Процес безперервного лиття металу

Формула / Реферат
1. Процес безперервного лиття сталевого напівфабрикату, що містить:
- етап лиття з використанням сопла для кільцевого струменя, розташованого між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об'єм, в якому відсутній рідкий метал,
- виконуваний одночасно етап подачі порошку через отвір в куполі, притому розмір частинок згаданого порошку менший 200 мкм, а згаданий купол містить перший засіб подачі згаданого порошку без контакту із згаданим куполом, причому згаданий перший засіб містить порожнистий корпус, та другий засіб, що запобігає злипанню або спіканню згаданого порошку на згаданому першому засобі.
2. Процес безперервного лиття сталевого напівфабрикату, що містить:
- етап лиття з використанням сопла для кільцевого струменя, розташованого між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об'єм, в якому відсутній рідкий метал,
- виконуваний одночасно етап подачі порошку через отвір в куполі, причому розмір частинок згаданого порошку менший 200 мкм, а згаданий купол містить перший засіб подачі згаданого порошку без контакту із згаданим куполом, причому згаданий перший засіб містить порожнистий корпус, та другий засіб для зниження температури поверхні внутрішньої стінки згаданого порожнистого корпусу.
3. Процес безперервного лиття сталевого напівфабрикату, що містить:
- етап лиття з використанням сопла для кільцевого струменя, розташованого між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об'єм, в якому відсутній рідкий метал,
- виконуваний одночасно етап подачі порошку через отвір в куполі, причому розмір частинок згаданого порошку менший 200 мкм, а згаданий купол містить перший засіб подачі згаданого порошку без контакту із згаданим куполом, причому згаданий перший засіб містить порожнистий корпус, та другий засіб для прикладання механічних напружень до частинок порошку, що знаходяться в контакті зі згаданим порожнистим корпусом.
4. Процес безперервного лиття за будь-яким з пп. 1-3, який відрізняється тим, що згаданий порожнистий корпус містить подвійну стінку, в якій циркулює газ.
5. Процес безперервного лиття за п. 4, який відрізняється тим, що згаданим газом є азот.
6. Процес безперервного лиття за будь-яким з пп. 1 або 3-5, який відрізняється тим, що порошковий живильник частково розташований в порожнистому корпусі.
7. Процес безперервного лиття за п. 6, який відрізняється тим, що порошковий живильник проходить через кронштейн купола.
8. Процес безперервного лиття за будь-яким з пп. 1-5, який відрізняється тим, що згаданий другий засіб містить засіб обертання порожнистого корпусу навколо його подовжньої осі.
9. Процес безперервного лиття за будь-яким з пп. 1 або 3-8, який відрізняється тим, що згаданий другий засіб містить засіб вібрації порожнистим корпусом усередині отвору.
10. Процес безперервного лиття за п. 9, який відрізняється тим, що згаданий засіб вібрації порожнистим корпусом містить механічний вібратор або ультразвуковий вібратор.
11. Процес безперервного лиття за будь-яким з пп. 1-10, який відрізняється тим, що для створення теплового бар'єру усередині отвору між куполом і порожнистим корпусом розташовують ізоляційний шар.
12. Процес безперервного лиття за п. 11, який відрізняється тим, що згаданий ізоляційний шар містить керамічне волокно.
13. Процес безперервного лиття за будь-яким з пп. 1-12, який відрізняється тим, що згаданий порожнистий корпус є трубою круглого перерізу.
14. Процес безперервного лиття за п. 13, який відрізняється тим, що внутрішній діаметр згаданої труби варіюється від 8 до 30 мм.
15. Устаткування для безперервного лиття способом за п. 1, що містить сопло для кільцевого струменя, розташоване між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об′єм, в якому відсутній рідкий метал, а згаданий купол містить отвір та перший засіб подачі згаданого порошку без контакту із згаданим куполом, причому згаданий перший засіб містить порожнистий корпус, та другий засіб, що запобігає злипанню або спіканню згаданого порошку на згаданому першому засобі.
16. Устаткування для безперервного лиття способом за п. 2, що містить сопло для кільцевого струменя, розташоване між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об′єм, в якому відсутній рідкий метал, а згаданий купол містить отвір та перший засіб подачі згаданого порошку без контакту із згаданим куполом, причому згаданий перший засіб містить порожнистий корпус, та другий засіб для зниження температури поверхні внутрішньої стінки згаданого порожнистого корпусу.
17. Устаткування для безперервного лиття способом за п. 3, що містить сопло для кільцевого струменя, розташоване між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об′єм, в якому відсутній рідкий метал, а згаданий купол містить отвір та перший засіб подачі згаданого порошку без контакту із згаданим куполом, причому згаданий перший засіб містить порожнистий корпус, та другий засіб для прикладання механічних напружень до частинок порошку, що знаходяться в контакті зі згаданим порожнистим корпусом.
Текст
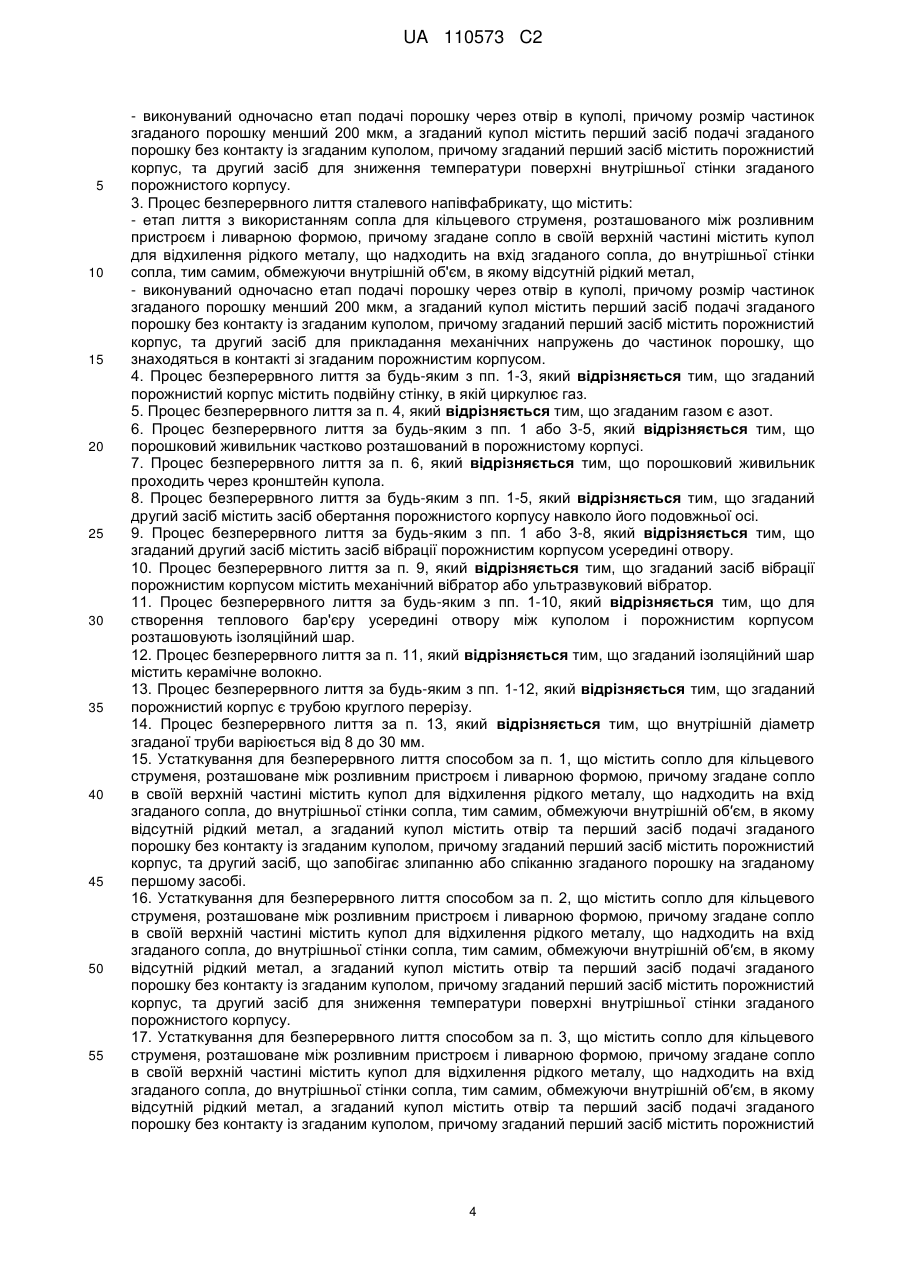
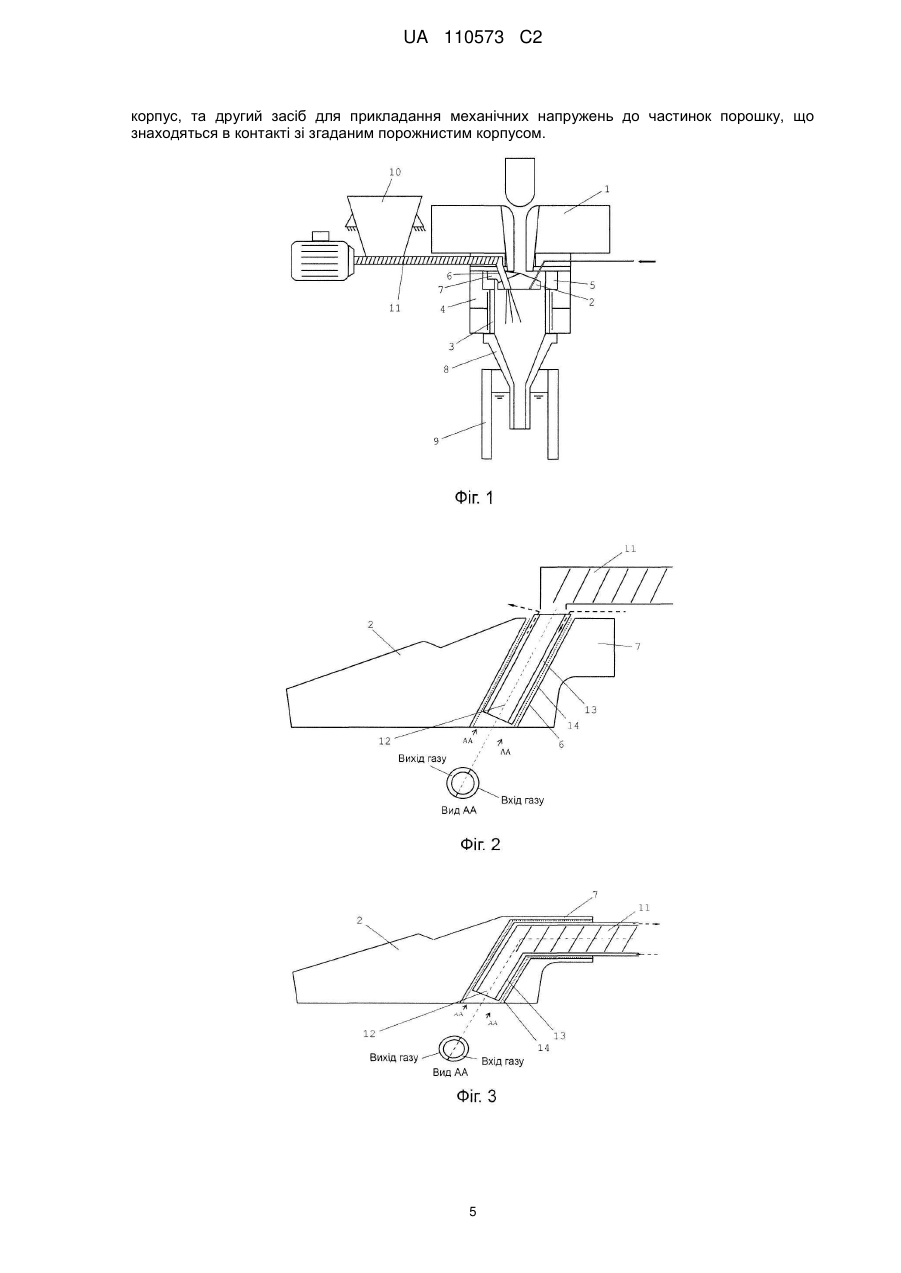
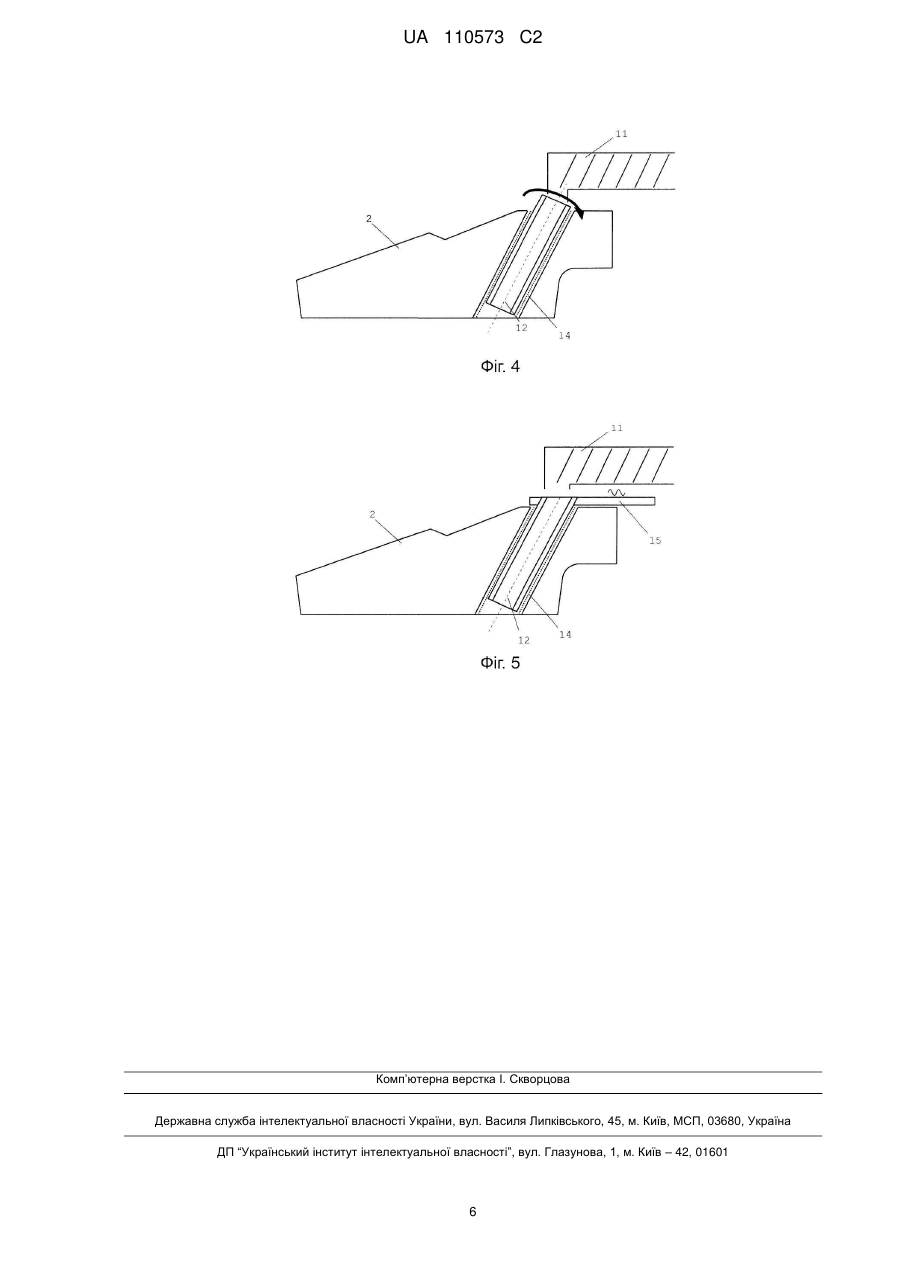
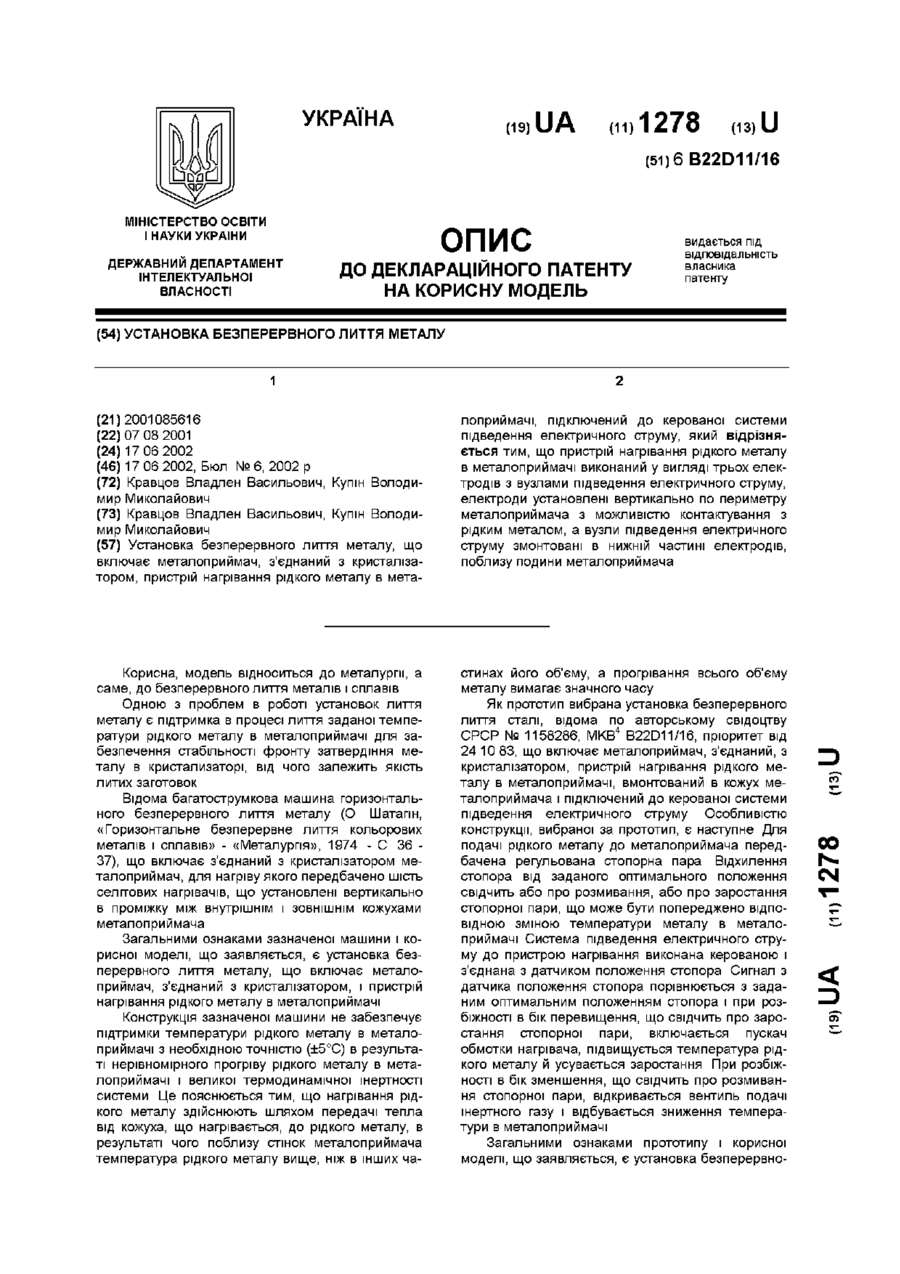
Реферат: Даний винахід належить до процесу безперервного лиття сталевого напівфабрикату, який містить: етап лиття з використанням сопла для кільцевого струменя, розташованого між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об'єм, в якому відсутній рідкий метал, виконуваний одночасно етап подачі порошку через отвір в куполі, причому розмір частинок згаданого порошку менший 200 мкм, а згаданий купол містить перший засіб подачі згаданого порошку без контакту із згаданим куполом, і другий засіб, що запобігає злипанню або спіканню згаданого порошку на згаданому першому засобі. UA 110573 C2 (12) UA 110573 C2 UA 110573 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до процесу безперервного лиття металу. Зокрема, винахід належить до процесу безперервного лиття металу, званого литтям кільцевим струменем, в якому в кільцевий струмінь металу подають порошок. Під терміном метал в решті частини тексту розуміють чисті метали або металеві сплави. Рівень техніки Безперервне лиття сталі є добре відомим процесом. Він полягає в наливанні рідкого металу з ливарного ковша в розливний пристрій, призначений для регулювання потоку, а потім, після цього розливного пристрою, метал наливають у верхню частину охолоджуваною водою відкритої знизу мідної ливарної форми, що піддається вертикальному зворотно-поступальному руху. Затверділий напівзакінчений продукт витягують з нижньої частини ливарної форми за допомогою роликів. Рідку сталь вводять в ливарну форму за допомогою трубчастого каналу, званого соплом для кільцевого струменя, розташованого між розливним пристроєм і ливарною формою. У документі ЕР 0 269 180 В1 описаний особливий процес безперервного лиття, званим "Литтям кільцевим струменем", в якому рідкий метал наливають на верхню частину куполу, виконаного з вогнетривкого матеріалу. Форма цього куполу примушує метал стікати до його периферії, при цьому потік відхиляється до внутрішньої стінки сопла або до проміжного вертикального трубчастого елементу. Згаданий проміжний вертикальний трубчастий елемент може бути мідною трубою З, охолоджувану за допомогою водяної сорочки 4, як показано на Фіг. 1, увінчану вогнетривким кільцем 5. Таким чином, в центральній частині сопла під проміжним розливним елементом створюється об'єм, що не містить рідкого металу, в якому можна вносити добавки через ввідний канал. Описаний пристрій називають "соплом для кільцевого струменя" (HJN). В центрі порожнистого струменя, створеного вогнетривким куполом, можна вводити порошок. Ця технологія введення описана в документі ЕР 0 605 379 В1. Таке введення порошку сприяє додатковому охолоджуванню рідкої сталі за допомогою розплавлення металевого порошку або модифікуванню складу стали під час розливання за допомогою додавання інших металевих елементів, таких як феросплави. Як описано в документі ЕР 2 099 576 В1, порошок може бути транспортований за допомогою механічного шнекового живильника, а його подачу можна здійснювати під дією сили тяжіння через отвір у вогнетривкому куполі. Загалом, отвір проходить через один з кронштейнів куполу, призначених для закріплення куполу на вертикальному трубчастому елементі. Проте, коли подають порошок, зернистістю менше 200 мкм, виникають труднощі. Дійсно, через невеликий проміжок часу засіб подачі закупорюється, і стає неможливо продовжувати подачу. Розкриття винаходу Мета винаходу полягає в тому, щоб запропонувати процес безперервного лиття, в якому запобігається закупорювання засобу подачі порошку, і порошок може подаватися протягом всієї послідовності лиття. У представленому винаході описаний процес безперервного лиття сталевого напівфабрикату, що містить: етап лиття з використанням сопла для кільцевого струменя, розташованого між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об'єм, в якому відсутній рідкий метал, - виконуваний одночасно етап подачі порошку через отвір в куполі, причому розмір частинок згаданого порошку менший 200 мкм, а згаданий купол містить перший засіб подачі згаданого порошку без контакту із згаданим куполом, і другий - засіб, що запобігає злипанню або спіканню згаданого порошку на згаданому першому засобі. У інших варіантах здійснення, узятих окремо або в поєднанні, процес також може містити наступні ознаки: - згаданий перший засіб містить порожнистий корпус; - згаданий порожнистий корпус містить подвійну стінку, в якій циркулює газ; - згаданим газом є азот; - порошковий живильник частково розташований в порожнистому корпусі; - порошковий живильник проходить через кронштейн куполу; - згаданий другий засіб містить засіб обертання порожнистого корпусу навколо своєї подовжньої осі; - згаданий другий засіб містить засіб вібрації порожнистим корпусом усередині отвору; 1 UA 110573 C2 5 10 15 20 25 30 35 40 45 50 55 60 - згаданий засіб вібрації порожнистим корпусом містить механічний вібратор або ультразвуковий вібратор; - усередині отвору між куполом і порожнистим корпусом розташований ізоляційний шар для створення теплового бар'єру; - згаданий ізолюючий шар містить керамічне волокно; - згаданий порожнистий корпус є трубою круглого перерізу; - внутрішній діаметр згаданої труби набуває значень від 8 до 30 мм. У справжньому винаході також описано устаткування для безперервного лиття, описаного вище. Короткий опис креслень Інші ознаки і переваги винаходу стануть очевидні після прочитання нижченаведеного докладного опису, даного тільки як необмежуючий приклад, з посиланням на креслення, що додаються, на яких: На Фіг. 1 приведений вигляд в розрізі устаткування для безперервного лиття, названого раніше соплом для кільцевого струменя, відповідно до існуючого рівня техніки. На Фіг. 2 приведений вигляд в розрізі куполу і відповідно до першого варіанту здійснення винаходу. На Фіг. 2 також представлений вигляд в розрізі через пряму А-А труби подачі. На Фіг. 3 приведений вигляд в розрізі куполу відповідно до другого варіанту здійснення винаходу.) - На Фіг. 4 приведений вигляд в розрізі куполу відповідно до третього варіанту здійснення винаходу. На Фіг. 5 приведений вигляд в розрізі куполу відповідно до четвертого варіанту здійснення винаходу. Здійснення винаходу Винахід належить до процесу безперервного лиття, в якому потік рідкого металу ллють з розливного пристрою у виливницю через сопло для кільцевого струменя (HJN). Через купол 2 HJN виконаний отвір, і, зокрема, через один з кронштейнів 7 куполів 2, щоб зробити можливою подачу порошку в розплавлений метал, як вже відомо з існуючого рівня. техніки. Під час подачі металевий порошок, що проходить через отвір, знаходиться в безпосередньому контакті з вогнетривким куполом, який має дуже високу температуру (аж до 1200 °C). Винахідниками було встановлено, що, не дивлячись на дуже короткий час контакту між частинками і вогнетривким матеріалом, це досить для того, щоб частинки поступово склеїлися одна з одною і спеклися. Потім, через декілька хвилин лиття утворюється грудка спеченого порошку, і це може призвести до повного закупорювання каналу подачі порошку. Наприклад, отвір подачі діаметром 20 мм повністю закупорюється приблизно через 10 хвилин лиття при використанні залізного порошку, зернистістю від 100 до 180 мкм. Якщо розмір частинок порошку більший 200 мкм, такої проблеми не виникає, оскільки частинки не злипаються за той проміжок часу, протягом якого вони знаходяться в безпосередньому контакті з вогнетривким куполом. Відповідно до винаходу, запропонований перший засіб для запобігання безпосередньому контакту між куполом 2, що має високу температуру (приблизно 1000-1300 °C), і порошком під час подачі. Згаданий перший засіб містить порожнистий корпус 12, що проходить усередині отвору б куполу 2, при цьому під час лиття порошок подають усередині порожнистого корпусу 12. Цей порожнистий корпус 12 може мати будь-яку відповідну форму, аби він створював фізичний бар'єр між куполом 2 і порошком. Наприклад, як показано на Фіг. 2-5 для різних варіантів здійснення винаходу, порожнистий корпус може бути трубою круглого перерізу; він може бути виконаний з вогнетривкого матеріалу або металу, наприклад, з низьковуглецевої сталі. Внутрішній діаметр згаданої труби залежить від швидкості потоку порошку, що подається, і, наприклад, може набувати значень від 8 до 30 мм для швидкості потоку порошку від 1 до 7 кг/хв. На додаток до згаданого першого засобу запропонований другий засіб для запобігання злипанню і спіканню порошку усередині порожнистого корпусу. Він описаний на Фіг. 2-5 в різних варіантах здійснення. Це другий засіб відповідно до різних варіантів здійснення дозволяє скоротити температуру поверхні внутрішньої стінки порожнистого корпусу 12 і, тим самим, понизити нагрівання порошку. У першому варіанті здійснення винаходу, якпоказано на Фіг. 2, згаданий порожнистий корпус 12 має подвійну стінку 13, охолоджувану газом. Впускання і випуск газу в подвійній стінці 13 відповідно зображені пунктирними стрілками на Фіг. 2. Товщина зовнішньої і внутрішньої стінок може складати, наприклад, 2 мм, а товщина газової плівки в подвійній стінці може 2 UA 110573 C2 5 10 15 20 25 30 35 40 дорівнювати приблизно 1,5 мм. Газ може бути азотом або будь-яким іншим відповідним газом, 3 при цьому він зазвичай циркулює в подвійній стінці із швидкістю потоку від 10 до 30 м /год. У переважному варіанті здійснення згаданий газ циркулює в замкнутому контурі, щоб запобігти проникненню газу всередину сопла, що може порушити потік рідкої сталі і належне функціонування устаткування для лиття. На додаток до газового охолоджування, порожнистий корпус 12 також може бути оповитий ізолюючим шаром 14, щоб створити тепловий бар'єр між порожнистим корпусом 12 і вогнетривким куполом 2. Устаткування для безперервного лиття також може бути оснащене засобом вимірювання температури і швидкості потоку газу на вході і виході з пристрою охолоджування. На Фіг. 2 порошковий живильник 11, який переважно є шнековим живильником, розташований над куполом 2. У іншому варіанті здійснення порожнистий корпус 12 має форму зігнутої труби, а порошковий живильник 11 частково розташований в згаданому порожнистому корпусі 12 усередині куполу 2. Як показано на Фіг. З, порожнистий корпус 12, що має форму зігнутої труби, також може проходити через кронштейн 7 куполів 2, а порошковий живильник 11, частково розташований в згаданому порожнистому корпусі 12, проходить через згаданий кронштейн 7. Ця конфігурація дозволяє заощадити простір, щоб скоротити розмір устаткування. Випробування, проведені для устаткування для лиття відповідно до цього першого варіанту здійснення і з подачею порошку, частинки якого мають розмір від 100 до 200 мкм, показали значне поліпшення тривалості подачі без яких-небудь проблем із закупорюванням. У іншому варіанті здійснення винаходу, як показано на Фіг. 4, порожнистий корпус 12 встановлений з можливістю обертання навколо подовжньої осі отвору. Обертання порожнистого корпусу 12 дозволяє створити на частинках напругу зрушення, щоб запобігти їх можливому напіканню або налипанню на порожнистий корпус 12, і щоб досягти охолоджування порожнистого корпусу 12 за допомогою теплообміну між ним і порошком. Порожнистий корпус 12, як показано на Фіг. 4, є порожнистим корпусом з подвійною стінкою, як було описано вище, але в іншому варіанті здійснення, не показаному, він може бути однією трубою без циркуляції газу. Як і в попередніх варіантах здійснення, згаданий порожнистий корпус 12 може бути ізольований від вогнетривкого куполу 2 ізоляційним шаром 14. У іншому варіанті здійснення винаходу, як показано на Фіг. 5, порожнистий корпус 12 встановлений так, що він може вібрувати в отворі. Вібрація, що надається на порожнистий корпус 12, дозволяє запобігти утворенню грудок порошку усередині порожнистого корпусу. Вібрація може бути створена механічним вібратором, ультразвуком або іншим відповідним засобом 15, що створює високочастотні коливання від 50 до 500 Гц. Порожнистий корпус 12 також може бути оповитий ізоляційним шаром 14, щоб понизити температуру внутрішньої поверхні порожнистого корпусу 12. У цьому варіанті здійснення порошковий живильник 11 розташований над куполом 2, але в іншому варіанті здійснення, не показаному, він може бути розташований в порожнистому корпусі 12, що має форму зігнутої труби. Для всіх варіантів здійснення ізоляційні шари можуть бути виконані з керамічного волокна, стійкого до високих температур порядку 1300 °C. Порошок, використовуваний для подачі, може бути будь-якого типу, тобто металевим або керамічним, або сумішшю порошків різних типів. ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Процес безперервного лиття сталевого напівфабрикату, що містить: - етап лиття з використанням сопла для кільцевого струменя, розташованого між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об'єм, в якому відсутній рідкий метал, - виконуваний одночасно етап подачі порошку через отвір в куполі, притому розмір частинок згаданого порошку менший 200 мкм, а згаданий купол містить перший засіб подачі згаданого порошку без контакту із згаданим куполом, причому згаданий перший засіб містить порожнистий корпус, та другий засіб, що запобігає злипанню або спіканню згаданого порошку на згаданому першому засобі. 2. Процес безперервного лиття сталевого напівфабрикату, що містить: - етап лиття з використанням сопла для кільцевого струменя, розташованого між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об'єм, в якому відсутній рідкий метал, 3 UA 110573 C2 5 10 15 20 25 30 35 40 45 50 55 - виконуваний одночасно етап подачі порошку через отвір в куполі, причому розмір частинок згаданого порошку менший 200 мкм, а згаданий купол містить перший засіб подачі згаданого порошку без контакту із згаданим куполом, причому згаданий перший засіб містить порожнистий корпус, та другий засіб для зниження температури поверхні внутрішньої стінки згаданого порожнистого корпусу. 3. Процес безперервного лиття сталевого напівфабрикату, що містить: - етап лиття з використанням сопла для кільцевого струменя, розташованого між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об'єм, в якому відсутній рідкий метал, - виконуваний одночасно етап подачі порошку через отвір в куполі, причому розмір частинок згаданого порошку менший 200 мкм, а згаданий купол містить перший засіб подачі згаданого порошку без контакту із згаданим куполом, причому згаданий перший засіб містить порожнистий корпус, та другий засіб для прикладання механічних напружень до частинок порошку, що знаходяться в контакті зі згаданим порожнистим корпусом. 4. Процес безперервного лиття за будь-яким з пп. 1-3, який відрізняється тим, що згаданий порожнистий корпус містить подвійну стінку, в якій циркулює газ. 5. Процес безперервного лиття за п. 4, який відрізняється тим, що згаданим газом є азот. 6. Процес безперервного лиття за будь-яким з пп. 1 або 3-5, який відрізняється тим, що порошковий живильник частково розташований в порожнистому корпусі. 7. Процес безперервного лиття за п. 6, який відрізняється тим, що порошковий живильник проходить через кронштейн купола. 8. Процес безперервного лиття за будь-яким з пп. 1-5, який відрізняється тим, що згаданий другий засіб містить засіб обертання порожнистого корпусу навколо його подовжньої осі. 9. Процес безперервного лиття за будь-яким з пп. 1 або 3-8, який відрізняється тим, що згаданий другий засіб містить засіб вібрації порожнистим корпусом усередині отвору. 10. Процес безперервного лиття за п. 9, який відрізняється тим, що згаданий засіб вібрації порожнистим корпусом містить механічний вібратор або ультразвуковий вібратор. 11. Процес безперервного лиття за будь-яким з пп. 1-10, який відрізняється тим, що для створення теплового бар'єру усередині отвору між куполом і порожнистим корпусом розташовують ізоляційний шар. 12. Процес безперервного лиття за п. 11, який відрізняється тим, що згаданий ізоляційний шар містить керамічне волокно. 13. Процес безперервного лиття за будь-яким з пп. 1-12, який відрізняється тим, що згаданий порожнистий корпус є трубою круглого перерізу. 14. Процес безперервного лиття за п. 13, який відрізняється тим, що внутрішній діаметр згаданої труби варіюється від 8 до 30 мм. 15. Устаткування для безперервного лиття способом за п. 1, що містить сопло для кільцевого струменя, розташоване між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об′єм, в якому відсутній рідкий метал, а згаданий купол містить отвір та перший засіб подачі згаданого порошку без контакту із згаданим куполом, причому згаданий перший засіб містить порожнистий корпус, та другий засіб, що запобігає злипанню або спіканню згаданого порошку на згаданому першому засобі. 16. Устаткування для безперервного лиття способом за п. 2, що містить сопло для кільцевого струменя, розташоване між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об′єм, в якому відсутній рідкий метал, а згаданий купол містить отвір та перший засіб подачі згаданого порошку без контакту із згаданим куполом, причому згаданий перший засіб містить порожнистий корпус, та другий засіб для зниження температури поверхні внутрішньої стінки згаданого порожнистого корпусу. 17. Устаткування для безперервного лиття способом за п. 3, що містить сопло для кільцевого струменя, розташоване між розливним пристроєм і ливарною формою, причому згадане сопло в своїй верхній частині містить купол для відхилення рідкого металу, що надходить на вхід згаданого сопла, до внутрішньої стінки сопла, тим самим, обмежуючи внутрішній об′єм, в якому відсутній рідкий метал, а згаданий купол містить отвір та перший засіб подачі згаданого порошку без контакту із згаданим куполом, причому згаданий перший засіб містить порожнистий 4 UA 110573 C2 корпус, та другий засіб для прикладання механічних напружень до частинок порошку, що знаходяться в контакті зі згаданим порожнистим корпусом. 5 UA 110573 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюContinuous casting process of metal
Автори англійськоюBrandt, Mathieu, Fischbach, Jean-Paul, Naveau, Paul
Автори російськоюБрандт Матьйо, Фишбах Жан-Поль, Наво Поль
МПК / Мітки
МПК: B22D 41/58, B22D 41/60, B22D 11/112, B22D 11/108, B22D 41/62
Мітки: лиття, металу, безперервного, процес
Код посилання
<a href="https://ua.patents.su/8-110573-proces-bezperervnogo-littya-metalu.html" target="_blank" rel="follow" title="База патентів України">Процес безперервного лиття металу</a>
Установка безперервного лиття металу
Номер патенту: 1278
Опубліковано: 17.06.2002
Автори: КРАВЦОВ Владлен Васильович, Купін Володимир Миколайович
МПК: B22D 11/16
Мітки: металу, установка, безперервного, лиття
Формула / Реферат:
Установка безперервного лиття металу, що включає металоприймач, з'єднаний з кристалізатором, пристрій нагрівання рідкого металу в металоприймачі, підключений до керованої системи підведення електричного струму, який відрізняється тим, що пристрій нагрівання рідкого металу в металоприймачі виконаний у вигляді трьох електродів з вузлами підведення електричного струму, електроди установлені вертикально по периметру металоприймача з можливістю...
Пристрій для безперервного лиття металу
Номер патенту: 83140
Опубліковано: 27.08.2013
Автори: Баранова Валентина Микитівна, Носоченко Олег Васильович, Ноговіцин Олексій Володимирович, Найдек Володимир Леонтійович, Здохненко Володимир Васильович, Якобше Ришард Якубович
МПК: B22D 11/00, B22D 11/14
Мітки: безперервного, пристрій, лиття, металу
Формула / Реферат:
Пристрій для безперервного лиття металу, що містить проміжний ківш, кристалізатор, вогнетривкий стакан, занурений у кристалізатор, та газопровід з пристроями впускання та випускання інертного газу, з'єднаний з джерелом інертного газу, який відрізняється тим, що проміжний ківш додатково оснащений фланцем, в тілі якого розміщено газопровід та виконано гніздо для фіксованого підведення верхньої частини зануреного у кристалізатор стакана, і який...
Металоприймач проміжного ковша для безперервного лиття металу
Номер патенту: 51522
Опубліковано: 26.07.2010
Автори: Подкоритов Олександр Леонідович, Кравченко Артем Вадимович, Маліч Світлана Валентинівна, Солових Сергій Геннадійович, Клімов Володимир Геннадійович, Смірнов Олексій Миколайович, Проскуренко Дмитро Володимирович, Коваленко Сергій Геннадійович
МПК: B22D 41/00
Мітки: лиття, безперервного, металу, металоприймач, проміжного, ковша
Формула / Реферат:
1. Металоприймач проміжного ковша для безперервного лиття металу, що містить вогнетривку ємність, утворену дном і стінкою з прорізами, який відрізняється тим, що стінка виконана товщиною 0,25-0,5 товщини дна і максимальним лінійним розміром вхідного отвору ємності, рівним її висоті, а прорізи, у вигляді симетрично розташованої пари, осі симетрії яких в горизонтальній площині складають кут 45-180°, виконані у верхній частині стінки і суміщені...
Пристрій для вимірювання і регулювання рідкої фази металу в кристалізаторі машин безперервного лиття заготовок
Номер патенту: 21625
Опубліковано: 15.03.2007
Автори: Ларіонов Олександр Олексійович, Токій Анатолій Миколайович, Русецький Ігор Анатолійович, Климанчук Владислав Владиславович, МАКІЄНКО Володимир Григорович, Козловський Віктор Семенович, Івашина Володимир Володимирович, Мельник Микола Іванович, Сидоров Сергій Михайлович, Малишев Віталій Олександрович, Остапенко Сергій Дмитрович
МПК: G05G 15/00, C21D 11/00
Мітки: пристрій, рідкої, регулювання, вимірювання, фазі, заготовок, металу, лиття, кристалізаторі, машин, безперервного
Формула / Реферат:
Пристрій для вимірювання і регулювання рівня рідкої фази металу в кристалізаторі машин безперервного лиття заготовок, що містить струмовихровий датчик рівня рідкої фази металу, прецизійний шарнірний механізм його позиціювання в кристалізаторі, вимірювальну, перетворювальну апаратуру та апаратуру керування приводом стопора, який відрізняється тим, що струмовихровий датчик рівня рідкої фази металу виконаний з трьох мідних обмоток, дві з яких...
Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення
Номер патенту: 46886
Опубліковано: 17.06.2002
Автори: Капотості Ромео, Пелліссетті Стефано, Хохенбіхлер Геральд, Тонеллі Ріккардо
МПК: B22D 11/06
Мітки: здійснення, запобігання, лиття, розплавом, спосіб, кисню, процесі, металу, контакту, безперервного, пристрій
Формула / Реферат:
1. Спосіб запобігання контакту кисню з розплавом металу (20) в процесі безперервного лиття двовалковим способом, в якому розплав металу (20) входить в ливарну камеру, обмежену стінками (1, 2, 13), і виходить з камери у вигляді струменя, де кисень, який прагне увійти через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), бере участь в горінні з утворенням з'єднання, яке не надає шкідливого впливу на розплав металу (20),...
Попередній патент: Спосіб доменної плавки луговмісної шихти
Наступний патент: Спосіб очищення соку цукрового сорго
Випадковий патент: Спосіб отримання порошку мідного електролітичного для порошкової металургії і пристрій для його реалізації