Пристрій для безперервного лиття металу
Номер патенту: 83140
Опубліковано: 27.08.2013
Автори: Найдек Володимир Леонтійович, Ноговіцин Олексій Володимирович, Носоченко Олег Васильович, Баранова Валентина Микитівна, Здохненко Володимир Васильович, Якобше Ришард Якубович
Формула / Реферат
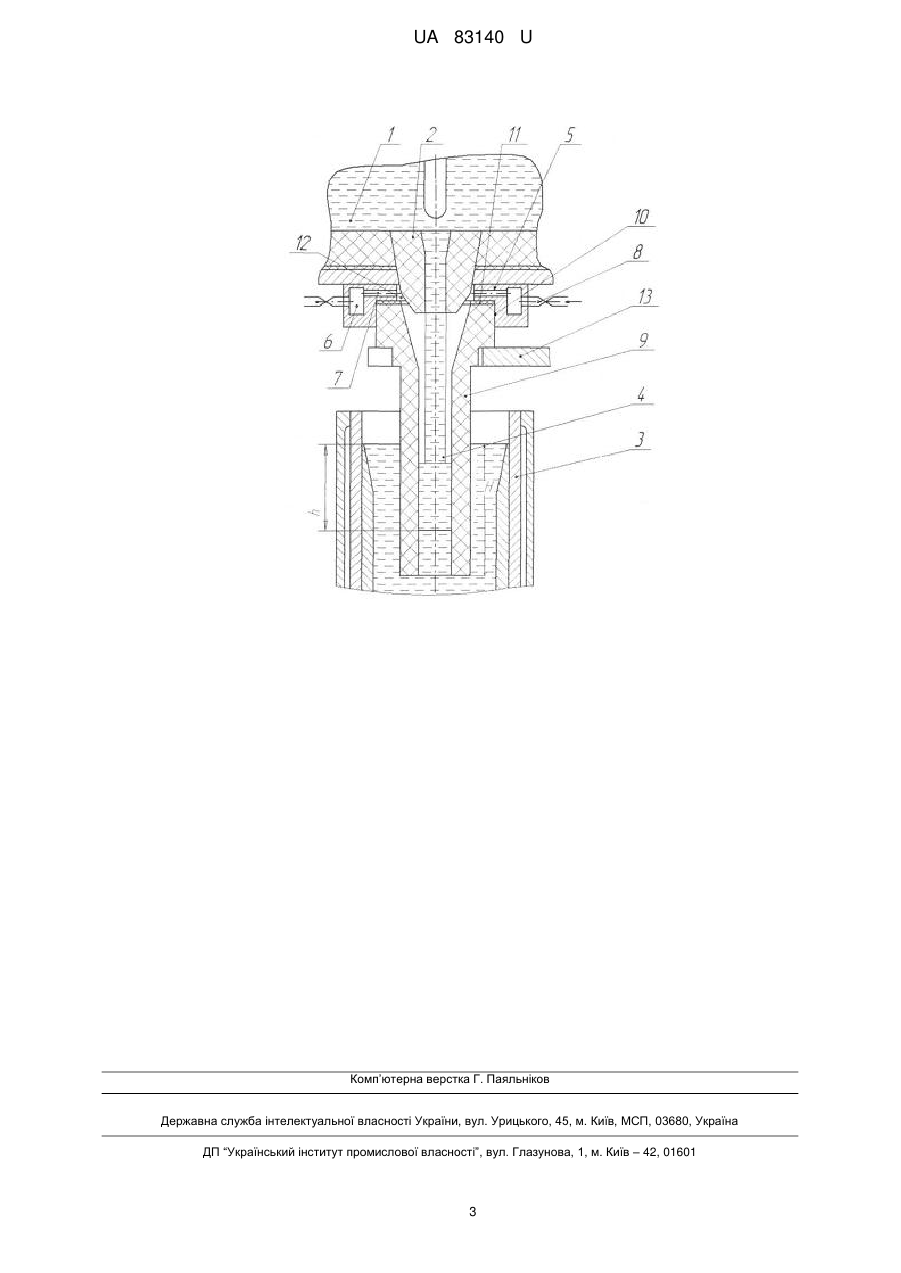
Пристрій для безперервного лиття металу, що містить проміжний ківш, кристалізатор, вогнетривкий стакан, занурений у кристалізатор, та газопровід з пристроями впускання та випускання інертного газу, з'єднаний з джерелом інертного газу, який відрізняється тим, що проміжний ківш додатково оснащений фланцем, в тілі якого розміщено газопровід та виконано гніздо для фіксованого підведення верхньої частини зануреного у кристалізатор стакана, і який розташований навколо стакану для випуску метала із промковша з утворенням каналу для розподілу газу в зануреному стакані, порожнина якого сполучається з каналом і з випускним стаканом промковша.
Текст
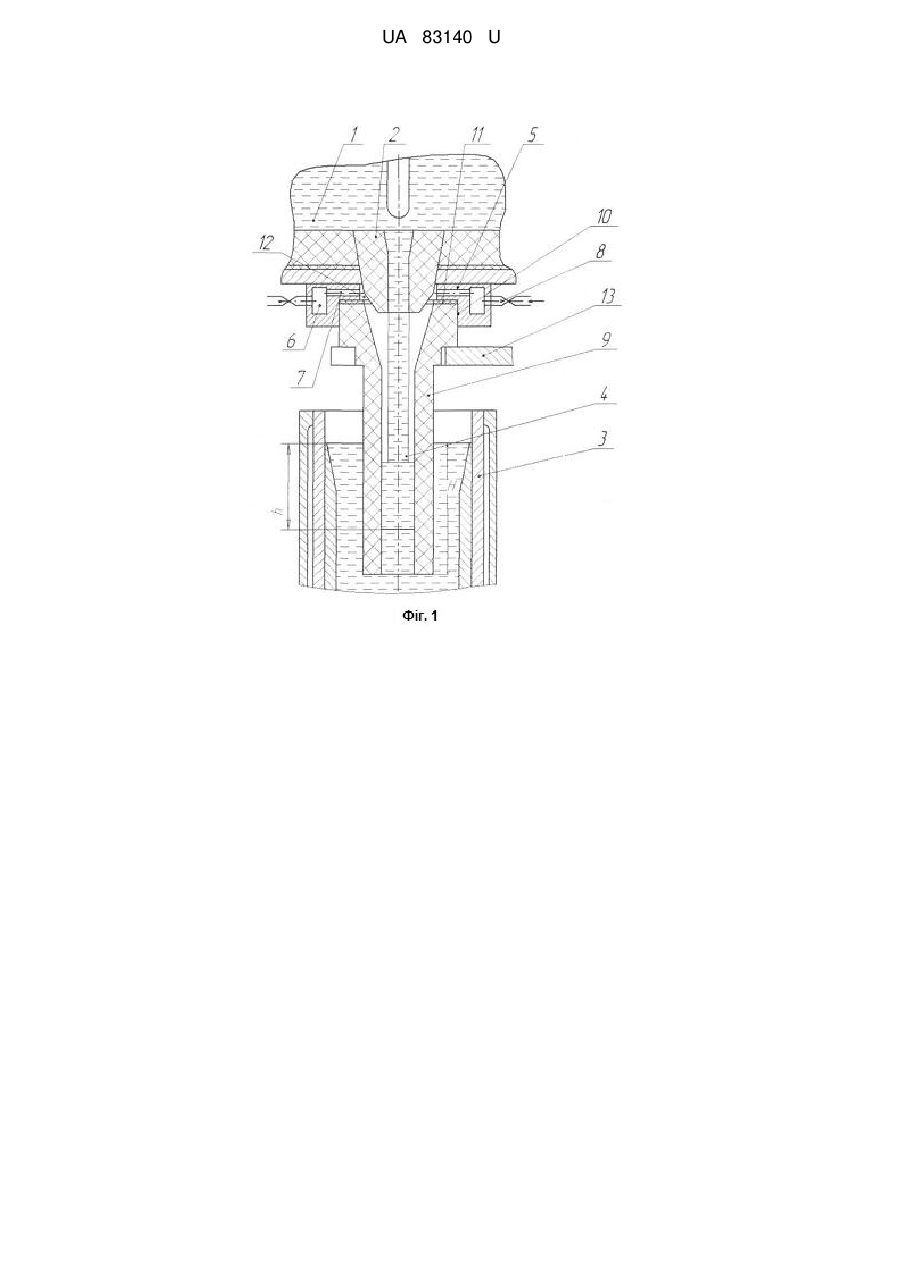
Реферат: Пристрій для безперервного лиття металу містить проміжний ківш, кристалізатор, вогнетривкий стакан, занурений у кристалізатор, та газопровід з пристроями впускання та випускання інертного газу, з'єднаний з джерелом інертного газу. Проміжний ківш додатково оснащений фланцем, в тілі якого розміщено газопровід та виконано гніздо для фіксованого підведення верхньої частини зануреного у кристалізатор стакана, і який розташований навколо стакана для випуску метала із промковша з утворенням каналу для розподілу газу в зануреному стакані, порожнина якого сполучається з каналом і з випускним стаканом промковша. UA 83140 U (12) UA 83140 U UA 83140 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії, зокрема до пристроїв для безперервного лиття металів на установках вертикального і криволінійного типів, в яких використовується газоімпульсне перемішування металу в кристалізаторі МБЛЗ. Для підвищення якості безперервнолитих заготовок застосовуються різні методи зовнішнього впливу під час твердіння металу, зокрема, газоімпульсне перемішування металу в кристалізаторі. Такий метод інтенсифікує тепло- та масообмінні процеси, що сприяє підвищенню якості литого металу та виробів з нього. Відома установка для газоімпульсного перемішування сталі в кристалізаторі МБЛЗ [Н.И. Тарасевич, С.Г. Мельник, Р.Я. Якобше и др. Технология производства конвертерной стали с полиреагентным рафинированием. Киев, 2010. С. 178, Рис. 6.2], важливими вузлами якої є кристалізатор, занурена в кристалізатор вогнетривка труба з механізмом її переміщення, та система для циклічного підводу інертного газу в порожнину труби під тиском та стравлювання його. Газоімпульсне перемішування металу в кристалізаторі відбувається внаслідок циклічного виштовхування з порожнини, зануреної в метал вогнетривкої труби, порції металу завдяки нагнітанню в порожнину труби інертного газу, наприклад, аргону і випусканню його. Такий пристрій малоефективний тому, що період стравлювання газу і витримки для підйому меніска в порожнині зануреної труби досить тривалий, тому частота циклів не перевищує 50-60 циклів за хвилину. Застосування такої установки вимагає додаткових витрат вогнетривів, а через обмежену площу меніску металу в кристалізаторі застосування її при литті сортових заготовок унеможливлено. Найближчим аналогом до корисної моделі є пристрій для безперервного лиття металу, описаний в патенті RU 2011470, МПК B22D 11/00 на спосіб безперервного розливання металу, який містить, зокрема, проміжний ківш (промківш), кристалізатор, заповнений металом, занурений у метал, вогнетривкий стакан, який верхньою частиною притиснутий до випускного отвору промковша, та газопровід з пристроями впускання та випускання інертного газу, що вмонтований в отворах верхньої частини стакана і з'єднаний з джерелом інертного газу. Регулювання необхідної порції металу, виштовхуваної зі стакана, здійснюють зміною дози газу, що подається в порожнину зануреного стакана. При цьому, газ інтенсивно заповнює порожнину зануреного стакана, тисне на площу рідкого металу і витісняє метал із стакана, для чого в системі необхідно підтримувати значний тиск. Після вирівнювання тиску газ з порожнини стакана видаляється в атмосферу. За час видалення газу метал із проміжного ковша заповнює стакан. Цикл повторюється. Занурений стакан виготовляють, зазвичай, з вогнетривких матеріалів, таких як кераміка, графіт і таке інше, тому в разі циклічності навантаження впускного і випускного отворів, які виконують безпосередньо в стінках стакана, під дією зміни тиску газу та від перебігу впливу температури металу, конструктивний матеріал вогнетривкого стакана через свою крихкість передчасно руйнується. Особливо важко відбувається зміна стакана в процесі безперервного розливання металу на МБЛЗ. Задачею корисної моделі є створення пристрою для безперервного лиття металу, який забезпечить підвищення надійності і працездатності МБЛЗ, на яких застосовують газоімпульсне перемішування металу в кристалізаторі, за рахунок усунення передчасної руйнації вогнетривких занурюваних стаканів. Поставлена задача вирішується тим, що в пристрої для безперервного лиття металу, до складу якого входять проміжний ківш, кристалізатор, вогнетривкий стакан, занурений у кристалізатор, та газопровід з пристроями впускання та випускання інертного газу, з'єднаний з джерелом інертного газу, згідно з винаходом, проміжний ківш додатково оснащений фланцем, в тілі якого розташовано газопровід та виконано гніздо для фіксованого підведення верхньої частини зануреного у кристалізатор стакана, і який розташований навколо стакана для випуску метала із промковша з утворенням каналу для розподілу газу в зануреному стакані, порожнина якого сполучається з каналом і з випускним стаканом промковша. Відмітні ознаки пристрою скеровані на надійний тривалий термін використання занурюваного у кристалізатор стакана за рахунок того, що система для подачі і випуску інертного газу розміщена у фланці, стакан виконується цільним і його звільнено від циклічних навантажень. Корисна модель пояснюється кресленням, де зображена схема пристрою для безперервного лиття металу. Пристрій має проміжний ківш 1 з випускним стаканом 2, через який до кристалізатору 3 надходить струмінь металу 4. До дна проміжного ковша 1 прикріплений фланець 5, в тілі якого виконано газопровід з камерою 6 і системою отворів 7 для рівномірної подачі і випуску інертного 1 UA 83140 U 5 10 15 20 25 газу. Штуцери 8 з'єднують газопровід з джерелом інертного газу і з атмосферою. У кристалізатор 3 занурено вогнетривкий стакан 9, верхня частина якого розміщена у гнізді 10 фланця 5 та притиснута до фланця через ущільнюючу прокладку 11. Порожнина зануреного стакана 9 сполучається з випускним стаканом 2 промковша 1 та каналом 12 для розподілу газу, що надходить з газопроводу. Щоб утримувати стакан 9 в потрібному положенні пристрій оснащено механізмом 13 для його притискання і підтримування. Запропонований пристрій працює наступним чином. Рідкий метал подають з проміжного ковша 1 в кристалізатор 3 через занурений в нього вогнетривкий стакан 9 і проводять газоімпульсне перемішування металу в кристалізаторі періодичним наповненням газом зануреного стакана і витисненням металу з нього під тиском газу. З цією метою, в процесі безперервного розливання металу при досягненні необхідного рівня металу в кристалізаторі 3 включають механізм витягування заготовки і механізм газоімпульсного перемішування. Через впускний газопровід в порожнину стакана 9 нагнітають аргон, при цьому тиск в порожнині зануреного стакана повинен піднятись до рівня, щоб компенсувати гідростатичний тиск циклічно виштовхуваної порції металу висотою h. Вхід аргону в кристалізатор припиняють. Після виштовхування заданої порції металу впускний газопровід закривають і відкривають випускний. Рівень металу в порожнині зануреного стакана 9 піднімається до попереднього рівня за рахунок зміни тиску і надходження металу з ковша. Цикл повторюється. При безперервному литті слябів з газоімпульсним перемішуванням металу в кристалізаторі МБЛЗ доцільно використовувати глуходонний занурений стакан з боковими отворами для підводу металу в кристалізатор, а при сортових відливаннях - бездонний стакан. Пристосований до промковша фланець не перешкоджає роботі пристрою при застосуванні зануреного стакана без газоімпульсного перемішування. Запропонована корисна модель для безперервного лиття металу дозволяє підвищити надійність і працездатність МБЛЗ, а також сприяє унеможливленню процесу вторинного окислення струменя металу, який поступає з промковша. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Пристрій для безперервного лиття металу, що містить проміжний ківш, кристалізатор, вогнетривкий стакан, занурений у кристалізатор, та газопровід з пристроями впускання та випускання інертного газу, з'єднаний з джерелом інертного газу, який відрізняється тим, що проміжний ківш додатково оснащений фланцем, в тілі якого розміщено газопровід та виконано гніздо для фіксованого підведення верхньої частини зануреного у кристалізатор стакана, і який розташований навколо стакану для випуску метала із промковша з утворенням каналу для розподілу газу в зануреному стакані, порожнина якого сполучається з каналом і з випускним стаканом промковша. 2 UA 83140 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for continuous metal casting
Автори англійськоюYakobshe Rishard Yakubovych, Zdokhnenko Volodymyr Vasyliovych, Naidek Volodymyr Leontiiovych, Nohovitsyn Oleksii Volodymyrovych, Baranova Valentyna Mykytivna, Nosochenko Oleh Vasyliovych
Назва патенту російськоюУстройство для непрерывного литья металла
Автори російськоюЯкобше Ришард Якубович, Здохненко Владимир Васильевич, Найдек Владимир Леонтьевич, Ноговицин Алексей Владимирович, Баранова Валентина Никитична, Носоченко Олег Васильевич
МПК / Мітки
МПК: B22D 11/00, B22D 11/14
Мітки: безперервного, металу, лиття, пристрій
Код посилання
<a href="https://ua.patents.su/5-83140-pristrijj-dlya-bezperervnogo-littya-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для безперервного лиття металу</a>
Пристрій для вимірювання і регулювання рідкої фази металу в кристалізаторі машин безперервного лиття заготовок
Номер патенту: 21625
Опубліковано: 15.03.2007
Автори: Козловський Віктор Семенович, Климанчук Владислав Владиславович, Івашина Володимир Володимирович, Токій Анатолій Миколайович, Сидоров Сергій Михайлович, Малишев Віталій Олександрович, Остапенко Сергій Дмитрович, Русецький Ігор Анатолійович, МАКІЄНКО Володимир Григорович, Ларіонов Олександр Олексійович, Мельник Микола Іванович
МПК: C21D 11/00, G05G 15/00
Мітки: заготовок, рідкої, кристалізаторі, металу, фазі, лиття, безперервного, пристрій, машин, вимірювання, регулювання
Формула / Реферат:
Пристрій для вимірювання і регулювання рівня рідкої фази металу в кристалізаторі машин безперервного лиття заготовок, що містить струмовихровий датчик рівня рідкої фази металу, прецизійний шарнірний механізм його позиціювання в кристалізаторі, вимірювальну, перетворювальну апаратуру та апаратуру керування приводом стопора, який відрізняється тим, що струмовихровий датчик рівня рідкої фази металу виконаний з трьох мідних обмоток, дві з яких...
Установка безперервного лиття металу
Номер патенту: 1278
Опубліковано: 17.06.2002
Автори: КРАВЦОВ Владлен Васильович, Купін Володимир Миколайович
МПК: B22D 11/16
Мітки: металу, безперервного, лиття, установка
Формула / Реферат:
Установка безперервного лиття металу, що включає металоприймач, з'єднаний з кристалізатором, пристрій нагрівання рідкого металу в металоприймачі, підключений до керованої системи підведення електричного струму, який відрізняється тим, що пристрій нагрівання рідкого металу в металоприймачі виконаний у вигляді трьох електродів з вузлами підведення електричного струму, електроди установлені вертикально по периметру металоприймача з можливістю...
Спосіб запобігання заростанню живильного стакана для безперервного лиття заготовок
Номер патенту: 66905
Опубліковано: 15.06.2004
Автори: Купін Володимир Миколайович, КРАВЦОВ Владлен Васильович
МПК: B22D 41/50, B22D 11/10
Мітки: живильного, запобігання, безперервного, заростанню, заготовок, стакана, лиття, спосіб
Формула / Реферат:
1. Спосіб запобігання заростанню живильного стакана для безперервного лиття заготовок, який відрізняється тим, що запобігання заростанню живильного стакана виконують шляхом періодичної зворотної подачі заготовки до виходу її за межі живильного стакана з боку надходження в живильний стакан розплавленого металу.2. Спосіб за п. 1, який відрізняється тим, що зворотну подачу заготовки виконують в імпульсному режимі з частотою імпульсів в...
Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення
Номер патенту: 46886
Опубліковано: 17.06.2002
Автори: Капотості Ромео, Хохенбіхлер Геральд, Пелліссетті Стефано, Тонеллі Ріккардо
МПК: B22D 11/06
Мітки: здійснення, процесі, спосіб, безперервного, кисню, пристрій, контакту, запобігання, розплавом, металу, лиття
Формула / Реферат:
1. Спосіб запобігання контакту кисню з розплавом металу (20) в процесі безперервного лиття двовалковим способом, в якому розплав металу (20) входить в ливарну камеру, обмежену стінками (1, 2, 13), і виходить з камери у вигляді струменя, де кисень, який прагне увійти через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), бере участь в горінні з утворенням з'єднання, яке не надає шкідливого впливу на розплав металу (20),...
Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення
Номер патенту: 48296
Опубліковано: 15.08.2002
Автори: Пелліссетті Стефано, Хохенбіхлер Геральд, Капотості Ромео, Гуасто Гуісеппе
МПК: B22D 11/06
Мітки: пристрій, здійснення, процесі, металу, спосіб, запобігання, лиття, безперервного, контакту, кисню, розплавом
Формула / Реферат:
1. Спосіб запобігання контакту кисню з розплавом металу (20) в процесі безперервного лиття, в якому розплав металу (20) вводять в ливарну камеру, обмежену стінками (1, 2, 13), і виводять з камери у вигляді струменя, який відрізняється тим, що кисень, який прагне проникнути через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), видаляють відсмоктуванням.2. Спосіб за п. 1, який відрізняється тим, що видалення...
Попередній патент: Ствол нарізної вогнепальної зброї
Наступний патент: Пристрій для зменшення енергії горизонтального потоку урагану
Випадковий патент: Машина для очищення шахтних водозбірників