Спосіб багаторівчакового прокатування-розділяння заготівок із безперервнолитих виливків
Номер патенту: 91925
Опубліковано: 10.09.2010
Автори: Онищенко Сергій Олександрович, Теряєв Олександр Митрофанович, Туник Олег Анатолійович, Борщов Олексій Вікторович
Формула / Реферат
Спосіб прокатування-розділяння заготівок із безперевнолитих виливків, що включає послідовне формування із безперервнолитого виливка одночасно трьох заготівок, з'єднаних між собою перемичками, із зосередженням лікваційної зони в середній заготівці, та обтиснення на кінцевому етапі прокатування тільки в крайніх діагональних рівчаках по більшій осі поперечного перерізу лікваційної зони, який відрізняється тим, що спочатку у валках формують по осі безперервнолитого виливка на двох протилежних його гранях западини трапецієподібної або трикутної форми із шириною більшої основи, рівною 1÷1,1, і меншої основи, рівною до 0,2 ширини лікваційної зони у вихідному поперечному перерізі, й глибиною, рівною 0,15÷0,2 товщини розкату, після чого на розкаті формують три заготівки, з'єднані між собою перемичками, причому відстань між крайніми заготівками на кінцевому етапі деформації в багаторівчаковому калібрі витримують у межах 1,05÷1,2 ширини лікваційної зони у вихідному поперечному перерізі.
Текст
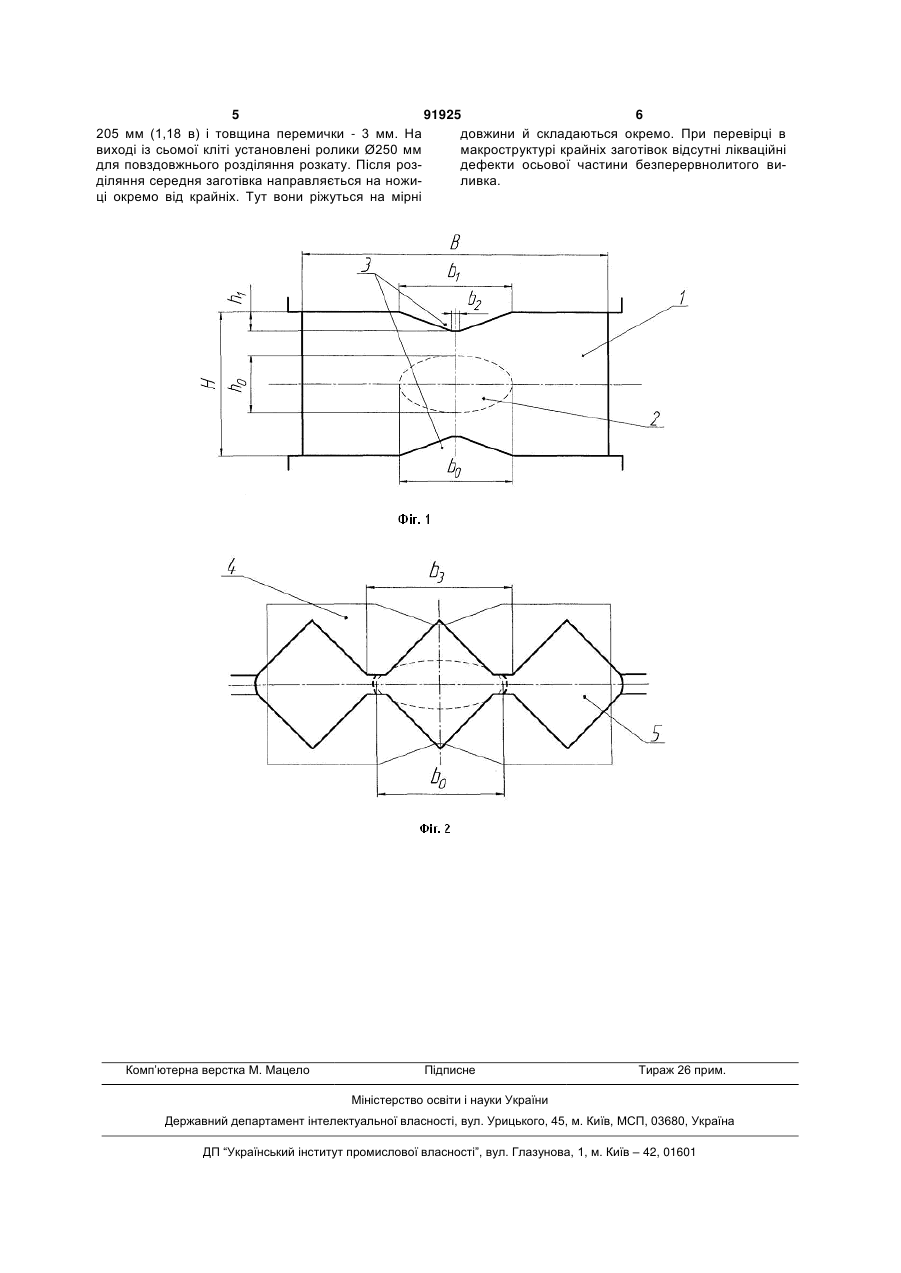
Спосіб прокатування-розділяння заготівок із безперевнолитих виливків, що включає послідовне C2 1 3 91925 4 Тому застосування стиснутого розширення крайніх Якщо глибина западини менше 0,15 товщини роззаготівок і тільки їхнє обтиснення на кінцевому кату, то вона впливає на формування при подаетапі прокатки не дозволяє уникнути появи ліквальшому прокатуванні в трьохрівчакових калібрах і ційних дефектів у крайніх заготівках, через малі не усуває виходу лікваційної зони в крайні заготівпотоки металу, що йде в розширяння. ки. Якщо глибина западини 0,2 товщини розкату, В основу винаходу поставлено задачу удоското навіть при мінімальних розмірах основ западиналення способу багаторівчакового прокатуванняни відбувається переважне розширення центральрозділяння заготівок із безперервнолитих виливних шарів розкату й лікваційна зона виходить за ків, у якому за рахунок первісного формування у межі середнього струмка багаторівчакового калібвалках по осі безперервнолитого виливка на двох ру ще до початку деформації в ньому, і перетіканпротилежних його гранях двох западин визначених ня її у зворотну сторону (назад) при подальшій розмірів і подальшого прокатування в трьохрівчадеформації не відбувається. ковому калібрі з однаковими рівчаками, з'являєтьЯкщо відстань між крайніми заготівками на кіся можливість зміни течії металу в поперечному нцевому етапі деформації в багаторівчаковому перерізі, тому що зниження обтиснення й опір декалібрі витримують менш 1,05 ширини лікваційної формації в середній заготівці сприяє збереженню зони, то відбувається вихід лікваційної зони в розташування лікваційної зони щодо перемичок на крайні заготівки незалежно від параметрів сфоррозкаті. Тим самим створюються умови для її ломованих западин. Якщо ця величина буде більше калізації в середній заготівці й одержання крайніх 1,20, то зменшується вихід придатного металу без заготівок із високою якістю макро - і мікроструктулікваційних дефектів. ри. На фігурі 1 і 2 представлене схематичне викоУ пропонованому способі, що включає послінання способу. Розкат 1 з безперервнолитого видовне формування з безперервнолитого виливка ливка з лікваційною зоною 2, валки із гребенями 3. одночасно трьох, з'єднаних перемичками, заготіБагаторівчаковий калібр 4 і сформований у ньому вок із зосередженням лікваційної зони в середній зчленований розкат 5. заготівці й обтиснення на кінцевому етапі прокатуСпосіб здійснюється таким чином. Розкат із вання тільки в крайніх діагональних струмках по безперервнолитого виливка 1 з лікваційної зоною більшій осі поперечного переріза лікваційної зони, 2 задають у валки із гребенями 3 і формують на додатково у валках спочатку формують по осі безрозкаті западини трапецієподібної (трикутної) фоперервнолитого виливка на двох протилежних рми із шириною підстави в1=1,00-1,10 ширини лікйого гранях западини трапецієподібної або трикутваційної зони в і шириною меншої основи - в2=(0,0ної форми із шириною більшої основи рівною 0,20) в і глибиною h1=0,15-0,2 Н. Далі отриманий 1,00÷1,10 і шириною меншої основи рівною 0÷0,2 розкат задають у багаторівчаковий калібр 4, в ширини лікваційної зони у вихідному перерезі по якому формують три, зчленовані між собою, заговідповідній стороні й глибиною рівної 0,15-0,2 тотівки 5 з відстанню між крайніми заготівками на вщини розкату, після чого на розкаті формують кінцевому етапі деформації в багаторівчаковому три, з'єднаних перемичками, заготівки, відстань калібрі в3=(1,05-1,20) в. При цьому обтиснення між крайніми заготівками на кінцевому етапі в басередньої заготівки в проході, де формується осгаторівчаковому калібрі витримують у межах 1,05таточна товщина перемички, не відбувається. 1,20 ширини лікваційної зони. Далі зчленовані заготівки відокремлюють друг У пропонованому способі за рахунок зменвід друга й одержують товарний прокат. Крайні шення деформації середньої заготівки в трьохрівзаготівки не мають дефектів лікваційного похочаковому калібрі створюються умови перешкодження і йдуть під відповідні замовлення, а середджаючі перетіканню лікваційної зони із середньої в ня заготівка з наявністю лікваційних дефектів іде крайні заготівки. Відповідно якість крайніх заготівок на замовлення, у яких якість макроструктури не зберігається високою. обумовлюється. Якщо западина буде не трапецієподібної або Розглянемо приклад конкретного виконання трикутної форми, то буде збільшене обтиснення способу, що не виключає інші можливі варіанти центральних шарів поперечного переріза безпейого виконання. рервнолитого виливка. Якщо більша основа запаНа БЗС 730 ведуть прокатку безперервного дини буде
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multiplepassrolling-separation of blanks from continuously cast ingots
Автори англійськоюTeriaiev Oleksandr Mytrofanovych, Onyschenko Serhii Oleksandrovych, Tunyk Oleh Anatoliiovych, Borschov Oleksii Viktorovych
Назва патенту російськоюСпособ многоручьевой прокатки-разделения заготовок из непрерывнолитых отливок
Автори російськоюТеряев Александр Митрофанович, Онищенко Сергей Александрович, Туник Олег Анатольевич, Борщов Алексей Викторович
МПК / Мітки
МПК: B21B 1/02
Мітки: безперервнолитих, прокатування-розділяння, виливків, спосіб, заготівок, багаторівчакового
Код посилання
<a href="https://ua.patents.su/3-91925-sposib-bagatorivchakovogo-prokatuvannya-rozdilyannya-zagotivok-iz-bezperervnolitikh-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб багаторівчакового прокатування-розділяння заготівок із безперервнолитих виливків</a>
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 52187
Опубліковано: 15.03.2005
Автори: Солод Володимир Сергійович, Нечепоренко Володимир Андрійович, Нєфєдьєв Сергій Павлович, Бенецький Олексій Геннадійович, Нєфєдьєв Олександр Сергійович
Мітки: прокатування-розділяння, заготівок, сортових, спосіб
Формула / Реферат:
Шахтна однобарабанна підйомна установка, що включає копрові шківи, установлені на одній геометричній осі, канати і однобарабанну піднімальну машину, яка відрізняється тим, що кріплення каната від правого копрового шківа виконано у лівого торця барабана піднімальної машини і відповідно кріплення каната від лівого копрового шківа - у правого торця барабана.
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 36722
Опубліковано: 10.11.2008
Автори: Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович, Бабенко Михайло Антонович, Нєфєдьєв Сергій Павлович
МПК: B21B 1/00
Мітки: прокатування-розділяння, заготівок, спосіб, сортових
Формула / Реферат:
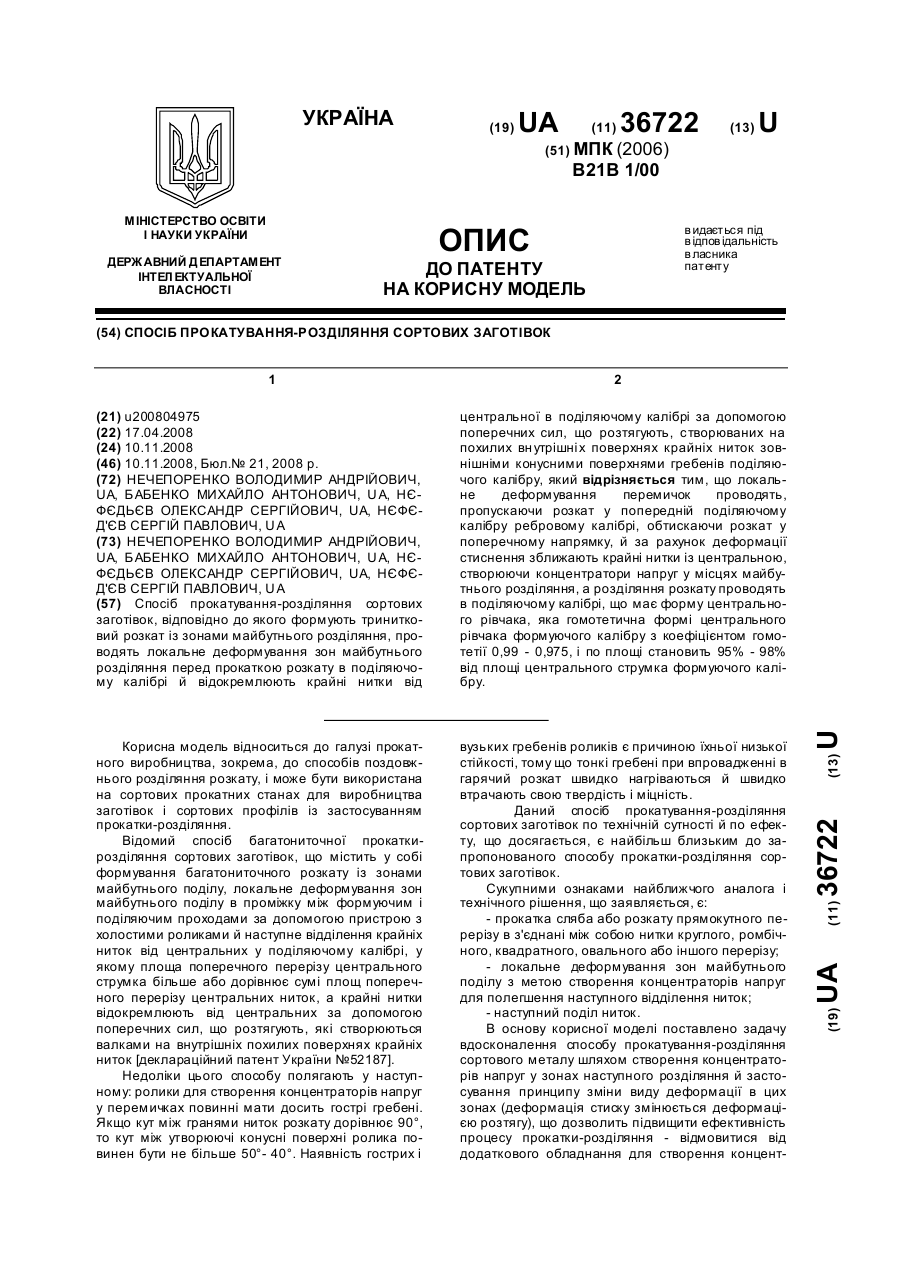
Спосіб прокатування-розділяння сортових заготівок, відповідно до якого формують тринитковий розкат із зонами майбутнього розділяння, проводять локальне деформування зон майбутнього розділяння перед прокаткою розкату в поділяючому калібрі й відокремлюють крайні нитки від центральної в поділяючому калібрі за допомогою поперечних сил, що розтягують, створюваних на похилих внутрішніх поверхнях крайніх ниток зовнішніми конусними поверхнями...
Спосіб прокатування-розділяння
Номер патенту: 68933
Опубліковано: 15.12.2005
Автори: Бенецький Олексій Геннадійович, Нєфєдьєв Олександр Сергійович, Нєфєдьєв Сергій Павлович, Кукуй Давид Пенхусович, Солод Володимир Сергійович
МПК: B21B 1/02
Мітки: прокатування-розділяння, спосіб
Формула / Реферат:
1. Аксіальний шнековий очисник коренеплодів, що містить поздовжньо встановлені на рамі, з можливістю обертання, шнекові очисні вали з протилежно направленою навивкою і напрямком обертання, який відрізняється тим, що між суміжними шнековими очисними валами паралельно до їх осі, з можливістю регулювання технологічних зазорів, встановлений утримувач вороху.2. Аксіальний шнековий очисник коренеплодів за п. 1, який відрізняється тим, що...
Спосіб прокатування-розділяння профілів
Номер патенту: 87645
Опубліковано: 27.07.2009
Автори: РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Солод Володимир Сергійович, Шенфельд Гліб Глібович, Сидоренко Денис Геннадійович
МПК: B21B 1/02
Мітки: спосіб, прокатування-розділяння, профілів
Формула / Реферат:
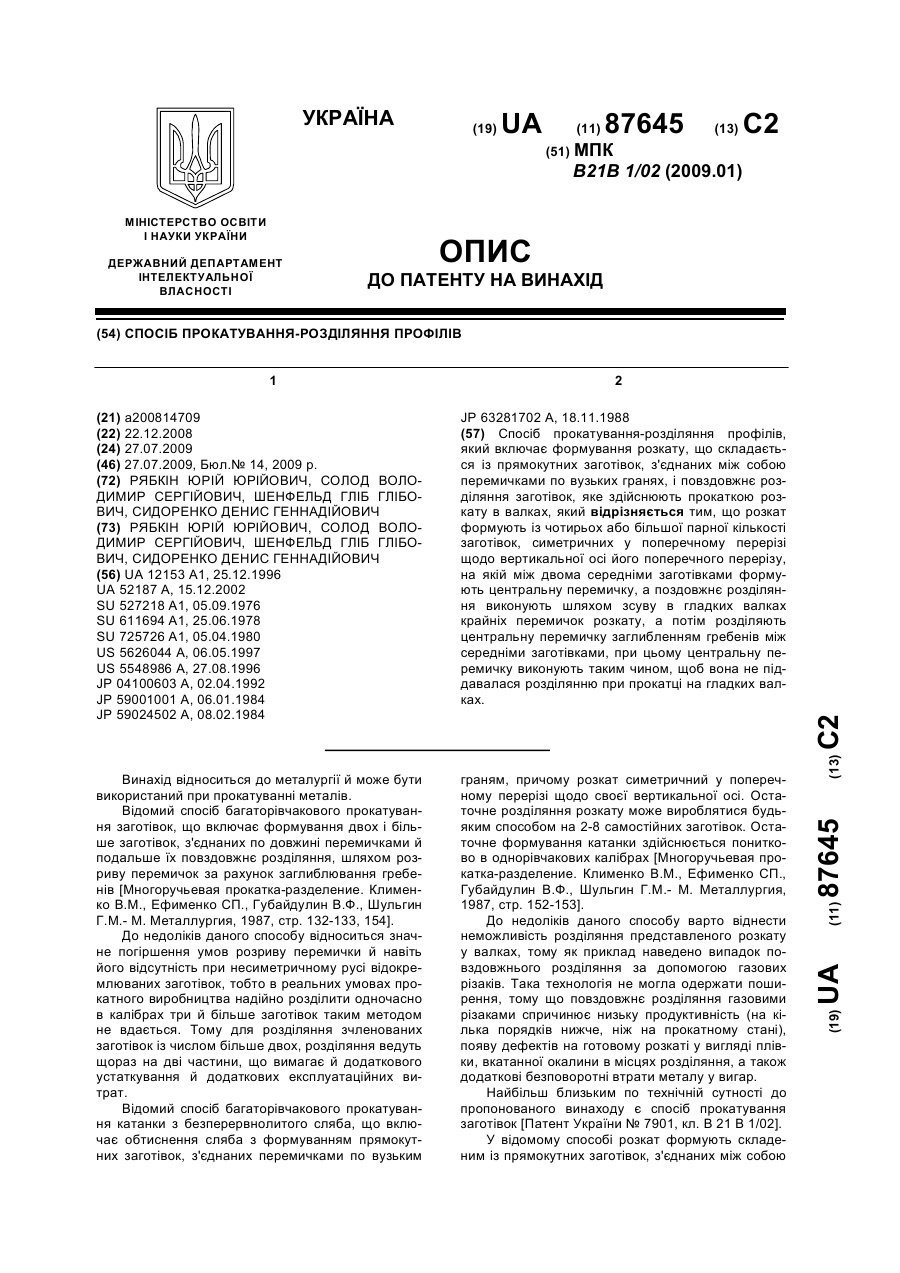
Спосіб прокатування-розділяння профілів, який включає формування розкату, що складається із прямокутних заготівок, з'єднаних між собою перемичками по вузьких гранях, і повздовжнє розділяння заготівок, яке здійснюють прокаткою розкату в валках, який відрізняється тим, що розкат формують із чотирьох або більшої парної кількості заготівок, симетричних у поперечному перерізі щодо вертикальної осі його поперечного перерізу, на якій між двома...
Спосіб прокатування-розділяння розкату
Номер патенту: 85033
Опубліковано: 10.12.2008
Автори: Азін Євген Леонідович, Борщов Олексій Вікторович, Туник Олег Анатолійович, Сидоренко Денис Геннадійович
Мітки: спосіб, розкату, прокатування-розділяння
Формула / Реферат:
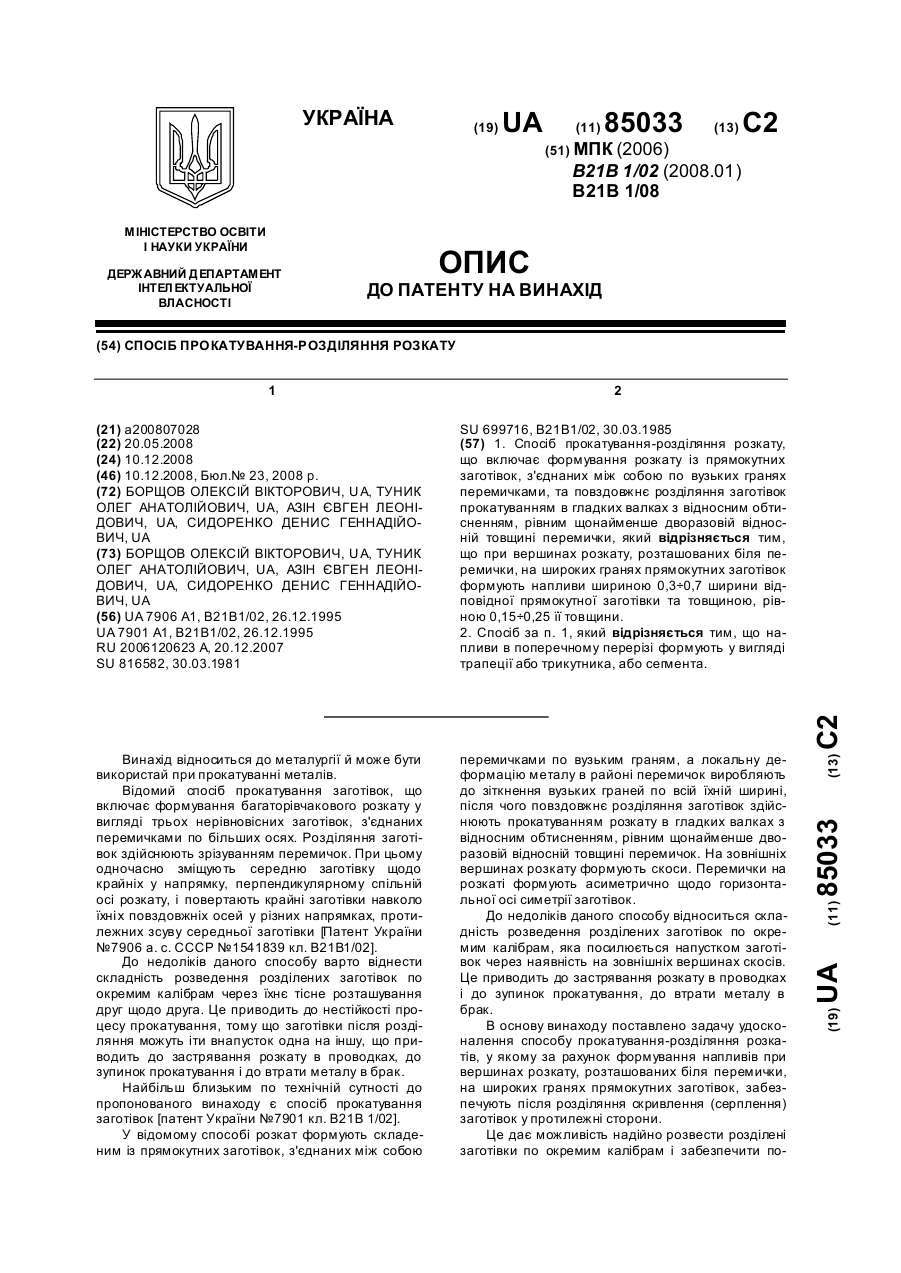
1. Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьких гранях перемичками, та повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, який відрізняється тим, що при вершинах розкату, розташованих біля перемички, на широких гранях прямокутних заготівок формують напливи шириною...
Попередній патент: Двигун внутрішнього згоряння
Наступний патент: Система ущільнень турбокомпресора
Випадковий патент: Спосіб запобігання та гасіння галопування проводів