Дорновий пристрій пілігримового стану
Номер патенту: 107403
Опубліковано: 10.06.2016
Автори: Павловський Борис Григорович, Шевчук Олександр Анатолійович, Угрюмов Юрій Дмитрович, Степаненко Олександр Миколайович, Ксенз Олександр Афанасійович


Формула / Реферат
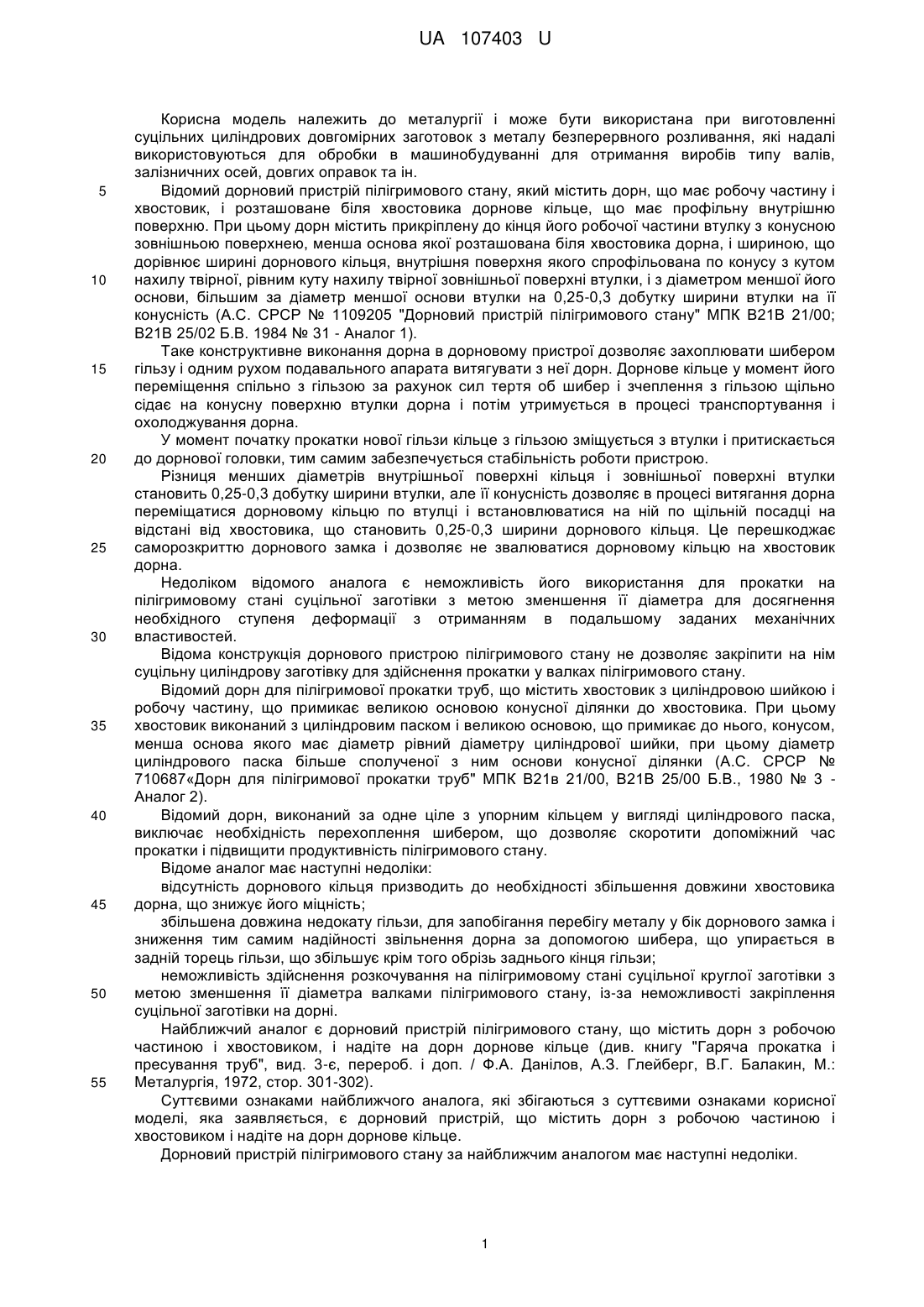
1. Дорновий пристрій, що містить дорн з робочою частиною і хвостовиком і дорнове кільце, надіте на дорн, який відрізняється тим, що довжина робочої частини дорна складає 1-3 його діаметра з профілем поперечного перерізу, відмінним від круга, а на передньому торці дорнового кільця з боку заготівки виконана проточка у формі стакана з діаметром, відповідним діаметру заготівки і завглибшки 0,1-0,2 діаметра проточки.
2. Дорновий пристрій по п. 1, який відрізняється тим, що профіль поперечного перерізу робочої частини дорна виконаний з двома діаметрально протилежними лисками.
Текст
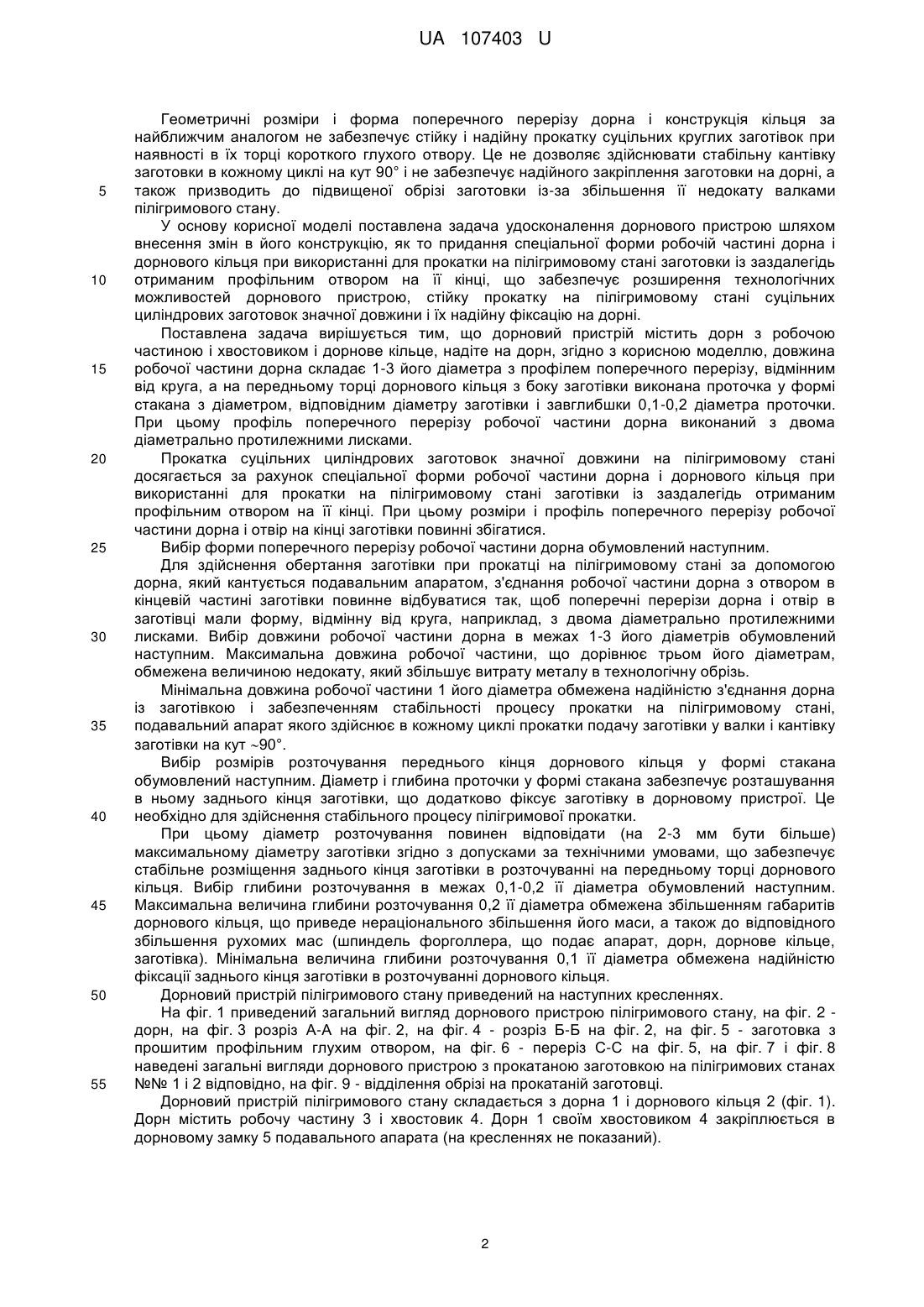
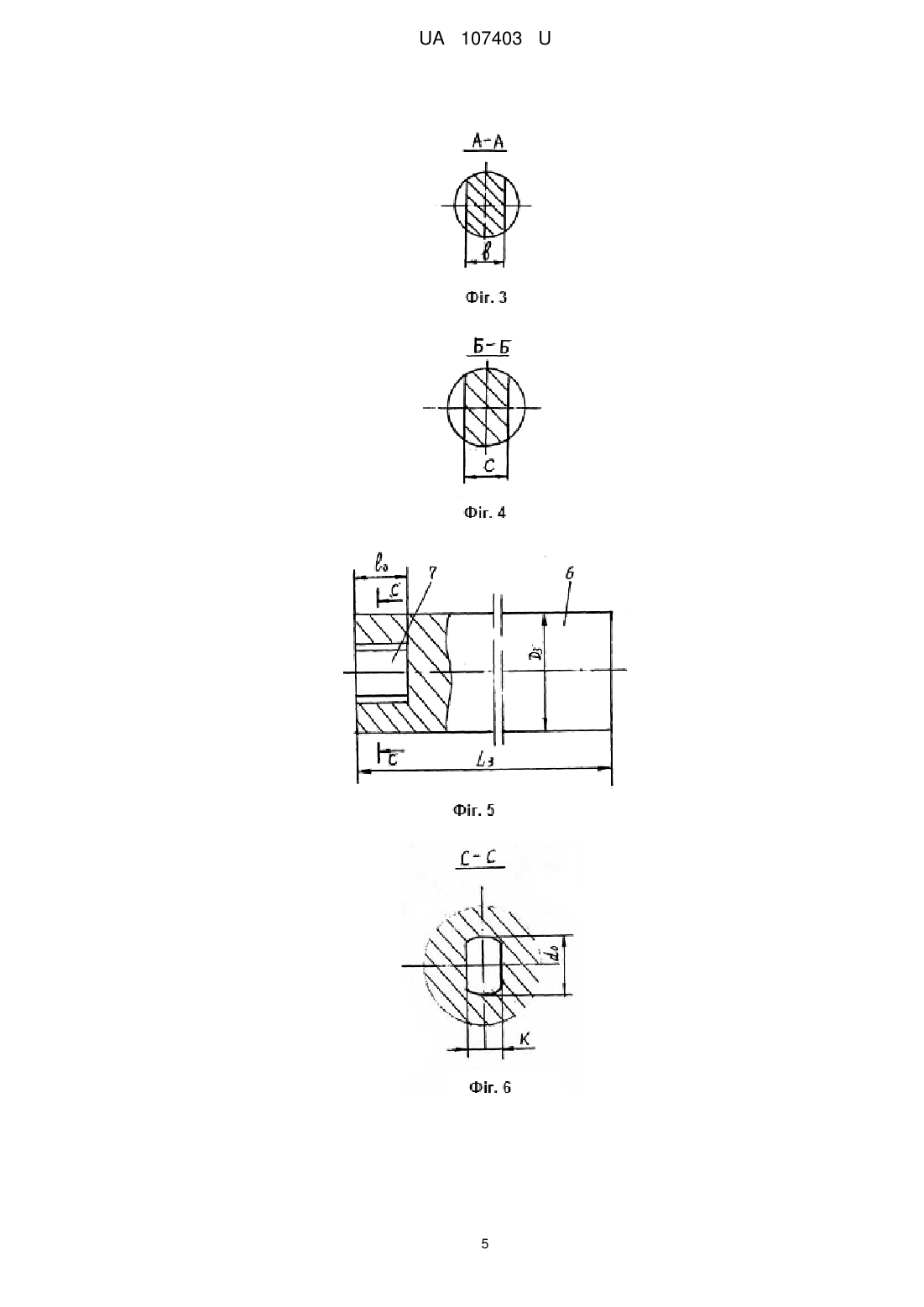
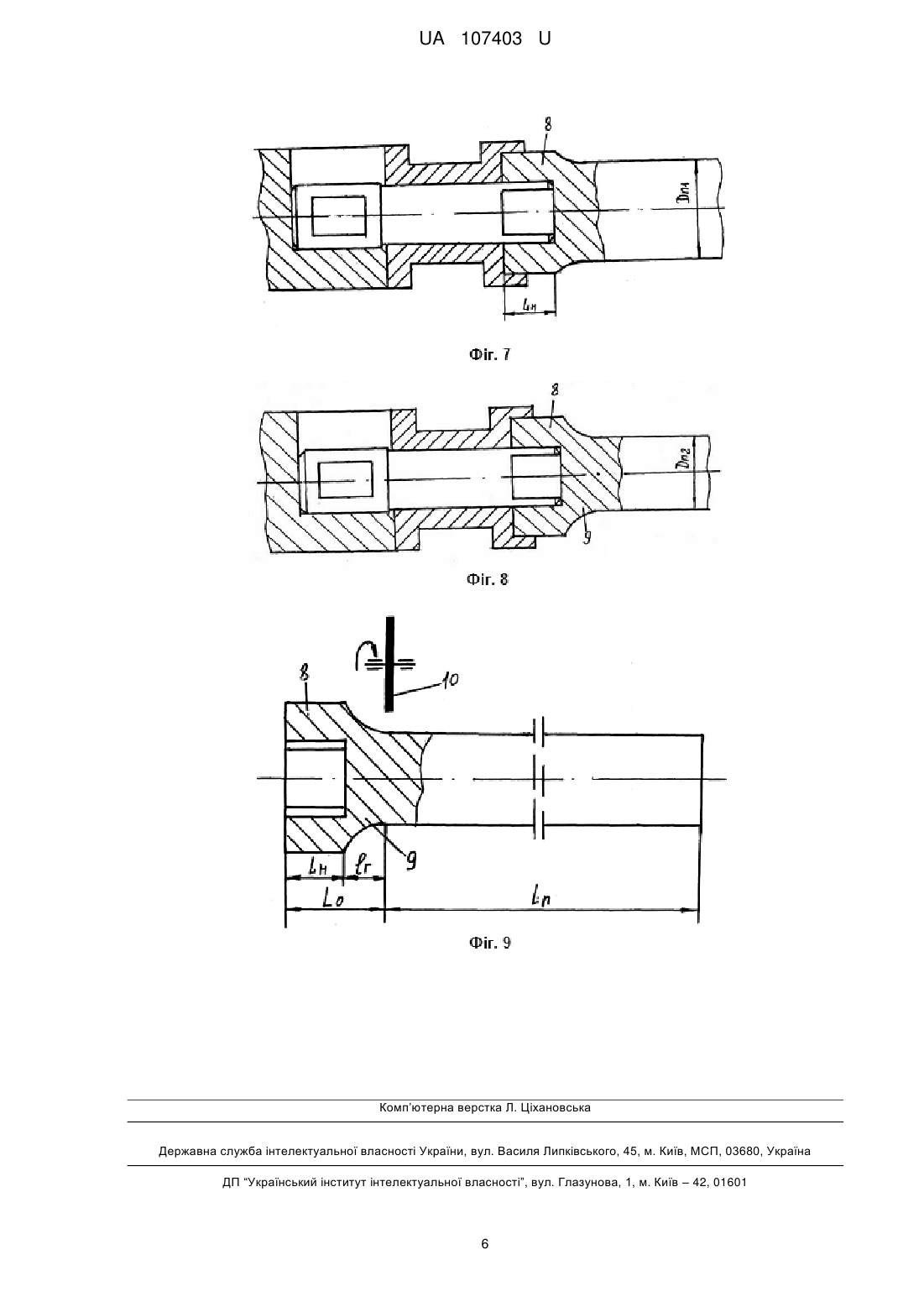
Реферат: Дорновий пристрій містить дорн з робочою частиною і хвостовиком і дорнове кільце, надіте на дорн. Довжина робочої частини дорна складає 1-3 його діаметра з профілем поперечного перерізу, відмінним від круга. На передньому торці дорнового кільця з боку заготівки виконана проточка у формі стакана. UA 107403 U (12) UA 107403 U UA 107403 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургії і може бути використана при виготовленні суцільних циліндрових довгомірних заготовок з металу безперервного розливання, які надалі використовуються для обробки в машинобудуванні для отримання виробів типу валів, залізничних осей, довгих оправок та ін. Відомий дорновий пристрій пілігримового стану, який містить дорн, що має робочу частину і хвостовик, і розташоване біля хвостовика дорнове кільце, що має профільну внутрішню поверхню. При цьому дорн містить прикріплену до кінця його робочої частини втулку з конусною зовнішньою поверхнею, менша основа якої розташована біля хвостовика дорна, і шириною, що дорівнює ширині дорнового кільця, внутрішня поверхня якого спрофільована по конусу з кутом нахилу твірної, рівним куту нахилу твірної зовнішньої поверхні втулки, і з діаметром меншої його основи, більшим за діаметр меншої основи втулки на 0,25-0,3 добутку ширини втулки на її конусність (А.С. СРСР № 1109205 "Дорновий пристрій пілігримового стану" МПК В21В 21/00; В21В 25/02 Б.В. 1984 № 31 - Аналог 1). Таке конструктивне виконання дорна в дорновому пристрої дозволяє захоплювати шибером гільзу і одним рухом подавального апарата витягувати з неї дорн. Дорнове кільце у момент його переміщення спільно з гільзою за рахунок сил тертя об шибер і зчеплення з гільзою щільно сідає на конусну поверхню втулки дорна і потім утримується в процесі транспортування і охолоджування дорна. У момент початку прокатки нової гільзи кільце з гільзою зміщується з втулки і притискається до дорнової головки, тим самим забезпечується стабільність роботи пристрою. Різниця менших діаметрів внутрішньої поверхні кільця і зовнішньої поверхні втулки становить 0,25-0,3 добутку ширини втулки, але її конусність дозволяє в процесі витягання дорна переміщатися дорновому кільцю по втулці і встановлюватися на ній по щільній посадці на відстані від хвостовика, що становить 0,25-0,3 ширини дорнового кільця. Це перешкоджає саморозкриттю дорнового замка і дозволяє не звалюватися дорновому кільцю на хвостовик дорна. Недоліком відомого аналога є неможливість його використання для прокатки на пілігримовому стані суцільної заготівки з метою зменшення її діаметра для досягнення необхідного ступеня деформації з отриманням в подальшому заданих механічних властивостей. Відома конструкція дорнового пристрою пілігримового стану не дозволяє закріпити на нім суцільну циліндрову заготівку для здійснення прокатки у валках пілігримового стану. Відомий дорн для пілігримової прокатки труб, що містить хвостовик з циліндровою шийкою і робочу частину, що примикає великою основою конусної ділянки до хвостовика. При цьому хвостовик виконаний з циліндровим паском і великою основою, що примикає до нього, конусом, менша основа якого має діаметр рівний діаметру циліндрової шийки, при цьому діаметр циліндрового паска більше сполученої з ним основи конусної ділянки (A.C. CPCP № 710687«Дорн для пілігримової прокатки труб" МПК В21в 21/00, В21В 25/00 Б.В., 1980 № 3 Аналог 2). Відомий дорн, виконаний за одне ціле з упорним кільцем у вигляді циліндрового паска, виключає необхідність перехоплення шибером, що дозволяє скоротити допоміжний час прокатки і підвищити продуктивність пілігримового стану. Відоме аналог має наступні недоліки: відсутність дорнового кільця призводить до необхідності збільшення довжини хвостовика дорна, що знижує його міцність; збільшена довжина недокату гільзи, для запобігання перебігу металу у бік дорнового замка і зниження тим самим надійності звільнення дорна за допомогою шибера, що упирається в задній торець гільзи, що збільшує крім того обрізь заднього кінця гільзи; неможливість здійснення розкочування на пілігримовому стані суцільної круглої заготівки з метою зменшення її діаметра валками пілігримового стану, із-за неможливості закріплення суцільної заготівки на дорні. Найближчий аналог є дорновий пристрій пілігримового стану, що містить дорн з робочою частиною і хвостовиком, і надіте на дорн дорнове кільце (див. книгу "Гаряча прокатка і пресування труб", вид. 3-є, перероб. і доп. / Ф.А. Данілов, А.З. Глейберг, В.Г. Балакин, М.: Металургія, 1972, стор. 301-302). Суттєвими ознаками найближчого аналога, які збігаються з суттєвими ознаками корисної моделі, яка заявляється, є дорновий пристрій, що містить дорн з робочою частиною і хвостовиком і надіте на дорн дорнове кільце. Дорновий пристрій пілігримового стану за найближчим аналогом має наступні недоліки. 1 UA 107403 U 5 10 15 20 25 30 35 40 45 50 55 Геометричні розміри і форма поперечного перерізу дорна і конструкція кільця за найближчим аналогом не забезпечує стійку і надійну прокатку суцільних круглих заготівок при наявності в їх торці короткого глухого отвору. Це не дозволяє здійснювати стабільну кантівку заготовки в кожному циклі на кут 90° і не забезпечує надійного закріплення заготовки на дорні, а також призводить до підвищеної обрізі заготовки із-за збільшення її недокату валками пілігримового стану. У основу корисної моделі поставлена задача удосконалення дорнового пристрою шляхом внесення змін в його конструкцію, як то придання спеціальної форми робочій частині дорна і дорнового кільця при використанні для прокатки на пілігримовому стані заготовки із заздалегідь отриманим профільним отвором на її кінці, що забезпечує розширення технологічних можливостей дорнового пристрою, стійку прокатку на пілігримовому стані суцільних циліндрових заготовок значної довжини і їх надійну фіксацію на дорні. Поставлена задача вирішується тим, що дорновий пристрій містить дорн з робочою частиною і хвостовиком і дорнове кільце, надіте на дорн, згідно з корисною моделлю, довжина робочої частини дорна складає 1-3 його діаметра з профілем поперечного перерізу, відмінним від круга, а на передньому торці дорнового кільця з боку заготівки виконана проточка у формі стакана з діаметром, відповідним діаметру заготівки і завглибшки 0,1-0,2 діаметра проточки. При цьому профіль поперечного перерізу робочої частини дорна виконаний з двома діаметрально протилежними лисками. Прокатка суцільних циліндрових заготовок значної довжини на пілігримовому стані досягається за рахунок спеціальної форми робочої частини дорна і дорнового кільця при використанні для прокатки на пілігримовому стані заготівки із заздалегідь отриманим профільним отвором на її кінці. При цьому розміри і профіль поперечного перерізу робочої частини дорна і отвір на кінці заготівки повинні збігатися. Вибір форми поперечного перерізу робочої частини дорна обумовлений наступним. Для здійснення обертання заготівки при прокатці на пілігримовому стані за допомогою дорна, який кантується подавальним апаратом, з'єднання робочої частини дорна з отвором в кінцевій частині заготівки повинне відбуватися так, щоб поперечні перерізи дорна і отвір в заготівці мали форму, відмінну від круга, наприклад, з двома діаметрально протилежними лисками. Вибір довжини робочої частини дорна в межах 1-3 його діаметрів обумовлений наступним. Максимальна довжина робочої частини, що дорівнює трьом його діаметрам, обмежена величиною недокату, який збільшує витрату металу в технологічну обрізь. Мінімальна довжина робочої частини 1 його діаметра обмежена надійністю з'єднання дорна із заготівкою і забезпеченням стабільності процесу прокатки на пілігримовому стані, подавальний апарат якого здійснює в кожному циклі прокатки подачу заготівки у валки і кантівку заготівки на кут 90°. Вибір розмірів розточування переднього кінця дорнового кільця у формі стакана обумовлений наступним. Діаметр і глибина проточки у формі стакана забезпечує розташування в ньому заднього кінця заготівки, що додатково фіксує заготівку в дорновому пристрої. Це необхідно для здійснення стабільного процесу пілігримової прокатки. При цьому діаметр розточування повинен відповідати (на 2-3 мм бути більше) максимальному діаметру заготівки згідно з допусками за технічними умовами, що забезпечує стабільне розміщення заднього кінця заготівки в розточуванні на передньому торці дорнового кільця. Вибір глибини розточування в межах 0,1-0,2 її діаметра обумовлений наступним. Максимальна величина глибини розточування 0,2 її діаметра обмежена збільшенням габаритів дорнового кільця, що приведе нераціонального збільшення його маси, а також до відповідного збільшення рухомих мас (шпиндель форголлера, що подає апарат, дорн, дорнове кільце, заготівка). Мінімальна величина глибини розточування 0,1 її діаметра обмежена надійністю фіксації заднього кінця заготівки в розточуванні дорнового кільця. Дорновий пристрій пілігримового стану приведений на наступних кресленнях. На фіг. 1 приведений загальний вигляд дорнового пристрою пілігримового стану, на фіг. 2 дорн, на фіг. 3 розріз А-А на фіг. 2, на фіг. 4 - розріз Б-Б на фіг. 2, на фіг. 5 - заготовка з прошитим профільним глухим отвором, на фіг. 6 - переріз С-С на фіг. 5, на фіг. 7 і фіг. 8 наведені загальні вигляди дорнового пристрою з прокатаною заготовкою на пілігримових станах №№ 1 і 2 відповідно, на фіг. 9 - відділення обрізі на прокатаній заготовці. Дорновий пристрій пілігримового стану складається з дорна 1 і дорнового кільця 2 (фіг. 1). Дорн містить робочу частину 3 і хвостовик 4. Дорн 1 своїм хвостовиком 4 закріплюється в дорновому замку 5 подавального апарата (на кресленнях не показаний). 2 UA 107403 U 5 10 15 20 25 30 35 40 45 50 55 Хвостовик 4 дорна 1 має діаметрально протилежні лиски для кріплення в дорновому замка 5. Довжина хвостовика дорна 1x і його розміри С1, 1x1 і 1x2 визначаються з урахуванням розмірів дорнового замка. Робоча частина дорна 3 має довжину 1р рівну 1-3 діаметрам дорна dq (діаметр dq визначається вальцетабелем прокатки). При цьому, 1p max=3 dq, a 1p min=dq. Робоча частина 3 дорна 1 виконана в поперечному перерізі за формою, відмінною від круглої, з діаметрально протилежними лисками (фіг. 2). Розмір "в" поперечного перерізу робочої частини 3 дорна визначається із вимог міцності дорна і необхідної передачі моменту для обертання заготівки. Дорнове кільце 2 містить кільцеву проточку на передньому кінці з боку заготівки 6 діаметром Dn, відповідним діаметру Dз заготівки 6. Глибина 1 проточки на передньому торці дорнового кільця дорівнює 0,1-0,2 її діаметра. При цьому 1max=0,2 Dn, а 1mіn=0,1 Dn. Параметри дорнового кільця 1n, 11 і 12 - визначаються конструктивно з урахуванням габаритів використовуваного шибера, що служить для витягання дорна з прокатаної заготівки. При цьому довжина дорнового кільця Lk=1k+11+12; 12=1+11. Довжина дорна Lq=1р + 1x+1q. Прокатка суцільної круглої заготівки з безперервно-литого металу на пілігримовому стані з використанням дорнового пристрою пілігримового стану, який заявляється, здійснюється таким чином. На пілігримовий стан № 1 надходить заготівка 6 із зовнішнім діаметром D 3 із заздалегідь прошитим отвором 7 не круглого поперечного перерізу, з діаметрально протилежними лисками. Діаметр отвору d0 і глибина 10 відповідають діаметру dn і довжині 1р робочої частини 3 дорна 1, а 10= к (фіг. 5 і 6). Дорн 1 з дорновим кільцем 2 з'єднуються з дорновим замком 5 подавального апарата. За допомогою подавального апарата робоча частина 3 дорна 1 вводиться до отвору на задньому торці заготівки. При цьому перед введенням дорна здійснюється взаємна орієнтація поперечних перерізів робочої частини дорна і отвору в заготівці. В результаті зарядки дорну в отвір заготівки здійснюється розміщення заднього кінця заготівки 6 в кільцевій проточці переднього кінця дорнового кільця. Після зарядки дорна в заготівку починають прокатку останньої валками пілігримового стану за допомогою подавального апарата. При початкових ударах заготівки валками (в період несталого - затравочного режиму) заготівка щільно насаджується на робочу частину 3 дорна 1 і затискається між проточкою в дорновому кільці у формі стакана і робочою частиною дорна. Це забезпечує надійну подачу заготівки у валки пілігримового стану і її кантівку в кожному циклі прокатки на кут ~ 90°. Прокатку на пільгерстані № 1 здійснюють з витяжкою μ1 до отримання зовнішнього діаметра прокату Дп1 (фіг. 7) Після закінчення прокатки залишається недокатана частина 8 довжиною L H, наявність якого обумовлена забезпеченням безпечного закінчення прокатки без захоплення дорнового кільця валками пілігримового стану. Потім за допомогою шиберного пристрою і дорнового кільця звільняється дорн з розкотом і останній передається на пілігримовий стан № 2 для подальшої прокатки з використанням аналогічного дорнового пристрою. На пільгерстані № 2 здійснюється прокатка на кінцевий розмір прокату по діаметру з витяжкою μ2 До отримання розміру Дп2 (фіг. 4). Сумарна деформація на обох пілігримових станах μ Σ = μ1 • μ2 визначається вальцетабелем і забезпечує необхідне опрацьовування початкової структури безперервно-литої заготівки для набуття необхідних механічних властивостей. Після закінчення прокатки на пільгерстані № 2 дорн звільняється з прокату за допомогою шиберного пристрою і передається на вихідну сторону стану, де здійснюється відділення заднього кінця, що складається з недокатаної частини 8 і пілігримової головки 9 довжиною 1 г за допомогою дискової пили 10 (фіг. 9) Корисна довжина прокатаної заготівки складає L н; загальна довжина обрізі L0=Lн +1г. Використання дорнового пристрою пілігримового стану для прокатки суцільних циліндрових заготовок, що отримуються безперервним розливанням, дозволяє використовувати їх для отримання заготовок типу валів, осей з необхідними механічними властивостями. Корисна модель дозволяє здійснювати прокатку суцільної заготівки з безперервно-литого металу круглого поперечного перерізу на пілігримовому стані, що забезпечується спеціальною конструкцією дорнового пристрою з урахуванням використання заздалегідь прошитої заготівки з профільним отвором на її задньому кінці. 3 UA 107403 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 1. Дорновий пристрій, що містить дорн з робочою частиною і хвостовиком і дорнове кільце, надіте на дорн, який відрізняється тим, що довжина робочої частини дорна складає 1-3 його діаметра з профілем поперечного перерізу, відмінним від круга, а на передньому торці дорнового кільця з боку заготівки виконана проточка у формі стакана з діаметром, відповідним діаметру заготівки і завглибшки 0,1-0,2 діаметра проточки. 2. Дорновий пристрій за п. 1, який відрізняється тим, що профіль поперечного перерізу робочої частини дорна виконаний з двома діаметрально протилежними лисками. 4 UA 107403 U 5 UA 107403 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 21/00, B21B 25/02, B21B 25/06
Мітки: стану, пілігримового, пристрій, дорновий
Код посилання
<a href="https://ua.patents.su/8-107403-dornovijj-pristrijj-piligrimovogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Дорновий пристрій пілігримового стану</a>
Дорновий пристрій пілігримового стану

Номер патенту: 91209
Опубліковано: 25.06.2014
Автори: Ксенз Олександр Афанасійович, Балакін Валерій Федорович, Стасевський Станіслав Леонідович, Угрюмов Юрій Дмитрович, Гармашов Денис Юрійович
МПК: B21B 25/00, B21B 21/00
Мітки: стану, пілігримового, дорновий, пристрій
Формула / Реферат:
1. Дорновий пристрій пілігримового стану, що містить дорн, який має робочу частину, циліндрову ділянку збільшеного діаметра, розміщену між ними конічну ділянку, і дорнове кільце, що охоплює дорн, виконане із зовнішньою кільцевою проточкою, який відрізняється тим, що дорнове кільце з боку гільзи містить ділянку у вигляді зрізаного конуса із зменшенням зовнішнього діаметра у напрямі гільзи, висота якого визначається з...
Дорновий пристрій пілігримового стана

Номер патенту: 101618
Опубліковано: 25.09.2015
Автори: Опришко Людмила Василівна, Стасевський Станіслав Леонідович, Гармашов Денис Юрійович, Степаненко Олександр Миколайович, Угрюмов Юрій Дмитрович
МПК: B21B 25/00, B21B 21/00
Мітки: стана, дорновий, пристрій, пілігримового
Формула / Реферат:
Дорновий пристрій пілігримового стана, що містить дорн з робочою частиною і хвостовиком, дорнове кільце, надіте на дорн, який відрізняється тим, що ділянка між робочою частиною і хвостовиком дорна виконана у вигляді зрізаного конуса, довжина якого складає 0,1-0,3 діаметра робочої частини дорна, менша основа конуса дорівнює діаметру робочої частини дорна, а більша основа - діаметру dx і визначена з...
Дорновий пристрій пілігрімового стану
Номер патенту: 19863
Опубліковано: 25.12.1997
Автори: Чернявський Анатолій Олександрович, Волочков Юрій Сергійович, Угрюмов Юрій Дмитрович, Волнянський Валерій Євгенійович
МПК: B21B 25/00, B21B 21/00
Мітки: пілігримового, дорновий, стану, пристрій
Формула / Реферат:
Дорновое устройство пилигримового стана, содержащее дорн, имеющий рабочую часть, головку и размещенный между ними хвостовик, состоящий из трех конических участков с различной конусностью и концевого участка с надетым на него дорновым кольцом, определяющим длину этого участка и имеющим внутреннюю поверхность по форме и размерам одинаковую с наружной поверхностью концевого участка хвостовика дорна, отличающееся тем, что внутренняя поверхность...
Спосіб обробки рівчаків валків пілігримового стану

Номер патенту: 70352
Опубліковано: 11.06.2012
Автори: Юдін Дмитро Петрович, Котелевець Микола Григорович, Баранов Олександр Михайлович
МПК: B23B 35/00, B23C 3/00
Мітки: пілігримового, стану, рівчаків, валків, обробки, спосіб
Формула / Реферат:
Спосіб обробки рівчаків валків пілігримового стану, при якому обробку профілю рівчака у міру повороту валка здійснюють ріжучим інструментом з переданням йому обертального руху, який відрізняється тим, що як ріжучий інструмент використовують фрезу зі скругленою ріжучою частиною, якій надають робочий рух по контуру, що відповідає профілю рівчака і включає дугу кола, при цьому точка дотику ріжучої частини фрези і профілю рівчака перебуває з...
Подавальний апарат пілігримового стану
Номер патенту: 73552
Опубліковано: 15.08.2005
Автори: Петринін Валерій Дмитрович, Добряк Володимир Дмитрович, Краснов Володимир Вітальйович, Нечаєв Віктор Іванович, Шифрін Євген Ісайович, Ермакович Радмир Петрович
МПК: B21B 21/04
Мітки: стану, подавальний, пілігримового, апарат
Формула / Реферат:
1. Подавальний апарат пілігримового стану, що містить корпус із вмонтованим в нього повітряним циліндром та гідравлічною камерою з гальмуючою втулкою, шпиндель, встановлений з можливістю зворотно-поступального та обертального руху у повітряному циліндрі та гальмуючій втулці, дриль, з'єднаний із шпинделем через вмонтовану в нього дрильну гайку, та храповий механізм, який містить храпове колесо, закріплене на дрилі, та притиснуті до його зубів...
Попередній патент: Двоярусний планарний фільтр
Наступний патент: Плата живлення
Випадковий патент: Кормороздавач-змішувач