Спосіб виготовлення елемента магнітної системи трансформатора або реактора
Формула / Реферат
1. Спосіб виготовлення елемента магнітної системи трансформатора або реактора, що включає виготовлення принаймні однієї заготовки шляхом навивки смуги з електротехнічної сталі в напрямку прокатки на оправлення заданої форми і одночасну додаткову ізоляцію витків смуги між собою, термообробку, розрізку витої заготовки по радіальному розміру, зачищення і травлення розрізаних торців, який відрізняється тим, що додаткову ізоляцію витків смуги проводять нанесенням у процесі навивки на торцеву і бічну поверхню смуги ізоляційного компаунда, що склеює, потім проводять стяжку заготовки по радіальному розміру стрічкою на основі скловолокнистого матеріалу, а наступну термообробку проводять при температурі не вище 300 °C, з охолодженої після термообробки заготовки уздовж радіального розміру по товщині вирізають ділянку довжиною не менше 20 мм, потім усередину вирізаної ділянки встановлюють і щільно закріплюють вставку, що виготовляють принаймні з одного пакета з'єднаних у напрямку прокатки ізольованих смуг електротехнічної сталі, покритих ізолюючим компаундом, що склеює, додатково ізольованих по торцях прокладками з діелектричного матеріалу, причому шихтовану частину поверхні пакетів вставки встановлюють навпроти шихтованої поверхні витих розрізних заготовок.
2. Спосіб виготовлення елемента магнітної системи за п. 1, який відрізняється тим, що при установці вставки проводять її склеювання з торцями витої розрізної заготовки клеєм холодного отвердіння і повторну стяжку по радіальному розміру в місці установки.
3. Спосіб виготовлення елемента магнітної системи за п. 1, який відрізняється тим, що між точками на торцях різу вимірюють активний опір і при його значенні менше 8 DR Ом/м, де DR-радіальний розмір елемента, обробку торців повторюють, усуваючи задирки й замикання між витками полоси.
4. Спосіб виготовлення елемента магнітної системи за п. 1, який відрізняється тим, що збирання вставки, яка містить не менше 2 пакетів, виконують шляхом з'єднання пакетів між собою і із витою розрізною заготовкою під різними кутами з утворенням замкнутого контуру для проходження магнітного потоку, а їх шихтовані сторони встановлюють навпроти один одного через прокладки з діелектричного матеріалу.
Текст
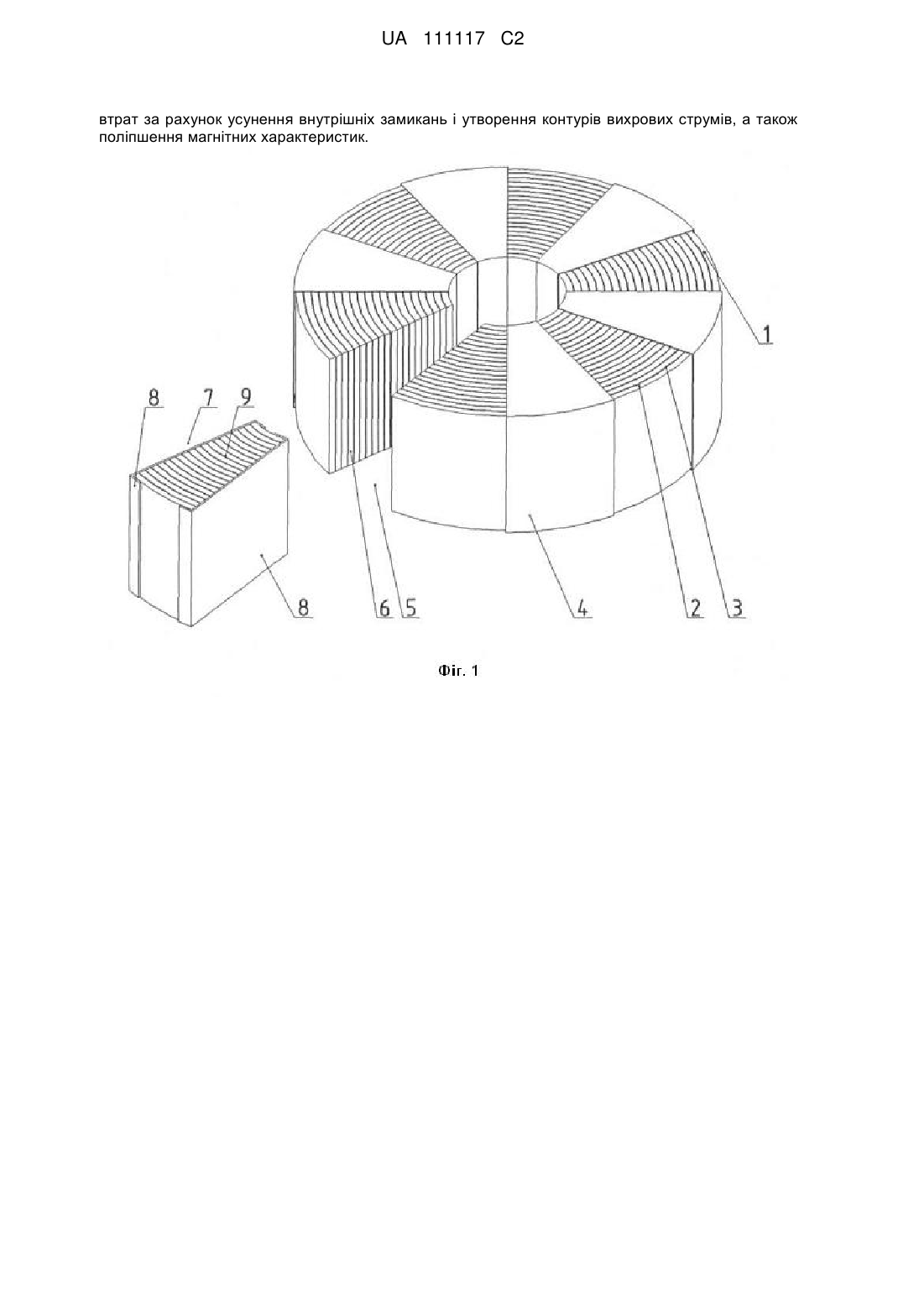
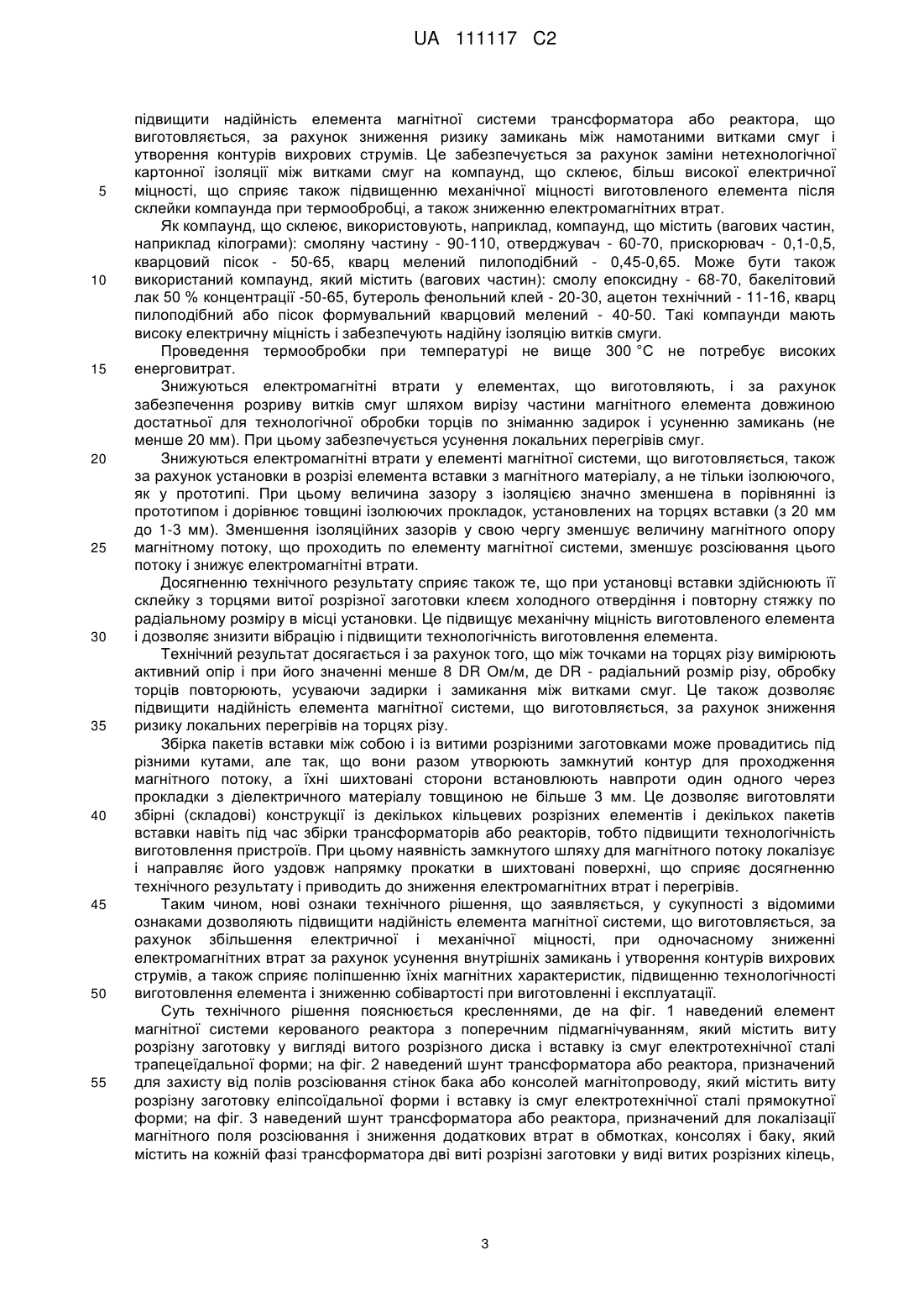
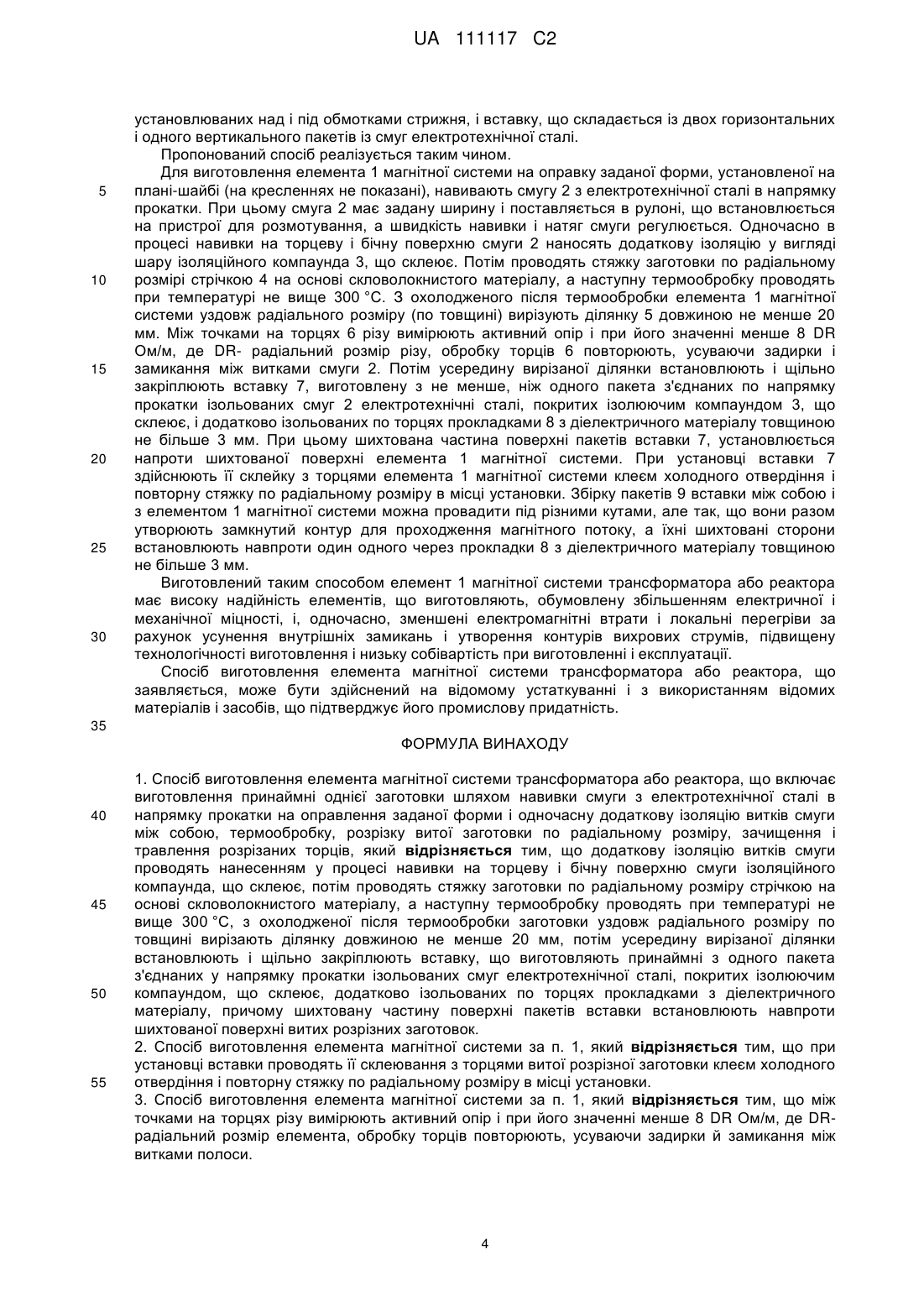
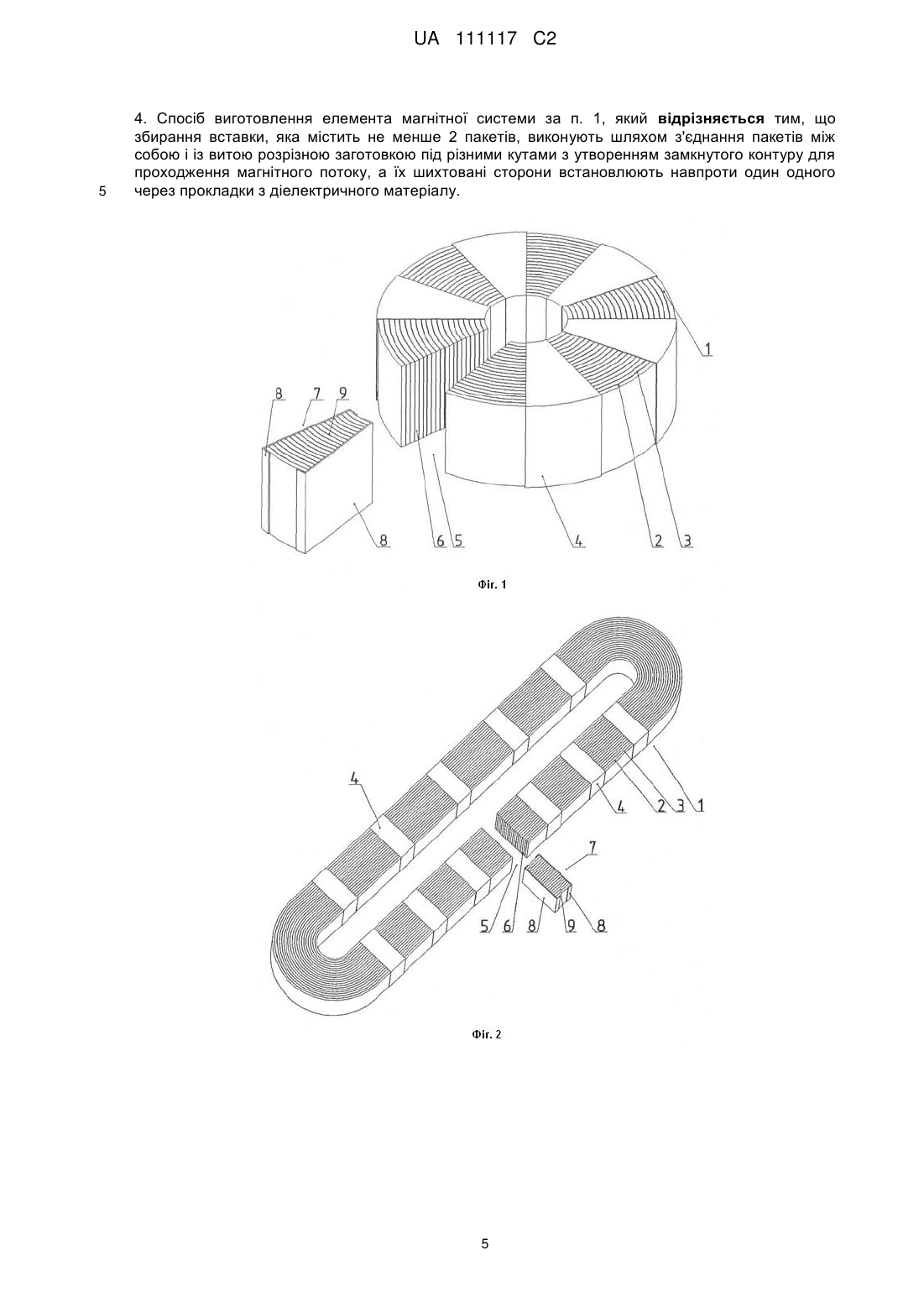
Реферат: Винахід належить до виготовлення електротехнічних пристроїв. Спосіб включає виготовлення принаймні однієї заготовки шляхом навивки смуги з електротехнічної сталі в напрямку прокатки на оправлення заданої форми і одночасну додаткову ізоляцію витків смуги між собою, термообробку, розрізку витої заготовки по радіальному розміру, зачищення і травлення розрізаних торців. Новим є те, що додаткову ізоляцію витків смуги проводять нанесенням у процесі навивки на торцеву і бічну поверхню смуги ізоляційного компаунда, що склеює, потім проводять стяжку заготовки по радіальному розміру стрічкою на основі скловолокнистого матеріалу, а наступну термообробку проводять при певній температурі. З охолодженої після термообробки заготовки уздовж радіального розміру по товщині вирізають ділянку, усередину якої встановлюють і щільно закріплюють вставку, що виготовляють з принаймні одного пакета з′єднаних у напрямку прокатки і покритих ізолюючим компаундом смуг електротехнічної сталі. Технічний результат: підвищення надійності елемента, що виготовляється, за рахунок збільшення електричної і механічної міцності, при одночасному зниженні електромагнітних UA 111117 C2 (21) Номер заявки: UA 111117 C2 втрат за рахунок усунення внутрішніх замикань і утворення контурів вихрових струмів, а також поліпшення магнітних характеристик. UA 111117 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до виготовлення електротехнічних пристроїв і стосується технології виготовлення елементів магнітної системи трансформаторів і реакторів, використовуваних для локалізації і направлення основного магнітного потоку, а також магнітного потоку розсіювання. Так, наприклад, елемент стрижня, зокрема диск керованого реактора з поперечним підмагнічуванням або магнітопровід убудованого трансформатора струму локалізують основний магнітний потік, а магнітні шунти, розташовувані на внутрішній поверхні бака або над і під обмотками, локалізують магнітні потоки поза магнітопроводом (потоки розсіювання). Елементи таких магнітних систем мають різноманітну конструкцію, однак практично завжди містять виті розрізні заготовки, виконані зі смуг електротехнічної сталі. Особливістю цих елементів є те, що вони перебувають у сильному зовнішньому магнітному полі, яке, у випадку порушення ізоляції між смугами електротехнічної сталі, викликає локальні пробої між ними або утворює локальні контури для вихрових струмів, які викликають електромагнітні втрати і локальні перегріви. Крім того, ці елементи повинні мати достатню механічну міцність і смуги, з яких вони виготовлені, повинні бути щільно скріплені між собою. Це необхідно тому, що зовнішні магнітні поля викликають також значні вібрації таких елементів магнітних систем. Найбільш близьким по технічній суті і технічному результату, що досягає, до технічного рішення, що заявляється, є спосіб виготовлення елемента магнітної системи реактора (див. Л.И. Дорожко, М.С. Либкинд "Реакторы с поперечным подмагничиванием", Москва, "Энергия", 1977 г. стр. 100-102), який включає виготовлення принаймні однієї заготовки шляхом навивки смуг з електротехнічної сталі в напрямку прокатки на оправлення заданої форми і одночасну додаткову ізоляцію витків смуги між собою, розрізку витої заготовки по радіальному розміру, зачищення і травлення розрізаних торців і подальшу термообробку. Додаткову ізоляцію витків здійснюють прокладанням між витками смуг електроізоляційного картону товщиною 0,15-0,25 мм. Зовнішні шари, що є найнебезпечнішими у відношенні електричного пробою, ізолюють більш товстим електрокартоном, внутрішні - більш тонким. Відомий спосіб не забезпечує необхідну надійність елемента магнітної системи, зокрема електричну і механічну міцність, тому що в ньому висока імовірність виникнення пробоїв і, як наслідок, високі електромагнітні втрати і руйнування елемента, що приводить до додаткових витрат при експлуатації магнітної системи і високим втратам, а також високу собівартість при виготовленні і експлуатації. Це пояснюється тим, що у відомому способі виготовлення магнітного елемента електроізоляційні прокладки між витками смуг знижують коефіцієнт заповнення активною сталлю геометричного перетину елемента магнітної системи і не забезпечують механічну міцність елемента. З ростом потужності і напруги елемента, у якому використовується елемент магнітної системи, росте імовірність пробою ізоляції і втрати в елементі магнітної системи. Тому після навивки елемента магнітної системи йогорозрізають по радіальному розміру, здійснюють зачищення і травлення розрізаних торців елемента магнітної системи, а потім піддають відпалу при температурі більше 850 °C для поліпшення його магнітних характеристик, що потребує високих енерговитрат. Усередину радіального розрізу елемента магнітної системи вставляють додаткову прокладку з електроізоляційного картону або текстоліту, після чого на зовнішню поверхню елемента магнітної системи накладають бандаж зі стрічки на основі скловолокнистого матеріалу. Відомий спосіб не забезпечує необхідну надійність виготовленого витого розрізного елемента магнітної системи, тому що в ньому висока імовірність виникнення замикань між витками на торці різу, а також появи контуру вихрових струмів і, як наслідок, високі електромагнітні втрати і локальні перегріви. Виконання різу з товщиною зазору 3-5 мм практично нездійсненно або вимагає спеціального лазерного устаткування, причому імовірність появи замикання між пластинами на торцях різу в цьому випадку більше через більш високу температуру лазерного різання. При величині зазору більше 20 мм і вставлянні в зазор ізоляційного матеріалу різко погіршуються магнітні властивості елемента. Збільшується магнітний опір, і для створення необхідного потоку підмагнічування в реакторі треба збільшувати струм або число витків в обмотці в 15-20 разів, що призводить до додаткових витрат при виготовленні і експлуатації. В основу винаходу поставлена задача вдосконалити спосіб виготовлення елемента магнітної системи трансформатора або реактора шляхом проведення нових операцій, нових умов виконання операцій, і нового виконання елементів, що дозволить підвищити надійність елемента, що виготовляється, за рахунок збільшення електричної і механічної міцності, при одночасному зниженні електромагнітних втрат за рахунок усунення внутрішніх замикань і утворення контурів вихрових струмів, а також сприяє поліпшенню їх магнітних характеристик, 1 UA 111117 C2 5 10 15 20 25 30 35 40 45 50 55 60 підвищенню технологічності виготовлення елемента і зниженню собівартості при виготовленні і експлуатації. Поставлена задача вирішується тим, що в способі виготовлення елемента магнітної системи трансформатора або реактора, що включає виготовлення принаймні однієї заготовки шляхом навивки смуги з електротехнічної сталі в напрямку прокатки на оправлення заданої форми і одночасну додаткову ізоляцію витків смуги між собою, розрізку витої заготовки по радіальному розміру, зачищення і травлення розрізаних торців і подальшу термообробку, новим є те, що додаткову ізоляцію витків смуги проводять нанесенням у процесі навивки на торцеву і бічну поверхню смуги ізоляційного компаунда, що склеює, потім проводять стяжку заготовки по радіальному розміру стрічкою на основі скловолокнистого матеріалу, а наступну термообробку проводять при температурі не вище 300 °C, з охолодженої після термообробки заготовки уздовж радіального розміру (по товщині) вирізають ділянку довжиною не менше 20 мм, потім усередину вирізаної ділянки встановлюють і щільно закріплюють вставку, що виготовляють принаймні з одного пакета з'єднаних у напрямку прокатки ізольованих смуг електротехнічної сталі, покритих ізолюючим компаундом, що склеює, додатково ізольованих по торцях прокладками з діелектричного матеріалу, причому шихтовану частину поверхні пакетів вставки встановлюють навпроти шихтованої поверхні витих розрізних заготовок. Новим є також те, що при установці вставки проводять її склеювання з торцями витої розрізної заготовки клеєм холодного отвердіння і повторну стяжку по радіальному розміру в місці установки. Новим є і те, що між точками на торцях різу вимірюють активний опір і при його значенні менше 8 DR Ом/м, де DR - радіальний розмір елемента, обробку торців повторюють, усуваючи задирки й замикання між витками полоси. Новим є і те, що збирання вставки, яка містить не менше 2 пакетів, виконують шляхом з'єднання пакетів між собою і із витою розрізною заготовкою під різними кутами з утворенням замкнутого контуру для проходження магнітного потоку, а їх шихтовані сторони встановлюють навпроти один одного через прокладки з діелектричного матеріалу. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак способу виготовлення елемента магнітної системи трансформатора або реактора і технічним результатом, що досягається, полягає в наступному. Введення нових конструктивних елементів, нових умов виконання операцій і нового виконання елементів у способі, що заявляється, а саме те, що: - додаткову ізоляцію витків смуги проводять нанесенням у процесі навивки на торцеву і бічну поверхню смуги ізоляційного компаунда, що склеює, - потім проводять стяжку заготовки по радіальному розміру стрічкою на основі скловолокнистого матеріалу, - наступну термообробку проводять при температурі не вище 300 °C, - з охолодженої після термообробки заготовки уздовж радіального розміру (по товщині) вирізають ділянку довжиною не менше 20 мм, - потім усередину вирізаної ділянки встановлюють і щільно закріплюють вставку, що виготовляють принаймні з одного пакета з'єднаних у напрямку прокатки ізольованих смуг електротехнічної сталі, покритих ізолюючим компаундом, що склеює, додатково ізольованих по торцях прокладками з діелектричного матеріалу, причому шихтована частина поверхні пакетів вставки встановлюється напроти шихтованої поверхні витих розрізних заготовок, у сукупності з відомими ознаками дозволяє підвищити надійність елемента магнітної системи, що виготовляється, за рахунок збільшення електричної і механічної міцності, при одночасному зниженні електромагнітних втрат за рахунок усунення внутрішніх замикань і утворення контурів вихрових струмів, а також сприяє поліпшенню їх магнітних характеристик і підвищенню технологічності виготовлення елемента. Це пояснюється наступним. Те, що додаткову ізоляцію витків смуги проводять нанесенням у процесі навивки на торцеву і бічну поверхню стрічки ізоляційного компаунда, що склеює, потім проводять стяжку заготовки по радіальному розміру стрічкою на основі скловолокнистого матеріалу, а наступну термообробку проводять при температурі не вище 300 °C, з охолодженої після термообробки заготовки уздовж радіального розміру (по товщині) вирізують ділянку довжиною не менше 20 мм, потім усередину вирізаної ділянки встановлюють і щільно закріплюють вставку, яку виготовляють принаймні з одного пакета з'єднаних у напрямку прокатки ізольованих смуг електротехнічної сталі, покритих ізолюючим компаундом, що склеює, додатково ізольованих по торцях прокладками з діелектричного матеріалу, причому шихтована частина поверхні пакетів вставки встановлюється напроти шихтованої поверхні витих розрізних заготовок, дозволяє 2 UA 111117 C2 5 10 15 20 25 30 35 40 45 50 55 підвищити надійність елемента магнітної системи трансформатора або реактора, що виготовляється, за рахунок зниження ризику замикань між намотаними витками смуг і утворення контурів вихрових струмів. Це забезпечується за рахунок заміни нетехнологічної картонної ізоляції між витками смуг на компаунд, що склеює, більш високої електричної міцності, що сприяє також підвищенню механічної міцності виготовленого елемента після склейки компаунда при термообробці, а також зниженню електромагнітних втрат. Як компаунд, що склеює, використовують, наприклад, компаунд, що містить (вагових частин, наприклад кілограми): смоляну частину - 90-110, отверджувач - 60-70, прискорювач - 0,1-0,5, кварцовий пісок - 50-65, кварц мелений пилоподібний - 0,45-0,65. Може бути також використаний компаунд, який містить (вагових частин): смолу епоксидну - 68-70, бакелітовий лак 50 % концентрації -50-65, бутероль фенольний клей - 20-30, ацетон технічний - 11-16, кварц пилоподібний або пісок формувальний кварцовий мелений - 40-50. Такі компаунди мають високу електричну міцність і забезпечують надійну ізоляцію витків смуги. Проведення термообробки при температурі не вище 300 °C не потребує високих енерговитрат. Знижуються електромагнітні втрати у елементах, що виготовляють, і за рахунок забезпечення розриву витків смуг шляхом вирізу частини магнітного елемента довжиною достатньої для технологічної обробки торців по зніманню задирок і усуненню замикань (не менше 20 мм). При цьому забезпечується усунення локальних перегрівів смуг. Знижуються електромагнітні втрати у елементі магнітної системи, що виготовляється, також за рахунок установки в розрізі елемента вставки з магнітного матеріалу, а не тільки ізолюючого, як у прототипі. При цьому величина зазору з ізоляцією значно зменшена в порівнянні із прототипом і дорівнює товщині ізолюючих прокладок, установлених на торцях вставки (з 20 мм до 1-3 мм). Зменшення ізоляційних зазорів у свою чергу зменшує величину магнітного опору магнітному потоку, що проходить по елементу магнітної системи, зменшує розсіювання цього потоку і знижує електромагнітні втрати. Досягненню технічного результату сприяє також те, що при установці вставки здійснюють її склейку з торцями витої розрізної заготовки клеєм холодного отвердіння і повторну стяжку по радіальному розміру в місці установки. Це підвищує механічну міцність виготовленого елемента і дозволяє знизити вібрацію і підвищити технологічність виготовлення елемента. Технічний результат досягається і за рахунок того, що між точками на торцях різу вимірюють активний опір і при його значенні менше 8 DR Ом/м, де DR - радіальний розмір різу, обробку торців повторюють, усуваючи задирки і замикання між витками смуг. Це також дозволяє підвищити надійність елемента магнітної системи, що виготовляється, за рахунок зниження ризику локальних перегрівів на торцях різу. Збірка пакетів вставки між собою і із витими розрізними заготовками може провадитись під різними кутами, але так, що вони разом утворюють замкнутий контур для проходження магнітного потоку, а їхні шихтовані сторони встановлюють навпроти один одного через прокладки з діелектричного матеріалу товщиною не більше 3 мм. Це дозволяє виготовляти збірні (складові) конструкції із декількох кільцевих розрізних елементів і декількох пакетів вставки навіть під час збірки трансформаторів або реакторів, тобто підвищити технологічність виготовлення пристроїв. При цьому наявність замкнутого шляху для магнітного потоку локалізує і направляє його уздовж напрямку прокатки в шихтовані поверхні, що сприяє досягненню технічного результату і приводить до зниження електромагнітних втрат і перегрівів. Таким чином, нові ознаки технічного рішення, що заявляється, у сукупності з відомими ознаками дозволяють підвищити надійність елемента магнітної системи, що виготовляється, за рахунок збільшення електричної і механічної міцності, при одночасному зниженні електромагнітних втрат за рахунок усунення внутрішніх замикань і утворення контурів вихрових струмів, а також сприяє поліпшенню їхніх магнітних характеристик, підвищенню технологічності виготовлення елемента і зниженню собівартості при виготовленні і експлуатації. Суть технічного рішення пояснюється кресленнями, де на фіг. 1 наведений елемент магнітної системи керованого реактора з поперечним підмагнічуванням, який містить виту розрізну заготовку у вигляді витого розрізного диска і вставку із смуг електротехнічної сталі трапецеїдальної форми; на фіг. 2 наведений шунт трансформатора або реактора, призначений для захисту від полів розсіювання стінок бака або консолей магнітопроводу, який містить виту розрізну заготовку еліпсоїдальної форми і вставку із смуг електротехнічної сталі прямокутної форми; на фіг. 3 наведений шунт трансформатора або реактора, призначений для локалізації магнітного поля розсіювання і зниження додаткових втрат в обмотках, консолях і баку, який містить на кожній фазі трансформатора дві виті розрізні заготовки у виді витих розрізних кілець, 3 UA 111117 C2 5 10 15 20 25 30 установлюваних над і під обмотками стрижня, і вставку, що складається із двох горизонтальних і одного вертикального пакетів із смуг електротехнічної сталі. Пропонований спосіб реалізується таким чином. Для виготовлення елемента 1 магнітної системи на оправку заданої форми, установленої на плані-шайбі (на кресленнях не показані), навивають смугу 2 з електротехнічної сталі в напрямку прокатки. При цьому смуга 2 має задану ширину і поставляється в рулоні, що встановлюється на пристрої для розмотування, а швидкість навивки і натяг смуги регулюється. Одночасно в процесі навивки на торцеву і бічну поверхню смуги 2 наносять додаткову ізоляцію у вигляді шару ізоляційного компаунда 3, що склеює. Потім проводять стяжку заготовки по радіальному розмірі стрічкою 4 на основі скловолокнистого матеріалу, а наступну термообробку проводять при температурі не вище 300 °C. З охолодженого після термообробки елемента 1 магнітної системи уздовж радіального розміру (по товщині) вирізують ділянку 5 довжиною не менше 20 мм. Між точками на торцях 6 різу вимірюють активний опір і при його значенні менше 8 DR Ом/м, де DR- радіальний розмір різу, обробку торців 6 повторюють, усуваючи задирки і замикання між витками смуги 2. Потім усередину вирізаної ділянки встановлюють і щільно закріплюють вставку 7, виготовлену з не менше, ніж одного пакета з'єднаних по напрямку прокатки ізольованих смуг 2 електротехнічні сталі, покритих ізолюючим компаундом 3, що склеює, і додатково ізольованих по торцях прокладками 8 з діелектричного матеріалу товщиною не більше 3 мм. При цьому шихтована частина поверхні пакетів вставки 7, установлюється напроти шихтованої поверхні елемента 1 магнітної системи. При установці вставки 7 здійснюють її склейку з торцями елемента 1 магнітної системи клеєм холодного отвердіння і повторну стяжку по радіальному розміру в місці установки. Збірку пакетів 9 вставки між собою і з елементом 1 магнітної системи можна провадити під різними кутами, але так, що вони разом утворюють замкнутий контур для проходження магнітного потоку, а їхні шихтовані сторони встановлюють навпроти один одного через прокладки 8 з діелектричного матеріалу товщиною не більше 3 мм. Виготовлений таким способом елемент 1 магнітної системи трансформатора або реактора має високу надійність елементів, що виготовляють, обумовлену збільшенням електричної і механічної міцності, і, одночасно, зменшені електромагнітні втрати і локальні перегріви за рахунок усунення внутрішніх замикань і утворення контурів вихрових струмів, підвищену технологічності виготовлення і низьку собівартість при виготовленні і експлуатації. Спосіб виготовлення елемента магнітної системи трансформатора або реактора, що заявляється, може бути здійснений на відомому устаткуванні і з використанням відомих матеріалів і засобів, що підтверджує його промислову придатність. 35 ФОРМУЛА ВИНАХОДУ 40 45 50 55 1. Спосіб виготовлення елемента магнітної системи трансформатора або реактора, що включає виготовлення принаймні однієї заготовки шляхом навивки смуги з електротехнічної сталі в напрямку прокатки на оправлення заданої форми і одночасну додаткову ізоляцію витків смуги між собою, термообробку, розрізку витої заготовки по радіальному розміру, зачищення і травлення розрізаних торців, який відрізняється тим, що додаткову ізоляцію витків смуги проводять нанесенням у процесі навивки на торцеву і бічну поверхню смуги ізоляційного компаунда, що склеює, потім проводять стяжку заготовки по радіальному розміру стрічкою на основі скловолокнистого матеріалу, а наступну термообробку проводять при температурі не вище 300 °C, з охолодженої після термообробки заготовки уздовж радіального розміру по товщині вирізають ділянку довжиною не менше 20 мм, потім усередину вирізаної ділянки встановлюють і щільно закріплюють вставку, що виготовляють принаймні з одного пакета з'єднаних у напрямку прокатки ізольованих смуг електротехнічної сталі, покритих ізолюючим компаундом, що склеює, додатково ізольованих по торцях прокладками з діелектричного матеріалу, причому шихтовану частину поверхні пакетів вставки встановлюють навпроти шихтованої поверхні витих розрізних заготовок. 2. Спосіб виготовлення елемента магнітної системи за п. 1, який відрізняється тим, що при установці вставки проводять її склеювання з торцями витої розрізної заготовки клеєм холодного отвердіння і повторну стяжку по радіальному розміру в місці установки. 3. Спосіб виготовлення елемента магнітної системи за п. 1, який відрізняється тим, що між точками на торцях різу вимірюють активний опір і при його значенні менше 8 DR Ом/м, де DRрадіальний розмір елемента, обробку торців повторюють, усуваючи задирки й замикання між витками полоси. 4 UA 111117 C2 5 4. Спосіб виготовлення елемента магнітної системи за п. 1, який відрізняється тим, що збирання вставки, яка містить не менше 2 пакетів, виконують шляхом з'єднання пакетів між собою і із витою розрізною заготовкою під різними кутами з утворенням замкнутого контуру для проходження магнітного потоку, а їх шихтовані сторони встановлюють навпроти один одного через прокладки з діелектричного матеріалу. 5 UA 111117 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing an element of the magnetic system of the transformer or reactor
Автори англійськоюKontorovych Leonid Nisonovych
Назва патенту російськоюСпособ изготовления элемента магнитной системы трансформатора или реактора
Автори російськоюКонторович Леонид Нисонович
МПК / Мітки
МПК: H01F 29/14, H01F 27/24, H01F 41/02
Мітки: системі, спосіб, реактора, виготовлення, елемента, трансформатора, магнітної
Код посилання
<a href="https://ua.patents.su/8-111117-sposib-vigotovlennya-elementa-magnitno-sistemi-transformatora-abo-reaktora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення елемента магнітної системи трансформатора або реактора</a>
Спосіб виготовлення елемента магнітної системи трансформатора або реактора
Номер патенту: 97655
Опубліковано: 25.03.2015
Автор: Конторович Леонід Нісонович
МПК: H01F 27/24, H01F 29/14
Мітки: реактора, елемента, трансформатора, системі, виготовлення, магнітної, спосіб
Формула / Реферат:
1. Спосіб виготовлення елемента магнітної системи трансформатора або реактора, що включає виготовлення принаймні однієї заготовки шляхом навивки смуги з електротехнічної сталі в напрямку прокатки на оправлення заданої форми і одночасну додаткову ізоляцію витків смуги між собою, розрізку витої заготовки по радіальному розміру, зачищення і травлення розрізаних торців і подальшу термообробку, який відрізняється тим, що додаткову ізоляцію витків...
Спосіб виготовлення магнітної системи
Номер патенту: 52480
Опубліковано: 16.12.2002
Автори: Бовда Олександр Михайлович, Кравченко Олександр Іванович
МПК: H01F 7/02, H01F 41/00
Мітки: системі, виготовлення, спосіб, магнітної
Формула / Реферат:
Спосіб виготовлення магнітної системи, який включає розміщення заготовок магнітів із сплаву Al-Ni-Co-Fe у магнітопроводі та їх намагнічування, який відрізняється тим, що кожну із заготовок перед розміщенням у магнітопроводі поміщають між двома магнітами із сплаву Nd-Fe-B, разом з якими намагнічують, стикують із магнітопроводом, після чого заготовку переміщують із магнітів до магнітопроводу.
Пакет стрижневої шихтованої магнітної системи трансформатора
Номер патенту: 27061
Опубліковано: 28.02.2000
Автори: Іванченко Олесь Миколайович, Бікі Меньгерт Акошевич
МПК: H01F 27/245
Мітки: стрижневої, трансформатора, пакет, системі, шихтованої, магнітної
Формула / Реферат:
Пакет стрижневої шихтованої магнітної системи трансформатора, складений з шарів стальних пластин, які входять у склад трьох стрижнів та двох ярм, стрижні та ярма розділені вікнами пакета, пакет має дві вузькі та, принаймні, одну широку пластину в кожному ярмі, а стрижні пакета складені з двох пластин - широкої та вузької, зістикованих поздовжніми крайками, пластини, що у непарних шарах знаходились в одному крайньому стрижні, в парних шарах...
Спосіб виготовлення поглинаючого стержневого елемента ядерного реактора
Номер патенту: 69082
Опубліковано: 11.03.2008
Автор: Бєлаш Микола Миколайович
МПК: G21C 21/00, G21C 7/08
Мітки: поглинаючого, ядерного, реактора, стержневого, виготовлення, елемента, спосіб
Формула / Реферат:
1. Спосіб виготовлення поглинаючого стержневого елемента ядерного реактора, який включає формування обхоплюючої ділянки на стаканоподібній кінцевій деталі, формування обхопленої ділянки на гафнієвому стержні у вигляді кільцевих поперемінних виступів та канавок, з'єднання зварюванням кінцевої деталі з боку обхоплюючої ділянки із стержнем, а з боку днища - з оболонкою, заповненою нейтронопоглинаючим матеріалом, який відрізняється тим, що на...
Спосіб виготовлення магнітної відхилювальної системи для електронно-променевої трубки
Номер патенту: 28243
Опубліковано: 16.10.2000
Автори: Педан Анатолій Дмитрович, Грицьків Зенон Дмитрович
МПК: H01J 29/76
Мітки: електронно-променевої, системі, спосіб, виготовлення, трубки, відхилювальної, магнітної
Формула / Реферат:
Спосіб виготовлення магнітної відхилювальної системи для електронно-променевої трубки, що включає виготовлення магнітопроводу з металевої феромагнітної стрічки шляхом навивання, який відрізняється тим, що у процесі навивання безперервно визначають нелінійність відхилення променя і припиняють навивання при досягненні мінімальної або заданої нелінійності.
Попередній патент: Збалансований інфузійний розчин
Наступний патент: Спосіб видалення радіоактивного ізотопу 60со з кубових залишків атомних електростанцій і система для його здійснення
Випадковий патент: Щілинна антена радіолокаторів підповерхневого зондування