Спосіб виготовлення замкнутого каната за допомогою зрощення, відповідний канат і його застосування
Номер патенту: 111041
Опубліковано: 10.03.2016
Автори: Кута Бенжамен, Куртбра Марк, Барон П'єр-Франсуа
Формула / Реферат
1. Спосіб виготовлення замкнутого каната, що містить сердечник і спіральні обмотані навколо нього металеві пасма, який відрізняється тим, що сполучають два кінці каната в областях зрощення, утворюють вузли зрощення на кінцях кожного пасма, які вставляють всередину каната після локального видалення сердечника, при цьому кожну область зрощення заформовують полімером.
2. Спосіб за п. 1, який відрізняється тим, що при заформовуванні верхня частина пасм не покривається полімером.
3. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що перед заформовуванням в кожній області зрощення рівномірно розподіляють наявний зазор між пасмами.
4. Спосіб за п. 3, який відрізняється тим, що зазор розподіляють за допомогою вставки прокладок між кожним пасмом.
5. Спосіб за п. 4, який відрізняється тим, що прокладки мають зовнішню поверхню, що утримує полімер в необхідному положенні після заформовування.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що кінці пасм, що вставляються в місцеположення сердечника, з кожного боку вузлів зрощення укорочують для утворення вільного об'єму між кінцями і сердечником, при цьому після вставляння кінців всередину каната, вільний об'єм заповнюють полімером при заформовуванні.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що заформовування виконують з використанням двокомпонентного термотужавіючого полімеру.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що заформовування виконують з використанням прес-форми з циліндровим внутрішнім об'ємом.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що кінці пасм заформовують полімером до їх вставки всередину каната.
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що канат включає цілісний сердечник, що містить центральне ядро і рівномірно розподілені ребра, між якими вставлені пасма, при цьому заформовування областей зрощення забезпечує відновлення ребер в областях зрощення.
11. Спосіб виготовлення замкнутого каната, що містить сердечник і спіральні обмотані навколо нього металеві пасма, який відрізняється тим, що сполучають два кінці каната в областях зрощення, утворюють вузли зрощення на кінцях кожного пасма, які вставляють всередину каната після локального видалення сердечника, при цьому кінці пасм заформовують полімером до вставки їх всередину каната.
12. Замкнутий канат, отриманий способом за будь-яким з пп. 1-11.
13. Застосування каната за п. 12 як тяговий або несучо-тяговий канат.
Текст
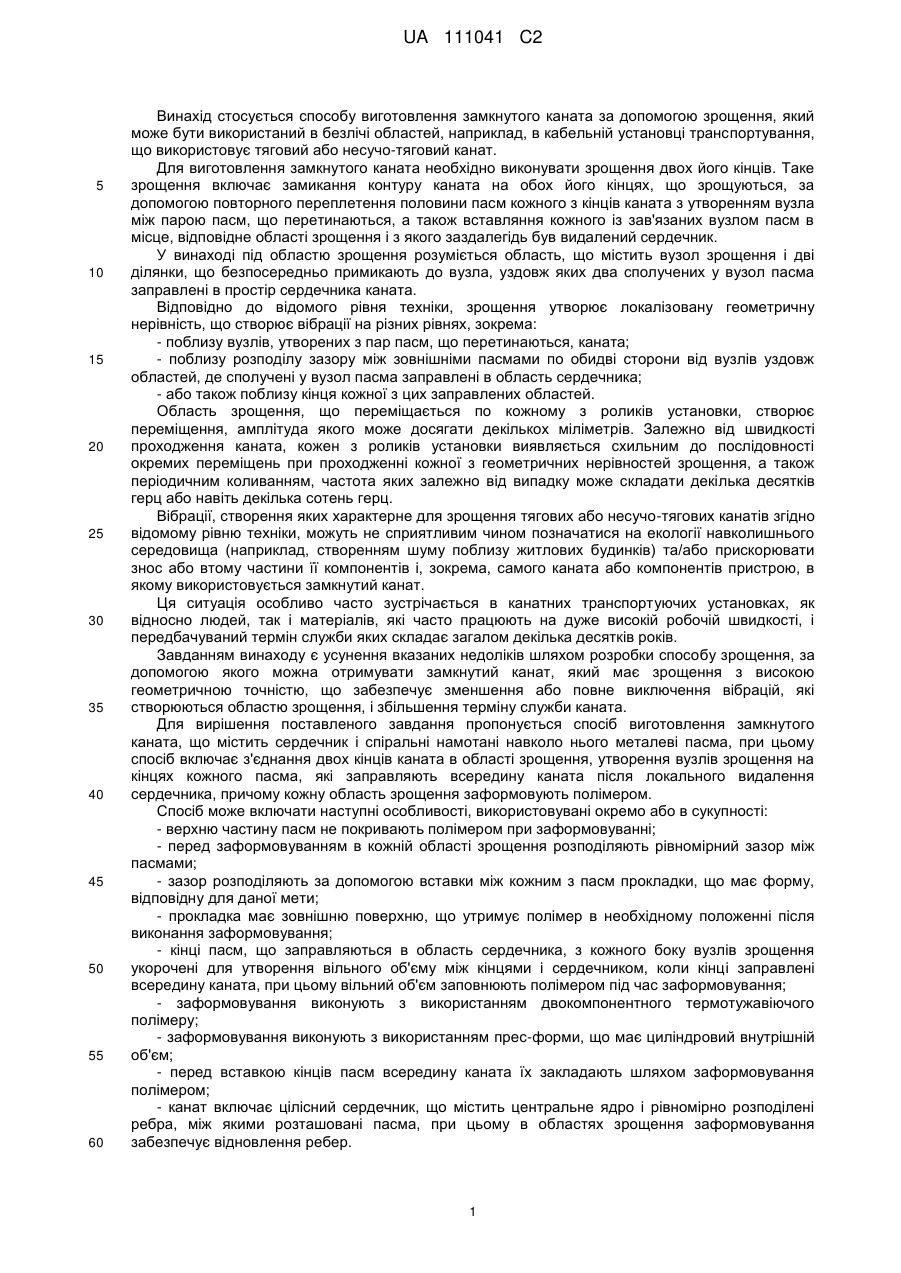
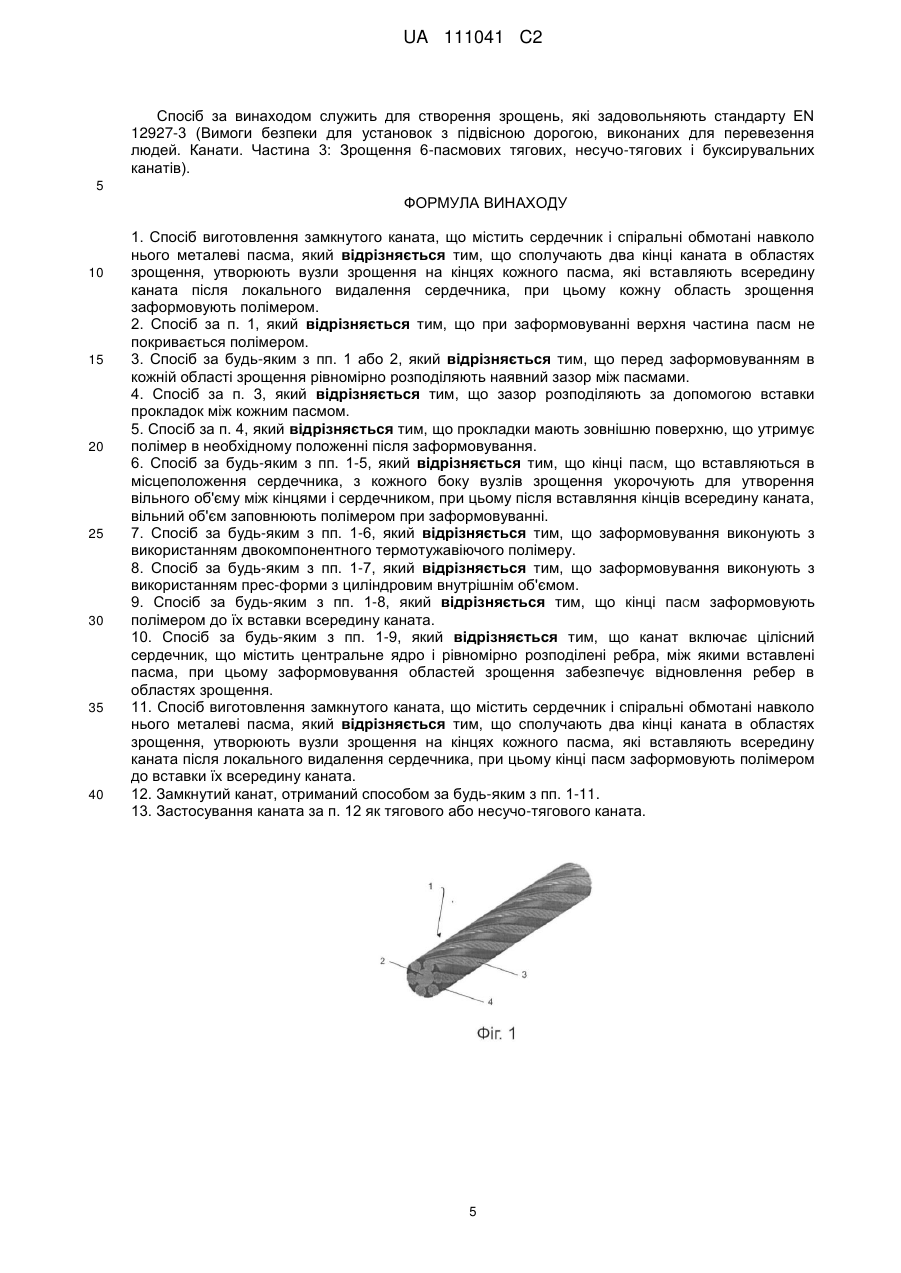
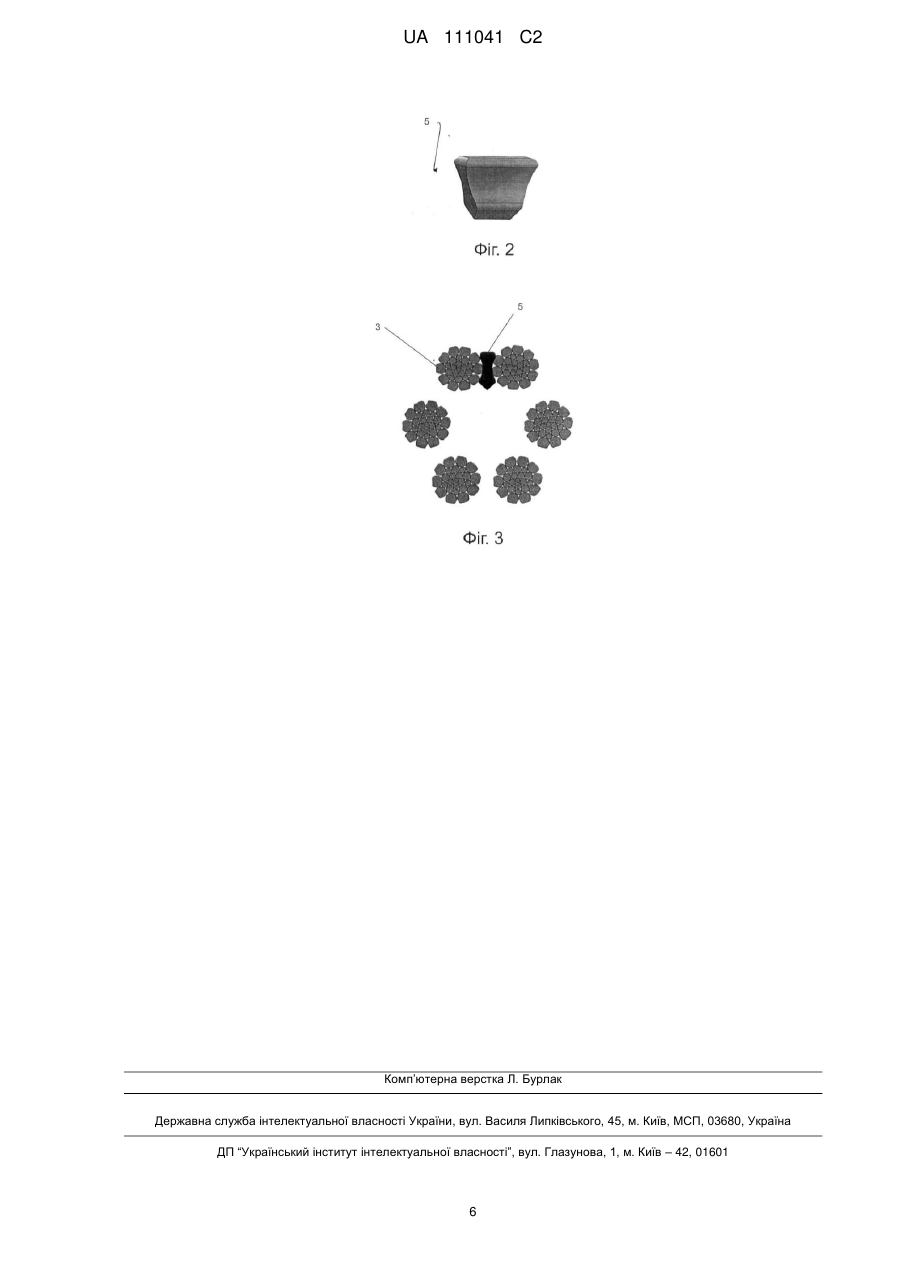
Реферат: Винахід стосується способу виготовлення замкнутого каната, що містить сердечник і спіральні обмотані навколо нього металеві пасма, при цьому спосіб включає з'єднання двох кінців каната в областях зрощення, утворення вузла зрощення на кінцях кожного пасма, які вставляють всередину каната після локального видалення сердечника, при цьому кожну область зрощення заформовують полімером. Винахід також стосується способу виготовлення замкнутого каната, в якому кінці пасм заформовують полімером до їх вставки всередину каната. Винахід також стосується замкнутого каната, отриманого згідно з винаходом, і його застосування як тягового або несучо-тягового каната. UA 111041 C2 (12) UA 111041 C2 UA 111041 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу виготовлення замкнутого каната за допомогою зрощення, який може бути використаний в безлічі областей, наприклад, в кабельній установці транспортування, що використовує тяговий або несучо-тяговий канат. Для виготовлення замкнутого каната необхідно виконувати зрощення двох його кінців. Таке зрощення включає замикання контуру каната на обох його кінцях, що зрощуються, за допомогою повторного переплетення половини пасм кожного з кінців каната з утворенням вузла між парою пасм, що перетинаються, а також вставляння кожного із зав'язаних вузлом пасм в місце, відповідне області зрощення і з якого заздалегідь був видалений сердечник. У винаході під областю зрощення розуміється область, що містить вузол зрощення і дві ділянки, що безпосередньо примикають до вузла, уздовж яких два сполучених у вузол пасма заправлені в простір сердечника каната. Відповідно до відомого рівня техніки, зрощення утворює локалізовану геометричну нерівність, що створює вібрації на різних рівнях, зокрема: - поблизу вузлів, утворених з пар пасм, що перетинаються, каната; - поблизу розподілу зазору між зовнішніми пасмами по обидві сторони від вузлів уздовж областей, де сполучені у вузол пасма заправлені в область сердечника; - або також поблизу кінця кожної з цих заправлених областей. Область зрощення, що переміщається по кожному з роликів установки, створює переміщення, амплітуда якого може досягати декількох міліметрів. Залежно від швидкості проходження каната, кожен з роликів установки виявляється схильним до послідовності окремих переміщень при проходженні кожної з геометричних нерівностей зрощення, а також періодичним коливанням, частота яких залежно від випадку може складати декілька десятків герц або навіть декілька сотень герц. Вібрації, створення яких характерне для зрощення тягових або несучо-тягових канатів згідно відомому рівню техніки, можуть не сприятливим чином позначатися на екології навколишнього середовища (наприклад, створенням шуму поблизу житлових будинків) та/або прискорювати знос або втому частини її компонентів і, зокрема, самого каната або компонентів пристрою, в якому використовується замкнутий канат. Ця ситуація особливо часто зустрічається в канатних транспортуючих установках, як відносно людей, так і матеріалів, які часто працюють на дуже високій робочій швидкості, і передбачуваний термін служби яких складає загалом декілька десятків років. Завданням винаходу є усунення вказаних недоліків шляхом розробки способу зрощення, за допомогою якого можна отримувати замкнутий канат, який має зрощення з високою геометричною точністю, що забезпечує зменшення або повне виключення вібрацій, які створюються областю зрощення, і збільшення терміну служби каната. Для вирішення поставленого завдання пропонується спосіб виготовлення замкнутого каната, що містить сердечник і спіральні намотані навколо нього металеві пасма, при цьому спосіб включає з'єднання двох кінців каната в області зрощення, утворення вузлів зрощення на кінцях кожного пасма, які заправляють всередину каната після локального видалення сердечника, причому кожну область зрощення заформовують полімером. Спосіб може включати наступні особливості, використовувані окремо або в сукупності: - верхню частину пасм не покривають полімером при заформовуванні; - перед заформовуванням в кожній області зрощення розподіляють рівномірний зазор між пасмами; - зазор розподіляють за допомогою вставки між кожним з пасм прокладки, що має форму, відповідну для даної мети; - прокладка має зовнішню поверхню, що утримує полімер в необхідному положенні після виконання заформовування; - кінці пасм, що заправляються в область сердечника, з кожного боку вузлів зрощення укорочені для утворення вільного об'єму між кінцями і сердечником, коли кінці заправлені всередину каната, при цьому вільний об'єм заповнюють полімером під час заформовування; - заформовування виконують з використанням двокомпонентного термотужавіючого полімеру; - заформовування виконують з використанням прес-форми, що має циліндровий внутрішній об'єм; - перед вставкою кінців пасм всередину каната їх закладають шляхом заформовування полімером; - канат включає цілісний сердечник, що містить центральне ядро і рівномірно розподілені ребра, між якими розташовані пасма, при цьому в областях зрощення заформовування забезпечує відновлення ребер. 1 UA 111041 C2 5 10 15 20 25 30 35 40 45 50 55 60 Іншим об'єктом винаходу є спосіб виготовлення замкнутого каната, що містить сердечник і спіральні намотані навколо нього металеві пасма, при цьому спосіб включає з'єднання двох кінців каната в області зрощення, утворення вузлів зрощення на кінцях кожного пасма, які заправляють всередину каната після локального видалення сердечника, причому до вставки пасм всередину каната, їх кінці заформовують полімером. Інший об'єкт винаходу стосується замкнутого каната, отриманого відповідно до винаходу. Інший об'єкт винаходу стосується застосування замкнутого каната за винаходом як тяговий або несучо-тягового канат. Нижче приведений докладний опис прикладу здійснення винаходу з посиланнями на креслення, на яких: на Фіг. 1 показаний канат до зрощення, вигляд в перспективі; на Фіг. 2 показана прокладка для розподілу зазору, вигляд в перспективі; на Фіг. 3 показаний канат з прокладкою для розподілу зазору, схематичний вигляд в поперечному перерізі. Спосіб виготовлення замкнутого каната згідно винаходу може використовуватися для зрощення тягового каната, що містить цілісний сердечник, що несе декілька зовнішніх пасм, утворених із сталевого дроту, причому кількість пасм найчастіше рівна шести, виготовлених відповідно до заявки PCT/FR12/000152. Замкнутий контур є нескінченним контуром, отриманим зрощенням одного кінця каната з іншим кінцем того ж каната, причому кінці каната розташовані напроти один одного. Вказане не розповсюджується на канати, що мають замкнутий контур на кінці, такі як стропи. Зрощення включає з'єднання двох кінців каната шляхом заміни в кожному з них, у разі парного числа пасм, половини пасм одного кінця на пасмі іншого кінця і навпаки, і вставки кінця пасма всередину каната в області, де сердечник був заздалегідь видалений, після того, як між кожною парою пасм, що перетинаються, був виконаний вузол. У разі непарного числа пасм один з кінців каната повинен бути сполучений великою кількістю пасм, чим інший, причому дві пасма, замінені в кожному з кінців, відповідають двом послідовним цілим числам, що мають значення, рівне половині кількості пасм в канаті. За рахунок виконання вузлів між парами пасм, що перетинаються, і у меншій мірі за рахунок заправки сполучених у вузол пасм всередину каната створюються різні більш менш локалізовані збільшення діаметру, які можуть досягати до 10% від номінального діаметру каната, причому поточний стан рівня техніки вимагає, щоб це значення не було перевищене. Повна операція зрощення, в цілому, вимагає приблизно 10 операторів. Виготовлення замкнутого каната зрощенням традиційно починається з приготування двох областей каната, що вимагають з'єднання, шляхом переплетення кожного з кінців. Переплетення виконують за допомогою металевих проводів, розміщених відповідно в середині попередньої розрахованої довжини області зрощення для точного розміщення області для з'єднання двох кінців каната. Фахівець в даній області техніки знає, як визначати цю довжину на підставі діаметру каната. Для підйомних засобів загальна довжина зрощення дорівнює 1200 номінальним діаметрам каната. Таким чином, для діаметру каната 54 мм загальна довжина зрощення рівна близько 65 м. Як тільки переплетення виконане, виконують стиковку двох кінців каната поверх однієї або більш за обмоток каната, і далі в область стиковки поміщають м'яку губку для того, щоб виключати будь-яке переміщення двох кінців каната під час зрощення; видаляють два переплітаючі хомути, і з кожного кінця каната розмотують пасмо, замінюючи її пересічним пасмом іншого кінця каната і прибирають в положення, вибране оператором, що зрощує канат, для положення кожного вузла – для обох кінців каната – і далі кінець кожного пасма випрямляють уздовж довжини, призначеної для заправки в положення сердечника. Кожне з пасм, що перетинаються, сполучають у вузол з пересічним пасмом, що приходить від іншого кінця каната для того, щоб утворювати стільки вузлів зрощення, скільки пересічних пар пасм. Оскільки кожен вузол розташований в декількох метрах від довколишнього вузла, при їх розташуванні по всій довжині важливим є точне їх позиціонування на основі заздалегідь вибраних позицій. По обидві сторони від кожного з зрощених вузлів кожен з кінців пасма заправляється всередину каната, де він займають положення сердечника, який був навмисно заздалегідь видалений уздовж відповідної ділянки каната. Для того, щоб зовнішні пасма мали хорошу опору, пасма, заправлені в положення сердечника, повинні бути покриті обробкою, що полягає, як правило, з проклеєного текстильного матеріалу. Як показано на Фіг. 1, канат 1 включає цілісний сердечник 2 з шістьма ребрами 4, між якими 2 UA 111041 C2 5 10 15 20 25 30 35 40 45 50 55 60 розташовано шість пасм 3. Пасма 3 можуть складатися з комплекту проволікав різних діаметрів, спіральних обмотаних навколо центрального дроту. Переважно вони є металевими, переважніше, сталевими. Центральна частина сердечника каната може бути виконана у вигляді пасма, що складається з комплекту проволікав різних діаметрів, спіральних обмотаних навколо центрального дроту. Він також переважно є металевими, переважніше, сталевим. Крім того, сердечник каната може мати розташовані в нім подовжньо металеві або неметалічні волокна. Канат 1 має на кінці по суті циліндрову зовнішню поверхню для мінімізації вібрацій і шуму, що створюються при проходженні каната по направляючих роликах і різних елементах пристрою, в якому він використовується. За рахунок використання сердечника 2 і ребер 4 міжцентрова відстань між суміжними пасмами 3, опиняється більше в цьому типі каната, ніж в тяговому або несучо-тяговому канаті з традиційною конструкцією згідно відомому рівню техніки. Отже, в однаковому металевому профілі діаметр стандартної частини каната 1 виявляється трохи більше, ніж той же діаметр тягового або несучо-тягового каната з традиційною конструкцією, що дозволяє, коли контур знаходиться під напругою і всупереч тому, що можливо при виконанні зрощення на тяговому або несучо-тяговому канаті з традиційної конструкції, отримувати в готових вузлах між попарно пересічними пасмами діаметр, який близький або навіть дорівнює діаметру каната під напругою за межами області зрощення. Для додаткового поліпшення геометричної точності зрощення додають етап заформовування кожної області зрощення полімером, наприклад двокомпонентним термотужавіючим полімером, таким як відповідний поліуретан. Також може використовуватися формування навколо кожного пасма, що заправляється на протилежних сторонах вузлів, що виконуються попарно між пересічними пасмами. Вказані вище операції можуть використовуватися окремо або разом, зокрема, заформовування кожним з пасм, що заправляються, може переважно використовуватися під час зрощення тягових або несучотягових канатів згідно відомому рівню техніки. За рахунок заформовування кожної області зрощення може бути досягнута максимально можлива циліндрова поверхня по всій довжині області зрощення, що покращує геометричну точність каната і таким чином його робочі характеристики. За рахунок заформовування області зрощення ребра 4 в цих областях можуть бути максимально відтворені для отримання циліндрової поверхні виробу, тим самим досягаючи геометрії області зрощення схожою або максимально близькою до геометрії каната на його стандартній частині. У переважному варіанті виконання область зрощення частково заформовують так, що верхня ділянка пасм не покривається полімером, що виключає збільшення діаметру області зрощення. У переважному варіанті виконання в кожній з областей зрощення, де кожне з попарно схрещених пасм заправляють в місцеположення заздалегідь видаленого сердечника, після виконання відповідного вузла, рівномірно розподіляють зазор між суміжними пасмами до початку заформовування областей зрощення. Рівномірний зазор може бути утворений уздовж кожної з областей зрощення за допомогою розташування прокладок між двома пасмами на однакових інтервалах і настільки близько один до одного, наскільки це необхідно, або прокладок 5 з подвійною виїмкою (Фіг. 2, 3). Наприклад, прокладки можуть бути вставлені на кожних 10 – 25 см. Прокладки 5 можуть містити наступні функціональні частини: - подвійну фаску на нижній частині, що забезпечує зручність і простоту установки прокладки між суміжними пасмами, що розділяються, і - звуження на кожній стороні в середній частині, необхідне для прийому одного з двох суміжних пасм, що розділяються, і для здавлення прокладки між двома суміжними пасмами. У переважному варіанті виконання прокладки 5 можуть додатково містити два похилі кінці, що мають трапецеїдальну форму на вигляді збоку, причому менший розмір розташований на стороні подвійної фаски так, що кожна з прокладок утворює з'єднання «ластівчин хвіст» для утримання заформовування областей зрощення. Прокладки виготовлені з матеріалу, який є достатньо твердим і стійким з часом, наприклад з металів, які є не такими твердими, як сталевий дріт, твірна каната, або з полімерів, незалежно від того, полягають вони чи ні з наповнювача, призначеного для збільшення міцності на стискування та/або зносостійкості або інші характеристика для додання ним змащувальних властивостей. Більш того, у відомому рівні техніки кожне з пасм, що заправляються, ріжеться на необхідну довжину до повної заправки так, щоб підходити максимально точно при заправці в необхідне 3 UA 111041 C2 5 10 15 20 25 30 35 40 45 50 55 60 місцеположення заздалегідь видаленого сердечника, і утворювати контакт в подовжньому напрямі з ділянкою сердечника, що залишився по довжині кабелю і суміжного із заправленою областю. Проте, не дивлячись на всі зусилля, прикладені для забезпечення точності розрізання пасма, що заправляється, на необхідну довжину, дуже важко відрізувати точну необхідну довжину, при цьому при відрізанні пасма із зайвою довжиною спостерігається потовщення під час розміщення пасма, або якщо вона відрізується дуже короткою, виникає недолік опори для зовнішніх пасм на довжині, яка може досягати декількох міліметрів, що приводить до локалізованого зменшення діаметру каната, крім того більш менш жорсткий контакт між суміжними зовнішніми витками може приводити до дострокової появи різних пошкоджень дроту в даній області. У переважному варіанті виконання пасма, що заправляються, розрізають на вибір на трохи більш коротку довжину, наприклад, на декілька міліметрів, в порівнянні з простором, доступним для заправки їх в необхідне місцеположення заздалегідь видаленого сердечника. Невеликий об'єм, що вивільняється таким чином, на кінці заправленого пасма є легко доступним для його повного заповнення полімером при заформовуванні відповідної області зрощення, що служить для отримання оптимальної опори для зовнішніх пасм поблизу кінця пасма, заправленого в необхідне положення сердечника. Більш того, в іншому переважному варіанті виконання етап закладення кінців пасм може бути значно покращений в порівнянні з відомим рівнем техніки за рахунок розміщення спеціальної обробки навколо кожного з пасм, що заправляються на обох сторонах вузлів, що виконуються між попарно перехрещеними пасмами. Спеціальну обробку отримують наформовуванням відповідного матеріалу поверх кожного пасма. З цією метою можуть бути спеціально використані двокомпонентні термотужавіючі полімери, наприклад, відповідної якості поліуретан, текучість яких до установки повинна бути достатньої для безперешкодного заповнення форми, яка стягується навколо всієї довжини пасма, що закладається. Додатково, матеріал, використовуваний для заформовування, повинен мати твердість і кінцеву механічну міцність для витримки тиску з часом, прикладеного пасмами, що впливають на наформовану обробку, після виконання зрощення. Незалежно від того, яка прес-форма використовується – для областей зрощення або для наформовування обробки, використовувані прес-форми можуть мати одну або декілька частин. Прес-форма може бути виконана, наприклад, у вигляді розташованих напроти один одного лотків, що мають бічні і кінцеві фланці, що забезпечують жорстке з'єднання частин для утворення прес-форми з одним циліндровим внутрішнім об'ємом, і які переважно утворюватимуть циліндровий внутрішній об'єм. Полімерні матеріали, використовувані для заформовування, можуть бути двокомпонентними термотужавіючими полімерами, такими як відповідної якості поліуретан. У верхній частині прес-форми можуть бути виконані отвори для заливки рідкого полімеру. Прес-форма може містити нагріваючу систему, призначену для прискорення згущування і затвердіння двокомпонентних термотужавіючих полімерів, які можуть бути використані для описаних вище типів заформовування. Нагріваюча система може бути виконана як єдине ціле з прес-формою або може бути іншим чином розміщена навколо форми. Прес-форми для заформовування пасм, що вставляються в необхідне місцеположення сердечника, переважно містять шпильки або виступи для центрування заформовуваного пасма і забезпечення концентричності заформовування. Прес-форми для заформовування областей зрощення можуть мати еластичний матеріал (наприклад, полімером з придатною твердістю), що забезпечує притиснення під час протікання полімеру для заформовування, і що контактує з кожним зовнішнім пасмом каната із забезпеченням їх незначного виступання з наформовуваного матеріалу. Замкнутий канат відповідно до винаходу конкретніше призначений для використання як тільки тяговий або несучо-тягового канат в установці для переміщення людей за допомогою канатів, наприклад гондольному підйомнику або повітряно-канатній дорозі. Окрім вказаного застосування замкнутий канат може бути використаний в багатьох інших установках, наприклад, в міській транспортній системі. Хоча спосіб за винаходом проілюстрований переважно з використанням каната, описаного в заявці PCT/FR12/000152, він також може бути використаний при зрощенні інших типів тягових або несучо-тягових канатів, а також може бути використаний для збільшення терміну служби канатів, отриманих у такий спосіб, при цьому забезпечується зменшення неминучих геометричних нерівностей зрощення. 4 UA 111041 C2 Спосіб за винаходом служить для створення зрощень, які задовольняють стандарту EN 12927-3 (Вимоги безпеки для установок з підвісною дорогою, виконаних для перевезення людей. Канати. Частина 3: Зрощення 6-пасмових тягових, несучо-тягових і буксирувальних канатів). 5 ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 1. Спосіб виготовлення замкнутого каната, що містить сердечник і спіральні обмотані навколо нього металеві пасма, який відрізняється тим, що сполучають два кінці каната в областях зрощення, утворюють вузли зрощення на кінцях кожного пасма, які вставляють всередину каната після локального видалення сердечника, при цьому кожну область зрощення заформовують полімером. 2. Спосіб за п. 1, який відрізняється тим, що при заформовуванні верхня частина пасм не покривається полімером. 3. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що перед заформовуванням в кожній області зрощення рівномірно розподіляють наявний зазор між пасмами. 4. Спосіб за п. 3, який відрізняється тим, що зазор розподіляють за допомогою вставки прокладок між кожним пасмом. 5. Спосіб за п. 4, який відрізняється тим, що прокладки мають зовнішню поверхню, що утримує полімер в необхідному положенні після заформовування. 6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що кінці пасм, що вставляються в місцеположення сердечника, з кожного боку вузлів зрощення укорочують для утворення вільного об'єму між кінцями і сердечником, при цьому після вставляння кінців всередину каната, вільний об'єм заповнюють полімером при заформовуванні. 7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що заформовування виконують з використанням двокомпонентного термотужавіючого полімеру. 8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що заформовування виконують з використанням прес-форми з циліндровим внутрішнім об'ємом. 9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що кінці пасм заформовують полімером до їх вставки всередину каната. 10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що канат включає цілісний сердечник, що містить центральне ядро і рівномірно розподілені ребра, між якими вставлені пасма, при цьому заформовування областей зрощення забезпечує відновлення ребер в областях зрощення. 11. Спосіб виготовлення замкнутого каната, що містить сердечник і спіральні обмотані навколо нього металеві пасма, який відрізняється тим, що сполучають два кінці каната в областях зрощення, утворюють вузли зрощення на кінцях кожного пасма, які вставляють всередину каната після локального видалення сердечника, при цьому кінці пасм заформовують полімером до вставки їх всередину каната. 12. Замкнутий канат, отриманий способом за будь-яким з пп. 1-11. 13. Застосування каната за п. 12 як тягового або несучо-тягового каната. 5 UA 111041 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing a closed-loop cable by splicing, corresponding cable and usage thereof
Автори англійськоюCoutaz, Benjamin, Courtebras, Marc, Baron, Pierre-Francois
Автори російськоюКута Бенжамэн, Куртбра Марк, Барон Пьер-Франсуа
МПК / Мітки
Мітки: спосіб, застосування, каната, замкнутого, канат, зрощення, допомогою, виготовлення, відповідний
Код посилання
<a href="https://ua.patents.su/8-111041-sposib-vigotovlennya-zamknutogo-kanata-za-dopomogoyu-zroshhennya-vidpovidnijj-kanat-i-jjogo-zastosuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення замкнутого каната за допомогою зрощення, відповідний канат і його застосування</a>
Дротяний канат
Номер патенту: 2120
Опубліковано: 17.11.2003
Автори: Маліновський Валентин Анатолійович, Міщенко Олександр Олександрович, Малявицький Микола Федосійович
МПК: D07B 1/00
Формула / Реферат:
1. Дротяний канат, що складається із звитих по гвинтових лініях зовнішніх дротяних пасм та металевого сердечника, який відрізняється тим, що між зовнішніми пасмами та металевим сердечником є прошарок з більш м'якого матеріалу, ніж матеріал дротів.2. Дротяний канат за п. 1, який відрізняється тим, що прошарок має таку форму поперечного перерізу, яка утворює гвинтові ложементи для кожного зовнішнього пасма та дротів сердечника.
Дротяний канат з осердям або осередковою сталкою та спосіб його виготовлення
Номер патенту: 87977
Опубліковано: 10.09.2009
Автор: Феррет Роланд
Мітки: осердям, канат, сталкою, осередковою, дротяний, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення дротяного каната з осердям або осередковою сталкою, при якому перед звиванням зовнішнього шару сталок на осердя або осередкову сталку наносять прошарок з синтетичного матеріалу, зовнішній шар сталок при звиванні вдавлюють в синтетичний матеріал, а дротяний канат після звивання зовнішнього шару сталок піддають деформуванню, який відрізняється тим, що зовнішній шар сталок при звиванні вдавлюють в синтетичний матеріал вже...
Спосіб виготовлення гумотросового каната та конвеєрної стрічки і пристрій для його здійснення
Номер патенту: 40088
Опубліковано: 16.08.2004
Автори: Ропай Валерій Андрійович, Шидо Микола Миколайович, Савицький Віктор Іванович, Колосов Дмитро Леонідович, Колосов Леонід Вікторович
МПК: F16G 9/00
Мітки: гумотросового, спосіб, конвеєрної, каната, здійснення, пристрій, стрічки, виготовлення
Формула / Реферат:
1. Спосіб виготовлення гумотросового каната та конвеєрної стрічки, що включає розміщення тросів по ширині каната (стрічки), натягання їх, обкладання гумою, вулканізацію гуми, який відрізняється тим, що перед натяганням усі троси піддають витяжці.2. Пристрій для виготовлення гумотросового каната та конвеєрної стрічки, який містить змонтовані послідовно механізми подачі та направляння тросів, натягання тросів, обкладання тросів гумою,...
Захищений від підробки документ та його застосування, захисний елемент, перебивний матеріал, його застосування та спосіб його виготовлення, спосіб виготовлення цінного документа
Номер патенту: 76591
Опубліковано: 15.08.2006
Автор: Хайм Манфред
МПК: G07D 13/00, B42D 15/00
Мітки: виготовлення, підробки, матеріал, спосіб, документа, документ, цінного, захищений, захисний, перебивний, застосування, елемент
Формула / Реферат:
1. Захищений від підробки документ, насамперед цінний папір, такий як банкнота, або напівфабрикат для виготовлення захищеного від підробки документа, що має першу і другу розташовані одна напроти іншої по різні сторони документа поверхні і оснащений захисним елементом (2, 4), який відрізняється тим, що захисний елемент з'єднаний з документом, відповідно з напівфабрикатом, таким чином, що він візуально помітний зі сторони обох його поверхонь і...
Тяговий канат

Номер патенту: 59391
Опубліковано: 15.09.2003
Автор: де Ангеліс Клаудіо
Формула / Реферат:
1. Тяговий канат для приводу за допомогою канатного шківа або канатного барабана, що складається з щонайменше одного внутрішнього і одного зовнішнього концентричного шара, сплетених один з одним несучих синтетичних пасм, а також з однієї, розташованої між внутрішнім шаром пасм і зовнішнім шаром пасм, оточуючої внутрішній шар пасм, що має форму шланга проміжної оболонки, який відрізняється тим, що проміжна оболонка має поверхні, припасовані до...
Попередній патент: Спосіб визначення йоду у водних розчинах
Наступний патент: Спосіб дефекосатурації цукрових розчинів
Випадковий патент: Спосіб діагностики ушкодження печінки у дітей раннього віку