Спосіб редукування безперервнолитих заготівок
Номер патенту: 109976
Опубліковано: 26.09.2016
Автори: Курпе Олександр Геннадійович, Негрій Сергій Дмитрович, Мурашкін Олександр Вікторович, Лаштун Андрій Іванович, Горбачов Ігор Анатолійович, Пісмарьов Костянтин Євгенович, Кочура Олександр Олексійович, Ізотов Борис Володимирович, Зінченко Юрій Анатолійович, Чаленко Оксана Геннадіївна, Бердник Володимир Петрович, Васильченко Сергій Євгенович
Формула / Реферат
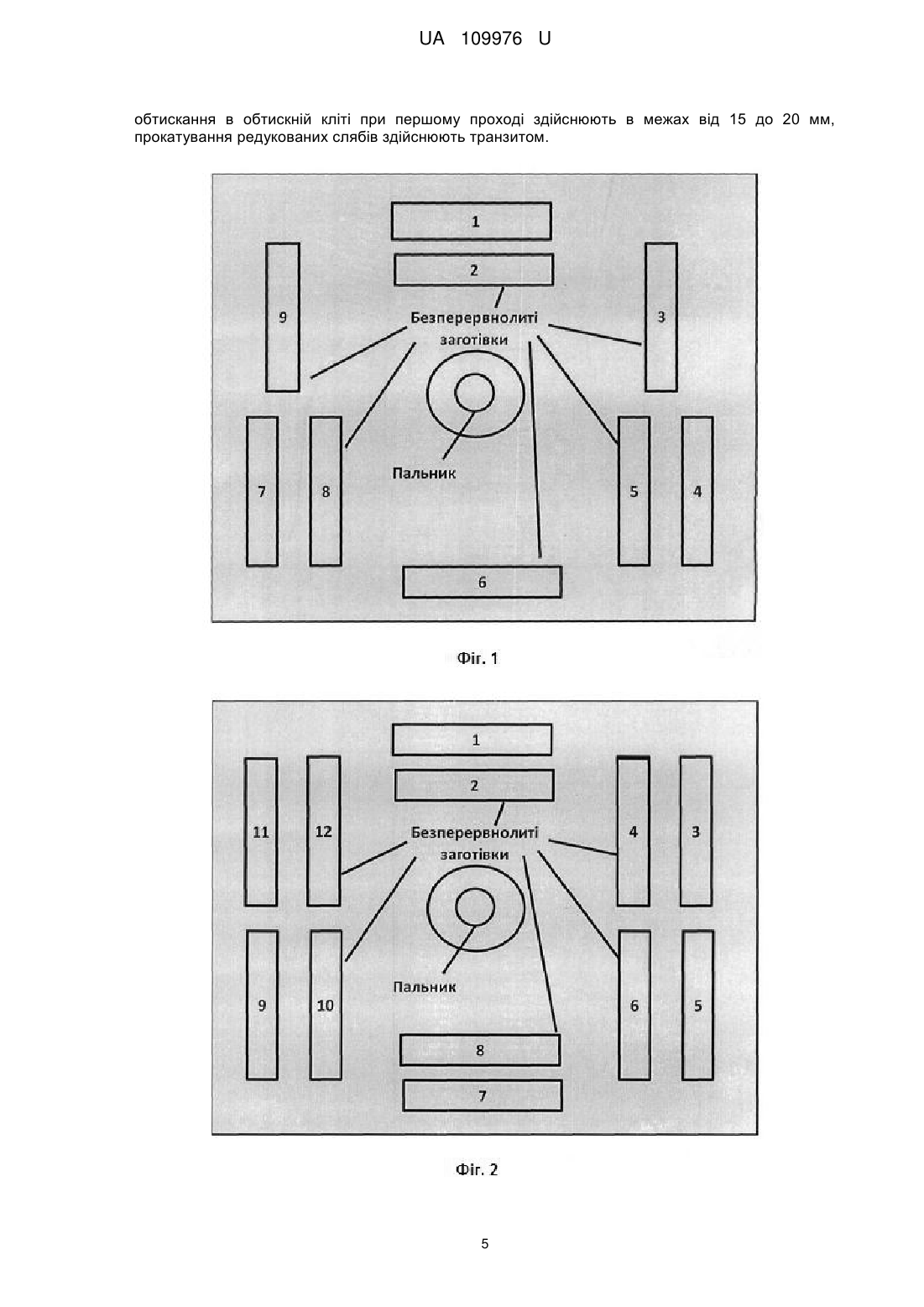
Спосіб редукування безперервнолитих заготівок, що включає розміщення і нагрів безперервнолитих заготівок у нагрівальному колодязі, обтискання в обтискній кліті з використанням редукування безперевнолитої заготівки по товщині і ширині, прокатування редукованих слябів, обрізання торцевої обрізі, який відрізняється тим, що нагрівання безперервнолитих заготівок у нагрівальному колодязі здійснюють в кількості від 9 до 12 шт., обтискання в обтискній кліті при першому проході здійснюють в межах від 15 до 20 мм, прокатування редукованих слябів здійснюють транзитом.
Текст
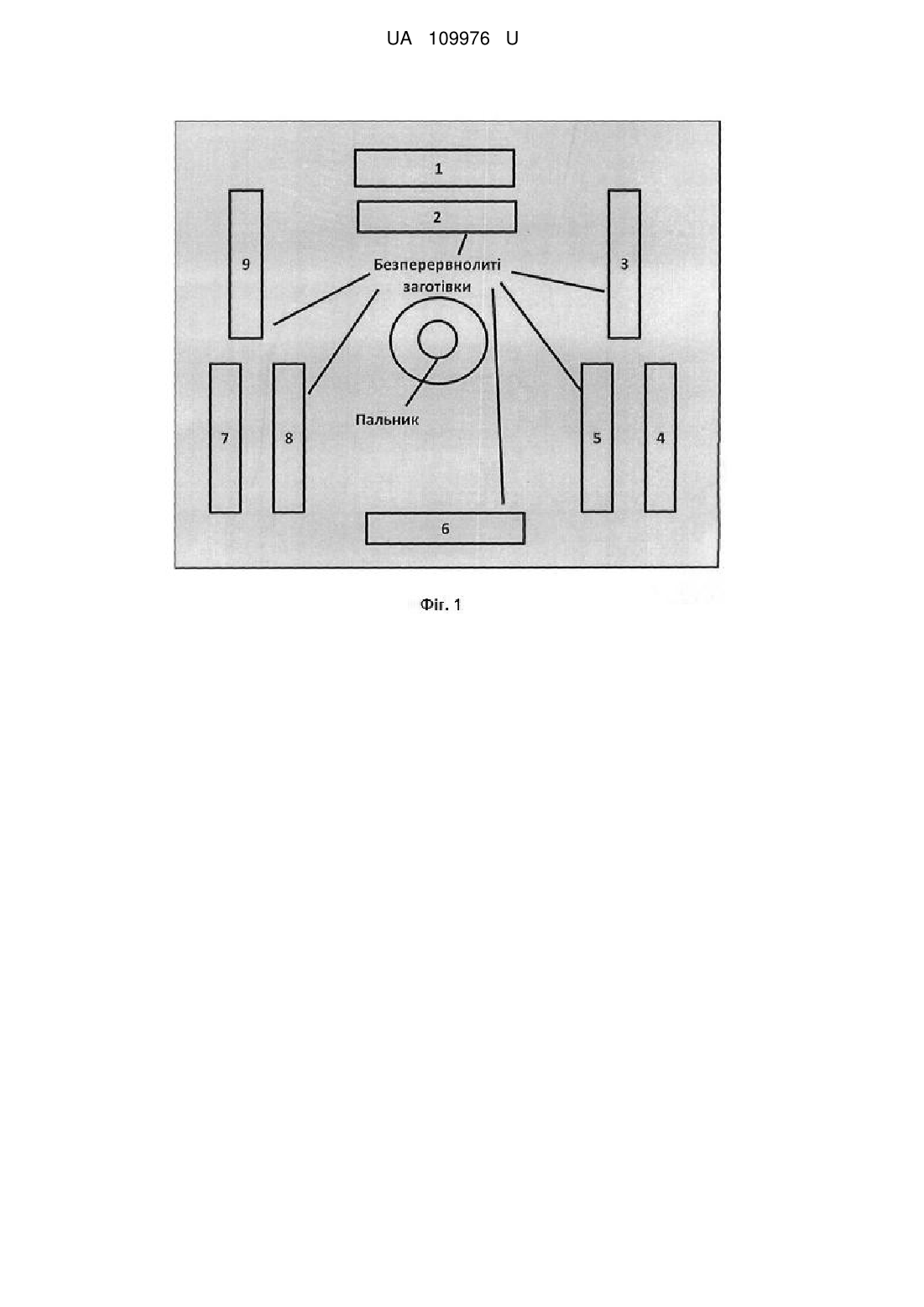
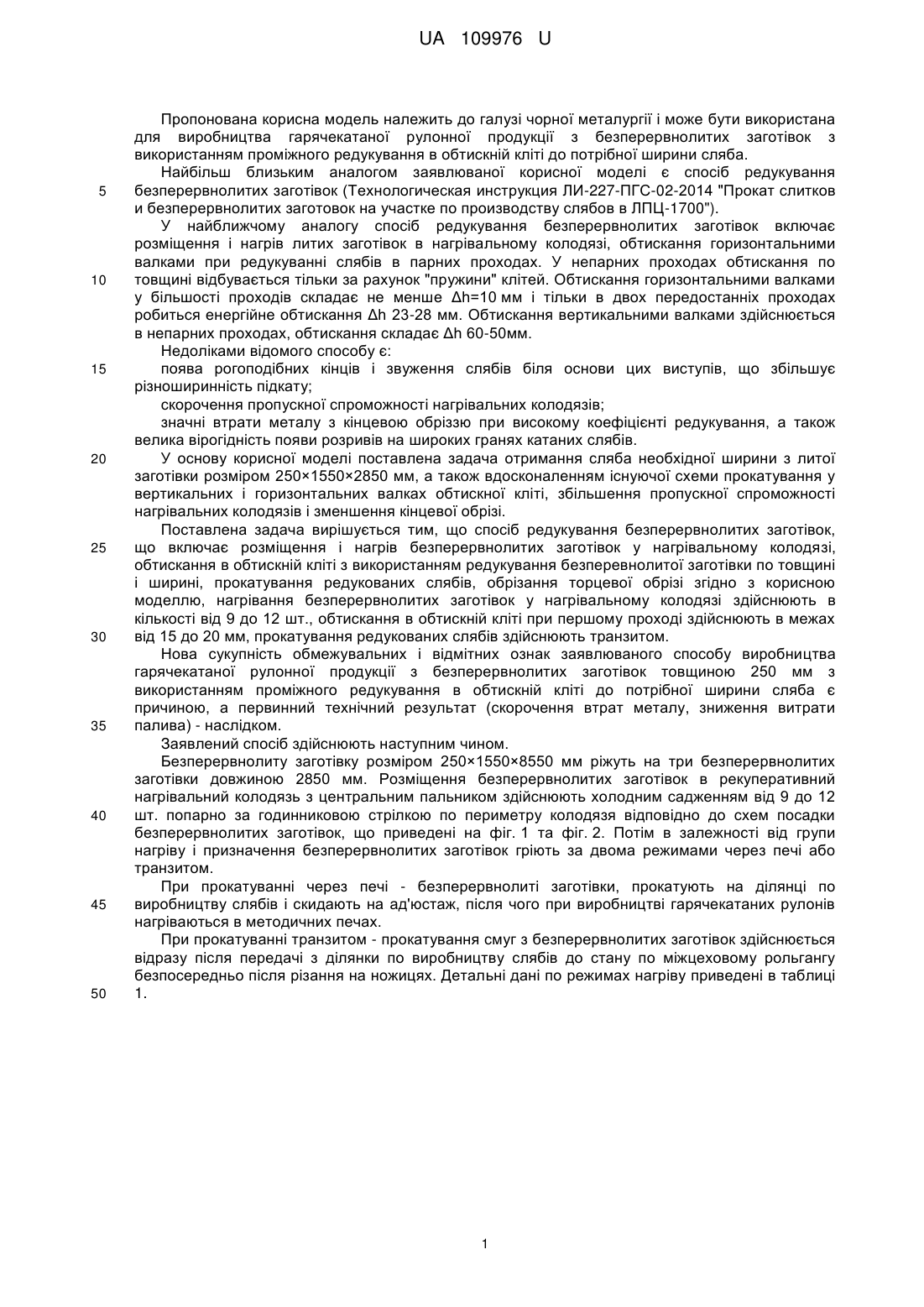
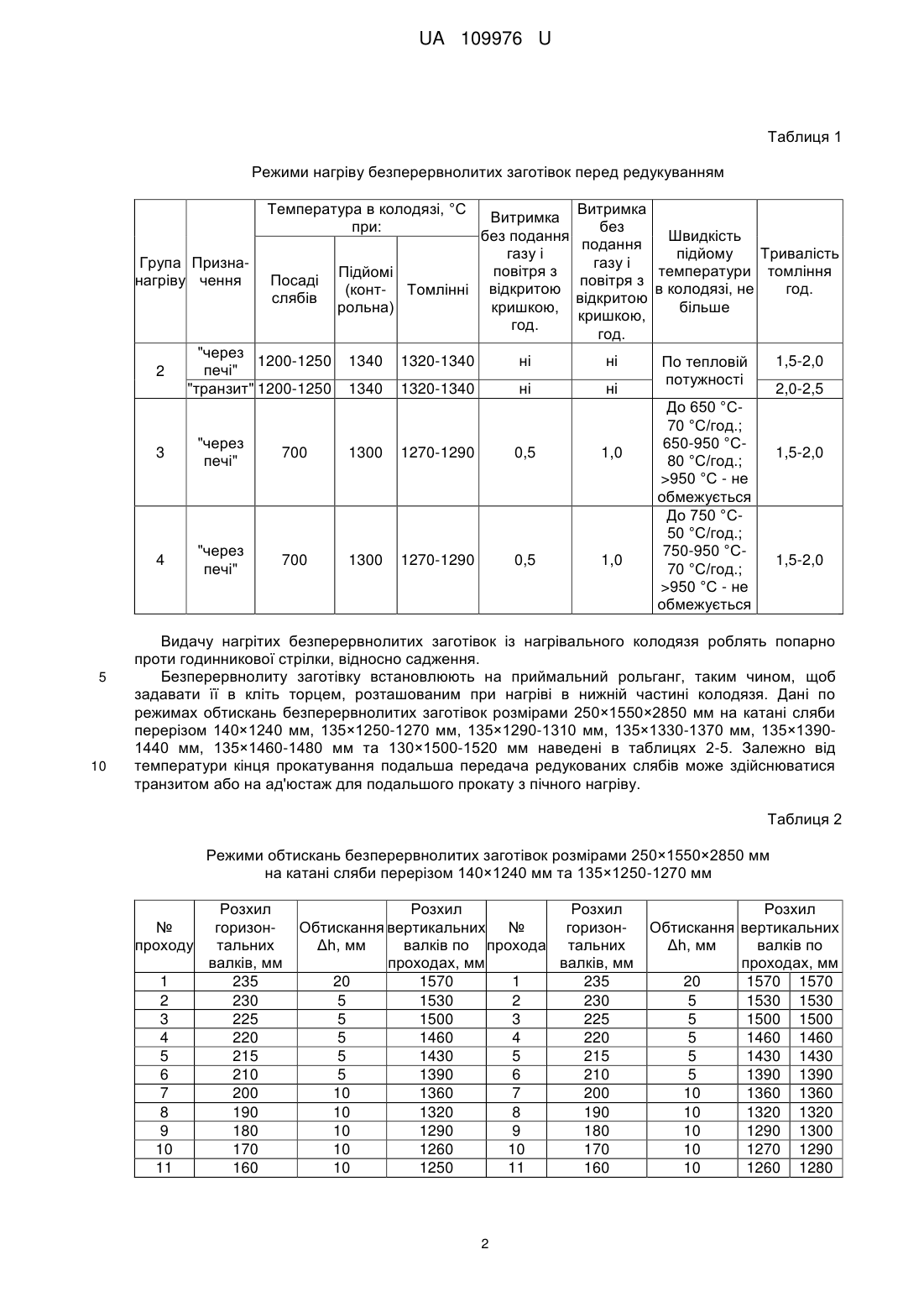
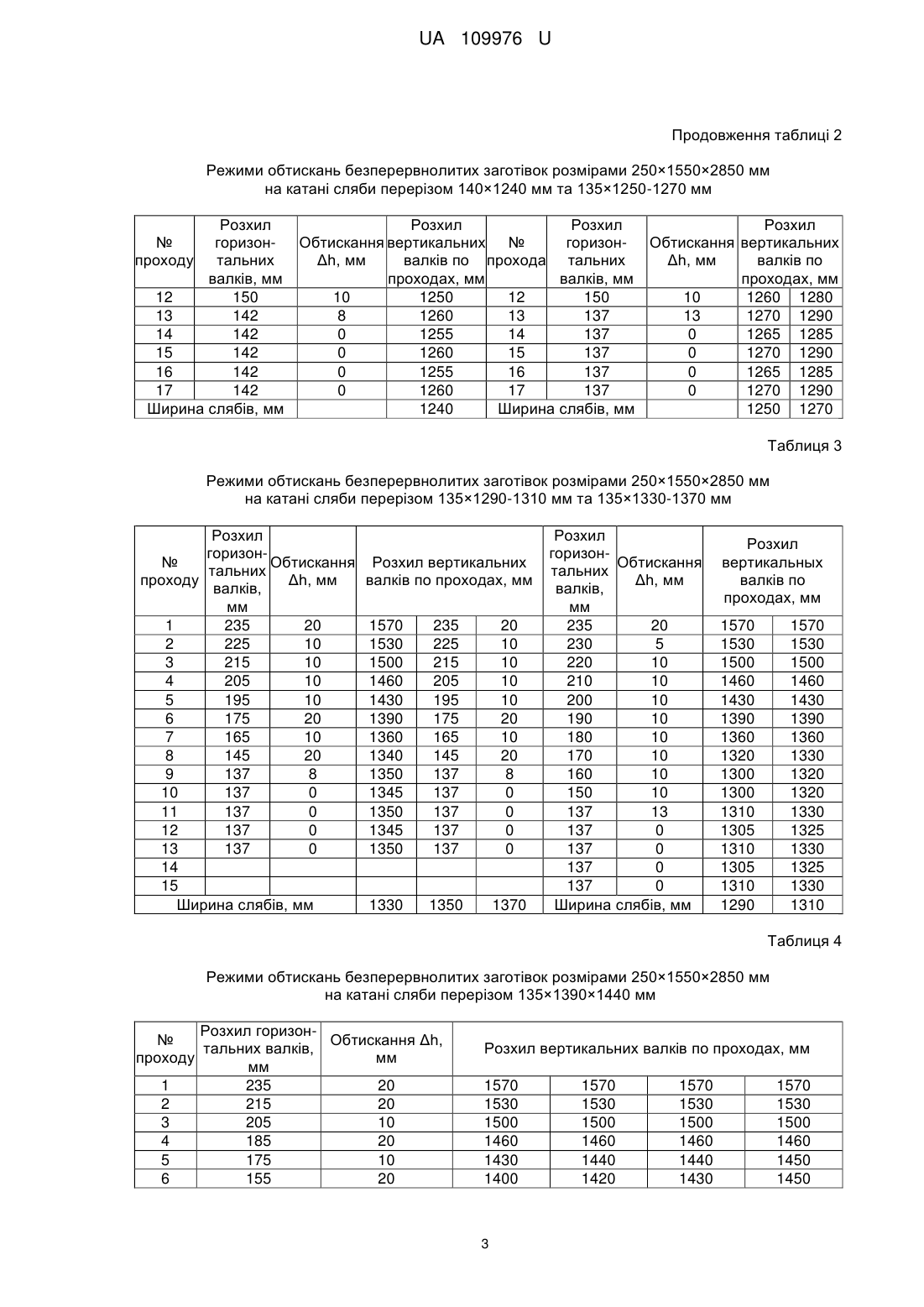
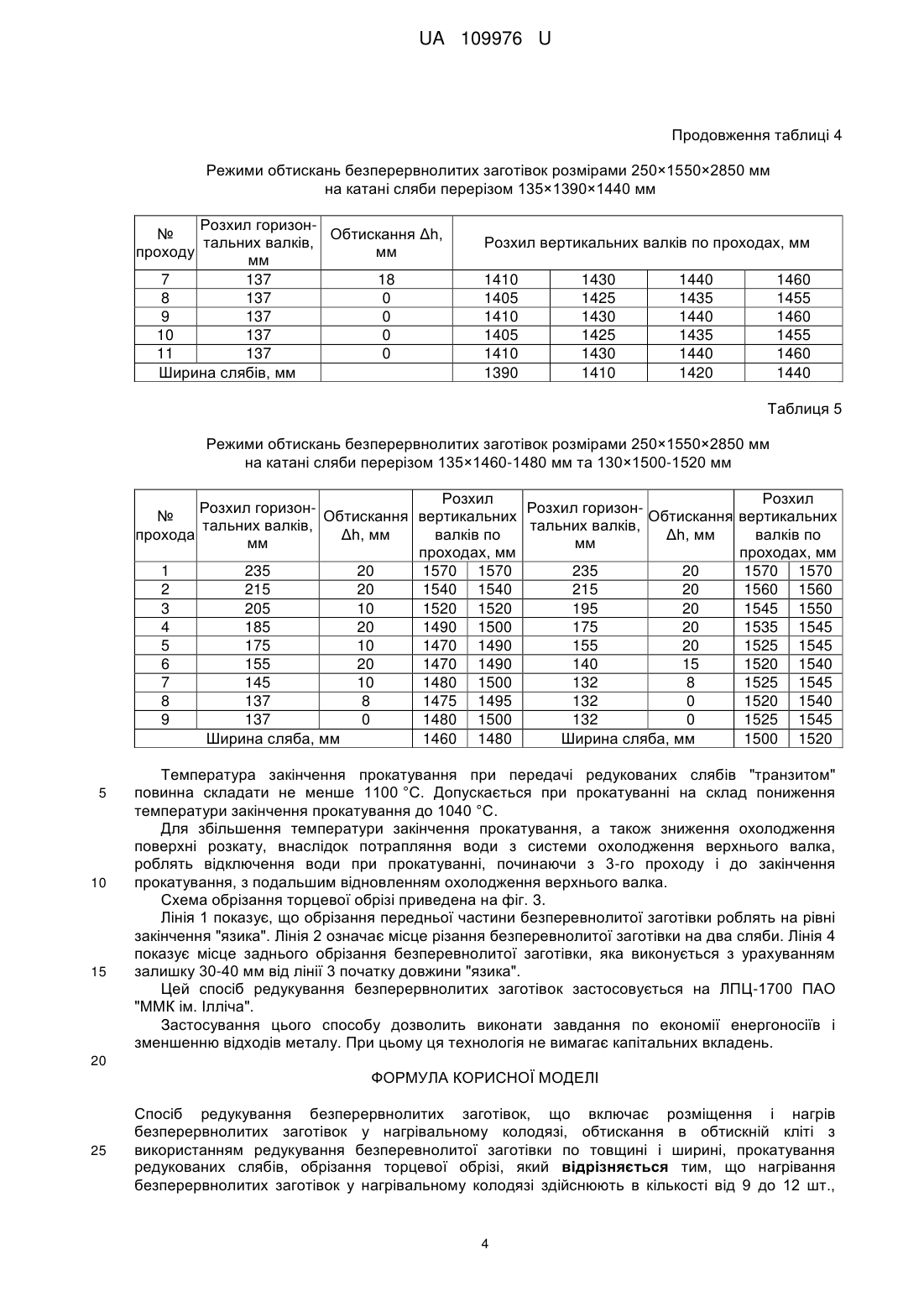
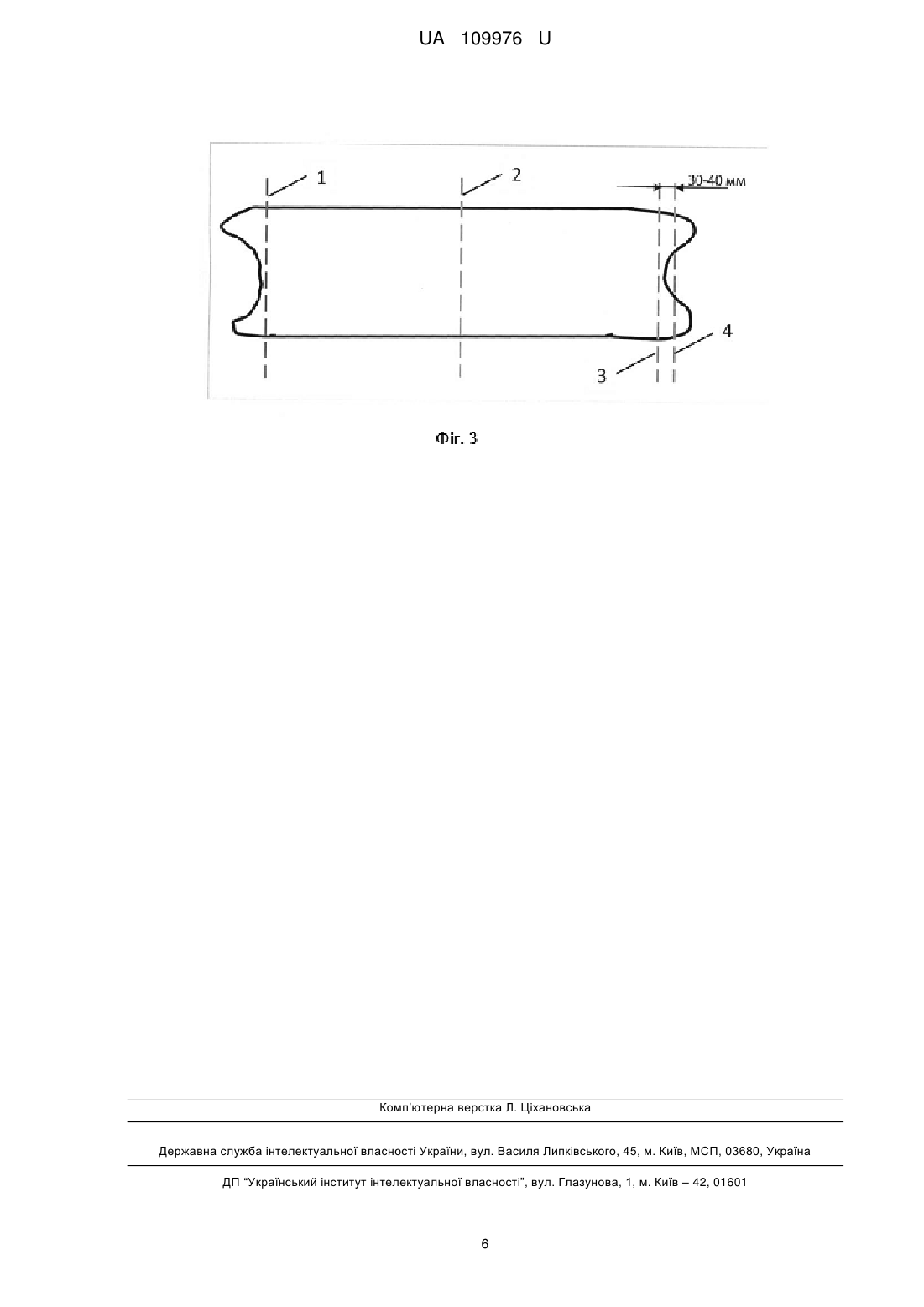
Реферат: Спосіб редукування безперервнолитих заготівок включає розміщення і нагрів безперервнолитих заготівок у нагрівальному колодязі, обтискання в обтискній кліті з використанням редукування безперевнолитої заготівки по товщині і ширині, прокатування редукованих слябів, обрізання торцевої обрізі. Нагрівання безперервнолитих заготівок у нагрівальному колодязі здійснюють в кількості від 9 до 12 шт., обтискання в обтискній кліті при першому проході здійснюють в межах від 15 до 20 мм, прокатування редукованих слябів здійснюють транзитом. UA 109976 U (12) UA 109976 U UA 109976 U 5 10 15 20 25 30 35 40 45 50 Пропонована корисна модель належить до галузі чорної металургії і може бути використана для виробництва гарячекатаної рулонної продукції з безперервнолитих заготівок з використанням проміжного редукування в обтискній кліті до потрібної ширини сляба. Найбільш близьким аналогом заявлюваної корисної моделі є спосіб редукування безперервнолитих заготівок (Технологическая инструкция ЛИ-227-ПГС-02-2014 "Прокат слитков и безперервнолитих заготовок на участке по производству слябов в ЛПЦ-1700"). У найближчому аналогу спосіб редукування безперервнолитих заготівок включає розміщення і нагрів литих заготівок в нагрівальному колодязі, обтискання горизонтальними валками при редукуванні слябів в парних проходах. У непарних проходах обтискання по товщині відбувається тільки за рахунок "пружини" клітей. Обтискання горизонтальними валками у більшості проходів складає не менше Δh=10 мм і тільки в двох передостанніх проходах робиться енергійне обтискання Δh 23-28 мм. Обтискання вертикальними валками здійснюється в непарних проходах, обтискання складає Δh 60-50мм. Недоліками відомого способу є: поява рогоподібних кінців і звуження слябів біля основи цих виступів, що збільшує різноширинність підкату; скорочення пропускної спроможності нагрівальних колодязів; значні втрати металу з кінцевою обріззю при високому коефіцієнті редукування, а також велика вірогідність появи розривів на широких гранях катаних слябів. У основу корисної моделі поставлена задача отримання сляба необхідної ширини з литої заготівки розміром 250×1550×2850 мм, а також вдосконаленням існуючої схеми прокатування у вертикальних і горизонтальних валках обтискної кліті, збільшення пропускної спроможності нагрівальних колодязів і зменшення кінцевої обрізі. Поставлена задача вирішується тим, що спосіб редукування безперервнолитих заготівок, що включає розміщення і нагрів безперервнолитих заготівок у нагрівальному колодязі, обтискання в обтискній кліті з використанням редукування безперевнолитої заготівки по товщині і ширині, прокатування редукованих слябів, обрізання торцевої обрізі згідно з корисною моделлю, нагрівання безперервнолитих заготівок у нагрівальному колодязі здійснюють в кількості від 9 до 12 шт., обтискання в обтискній кліті при першому проході здійснюють в межах від 15 до 20 мм, прокатування редукованих слябів здійснюють транзитом. Нова сукупність обмежувальних і відмітних ознак заявлюваного способу виробництва гарячекатаної рулонної продукції з безперервнолитих заготівок товщиною 250 мм з використанням проміжного редукування в обтискній кліті до потрібної ширини сляба є причиною, а первинний технічний результат (скорочення втрат металу, зниження витрати палива) - наслідком. Заявлений спосіб здійснюють наступним чином. Безперервнолиту заготівку розміром 250×1550×8550 мм ріжуть на три безперервнолитих заготівки довжиною 2850 мм. Розміщення безперервнолитих заготівок в рекуперативний нагрівальний колодязь з центральним пальником здійснюють холодним садженням від 9 до 12 шт. попарно за годинниковою стрілкою по периметру колодязя відповідно до схем посадки безперервнолитих заготівок, що приведені на фіг. 1 та фіг. 2. Потім в залежності від групи нагріву і призначення безперервнолитих заготівок гріють за двома режимами через печі або транзитом. При прокатуванні через печі - безперервнолиті заготівки, прокатують на ділянці по виробництву слябів і скидають на ад'юстаж, після чого при виробництві гарячекатаних рулонів нагріваються в методичних печах. При прокатуванні транзитом - прокатування смуг з безперервнолитих заготівок здійснюється відразу після передачі з ділянки по виробництву слябів до стану по міжцеховому рольгангу безпосередньо після різання на ножицях. Детальні дані по режимах нагріву приведені в таблиці 1. 1 UA 109976 U Таблиця 1 Режими нагріву безперервнолитих заготівок перед редукуванням Температура в колодязі, °C при: Група Признанагріву чення 2 Посаді слябів "через 1200-1250 печі" "транзит" 1200-1250 Витримка без подання газу і повітря з Підйомі (конт- Томлінні відкритою кришкою, рольна) год. Витримка без Швидкість подання підйому Тривалість газу і температури томління повітря з в колодязі, не год. відкритою більше кришкою, год. 1340 1320-1340 ні ні 1340 1320-1340 ні ні 3 10 700 1300 1270-1290 0,5 1,0 4 5 "через печі" "через печі" 700 1300 1270-1290 0,5 1,0 По тепловій потужності 1,5-2,0 2,0-2,5 До 650 °C70 °C/год.; 650-950 °C80 °C/год.; >950 °C - не обмежується До 750 °C50 °C/год.; 750-950 °C70 °C/год.; >950 °C - не обмежується 1,5-2,0 1,5-2,0 Видачу нагрітих безперервнолитих заготівок із нагрівального колодязя роблять попарно проти годинникової стрілки, відносно садження. Безперервнолиту заготівку встановлюють на приймальний рольганг, таким чином, щоб задавати її в кліть торцем, розташованим при нагріві в нижній частині колодязя. Дані по режимах обтискань безперервнолитих заготівок розмірами 250×1550×2850 мм на катані сляби перерізом 140×1240 мм, 135×1250-1270 мм, 135×1290-1310 мм, 135×1330-1370 мм, 135×13901440 мм, 135×1460-1480 мм та 130×1500-1520 мм наведені в таблицях 2-5. Залежно від температури кінця прокатування подальша передача редукованих слябів може здійснюватися транзитом або на ад'юстаж для подальшого прокату з пічного нагріву. Таблиця 2 Режими обтискань безперервнолитих заготівок розмірами 250×1550×2850 мм на катані сляби перерізом 140×1240 мм та 135×1250-1270 мм № проходу 1 2 3 4 5 6 7 8 9 10 11 Розхил горизонтальних валків, мм 235 230 225 220 215 210 200 190 180 170 160 Розхил Розхил Обтискання вертикальних № горизонΔh, мм валків по прохода тальних проходах, мм валків, мм 20 1570 1 235 5 1530 2 230 5 1500 3 225 5 1460 4 220 5 1430 5 215 5 1390 6 210 10 1360 7 200 10 1320 8 190 10 1290 9 180 10 1260 10 170 10 1250 11 160 2 Розхил Обтискання вертикальних Δh, мм валків по проходах, мм 20 1570 1570 5 1530 1530 5 1500 1500 5 1460 1460 5 1430 1430 5 1390 1390 10 1360 1360 10 1320 1320 10 1290 1300 10 1270 1290 10 1260 1280 UA 109976 U Продовження таблиці 2 Режими обтискань безперервнолитих заготівок розмірами 250×1550×2850 мм на катані сляби перерізом 140×1240 мм та 135×1250-1270 мм Розхил Розхил Розхил Розхил горизонОбтискання вертикальних № горизон- Обтискання вертикальних тальних Δh, мм валків по прохода тальних Δh, мм валків по валків, мм проходах, мм валків, мм проходах, мм 12 150 10 1250 12 150 10 1260 1280 13 142 8 1260 13 137 13 1270 1290 14 142 0 1255 14 137 0 1265 1285 15 142 0 1260 15 137 0 1270 1290 16 142 0 1255 16 137 0 1265 1285 17 142 0 1260 17 137 0 1270 1290 Ширина слябів, мм 1240 Ширина слябів, мм 1250 1270 № проходу Таблиця 3 Режими обтискань безперервнолитих заготівок розмірами 250×1550×2850 мм на катані сляби перерізом 135×1290-1310 мм та 135×1330-1370 мм Розхил горизон№ Обтискання тальних проходу Δh, мм валків, мм 1 235 20 2 225 10 3 215 10 4 205 10 5 195 10 6 175 20 7 165 10 8 145 20 9 137 8 10 137 0 11 137 0 12 137 0 13 137 0 14 15 Ширина слябів, мм Розхил вертикальних валків по проходах, мм 1570 1530 1500 1460 1430 1390 1360 1340 1350 1345 1350 1345 1350 235 225 215 205 195 175 165 145 137 137 137 137 137 20 10 10 10 10 20 10 20 8 0 0 0 0 1330 1350 1370 Розхил горизонОбтискання тальних Δh, мм валків, мм 235 20 230 5 220 10 210 10 200 10 190 10 180 10 170 10 160 10 150 10 137 13 137 0 137 0 137 0 137 0 Ширина слябів, мм Розхил вертикальных валків по проходах, мм 1570 1530 1500 1460 1430 1390 1360 1320 1300 1300 1310 1305 1310 1305 1310 1290 1570 1530 1500 1460 1430 1390 1360 1330 1320 1320 1330 1325 1330 1325 1330 1310 Таблиця 4 Режими обтискань безперервнолитих заготівок розмірами 250×1550×2850 мм на катані сляби перерізом 135×1390×1440 мм Розхил горизон№ Обтискання Δh, тальних валків, проходу мм мм 1 235 20 2 215 20 3 205 10 4 185 20 5 175 10 6 155 20 Розхил вертикальних валків по проходах, мм 1570 1530 1500 1460 1430 1400 3 1570 1530 1500 1460 1440 1420 1570 1530 1500 1460 1440 1430 1570 1530 1500 1460 1450 1450 UA 109976 U Продовження таблиці 4 Режими обтискань безперервнолитих заготівок розмірами 250×1550×2850 мм на катані сляби перерізом 135×1390×1440 мм Розхил горизон№ Обтискання Δh, тальних валків, проходу мм мм 7 137 18 8 137 0 9 137 0 10 137 0 11 137 0 Ширина слябів, мм Розхил вертикальних валків по проходах, мм 1410 1405 1410 1405 1410 1390 1430 1425 1430 1425 1430 1410 1440 1435 1440 1435 1440 1420 1460 1455 1460 1455 1460 1440 Таблиця 5 Режими обтискань безперервнолитих заготівок розмірами 250×1550×2850 мм на катані сляби перерізом 135×1460-1480 мм та 130×1500-1520 мм Розхил Розхил горизонРозхил горизон№ Обтискання вертикальних Обтискання тальних валків, тальних валків, прохода Δh, мм валків по Δh, мм мм мм проходах, мм 1 235 20 1570 1570 235 20 2 215 20 1540 1540 215 20 3 205 10 1520 1520 195 20 4 185 20 1490 1500 175 20 5 175 10 1470 1490 155 20 6 155 20 1470 1490 140 15 7 145 10 1480 1500 132 8 8 137 8 1475 1495 132 0 9 137 0 1480 1500 132 0 Ширина сляба, мм 1460 1480 Ширина сляба, мм 5 10 15 Розхил вертикальних валків по проходах, мм 1570 1570 1560 1560 1545 1550 1535 1545 1525 1545 1520 1540 1525 1545 1520 1540 1525 1545 1500 1520 Температура закінчення прокатування при передачі редукованих слябів "транзитом" повинна складати не менше 1100 °C. Допускається при прокатуванні на склад пониження температури закінчення прокатування до 1040 °C. Для збільшення температури закінчення прокатування, а також зниження охолодження поверхні розкату, внаслідок потрапляння води з системи охолодження верхнього валка, роблять відключення води при прокатуванні, починаючи з 3-го проходу і до закінчення прокатування, з подальшим відновленням охолодження верхнього валка. Схема обрізання торцевої обрізі приведена на фіг. 3. Лінія 1 показує, що обрізання передньої частини безперевнолитої заготівки роблять на рівні закінчення "язика". Лінія 2 означає місце різання безперевнолитої заготівки на два сляби. Лінія 4 показує місце заднього обрізання безперевнолитої заготівки, яка виконується з урахуванням залишку 30-40 мм від лінії 3 початку довжини "язика". Цей спосіб редукування безперервнолитих заготівок застосовується на ЛПЦ-1700 ПАО "ММК ім. Ілліча". Застосування цього способу дозволить виконати завдання по економії енергоносіїв і зменшенню відходів металу. При цьому ця технологія не вимагає капітальних вкладень. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб редукування безперервнолитих заготівок, що включає розміщення і нагрів безперервнолитих заготівок у нагрівальному колодязі, обтискання в обтискній кліті з використанням редукування безперевнолитої заготівки по товщині і ширині, прокатування редукованих слябів, обрізання торцевої обрізі, який відрізняється тим, що нагрівання безперервнолитих заготівок у нагрівальному колодязі здійснюють в кількості від 9 до 12 шт., 4 UA 109976 U обтискання в обтискній кліті при першому проході здійснюють в межах від 15 до 20 мм, прокатування редукованих слябів здійснюють транзитом. 5 UA 109976 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 1/02
Мітки: спосіб, редукування, безперервнолитих, заготівок
Код посилання
<a href="https://ua.patents.su/8-109976-sposib-redukuvannya-bezperervnolitikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб редукування безперервнолитих заготівок</a>
Спосіб редукування литих заготовок
Номер патенту: 37413
Опубліковано: 15.05.2002
Автори: Шебаніц Едуард Миколайович, Омельяненко Микола Іванович, Климанчук Владислав Владиславович, Дубінський Борис Євгенійович, Кліменко Владислав Антонович, Радушев Олексій Олександрович, Карнаушенко Ніл Андрійович, Грекова Наталія Нілівна, Налча Георгій Іванович, Васекін Андрій Валерійович
МПК: B21B 1/38
Мітки: литих, заготовок, редукування, спосіб
Формула / Реферат:
Cпociб редукування литих заготовок на слябінгу з перемінним обтиском горизонтальними і вертикальними валками, який відрізняється тим, що сумарний обтиск вертикальними валками визначають виразомде Вз і bсл - ширина литої заготовки i катаного сляба, мм; - природне (вільне) розширення,...
Спосіб багаторівчакового прокатування-розділяння заготівок із безперервнолитих виливків
Номер патенту: 91925
Опубліковано: 10.09.2010
Автори: Теряєв Олександр Митрофанович, Борщов Олексій Вікторович, Туник Олег Анатолійович, Онищенко Сергій Олександрович
МПК: B21B 1/02
Мітки: спосіб, багаторівчакового, прокатування-розділяння, заготівок, безперервнолитих, виливків
Формула / Реферат:
Спосіб прокатування-розділяння заготівок із безперевнолитих виливків, що включає послідовне формування із безперервнолитого виливка одночасно трьох заготівок, з'єднаних між собою перемичками, із зосередженням лікваційної зони в середній заготівці, та обтиснення на кінцевому етапі прокатування тільки в крайніх діагональних рівчаках по більшій осі поперечного перерізу лікваційної зони, який відрізняється тим, що спочатку у валках формують по...
Пристрій для охолоджування безперервнолитих заготівок з вторинних кольорових сплавів в потоці

Номер патенту: 52695
Опубліковано: 10.09.2010
Автори: Алімов Валерій Іванович, Куліков Вячеслав Григорович, Апонащенко Станіслав Сергійович, Шевелєв Олександр Іванович
Мітки: охолоджування, кольорових, безперервнолитих, потоці, пристрій, вторинних, заготівок, сплавів
Формула / Реферат:
Пристрій для охолоджування безперервнолитих заготівок з вторинних кольорових сплавів в потоці, що містить колектор з порожниною, трубопроводи, що підводять до нього, і форсунки, з'єднані з порожниною колектора, який відрізняється тим, що частина порожнини колектора розділена на відсіки з можливістю їх автономної роботи.
Спосіб редукування труб
Номер патенту: 36754
Опубліковано: 10.11.2008
Автори: Фурманов Валерій Борисович, Смілий Ігор Борисович, Лариков Володимир Васильович
МПК: B21C 37/06, B21C 37/08
Мітки: труб, редукування, спосіб
Формула / Реферат:
1. Спосіб редукування труб, що включає їх нагрівання перед першим редукуючим калібром, редукування на ділянці послідовно розташованих редукуючих калібрів, поділ готової труби на мірні відрізки та її охолодження, який відрізняється тим, що здійснюють додатковий підігрів труби на ділянці редукування між будь-якими двома сусідніми редукуючими калібрами.2. Спосіб за п. 1, який відрізняється тим, що додатковий підігрів труби здійснюють від...
Спосіб давидова для вільного редукування труб зі стоншуванням стінки
Номер патенту: 4783
Опубліковано: 15.02.2005
Автор: Давидов Фома Давидович
МПК: B21B 17/00
Мітки: вільного, редукування, стоншуванням, труб, стінки, спосіб, давидова
Формула / Реферат:
Спосіб для вільного редукування труб зі стоншуванням стінки, що включає деформацію трубної заготовки у калібрах, утворених привідними валками, частоту обертання яких вибирають залежно від катаючого діаметра валків, периметра, товщини та швидкості руху труби до та після деформації, який відрізняється тим, що розрахунок кількості обертів валків здійснюють у додатковій...
Попередній патент: Система роботизованого виховання і нагляду за дитиною
Наступний патент: Спосіб застосування дезінфектанту з мийними властивостями
Випадковий патент: Спосіб визначення оптимальних швидкостей різання