ходу технологічного процесу згаданого реверсивного проміжного блока (12) розташована чистова універсальна кліть (11) як кінцева додаткова кліть, виконана з можливістю переміщення перпендикулярно (згідно із стрілкою F) відносно згаданої напрямної кочення (13), при цьому згадана чистова кліть (11) виконана з можливістю збереження закритою в стороні від згаданої напрямної кочення (13) під час проміжних проходів виробничого циклу і переміщення упоперек згаданої напрямної кочення (13) тільки перед закінченням смугою (17) кінцевого проходу виробничого циклу.
3. Спосіб виготовлення середніх-великих за розміром профілів в реверсивному універсальному прокатному стані, який містить принаймні одну першу універсальну редукційну кліть (14), двовалкову кліть (15) і другу редукційну універсальну кліть (16) для створення реверсивного проміжного блока (12), орієнтованого упоперек до напрямної кочення (13), яка подає смугу (17), при цьому згаданий прокатний стан оснащений безпосередньо після по ходу технологічного процесу згаданого реверсивного проміжного блока (12) чистовою універсальною кліттю (11) як кінцевою додатковою кліттю, також орієнтованою упоперек до спільної напрямної кочення (13), при цьому у згаданому способі існує фаза, у якій згадану чистову кліть (11) зберігають відкритою під час проміжних проходів виробничого циклу, і наступна фаза, у якій згадану чистову кліть (11) закривають тільки перед завершенням смугою (17) кінцевого проходу виробничого циклу.
4. Спосіб виготовлення середніх-великих за розміром профілів в реверсивному універсальному прокатному стані, який містить принаймні одну універсальну редукційну кліть (14), двовалкову кліть (15) і другу редукційну універсальну кліть (16) для створення реверсивного проміжного блока (12), орієнтованого упоперек до напрямної кочення (13), яка подає оброблювану смугу (17), при цьому згаданий прокатний стан містить безпосередньо після по ходу технологічного процесу згаданого реверсивного проміжного блока (12) чистову універсальну кліть (11) як кінцеву додаткову кліть, виконану з можливістю переміщення перпендикулярно (згідно з напрямом F) відносно згаданої напрямної кочення (13), при цьому у згаданому способі існує фаза, у якій згадану чистову кліть (11) зберігають закритою в стороні від згаданої напрямної кочення (13) під час проміжних проходів виробничого циклу, і наступну кінцеву фазу, у якій її переміщають упоперек до згаданої напрямної кочення (13) тільки перед завершенням смугою (17) кінцевого проходу виробничого циклу.
5. Установка для виготовлення середніх-великих за розміром профілів, яка по суті містить піч (21) з відповідними допоміжними засобами (23) перед чорновим блоком (24), охолоджувальним пристроєм (27), ріжучими блоками (29) і кінцевими блоками, у якій між згаданим чорновим блоком (24) і згаданим охолоджувальним пристроєм (27) розташований компактний реверсивний універсальний прокатний стан (10) за п. 1 або п. 2.
6. Установка за п. 5, яка відрізняється тим, що згаданий охолоджувальний пристрій (27) розміщений безпосередньо після по ходу технологічного процесу згаданого компактного реверсивного універсального прокатного стана (10).
7. Установка за п. 5, яка відрізняється тим, що згаданий охолоджувальний пристрій (27) розташований окремо від і після по ходу технологічного процесу згаданого компактного реверсивного універсального прокатного стана (10).
Текст
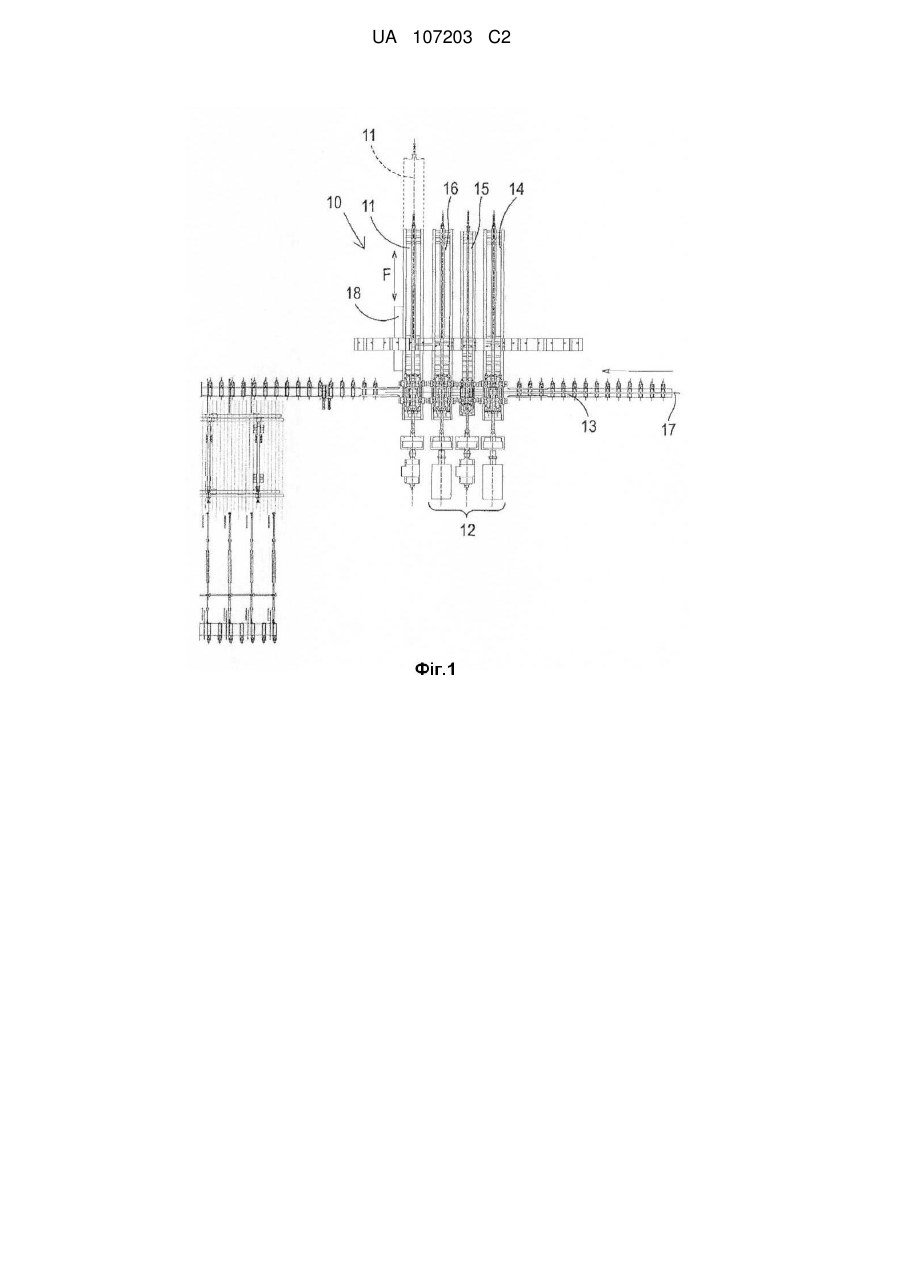
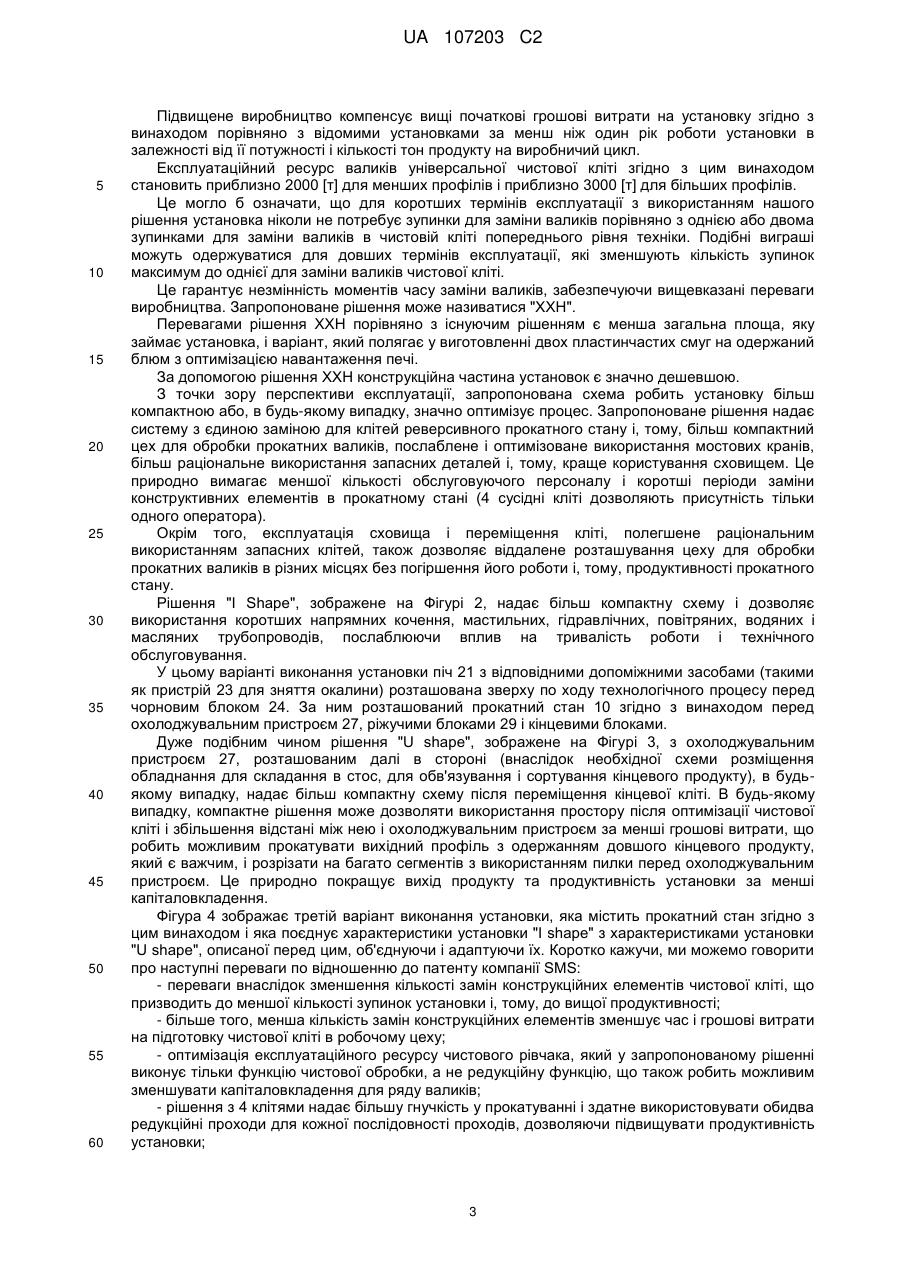
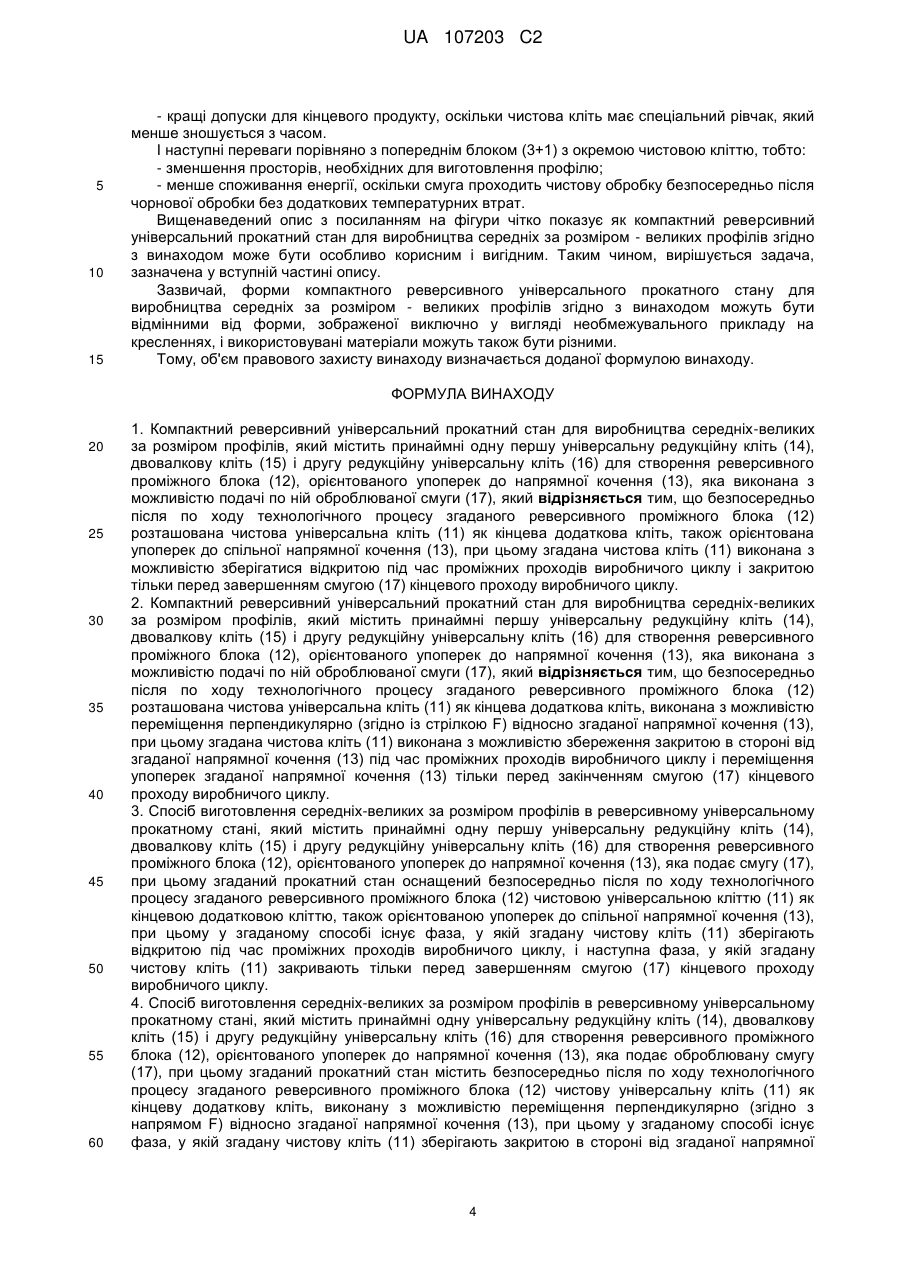
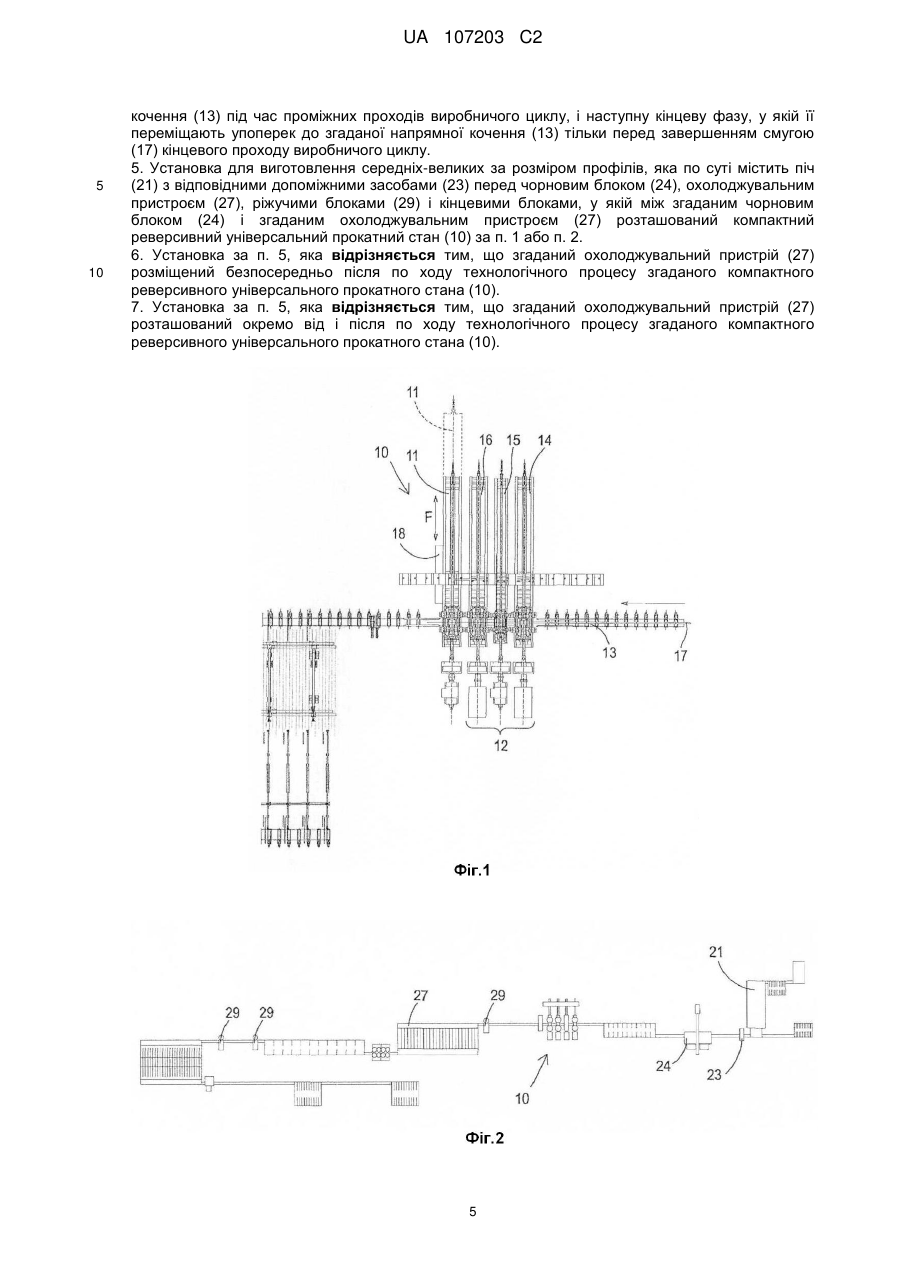
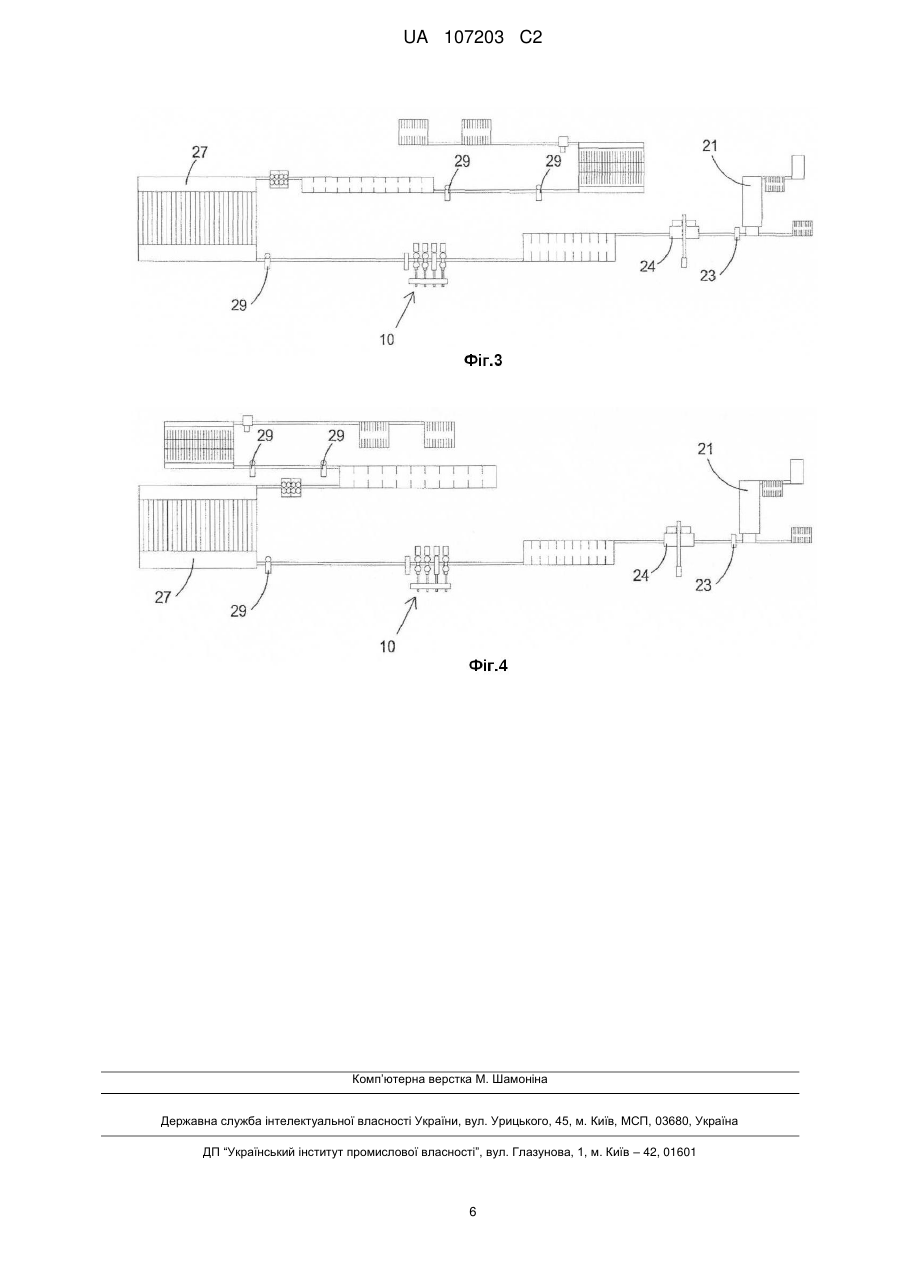
Реферат: Компактний реверсивний універсальний прокатний стан для виробництва середніх-великих за розміром профілів, який містить універсальну редукційну кліть (14), двовалкову кліть (15) і універсальну кліть (16) для створення реверсивного проміжного блока (12), орієнтованого упоперек до напрямної кочення (13), яка подає оброблювану смугу (17), при цьому згаданий прокатний стан має безпосередньо після по ходу технологічного процесу згаданого реверсивного проміжного блока (12) чистову кліть (11) як кінцеву додаткову кліть, також орієнтовану упоперек до спільної напрямної кочення (13) або відповідно здатну рухатися перпендикулярно (згідно із стрілкою F) відносно згаданої напрямної кочення (13), при цьому чистова кліть (11) зберігається відкритою або відповідно закритою під час проміжних проходів виробничого циклу і закритою або відповідно використовується на згаданій напрямній кочення (13) тільки перед завершенням смугою (17) кінцевого проходу виробничого циклу. UA 107203 C2 (12) UA 107203 C2 UA 107203 C2 5 10 15 20 25 30 35 40 45 50 55 60 Цей винахід належить до компактного реверсивного універсального прокатного стану для виготовлення середніх за розміром - великих профілів. В останні десять років економічний розвиток і дослідження підвищили використання навіть більш інноваційних рішень цивільного будівництва, які екстенсивно використовують профілі для покращення експлуатаційної гнучкості, легкості і пружності конструкцій, і вони змусили виробників сталі повернутися на ринок рішень для виготовлення таких деталей. Насправді, використання легких пружних конструкцій стає суттєвою вимогою для конструювання високих будівель і для надзвичайно екстремальних архітектурних рішень. Зростання населення на територіях, які вже густо заселені, призводить до конструювання все вищих і вищих хмарочосів, які вимагають конструкцій, які є як пружними так і жорсткими. Тому, в цьому контексті, потреба ринку у профілях середнього-великого розміру значно зросла і, в результаті, великі промислові групи розглядають ринок профілів надзвичайно вигідним, і, тому, оцінюють свої інвестиції в заводи, здатні виробляти цього типу продукт. З огляду на цю потребу, заводи-виробники перепрофільовуються в машинобудівні заводи для виробництва середніх за розміром - великих профілів (швелери, стальний профіль (IPE), європейські стандартні балки (IPN), сердечники (HE), шпунтові стінки, кутики і так далі). На даний момент існують по суті три установки і технологічні рішення: 1. Сортовий прокатний стан безперервної дії. 2. Напівбезперервний сортовий прокатний стан. 3. Сортовий реверсивний прокатний стан. Реверсивний прокатний стан у третьому рішенні надає різні переваги над прокатним станом безперервної дії у перших двох рішеннях, але основним фактором є по суті нижчі початкові капіталовкладення. Насправді, реверсивні прокатні стани зменшують кількість установок, необхідних для прокатування, надають можливість використовувати менші сховища і зменшують кількість відповідних робіт по конструюванню, забезпечують переваги у процесі виготовлення та в продуктивності і так далі. Тому, реверсивні прокатні стани головним чином є переважним типом. Патент EP256409 B1 від компанії SMS описує спосіб виготовлення таких профілів з використанням реверсивного прокатного стану, відомий як "X-H". Спосіб X-H, пристосований компанією SMS до виготовлення профілів, передбачає одну або більшу кількість реверсивних обтискних клітей і проміжний реверсивний чистовий прокатний стан (тандем), який містить універсальну редукційну кліть, двовалкову кліть і універсальну кліть, яка виконує подвійні функції редукції і чистової обробки. Це зменшує кількість клітей, необхідних у реверсивному прокатному стані. Однак, це рішення має недоліки. Найбільш значним з них є потреба у використанні останньої кліті в чистовому прокатному стані як редукційної і чистової кліті. Це очевидно створює значні проблеми зносу в прокатних станах, які піддаються значним навантаженням для зменшення розмірів матеріалу у проміжних проходах, призводить до такого зносу, що вимагає часту заміну валиків для збереження бажаних допусків для розмірів. Також використовується альтернативне рішення для виготовлення профілів, яке використовує інший реверсивний прокатний стан. Це рішення передбачає використання однієї або більшої кількості обтискних клітей, проміжного реверсивного прокатного стану, який містить універсальну редукційну кліть, двовалкову кліть і універсальну кліть (U-H-U) (як альтернатива), і чистового прокатного стану безперервної дії, який містить горизонтальну кліть (необов'язково забезпечує функцію еджера) і універсальну кліть. Додаткова кліть встановлюється в стороні від проміжного реверсивного прокатного стану і, тому, з'єднана напрямною кочення та передбачена як чистова кліть поблизу охолоджувального шару. У цьому рішенні, остання кліть в чистовому прокатному стані має тривалість роботи, яка в 23 рази більша за тривалість роботи рішення у вищезгаданому патенті компанії SMS, оскільки працює із значно меншою кількістю зупинок під час виробництва, необхідних для заміни валиків і, тому, із значно меншим часом на технічне обслуговування. У цьому останньому альтернативному до патенту компанії SMS рішенні з додатковою чистовою кліттю, остання кліть не використовується для проміжних проходів. Ця додаткова кліть піддається дії значно меншого навантаження і, тому, меншому зносу, що дозволяє прокатування набагато більше тон матеріалу без піддання ризику якості кінцевого продукту. Цей варіант використовує додаткову кліть на відміну від вищезгаданого патенту. Окрім того, ця схема вимагає додавання спеціального обладнання для виготовлення профілів. 1 UA 107203 C2 5 10 15 20 25 30 35 40 45 50 55 60 Насправді, чистова кліть, напрямна кочення, уся робота по конструюванню та сховища, пов'язані з довшою установкою, збільшують для клієнта загальні інвестиції. Головною задачею цього винаходу є усунення вищезгаданих недоліків попереднього рівня техніки надзвичайно простим, економним і особливо функціональним способом. Іншою задачею є надання реверсивного прокатного стану, який є більш компактним ніж доступні на даний момент прокатні стани. Іншою задачею є надання реверсивного прокатного стану, який мінімізує грошові витрати на установку, пов'язані з роботою по конструюванню і необхідними сховищами. Беручи до уваги вищезгадані задачі, цей винахід описує компактний реверсивний універсальний прокатний стан для виготовлення середніх за розміром - великих профілів, які мають характеристики, наведені в доданій формулі винаходу. Конструкційні і функціональні ознаки цього винаходу і його переваги порівняно з прокатним станом попереднього рівня техніки стануть навіть більш очевидним шляхом аналізу нижченаведеного опису, який посилається на додані креслення, які зображають варіант виконання компактного реверсивного універсального прокатного стану для виготовлення середніх за розміром - великих профілів згідно з цим винаходом. На кресленнях: - Фігура 1 зображає ключові елементи компактного реверсивного універсального прокатного стану для виготовлення середніх за розміром - великих профілів згідно з цим винаходом; - Фігура 2 зображає перший варіант виконання установки, відомої як "I shape", яка містить прокатний стан згідно з винаходом; - Фігура 3 зображає другий варіант виконання установки, відомої як "U shape", яка містить прокатний стан згідно з винаходом; - Фігура 4 зображає третій варіант виконання змішаного типу установки, яка також містить прокатний стан згідно з винаходом. Посилаючись головним чином на Фігуру 1, бачимо, що компактний реверсивний універсальний прокатний стан для виробництва середніх за розміром великих профілів вказаний в цілому позицією 10. Як зображено, згідно з цим винаходом, реверсивний універсальний прокатний стан 10 передбачає використання чистової універсальної кліті 11 як кінцевої додаткової кліті в реверсивному проміжному блоці 12, орієнтованому упоперек до напрямної кочення 13, по якій подається оброблювана смугу 17. Реверсивний проміжний блок 12 містить першу універсальну редукційну кліть 14, двовалкову кліть 15 і другу редукційну універсальну кліть 16. Функція цієї додаткової кліті 11 не змінюється під час використання її виключно для чистової обробки. Тому, кліть 11 завжди відкрита під час проміжних проходів і закривається тільки перед закінченням останнього проходу смуги у виробничому циклі. В альтернативному рішенні, у якому на Фігурі 1 присутня тільки стрілка F, кліть 11 утримується закритою в резерві в стороні від напрямної кочення 13 і підключається тільки перед кінцевим проходом смуги 17. Тому, кліть 11 рухається перпендикулярно напряму руху смуг 17, які поступово обробляються нею самою. Це переміщення, наприклад, здійснюється відповідним привідним блоком, вказаним позицією 18, який по можливості з'єднується і від'єднується від приводів, які належать кліті 11. Це гарантує незмінні моменти часу заміни валиків, забезпечуючи вказані вище переваги виробництва. Ця схема складається з X - X - H рішення, яке використовує реверсивний прокатний стан, який містить чотири повні кліті, які по суті обмежують відстань між чистовою кліттю 11 і реверсивним проміжним блоком 12. Насправді, ця чистова кліть 11 більше не розташована в стороні від реверсивного проміжного блоку 12, як описано в попередньому рівні техніки, а розташована безпосередньо за останньою універсальною кліттю того ж реверсивного блоку 12. Це надає загальну довжину установки, яка менша за довжину рішення, використовуваного на сьогоднішній день, і, тому, меншу кількість механічного обладнання і меншу загальну площу для сховища з наданням прокатного стану з очевидними вигодами для клієнта з точки зору, чи придатний він до негайної експлуатації, чи ні. Присутність додаткової чистової кліті також покращує якість кінцевого продукту, а також покращує гнучкість процесу. Окрім того, варіант, який полягає у пропозиції клієнту навіть більш компактних установок, таких як установки згідно з цим винаходом, дозволяє укладання контрактів, у яких площа для установки не є критичною, а також укладання контрактів, де реальна схема виробництва є важливою для встановлення прокатного стану. 2 UA 107203 C2 5 10 15 20 25 30 35 40 45 50 55 60 Підвищене виробництво компенсує вищі початкові грошові витрати на установку згідно з винаходом порівняно з відомими установками за менш ніж один рік роботи установки в залежності від її потужності і кількості тон продукту на виробничий цикл. Експлуатаційний ресурс валиків універсальної чистової кліті згідно з цим винаходом становить приблизно 2000 [т] для менших профілів і приблизно 3000 [т] для більших профілів. Це могло б означати, що для коротших термінів експлуатації з використанням нашого рішення установка ніколи не потребує зупинки для заміни валиків порівняно з однією або двома зупинками для заміни валиків в чистовій кліті попереднього рівня техніки. Подібні виграші можуть одержуватися для довших термінів експлуатації, які зменшують кількість зупинок максимум до однієї для заміни валиків чистової кліті. Це гарантує незмінність моментів часу заміни валиків, забезпечуючи вищевказані переваги виробництва. Запропоноване рішення може називатися "XXH". Перевагами рішення XXH порівняно з існуючим рішенням є менша загальна площа, яку займає установка, і варіант, який полягає у виготовленні двох пластинчастих смуг на одержаний блюм з оптимізацією навантаження печі. За допомогою рішення XXH конструкційна частина установок є значно дешевшою. З точки зору перспективи експлуатації, запропонована схема робить установку більш компактною або, в будь-якому випадку, значно оптимізує процес. Запропоноване рішення надає систему з єдиною заміною для клітей реверсивного прокатного стану і, тому, більш компактний цех для обробки прокатних валиків, послаблене і оптимізоване використання мостових кранів, більш раціональне використання запасних деталей і, тому, краще користування сховищем. Це природно вимагає меншої кількості обслуговуючого персоналу і коротші періоди заміни конструктивних елементів в прокатному стані (4 сусідні кліті дозволяють присутність тільки одного оператора). Окрім того, експлуатація сховища і переміщення кліті, полегшене раціональним використанням запасних клітей, також дозволяє віддалене розташування цеху для обробки прокатних валиків в різних місцях без погіршення його роботи і, тому, продуктивності прокатного стану. Рішення "I Shape", зображене на Фігурі 2, надає більш компактну схему і дозволяє використання коротших напрямних кочення, мастильних, гідравлічних, повітряних, водяних і масляних трубопроводів, послаблюючи вплив на тривалість роботи і технічного обслуговування. У цьому варіанті виконання установки піч 21 з відповідними допоміжними засобами (такими як пристрій 23 для зняття окалини) розташована зверху по ходу технологічного процесу перед чорновим блоком 24. За ним розташований прокатний стан 10 згідно з винаходом перед охолоджувальним пристроєм 27, ріжучими блоками 29 і кінцевими блоками. Дуже подібним чином рішення "U shape", зображене на Фігурі 3, з охолоджувальним пристроєм 27, розташованим далі в стороні (внаслідок необхідної схеми розміщення обладнання для складання в стос, для обв'язування і сортування кінцевого продукту), в будьякому випадку, надає більш компактну схему після переміщення кінцевої кліті. В будь-якому випадку, компактне рішення може дозволяти використання простору після оптимізації чистової кліті і збільшення відстані між нею і охолоджувальним пристроєм за менші грошові витрати, що робить можливим прокатувати вихідний профіль з одержанням довшого кінцевого продукту, який є важчим, і розрізати на багато сегментів з використанням пилки перед охолоджувальним пристроєм. Це природно покращує вихід продукту та продуктивність установки за менші капіталовкладення. Фігура 4 зображає третій варіант виконання установки, яка містить прокатний стан згідно з цим винаходом і яка поєднує характеристики установки "I shape" з характеристиками установки "U shape", описаної перед цим, об'єднуючи і адаптуючи їх. Коротко кажучи, ми можемо говорити про наступні переваги по відношенню до патенту компанії SMS: - переваги внаслідок зменшення кількості замін конструкційних елементів чистової кліті, що призводить до меншої кількості зупинок установки і, тому, до вищої продуктивності; - більше того, менша кількість замін конструкційних елементів зменшує час і грошові витрати на підготовку чистової кліті в робочому цеху; - оптимізація експлуатаційного ресурсу чистового рівчака, який у запропонованому рішенні виконує тільки функцію чистової обробки, а не редукційну функцію, що також робить можливим зменшувати капіталовкладення для ряду валиків; - рішення з 4 клітями надає більшу гнучкість у прокатуванні і здатне використовувати обидва редукційні проходи для кожної послідовності проходів, дозволяючи підвищувати продуктивність установки; 3 UA 107203 C2 5 10 15 - кращі допуски для кінцевого продукту, оскільки чистова кліть має спеціальний рівчак, який менше зношується з часом. І наступні переваги порівняно з попереднім блоком (3+1) з окремою чистовою кліттю, тобто: - зменшення просторів, необхідних для виготовлення профілю; - менше споживання енергії, оскільки смуга проходить чистову обробку безпосередньо після чорнової обробки без додаткових температурних втрат. Вищенаведений опис з посиланням на фігури чітко показує як компактний реверсивний універсальний прокатний стан для виробництва середніх за розміром - великих профілів згідно з винаходом може бути особливо корисним і вигідним. Таким чином, вирішується задача, зазначена у вступній частині опису. Зазвичай, форми компактного реверсивного універсального прокатного стану для виробництва середніх за розміром - великих профілів згідно з винаходом можуть бути відмінними від форми, зображеної виключно у вигляді необмежувального прикладу на кресленнях, і використовувані матеріали можуть також бути різними. Тому, об'єм правового захисту винаходу визначається доданої формулою винаходу. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 60 1. Компактний реверсивний універсальний прокатний стан для виробництва середніх-великих за розміром профілів, який містить принаймні одну першу універсальну редукційну кліть (14), двовалкову кліть (15) і другу редукційну універсальну кліть (16) для створення реверсивного проміжного блока (12), орієнтованого упоперек до напрямної кочення (13), яка виконана з можливістю подачі по ній оброблюваної смуги (17), який відрізняється тим, що безпосередньо після по ходу технологічного процесу згаданого реверсивного проміжного блока (12) розташована чистова універсальна кліть (11) як кінцева додаткова кліть, також орієнтована упоперек до спільної напрямної кочення (13), при цьому згадана чистова кліть (11) виконана з можливістю зберігатися відкритою під час проміжних проходів виробничого циклу і закритою тільки перед завершенням смугою (17) кінцевого проходу виробничого циклу. 2. Компактний реверсивний універсальний прокатний стан для виробництва середніх-великих за розміром профілів, який містить принаймні першу універсальну редукційну кліть (14), двовалкову кліть (15) і другу редукційну універсальну кліть (16) для створення реверсивного проміжного блока (12), орієнтованого упоперек до напрямної кочення (13), яка виконана з можливістю подачі по ній оброблюваної смуги (17), який відрізняється тим, що безпосередньо після по ходу технологічного процесу згаданого реверсивного проміжного блока (12) розташована чистова універсальна кліть (11) як кінцева додаткова кліть, виконана з можливістю переміщення перпендикулярно (згідно із стрілкою F) відносно згаданої напрямної кочення (13), при цьому згадана чистова кліть (11) виконана з можливістю збереження закритою в стороні від згаданої напрямної кочення (13) під час проміжних проходів виробничого циклу і переміщення упоперек згаданої напрямної кочення (13) тільки перед закінченням смугою (17) кінцевого проходу виробничого циклу. 3. Спосіб виготовлення середніх-великих за розміром профілів в реверсивному універсальному прокатному стані, який містить принаймні одну першу універсальну редукційну кліть (14), двовалкову кліть (15) і другу редукційну універсальну кліть (16) для створення реверсивного проміжного блока (12), орієнтованого упоперек до напрямної кочення (13), яка подає смугу (17), при цьому згаданий прокатний стан оснащений безпосередньо після по ходу технологічного процесу згаданого реверсивного проміжного блока (12) чистовою універсальною кліттю (11) як кінцевою додатковою кліттю, також орієнтованою упоперек до спільної напрямної кочення (13), при цьому у згаданому способі існує фаза, у якій згадану чистову кліть (11) зберігають відкритою під час проміжних проходів виробничого циклу, і наступна фаза, у якій згадану чистову кліть (11) закривають тільки перед завершенням смугою (17) кінцевого проходу виробничого циклу. 4. Спосіб виготовлення середніх-великих за розміром профілів в реверсивному універсальному прокатному стані, який містить принаймні одну універсальну редукційну кліть (14), двовалкову кліть (15) і другу редукційну універсальну кліть (16) для створення реверсивного проміжного блока (12), орієнтованого упоперек до напрямної кочення (13), яка подає оброблювану смугу (17), при цьому згаданий прокатний стан містить безпосередньо після по ходу технологічного процесу згаданого реверсивного проміжного блока (12) чистову універсальну кліть (11) як кінцеву додаткову кліть, виконану з можливістю переміщення перпендикулярно (згідно з напрямом F) відносно згаданої напрямної кочення (13), при цьому у згаданому способі існує фаза, у якій згадану чистову кліть (11) зберігають закритою в стороні від згаданої напрямної 4 UA 107203 C2 5 10 кочення (13) під час проміжних проходів виробничого циклу, і наступну кінцеву фазу, у якій її переміщають упоперек до згаданої напрямної кочення (13) тільки перед завершенням смугою (17) кінцевого проходу виробничого циклу. 5. Установка для виготовлення середніх-великих за розміром профілів, яка по суті містить піч (21) з відповідними допоміжними засобами (23) перед чорновим блоком (24), охолоджувальним пристроєм (27), ріжучими блоками (29) і кінцевими блоками, у якій між згаданим чорновим блоком (24) і згаданим охолоджувальним пристроєм (27) розташований компактний реверсивний універсальний прокатний стан (10) за п. 1 або п. 2. 6. Установка за п. 5, яка відрізняється тим, що згаданий охолоджувальний пристрій (27) розміщений безпосередньо після по ходу технологічного процесу згаданого компактного реверсивного універсального прокатного стана (10). 7. Установка за п. 5, яка відрізняється тим, що згаданий охолоджувальний пристрій (27) розташований окремо від і після по ходу технологічного процесу згаданого компактного реверсивного універсального прокатного стана (10). 5 UA 107203 C2 Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюDelli Zotti, Andrea, Lange, Marco, Vergara, Domenico
Автори російськоюДелли Дзотти Андреа, Ланге Марко, Вергара Доменико
МПК / Мітки
МПК: B21B 1/14
Мітки: розміром, прокатній, середніх-великих, профілів, стан, реверсивний, виготовлення, компактний, універсальний
Код посилання
<a href="https://ua.patents.su/8-107203-kompaktnijj-reversivnijj-universalnijj-prokatnijj-stan-dlya-vigotovlennya-serednikh-velikikh-za-rozmirom-profiliv.html" target="_blank" rel="follow" title="База патентів України">Компактний реверсивний універсальний прокатний стан для виготовлення середніх-великих за розміром профілів</a>
Універсальний стан плющильно-волочильно-прокатний
Номер патенту: 73277
Опубліковано: 15.07.2005
Автори: Брєзін Олександр Олександрович, Гребе Олександр Константинович, Гуртовой Микола Іванович, Іванченко Василь Яковлевич, Донченко Анатолій Григорович, Шрамко Микола Карпович, Рудь Віктор Володимирович, Чистяков Олександр Вікторович, Карєєв Сергій Михайлович, Близнюк Олексій Анатолієвич, Ткаченко Олександр Павлович, Мірошніченко Сергій Павлович, Рудь Володимир Павлович, Іоффе Ірина Анатолівна, Саєнко Віктор Олександрович, Работніков Микола Олександрович
МПК: B21B 1/00
Мітки: стан, універсальний, плющильно-волочильно-прокатний
Формула / Реферат:
1. Універсальний стан плющильно-волочильно-прокатний, який містить установлені в технологічній послідовності розмотувач вхідної заготівки, ролики опорні міряльні, горизонтальну правильну машину, волочильну роликову головку, робочу кліть, правий та лівий намотувально-розмотувальні пристрої, в залежності від напрямку подання вхідної заготівки дроту, з пристроями механічної настройки рядного укладання металопрокату, що намотується на шпулю або...
Прокатний стан з регулюванням валків по двох напрямках
Номер патенту: 66804
Опубліковано: 15.06.2004
Автори: Женг Хонгжуан, Жао Лінжен
МПК: B21B 13/14, B21B 31/16
Мітки: стан, валків, двох, регулюванням, прокатній, напрямках
Формула / Реферат:
1. Прокатний стан з регулюванням валків по двох напрямках для прокатки листа і штаби, який складається з таких основних елементів, як кліть стана, яка має форму рами (10), верхня система валків і нижня система валків, верхній люнет і нижній люнет, який відрізняється тим, що верхня і нижня системи валків сконструйовані таким чином, що мають вежоподібну конфігурацію, а рама, люнети і проміжний опорний механізм між рамою і люнетами прокатного...
Універсальний ливарно-прокатний стан

Номер патенту: 50818
Опубліковано: 15.11.2002
Автори: Ткаченко Олександр Павлович, Работніков Петро Олександрович, Шестопалов Олександр Васильович, Донченко Анатолій Григорович, Хейфец Григорій Рувимович, Шрамко Микола Карпович, Мірошніченко Сергій Павлович, Рудь Володимир Павлович, Фаренбрух Альберт Володимирович
Мітки: ливарно-прокатний, універсальний, стан
Формула / Реферат:
1. Універсальний ливарно-прокатний стан, який має ділянки відділення неперервного лиття заготовок, яке містить печі неперервного плавлення металу, міксери неперервного плавлення металу, машину неперервного лиття заготовок з кристалізатором, кліть обтискну, ножиці летючі, рольганги стана і транспортні рольганги, також ділянки стана гарячої прокатки, який містить піч для нагріву зливків, реверсивну кліть ДУО, рольганги стана та завантажувальні...
Неперервний прокатний штабовий стан

Номер патенту: 58129
Опубліковано: 15.07.2003
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: стан, неперервний, штабовий, прокатній
Формула / Реферат:
Неперервний прокатний штабовий стан, який включає багатовалкові кліті, кожна з яких має два опорних валки і два привідних робочих валки, розмотувач і моталку, який відрізняється тим, що як першу кліть встановлено п‘ятивалкову кліть з двома опорними валками, двома привідними робочими валкамита одним непривідним робочим валком, а розмотувач розташовано між першою та другою робочими клітями.
Прокатний стан для виготовлення плоских катаних стрічок з потрібною різнотовщинністю профілю
Номер патенту: 75385
Опубліковано: 17.04.2006
Автори: Зайдель Юрген, Бальд Вільфрід
МПК: B21B 13/14
Мітки: потрібною, різнотовщинністю, виготовлення, профілю, катаних, прокатній, плоских, стан, стрічок
Формула / Реферат:
1. Прокатний стан для виготовлення плоских катаних стрічок (6) з потрібною різнотовщинністю профілю, що містить робочі валки (1, 2), що спираються щонайменше на один опорний валок (3, 4), причому робочі валки (1, 2) мають різні діаметри, робочий валок (2) більшого діаметра з'єднаний з приводом (5), а робочий валок (1) меншого діаметра має можливість обертання разом з ним як «холостий валок», який відрізняється тим, що опорні (3, 4) і робочі...
Наступний патент: Протигрибкова композиція, що містить грибковий організм pythium oligandrum
Випадковий патент: Пересувна автоматизована газотурбінна електростанція