Спосіб та пристрій для здійснення прокатки
Формула / Реферат
1. Спосіб прокатки штабового матеріалу, зокрема металевої штаби (3), при якому штабу (3) одного рулону (2, 7) розмотують на розмотувальній моталці (1, 6), заправляють в реверсивний прокатний стан (8) і прокатують, після чого намотують в рулон (10) на моталці (9), при цьому металеву штабу (3) до досягнення заданої товщини реверсивно переміщують між розмотувальною моталкою (1, 6) та моталкою (9) і при кожному проході піддають обтисненню в реверсивному прокатному стані (8), при цьому кінець штаби (3) одного рулону зварюють з початком штаби (3) наступного рулону, і штабу (3) першого рулону накопичують в накопичувачі для штаби для забезпечення здійснення зварювання, який відрізняється тим, що металеву штабу (3) при реверсивних проходах намотують на розмотувальну моталку (1, 6), при цьому перед останнім проходом до кінця металевої штаби (3) приварюють початок наступної штаби (3).
2. Пристрій для прокатки штабового матеріалу, зокрема металевої штаби (3), який містить щонайменше один реверсивний прокатний стан (8) і щонайменше одну розташовану перед ним і одну розташовану після нього моталки (1, 6, 9) для намотування та розмотування металевої штаби (3), зварювальний пристрій (4) та накопичувач (5) штаби, і призначений для здійснення способу за п. 1, який відрізняється тим, що розмотувальна моталка (1, 6) при реверсивних проходах є накопичувачем для штаби.
3. Пристрій за п. 2, який відрізняється тим, що розмотувальна моталка (1, 6) є одночасно намотувальною моталкою для розташованої раніше лінії травлення.
4. Пристрій за п. 2 або п. 3, який відрізняється тим, що як намотувальна моталка (9) після реверсивного прокатного стана (8) передбачена окрема моталка або карусельна моталка.
5. Пристрій за одним із пп. 2-4, який відрізняється тим, що між зварювальним пристроєм (4) і накопичувачем штаби (5) розташована лінія травлення.
Текст
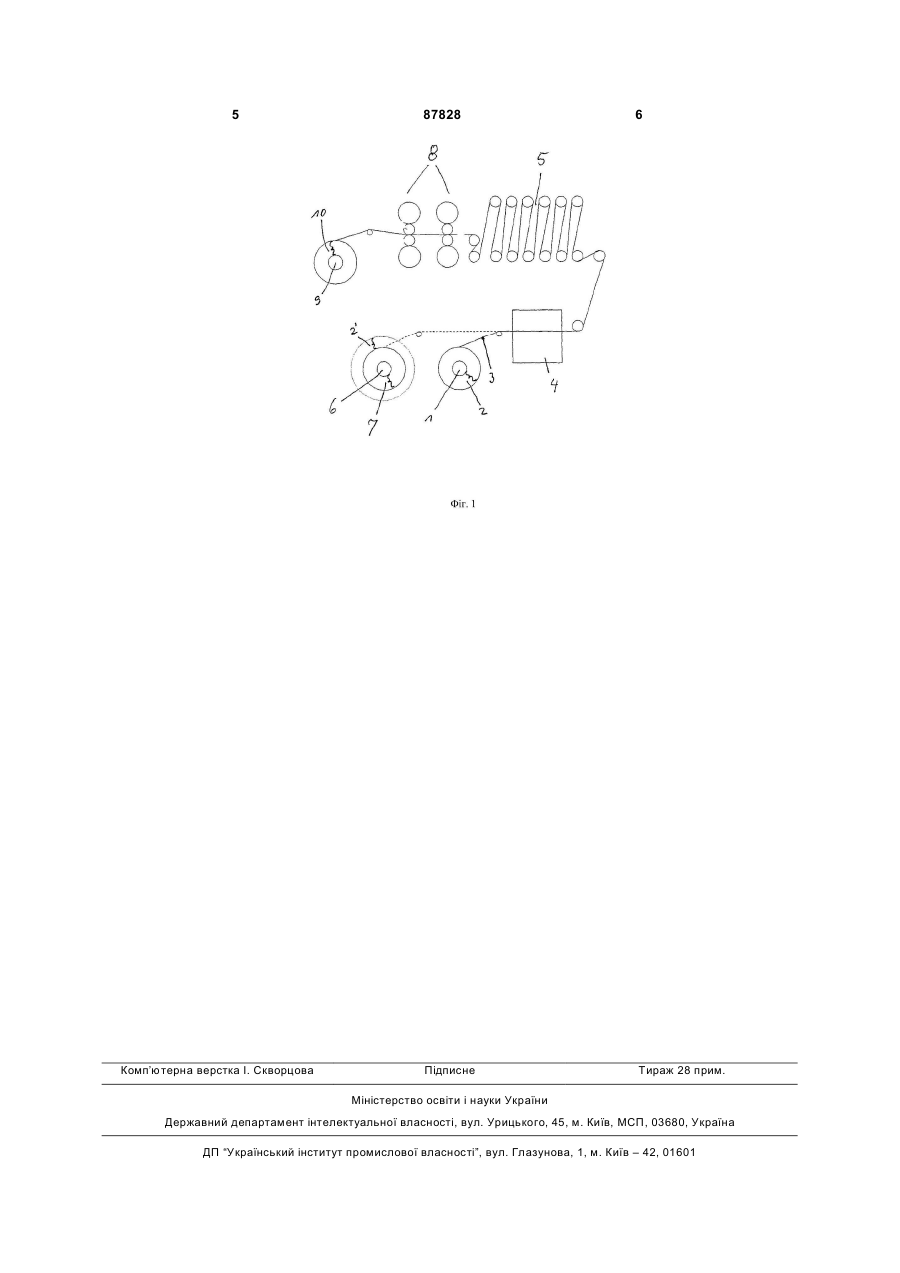
1. Спосіб прокатки штабового матеріалу, зокрема металевої штаби (3), при якому штабу (3) одного рулону (2, 7) розмотують на розмотувальній моталці (1, 6), заправляють в реверсивний прокатний стан (8) і прокатують, після чого намотують в рулон (10) на моталці (9), при цьому металеву штабу (3) до досягнення заданої товщини реверсивно переміщують між розмотувальною моталкою (1, 6) та моталкою (9) і при кожному проході піддають обтисненню в реверсивному прокатному стані (8), при цьому кінець штаби (3) одного рулону зварюють з початком штаби (3) наступного рулону, і штабу (3) першого рулону накопичують в накопичувачі для штаби для забезпе C2 2 87828 1 3 дібного пристрою, і відповідного способу прокатки, полягають в усуненні операції заправляння матеріалу кожного рулону, при цьому прокатуваний матеріал подається в прокатний стан безперервно. Такий пристрій економічно виправдано застосовувати тільки при високому завантаженні. При невеликих кількостях прокатуваного матеріалу застосовуються пристрої, в яких є незначна кількість клітей. У цьому випадку застосовуються відповідний спосіб та пристрій, в якому прокатуваний матеріал проходить декілька разів через одну або дві прокатні кліті, без того, щоб прокатуваний матеріал залишав осередок деформації. У такому випадку матеріал, що розмотується з одного рулону на моталці, через одну або декілька клітей надходить на моталку, де знову намотується в рулон. Для здійснення прокатки в декілька проходів, матеріал здійснює фактично поворотно-поступальний рух між регульованими валками. З документа DE 4310063 А1 відомий пристрій для холодної прокатки штабового матеріалу між двома реверсивними моталками, в реверсивній кліті, при цьому передбачена моталка, з якої початковий рулон надходить в пристрій для прокатки. У документі US 2105736 розкрита реверсивна установка, в яку подається матеріал безперервним потоком. При цьому, установка забезпечена розташованими перед і після прокатної кліті горизонтальними накопичувачами для штаби. Прокатуваний матеріал надходить від моталки в передній накопичувач для штаби, кінець штаби одного рулону зварюється з початком штаби від наступного рулону, і таким чином досягається безперервна подача матеріалу. Використання подібної установки також економічно вигідне тільки при великих кількостях матеріалу. В основі винаходу лежить задача створення способу та відповідної установки, в якій застосовується щонайменше один реверсивний прокатний стан і забезпечується економічно вигідна обробка матеріалу. Поставлена задача вирішується згідно з винаходом в способі, згідно з яким, металеву штабу при реверсивних проходах, намотують на розмотувальну моталку, а при останньому проході до кінця штаби за допомогою зварювання кріпиться початок наступної штаби прокатуваного матеріалу. Пристрій, згідно з винаходом, передбачає розмотувальну моталку, яка при реверсивних проходах виконує функцію накопичувача штаби. Переважні варіанти реалізації винаходу наведені в залежних пунктах формули. За допомогою зварювання двох довжин рулонів досягається швидкий час проходження рулону, оскільки відсутній період заправляння рулону. Крім того, скорочується кількість відбракування, оскільки як кінець штаби, так і початок штаби наступного рулону, щонайменше, один раз прокатують. Початок і кінець штаби, в способі згідно з винаходом, завжди прокатують при оптимальних умовах натягнення. 87828 4 У переважному варіанті реалізації подібного пристрою, одна з двох розмотувальних моталок одночасно виконує функцію змотувальної моталки розташованої раніше лінії травлення. За рахунок цього скорочуються витрати на транспортування рулонів, а також пошкодження рулонів при транспортуванні. Далі у винаході передбачено, що лінія травлення також введена в пристрій для здійснення прокатки між зварювальною машиною та реверсивним прокатним станом. При цьому також передбачений великий накопичувач штаби. Далі винахід пояснюється з посиланням на креслення, на якому зображений двоклітьовий реверсивний прокатний стан із зварювальним пристроєм, накопичувачем для штаби, а також моталками для розмотування та намотування штаби. На фіг. 1 показаний реверсивний прокатний стан. Розмотування рулону 2 металевої штаби 3 здійснюється на моталці 1, потім штаба 3 пропускається через зварювальний пристрій 4, накопичувач 5 штаби, а також прокатну кліть 8 і надходить на намотувальну моталку 9, для подальшої прокатки штаби рулону. На моталці 6 далі встановлюється наступний рулон 7. При прокатці останньої третини рулону 2 активізується накопичувач 5 штаби, для того, щоб забезпечити запас часу для приварювання до кінця штаби рулону 2 початку штаби рулону 7 для продовження прокатки. За рахунок цього металева штаба 3 рулону 2 прокатується аж до зварного шва і декількох метрів біля нього. При реверсивній прокатці, для прокатки металевої штаби 3 до заданої товщини між регульованими валками, штабу З намотують навперемінно на моталки 6 та 9. На розмотувальній моталці 1 розміщують при цьому наступний рулон, з тим, щоб приварити початок його штаби до кінця штаби рулону 7. При досягненні заданої товщини металеву штабу 3 намотують на моталці 9 в рулон 10 заданої довжини. Для цього здійснюють розділення штаби. Після цього готовий рулон знімають з моталки 9, а штаба 3, що залишилася, намотується потім на моталці 9. Одночасно в зварювальному пристрої металева штаба 3 від рулонів 2 або 7 з розмотувальної моталки 1 або 6 зварюється з металевою штабою 3, що залишилася в накопичувачі 5. Потім відбувається подальша прокатка металевої штаби 3 без перерви. За допомогою подібного обладнання можуть створюватися і прокатуватися складені рулони (два або більше нормальних рулонів з'єднуються в один) при підведенні та відведенні нормальних рулонів, для того, щоб в два рази скоротити час зміни напрямку при реверсивній прокатці. Передумовою для цього є однакові розміри рулонів металевої штаби. Посилальні позиції 1, 6 розмотувальна моталка 2, 7 рулон 3 металева штаба 4 зварювальний пристрій 5 накопичувач 8 прокатна кліть 9 намотувальна моталка 5 Комп’ютерна верстка І. Скворцова 87828 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for rolling
Автори англійськоюDENKER, Wolfgang
Назва патенту російськоюСпособ и устройство для осуществления прокатки
Автори російськоюДенкер Вольфганг
МПК / Мітки
МПК: B21B 1/30
Мітки: здійснення, пристрій, спосіб, прокатки
Код посилання
<a href="https://ua.patents.su/3-87828-sposib-ta-pristrijj-dlya-zdijjsnennya-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для здійснення прокатки</a>
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: прокатки, гарячої, спосіб, стані, штаб, широкоштабовому
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Білобров Юрій Миколайович
МПК: B21B 1/30
Мітки: штаби, здійснення, стан, прокатки, тонкої, спосіб, гарячої
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: штаб, спосіб, холодної, прокатки
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
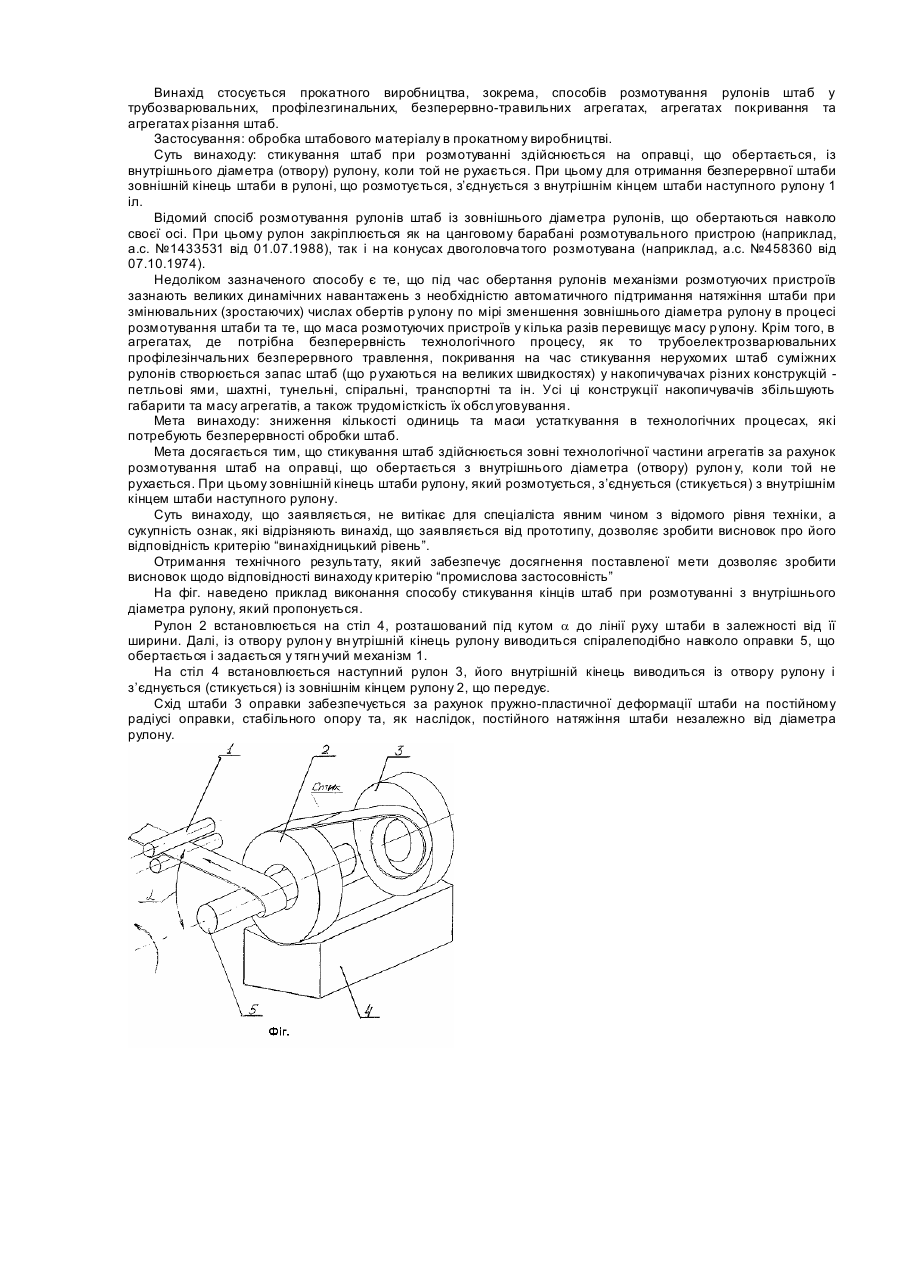
Спосіб стикування кінців штаб при розмотуванні рулонів
Номер патенту: 63059
Опубліковано: 15.01.2004
Автори: Мануйленко Валентин Кирилович, Володін Олександр Валентинович, Лях Володимир Миколайович, Котелевець Юрій Сергійович, Гуськов Олександр Миколайович
МПК: B21C 47/00
Мітки: рулонів, кінців, штаб, розмотуванні, стикування, спосіб
Формула / Реферат:
Спосіб стикування кінців штаб при розмотуванні рулонів, що включає послідовне з'єднання кінців штаб з наступним їх подаванням до лінії прокатки, який відрізняється тим, що стикування кінців штаб рулону здійснюється змінно відносно зовнішнього кінця рулону, що стоїть попереду, із внутрішнім кінцем наступного, який встановлюється на стіл з оправкою, що обертається під кутом до лінії прокатки, при цьому внутрішній кінець рулону, що стоїть...
Попередній патент: Спосіб визначення зміни технічного стану зчленування робочий валок-шпиндель лінії головного приводу прокатної кліті
Наступний патент: Конденсовані піролокарбазоли
Випадковий патент: Перетворювач трифазної напруги в постійну