Спосіб прокатки реологічно складних металів і пристрій для його здійснення
Номер патенту: 107415
Опубліковано: 25.12.2014
Автори: Пройдак Юрій Сергійович, Шломчак Георгій Григорович, Фірсова Тетяна Іванівна
Формула / Реферат
1. Спосіб прокатки реологічно складних металів і сплавів, який полягає в тому, що прокатку в двох валках здійснюють зі ступенями деформації, які перевищують характеристичні, який відрізняється тим, що поширення металу при прокатуванні, в тому числі позаконтактне, перед входом у валки і після виходу із валків, обмежують і встановлюють не більшим 0,02-0,1 від характеристичного ступеню деформації металу.
2. Пристрій для здійснення процесу прокатки реологічно складних металів і сплавів, що включає прокатні валки і обмежувачі поширення металу, що прокатується, який відрізняється тим, що обмежувачі поширення виготовлені у вигляді фасонних плит прямокутного перерізу з опозитно виконаними в них напівколовими виточками, а верхній і нижній валки мають кільцеві проточки прямокутного перерізу, в які вставлені плити своїми напівколовими виточками, причому товщина плит дорівнює ширині кільцевих проточок на валках, діаметри напівколових виточок у плитах і діаметри проточок на валках рівні поміж собою, а довжина плит складає не менш ніж два діаметри валка.
Текст
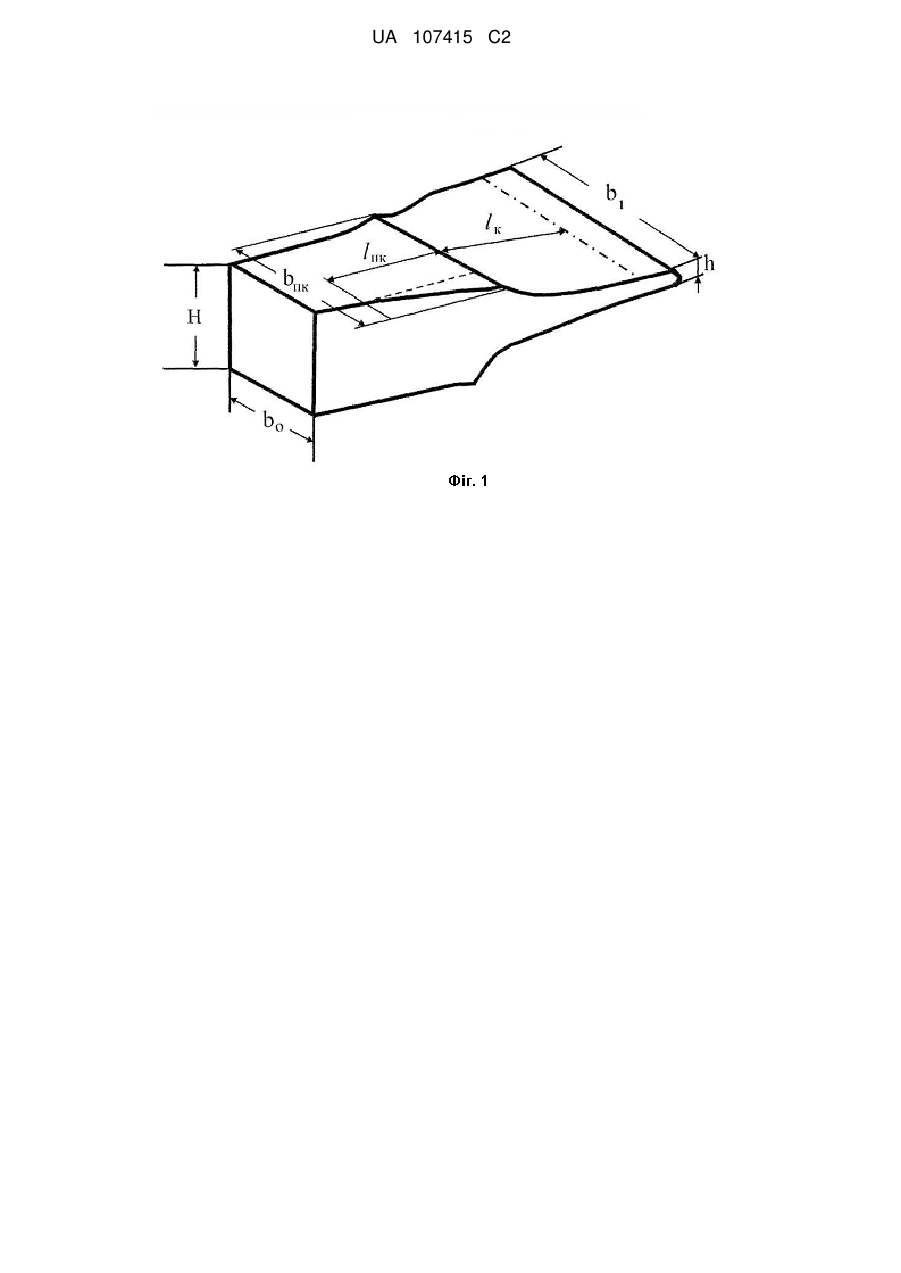
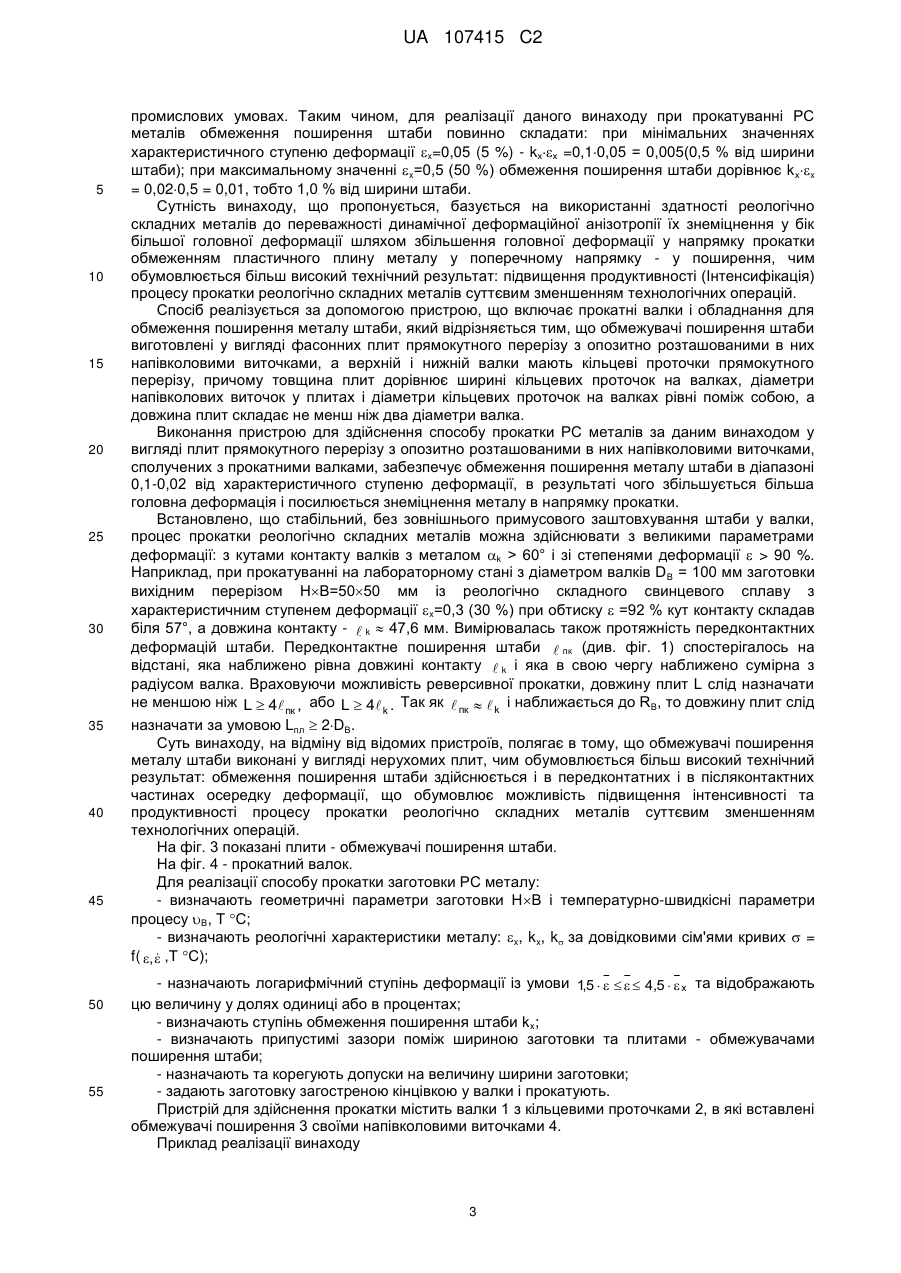
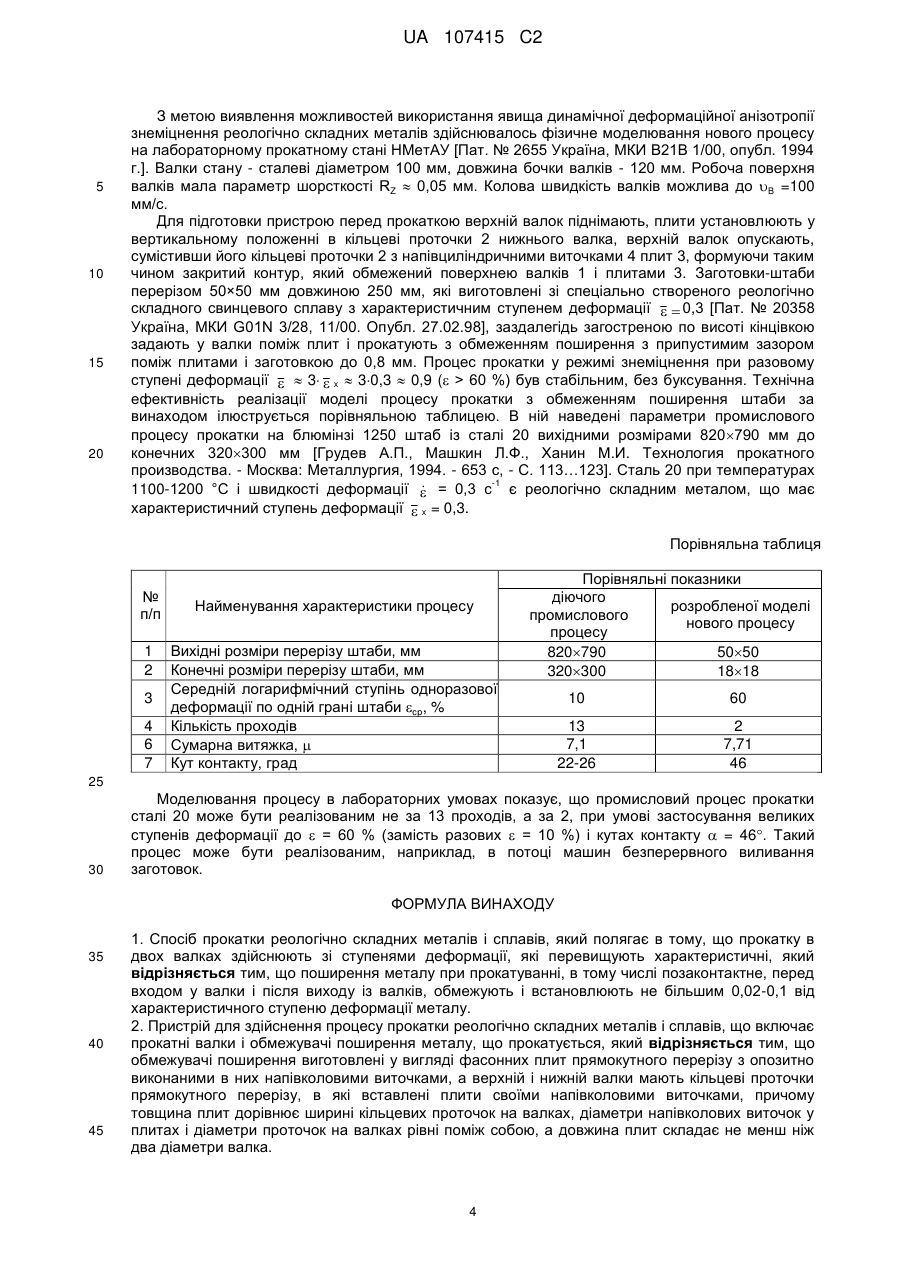
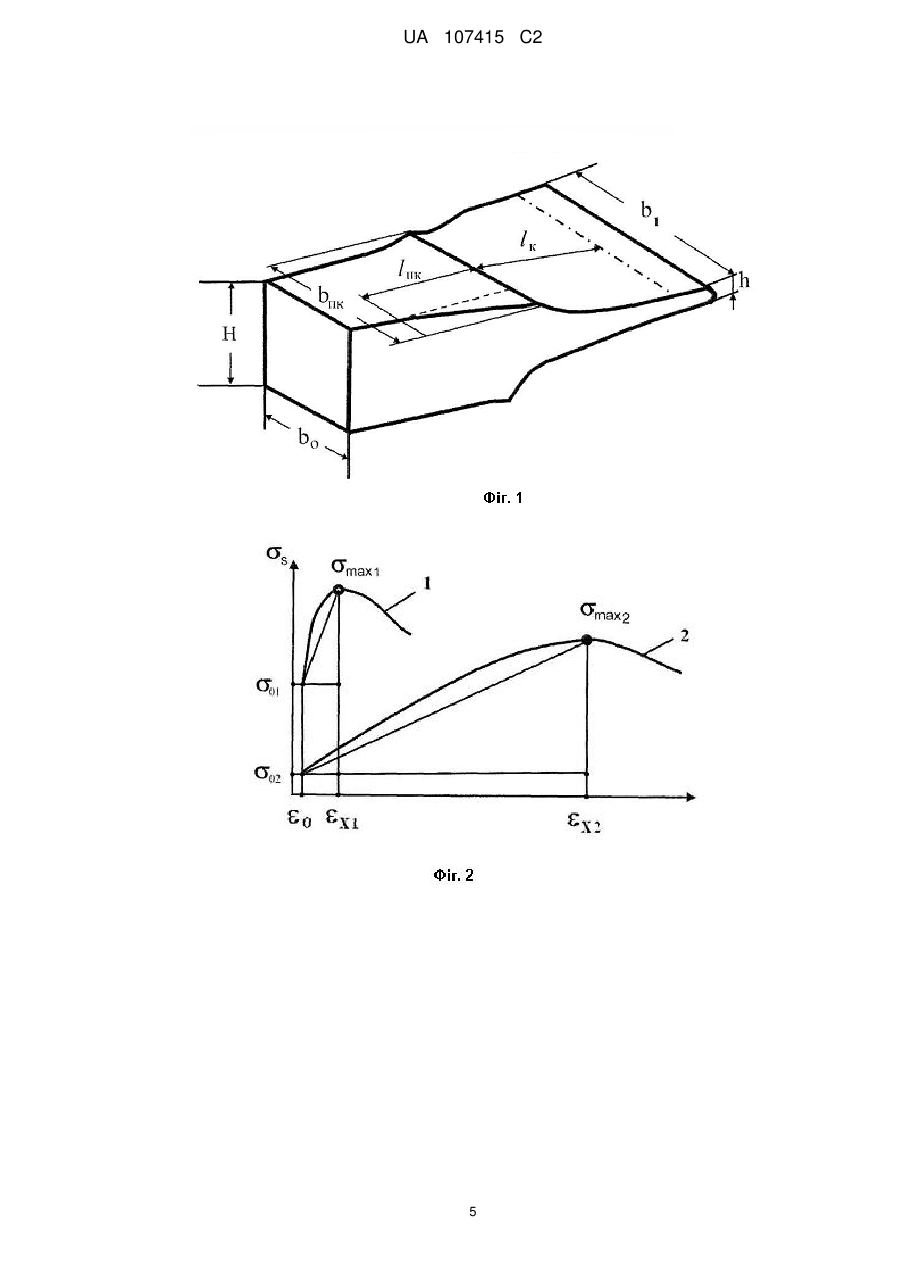
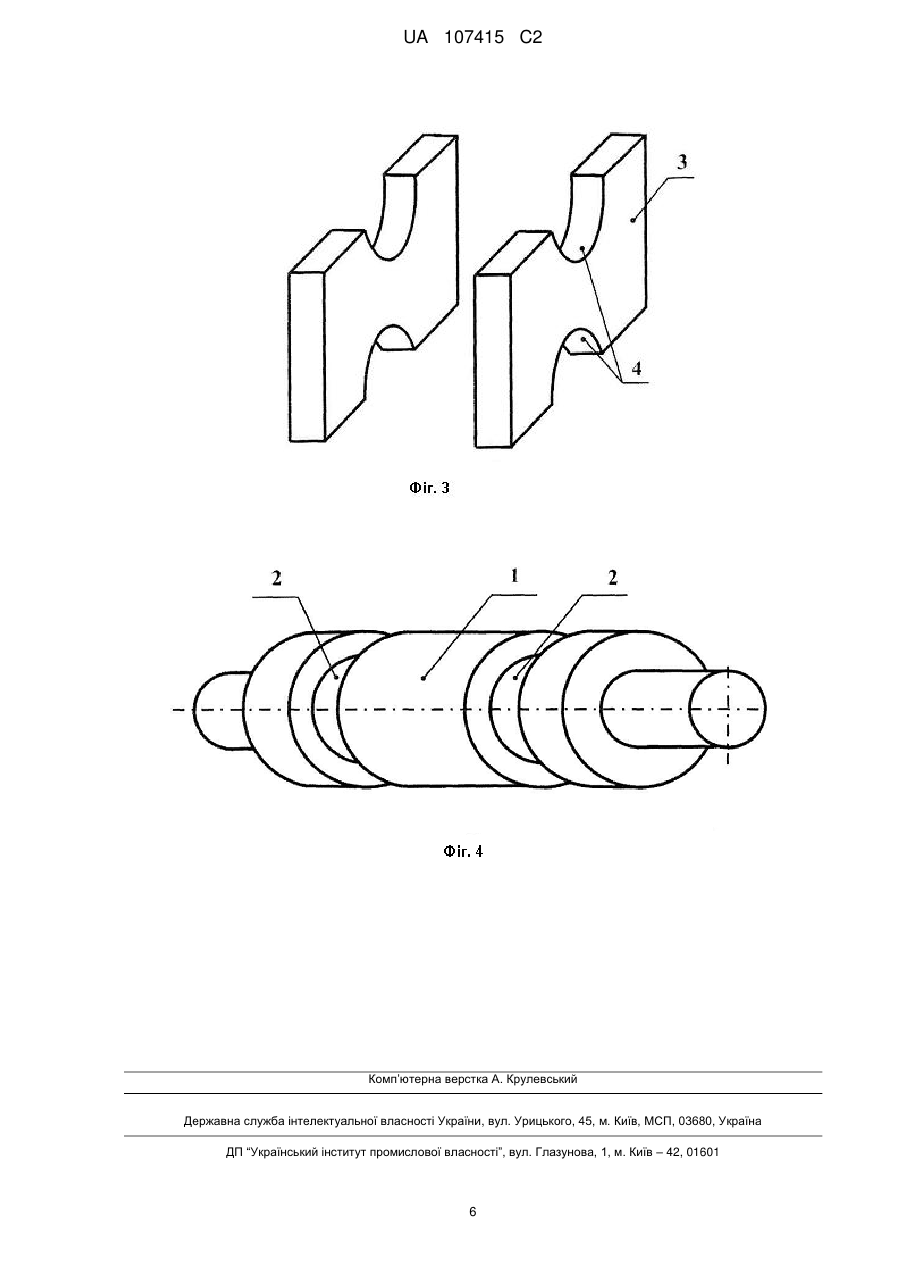
Реферат: Винахід належить до області пластичної формозміни реологічно складних металів і сплавів. Він ґрунтується на вперше експериментально виявленому явищі деформаційної анізотропії знеміцнення реологічно складних металів. Завданням винаходу є підвищення продуктивності процесів прокатки реологічно складних металів посиленням знеміцнення металу у бік більшої головної деформації (у напрямку прокатки) шляхом обмеження поширення штаби. Запропоновано новий пристрій для обмеження поширення штаби у вигляді нерухомих фасонних плит. Винахід може бути використаним для інтенсифікації технологій обробки металів тиском, переважно прокаткою. UA 107415 C2 (12) UA 107415 C2 UA 107415 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області пластичної формозміни реологічно складних (PC) металів та сплавів і може бути використаним для розробки інтенсивних енерго- і ресурсозаощаджувальних технологій при одержанні металовиробів обробкою тиском, переважно прокаткою. Аналоги способу невідомі. Для здійснення процесу прокатки з обмеженням поширення штаби відомі конструкції обладнання. Аналогами можуть послуговувати забезпечення такої прокатки в закритих калібрах двовалкових клітей, у три-, чотиривалкових калібрах та ін. [Огинский И.К., Данченко В.Н., Самсоненко А.А., Бояркин В.В. Процессы деформации металла на основе многовалковых калибров. - Днепропетровск: Пороги, 2011. - 356 с, - С. 121…122, С. 136…144]. Суттєвим недоліком таких конструкцій є їх складність і неможливість прокатки з високими ступенями деформації, особливо реологічно складних металів, бо при цьому спостерігається велике поширення у передконтактних частинах штаб і пластична плинність металу на бурти перед входом його в осередок деформації. Відоме також стримування поперечного переміщення металу у станах поперечно-гвинтової прокатки, наприклад, лінійками при одержані гільз на прошивних станах трубопрокатних агрегатів. Такі пристрої не дозволяють стримувати пластичні поперечні деформації, а здебільшого виконують роль направляючого інструменту [Грудев А.П., Машкин Л.Ф., Ханин М.И. Технология прокатного производства. - Москва: Металлургия, 1994. 653 с. - С. 42-43, С. 506-510, С. 527…530]. Аналізом результатів сучасної пластометрії встановлено, що більшість реологічно складних металів і сплавів належить до III-го реологічного класу складності. Їхні реологічні криві - відрізняються наявністю одного максимуму, який відповідає характеристичному ступеню деформації χ, при перевищенні якої такі метали динамічно деформаційно знеміцнюються [Шломчак Г.Г. Реологические классы металлов// Матер. 2-й Междунар.конф. "Материалы для строительства" (ІСМВ'93). - Днепропетровск, 1993 - С.69-70]. Відомий спосіб (прототип) деформування реологічно складних металів та сплавів полягає в тому, що пластичну їх деформацію ведуть з логарифмічними ступенями деформації , які перевищують характеристичну в 1,5-4,5 рази, чим досягається суттєве підвищення інтенсивності деформацій та продуктивності процесів пластичної формозміни PC металів шляхом збільшення одноразових деформацій на основі використання здатності таких металів до динамічного деформаційного знеміцнення [Пат. Україна № 97413, ΜПΚ В21В 3/00, В21В 1/22, опубл. 10.02.2012)]. Реалізація способу за прототипом не дозволяє в усіх процесах прокатки повною мірою використовувати здатність реологічно складних металів до динамічного деформаційного знеміцнення. Додатковими дослідженнями авторів з'ясовано, що при прокатуванні високих штаб з великими ступенями деформації (>50 %), спостерігається значне поширення металу. На фіг. 1. наведено приклад експериментально одержаного "миттєвого" осередку деформації (недокату) прокатаної зі ступенями деформації > 80 % високої штаби реологічно складного металу. З'ясувалось, що поширення металу штаби у таких випадках може бути більше 100 %. Окрім цього, спостерігалось значне поширення металу штаби перед контактом з валками b пк, протяжність якого пк сумірна з довжиною контакту металу з валками к. У виробництві сортових заготовок із реологічно складних металів такі закономірності поширення металу не дозволяють використовувати технологічні прийоми, які складають суть відомого способу прокатки - прототипу. Даний винахід базується на виявленому авторами явищі динамічної деформаційної анізотропії знеміцнення реологічно складних металів, яке полягає в тому, що при великих деформаціях, таких, які перевищують характеристичні, пластичний плин цих металів переважає у бік більшої головної деформації (у бік інтенсивнішого знеміцнення металу) на відміну від плину реологічно простих металів - у напрямку меншої головної деформації [Шломчак Г.Г. Основи наукових досліджень. Теорія експерименту в обробці металів тиском// Навчальний посібник - МОНУ - Дніпропетровськ: Пороги, 2005. - 159 с, С.83-89]. Найближчим за технічною суттю відомий пристрій для обмеження поширення, в тому числі і передконтактного, при прокатуванні високих штаб у двох валках поміж паралельних плит [Полухин П.И., Воронцов В.К. Фотопластичность. - Μ.: Металлургия, 1969. - 400 с, - С. 208-209]. В цьому випадку поширення штаби обмежується двома паралельно розташованими плитами, які поєднані поміж собою болтами, а поміж плитами розміщують прямокутну заготовку, при прокатуванні якої плити переміщуються разом зі штабою, при цьому відстань поміж плитами дорівнює довжині бочки валка і ширині штаби. За допомогою такого пристрою можлива прокатка без поширення штаб, довжина яких не перевищує довжини плит. Прокатка подовжених штаб потребує суттєвого ускладнення конструкції такого пристрою, прокатка довгих штаб, або безперервна прокатка, унеможливлюються обмеженою довжиною плит. 1 UA 107415 C2 5 10 15 20 25 30 35 40 45 50 55 Задачею даного винаходу є підвищення продуктивності процесів прокатки реологічно складних металів шляхом обмеження поширення штаби та на основі цього підсилення знеміцнення металу у напрямку прокатки. Технічним результатом є інтенсифікація процесів прокатки реологічно складних металів і на основі цього збільшення деформації, підсилення їх знеміцнення у напрямку більшої головної деформації (у напрямку прокатки) за рахунок використання явища динамічної деформаційної анізотропії знеміцнення. Поставлена задача досягається способом прокатки реологічно складних металів і сплавів, який полягає в тому, що прокатку в двох валках здійснюють зі ступенями деформації, які перевищують характеристичні, а згідно з винаходом поширення штаби при прокатуванні, в тому числі позаконтактне, перед входом у валки і після виходу із валків, обмежують і встановлюють не більшим 0,1-0,02 від характеристичного ступеню деформації металу. Обмеження поширення штаби при прокатуванні PC металу стримує його зміцнення у поперечному напрямку. З іншого боку, додатковими об'ємами металу за рахунок обмеження поширення підсилюється ефект його знеміцнення в бік більшої головної деформації - у напрямку прокатки. Обмеження поширення штаби визначається долею від характеристичного ступеню деформації х. Максимально припустима поперечна деформація складає пр = kхх, де kх характеристичний коефіцієнт, який визначає долю припустимої деформації пр від величини ч. Зазвичай в техніці, пов'язаній з пружними деформаціями, прийнято користуватись величиною межі плину металу 0,2. При розв'язанні задач пластичного плину металів слід користуватись істинною межею пластичного плину 0 0,5, тобто істинною величиною опору деформації при 0 =0,5 %. На фіг. 2 схематично зображені криві залежності опору деформації від ступеню деформації PC металів з найменшою (1) і найбільшою (2) відомими довідковими характеристичними ступенями деформації: 1 - х1 = 0,05; 2 - х2 = 0,5 [Полухин П.И., Гун Г.Я., Галкин А.И. Сопротивление пластической деформации металлов и сплавов: Справочник. - М.: Металлургия, 1983. - 352 с]. Тобто, мінімальна припустима величина істинного опору деформації PC металу відповідає ступеню деформації 0,005 в частках від 1, а це складає 0,1 від характеристичного х1 = 0,05. При найменших значеннях х характеристичний коефіцієнт kх1 = 0,1. Таким чином, при прокатуванні реологічно складного металу з найменшим характеристичним ступенем деформації χ=0,05 максимально припустиме поширення штаби вихідною шириною, наприклад, b= 1000 мм повинно бути k х1x1 = 0,10,05 = 0,005 (0,5 %), що відповідає величині b = 10000,005=5 мм, тобто зазор поміж заготовкою по ширині і обмежувачами поширення може бути не більшим за 5 мм. При прокатуванні металів з більшими величинами характеристичних ступенів деформації, впритул до максимально відомих x = 0,5 (50 %), обмеження поширення штаби визначається інтенсивністю зміцнення металу. На основі вимог аналізу розмірностей інтенсивність зміцнення визначається перетворенням параметрів реологічних кривих - в коефіцієнт інтенсивності 0 , де: - максимальні величини опору деформації PC металів, що відповідають mах k max x 0 x x1; 0 - величина істинного опору деформації металу при =0,5 %. Чим більше значення коефіцієнту kσ, тим інтенсивніше зміцнення металу. Максимальне значення коефіцієнта k σ було визначено за реологічними кривими сплаву цирконію з 2,5 % ніобію (x1 =0,05) і воно складає k σ1 8,2. Мінімальне значення коефіцієнта k σ2 було визначено за реологічних кривими сталі 30 × 3 НГ2 (x2=0,5) і воно складає kσ21,7 [Полухин П.И., Гун Г.Я., Галкин А.И. Сопротивление пластической деформации металлов и сплавов: Справочник. - М.: Металлургия, 1983. - 352 с, С. 340, С. 122]. Аналіз довідкових сімей реологічних кривих PC металів вказує на те, що за будьяких температурно-швидкісних умов коефіцієнт інтенсивності зміцнення k σ має межі 1,7 > kσ > 8,2. Максимально припустиме поширення штаби при прокатуванні PC металів з найбільшим значенням характеристичного ступеню деформації x2 = 0,5 визначено через характеристичній коефіцієнт kx2 за пропорційним співвідношенням k x 2 k x1 k 2 0,02 (при kσ2 = 1,7, kσ1 =8,2 і kх1 k 1 =0,1), тобто доля припустимої величини ступеню поперечної деформації металу складає 0,02 від характеристичного ступеню деформації - пр kxx = 0,02-0,5 = 0,01. При прокатуванні штаби, наприклад, шириною 1000 мм припустиме поширення не повинно перевищувати b 10000,01 = 10 мм, що може бути без технічних труднощів здійснено у 2 UA 107415 C2 5 10 15 20 25 30 35 40 45 50 55 промислових умовах. Таким чином, для реалізації даного винаходу при прокатуванні PC металів обмеження поширення штаби повинно складати: при мінімальних значеннях характеристичного ступеню деформації x=0,05 (5 %) - kхх =0,10,05 = 0,005(0,5 % від ширини штаби); при максимальному значенні x=0,5 (50 %) обмеження поширення штаби дорівнює k хx = 0,020,5 = 0,01, тобто 1,0 % від ширини штаби. Сутність винаходу, що пропонується, базується на використанні здатності реологічно складних металів до переважності динамічної деформаційної анізотропії їх знеміцнення у бік більшої головної деформації шляхом збільшення головної деформації у напрямку прокатки обмеженням пластичного плину металу у поперечному напрямку - у поширення, чим обумовлюється більш високий технічний результат: підвищення продуктивності (Інтенсифікація) процесу прокатки реологічно складних металів суттєвим зменшенням технологічних операцій. Спосіб реалізується за допомогою пристрою, що включає прокатні валки і обладнання для обмеження поширення металу штаби, який відрізняється тим, що обмежувачі поширення штаби виготовлені у вигляді фасонних плит прямокутного перерізу з опозитно розташованими в них напівколовими виточками, а верхній і нижній валки мають кільцеві проточки прямокутного перерізу, причому товщина плит дорівнює ширині кільцевих проточок на валках, діаметри напівколових виточок у плитах і діаметри кільцевих проточок на валках рівні поміж собою, а довжина плит складає не менш ніж два діаметри валка. Виконання пристрою для здійснення способу прокатки PC металів за даним винаходом у вигляді плит прямокутного перерізу з опозитно розташованими в них напівколовими виточками, сполучених з прокатними валками, забезпечує обмеження поширення металу штаби в діапазоні 0,1-0,02 від характеристичного ступеню деформації, в результаті чого збільшується більша головна деформація і посилюється знеміцнення металу в напрямку прокатки. Встановлено, що стабільний, без зовнішнього примусового заштовхування штаби у валки, процес прокатки реологічно складних металів можна здійснювати з великими параметрами деформації: з кутами контакту валків з металом k > 60° і зі степенями деформації > 90 %. Наприклад, при прокатуванні на лабораторному стані з діаметром валків D B = 100 мм заготовки вихідним перерізом НВ=5050 мм із реологічно складного свинцевого сплаву з характеристичним ступенем деформації x=0,3 (30 %) при обтиску =92 % кут контакту складав біля 57°, а довжина контакту - k 47,6 мм. Вимірювалась також протяжність передконтактних деформацій штаби. Передконтактне поширення штаби пк (див. фіг. 1) спостерігалось на відстані, яка наближено рівна довжині контакту k i яка в свою чергу наближено сумірна з радіусом валка. Враховуючи можливість реверсивної прокатки, довжину плит L слід назначати не меншою ніж L 4 пк , або L 4 k . Так як пк k і наближається до RB, то довжину плит слід назначати за умовою Lпл 2DВ. Суть винаходу, на відміну від відомих пристроїв, полягає в тому, що обмежувачі поширення металу штаби виконані у вигляді нерухомих плит, чим обумовлюється більш високий технічний результат: обмеження поширення штаби здійснюється і в передконтатних і в післяконтактних частинах осередку деформації, що обумовлює можливість підвищення інтенсивності та продуктивності процесу прокатки реологічно складних металів суттєвим зменшенням технологічних операцій. Нафіг. 3 показані плити - обмежувачі поширення штаби. На фіг. 4 - прокатний валок. Для реалізації способу прокатки заготовки PC металу: - визначають геометричні параметри заготовки НВ і температурно-швидкісні параметри процесу B, Т С; - визначають реологічні характеристики металу: x, kx, k за довідковими сім'ями кривих = f( , ,Τ С); - назначають логарифмічний ступінь деформації із умови 1,5 4,5 x та відображають цю величину у долях одиниці або в процентах; - визначають ступінь обмеження поширення штаби k х; - визначають припустимі зазори поміж шириною заготовки та плитами - обмежувачами поширення штаби; - назначають та корегують допуски на величину ширини заготовки; - задають заготовку загостреною кінцівкою у валки і прокатують. Пристрій для здійснення прокатки містить валки 1 з кільцевими проточками 2, в які вставлені обмежувачі поширення 3 своїми напівколовими виточками 4. Приклад реалізації винаходу 3 UA 107415 C2 5 10 15 20 З метою виявлення можливостей використання явища динамічної деформаційної анізотропії знеміцнення реологічно складних металів здійснювалось фізичне моделювання нового процесу на лабораторному прокатному стані НМетАУ [Пат. № 2655 Україна, МКИ В21В 1/00, опубл. 1994 г.]. Валки стану - сталеві діаметром 100 мм, довжина бочки валків - 120 мм. Робоча поверхня валків мала параметр шорсткості RZ 0,05 мм. Колова швидкість валків можлива до B =100 мм/с. Для підготовки пристрою перед прокаткою верхній валок піднімають, плити установлюють у вертикальному положенні в кільцеві проточки 2 нижнього валка, верхній валок опускають, сумістивши його кільцеві проточки 2 з напівциліндричними виточками 4 плит 3, формуючи таким чином закритий контур, який обмежений поверхнею валків 1 і плитами 3. Заготовки-штаби перерізом 50×50 мм довжиною 250 мм, які виготовлені зі спеціально створеного реологічно складного свинцевого сплаву з характеристичним ступенем деформації 0,3 [Пат. № 20358 Україна, МКИ G01N 3/28, 11/00. Опубл. 27.02.98], заздалегідь загостреною по висоті кінцівкою задають у валки поміж плит і прокатують з обмеженням поширення з припустимим зазором поміж плитами і заготовкою до 0,8 мм. Процес прокатки у режимі знеміцнення при разовому ступені деформації 3 x 30,3 0,9 ( > 60 %) був стабільним, без буксування. Технічна ефективність реалізації моделі процесу прокатки з обмеженням поширення штаби за винаходом ілюструється порівняльною таблицею. В ній наведені параметри промислового процесу прокатки на блюмінзі 1250 штаб із сталі 20 вихідними розмірами 820790 мм до конечних 320300 мм [Грудев А.П., Машкин Л.Ф., Ханин М.И. Технология прокатного производства. - Москва: Металлургия, 1994. - 653 с, - C. 113…123]. Сталь 20 при температурах -1 1100-1200 °C і швидкості деформації = 0,3 с є реологічно складним металом, що має характеристичний ступень деформації x = 0,3. Порівняльна таблиця № п/п 1 2 3 4 6 7 Найменування характеристики процесу Вихідні розміри перерізу штаби, мм Конечні розміри перерізу штаби, мм Середній логарифмічний ступінь одноразової деформації по одній грані штаби cp, % Кількість проходів Сумарна витяжка, Кут контакту, град Порівняльні показники діючого розробленої моделі промислового нового процесу процесу 820790 5050 320300 1818 10 60 13 7,1 22-26 2 7,71 46 25 30 Моделювання процесу в лабораторних умовах показує, що промисловий процес прокатки сталі 20 може бути реалізованим не за 13 проходів, а за 2, при умові застосування великих ступенів деформації до = 60 % (замість разових = 10 %) і кутах контакту = 46. Такий процес може бути реалізованим, наприклад, в потоці машин безперервного виливання заготовок. ФОРМУЛА ВИНАХОДУ 35 40 45 1. Спосіб прокатки реологічно складних металів і сплавів, який полягає в тому, що прокатку в двох валках здійснюють зі ступенями деформації, які перевищують характеристичні, який відрізняється тим, що поширення металу при прокатуванні, в тому числі позаконтактне, перед входом у валки і після виходу із валків, обмежують і встановлюють не більшим 0,02-0,1 від характеристичного ступеню деформації металу. 2. Пристрій для здійснення процесу прокатки реологічно складних металів і сплавів, що включає прокатні валки і обмежувачі поширення металу, що прокатується, який відрізняється тим, що обмежувачі поширення виготовлені у вигляді фасонних плит прямокутного перерізу з опозитно виконаними в них напівколовими виточками, а верхній і нижній валки мають кільцеві проточки прямокутного перерізу, в які вставлені плити своїми напівколовими виточками, причому товщина плит дорівнює ширині кільцевих проточок на валках, діаметри напівколових виточок у плитах і діаметри проточок на валках рівні поміж собою, а довжина плит складає не менш ніж два діаметри валка. 4 UA 107415 C2 5 UA 107415 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюShlomchak Heorhii Hryhorovych, Proidak Yurii Serhiiovych
Автори російськоюШломчак Георгий Григорьевич, Пройдак Юрий Сергеевич
МПК / Мітки
МПК: B21B 3/00, B21B 37/22, B21B 27/02
Мітки: складних, реологічно, пристрій, спосіб, здійснення, металів, прокатки
Код посилання
<a href="https://ua.patents.su/8-107415-sposib-prokatki-reologichno-skladnikh-metaliv-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки реологічно складних металів і пристрій для його здійснення</a>
Спосіб деформування реологічно складних металів та сплавів
Номер патенту: 97413
Опубліковано: 10.02.2012
Автори: Соснєв Ілля Юрійович, Шломчак Георгій Григорович, Фірсова Тетяна Іванівна
Мітки: деформування, сплавів, металів, реологічно, спосіб, складних
Формула / Реферат:
Спосіб деформування реологічно складних металів та сплавів, який відрізняється тим, що пластичну формозміну ведуть з логарифмічними степенями деформації, які перевищують характеристичні степені деформації в 1,5...4,5 разу.
Матеріал для моделювання деформаційних аномалій вищих порядків реологічно складних металів та сплавів
Номер патенту: 20358
Опубліковано: 15.07.1997
Автор: Шломчак Георгій Григорович
МПК: C22C 11/00, G01N 3/28
Мітки: аномалій, вищих, деформаційних, сплавів, реологічно, складних, моделювання, матеріал, порядків, металів
Формула / Реферат:
Материал для моделирования деформационных аномалий высших порядков реологически сложных металлов и сплавов, содержащий свинец, отличающийся тем, что он дополнительно содержит натрий при следующем соотношении компонентов, мас.%:Na 0,02-2,3 Pb Остальное
Спосіб прокатки листів та пристрій для його здійснення
Номер патенту: 90175
Опубліковано: 12.04.2010
Автори: Данько Андрій Володимирович, Сатонін Олександр Володимирович
МПК: B21B 1/22, B21B 37/46
Мітки: пристрій, прокатки, здійснення, спосіб, листів
Формула / Реферат:
1. Спосіб прокатки листів, що включає здійснення прокатки з розузгодженням швидкостей робочих валків, який відрізняється тим, що ступінь К розузгодження швидкостей робочих валків змінюють в процесі прокатки в залежності від зміни зусилля прокатки Рі по довжині розкату, збільшуючи К при відхиленні Рі від номінального значення зусилля прокатки Рі - Рн > 0 доти, поки це відхилення не стане дорівнювати нулю, при цьому значення Pн визначають...
Спосіб та пристрій для здійснення прокатки
Номер патенту: 87828
Опубліковано: 25.08.2009
Автор: Денкер Вольфганг
МПК: B21B 1/30
Мітки: спосіб, прокатки, пристрій, здійснення
Формула / Реферат:
1. Спосіб прокатки штабового матеріалу, зокрема металевої штаби (3), при якому штабу (3) одного рулону (2, 7) розмотують на розмотувальній моталці (1, 6), заправляють в реверсивний прокатний стан (8) і прокатують, після чого намотують в рулон (10) на моталці (9), при цьому металеву штабу (3) до досягнення заданої товщини реверсивно переміщують між розмотувальною моталкою (1, 6) та моталкою (9) і при кожному проході піддають обтисненню в...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: спосіб, гарячої, прокатки, широкоштабовому, стані, штаб
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Попередній патент: Автономна фотоелектрична станція
Наступний патент: Автоматизована механічна решітка для очищення стічних вод
Випадковий патент: Полімерна композиція