Спосіб виготовлення сітчастої дротяної наплавної стрічки
Номер патенту: 111663
Опубліковано: 25.11.2016
Автори: Корольова Алла Володимирівна, Руденко Роман Артурович, Камель Георгій Іванович, Бутко Анатолій Євгенович, Рябенко Ярослав Віталійович, Савран Олександр Миколайович, Яковлєв Павло Костянтинович, Бондаренко Руслан Миколайович

Формула / Реферат
Спосіб виготовлення сітчастої дротяної наплавної стрічки, що включає використання твердосплавних зерен і порошку-наповнювача, які обгортають оболонкою, який відрізняється тим, що твердосплавні зерна і порошок-наповнювач вводять в наплавну стрічку у вигляді зерно-порошкових дротів, а оболонку формують у вигляді сітки із тонкого пластичного кріпильного дроту, переплітаючи ним поздовжні ряди зерно-порошкових дротів, пропускаючи кріпильний дріт в поперечному напрямі почергово між парними і непарними зерно-порошковими дротами по гвинтовій лінії вперед і назад, рухаючись у напрямі технологічного потоку до одержання необхідної довжини стрічки.
Текст
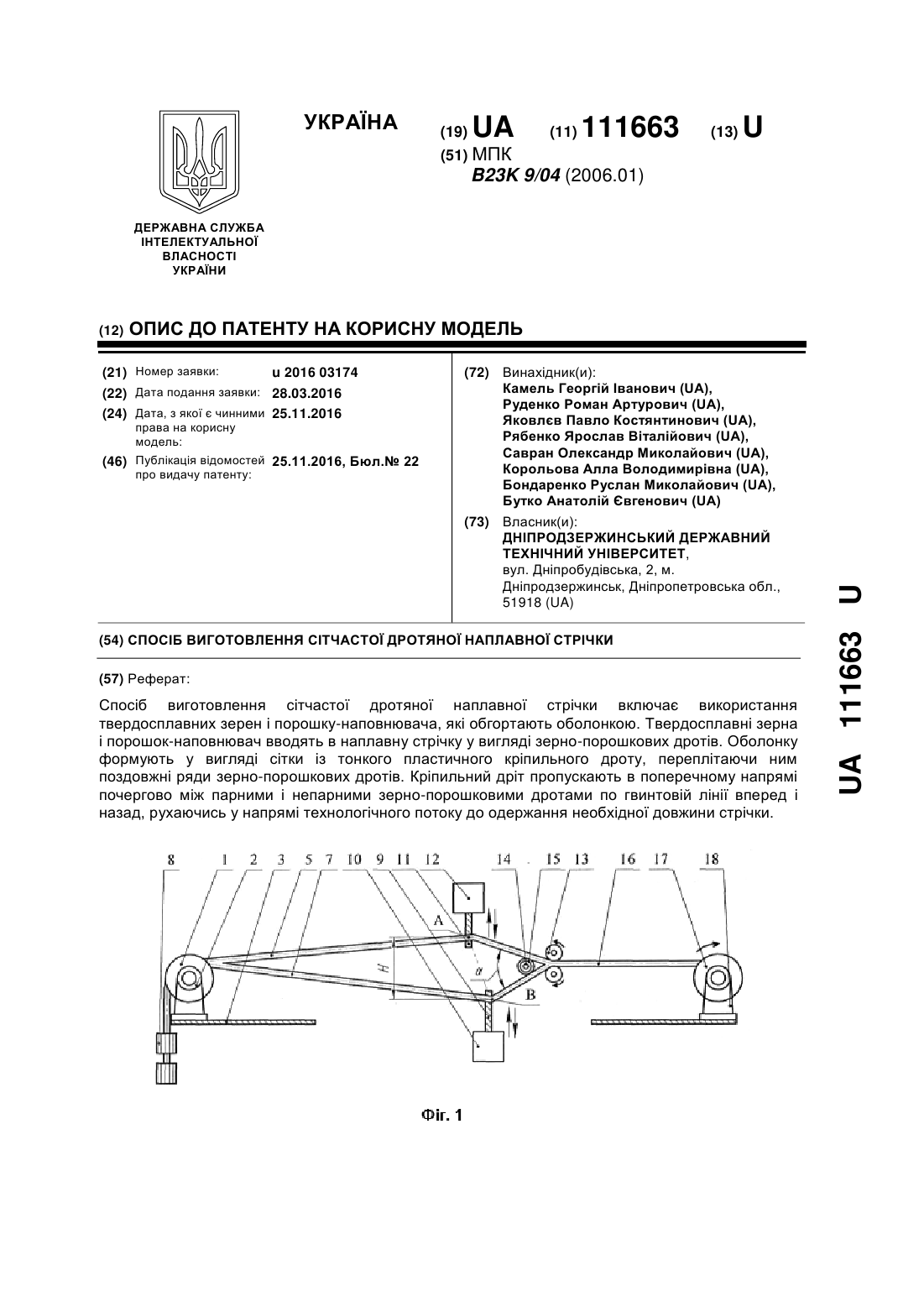
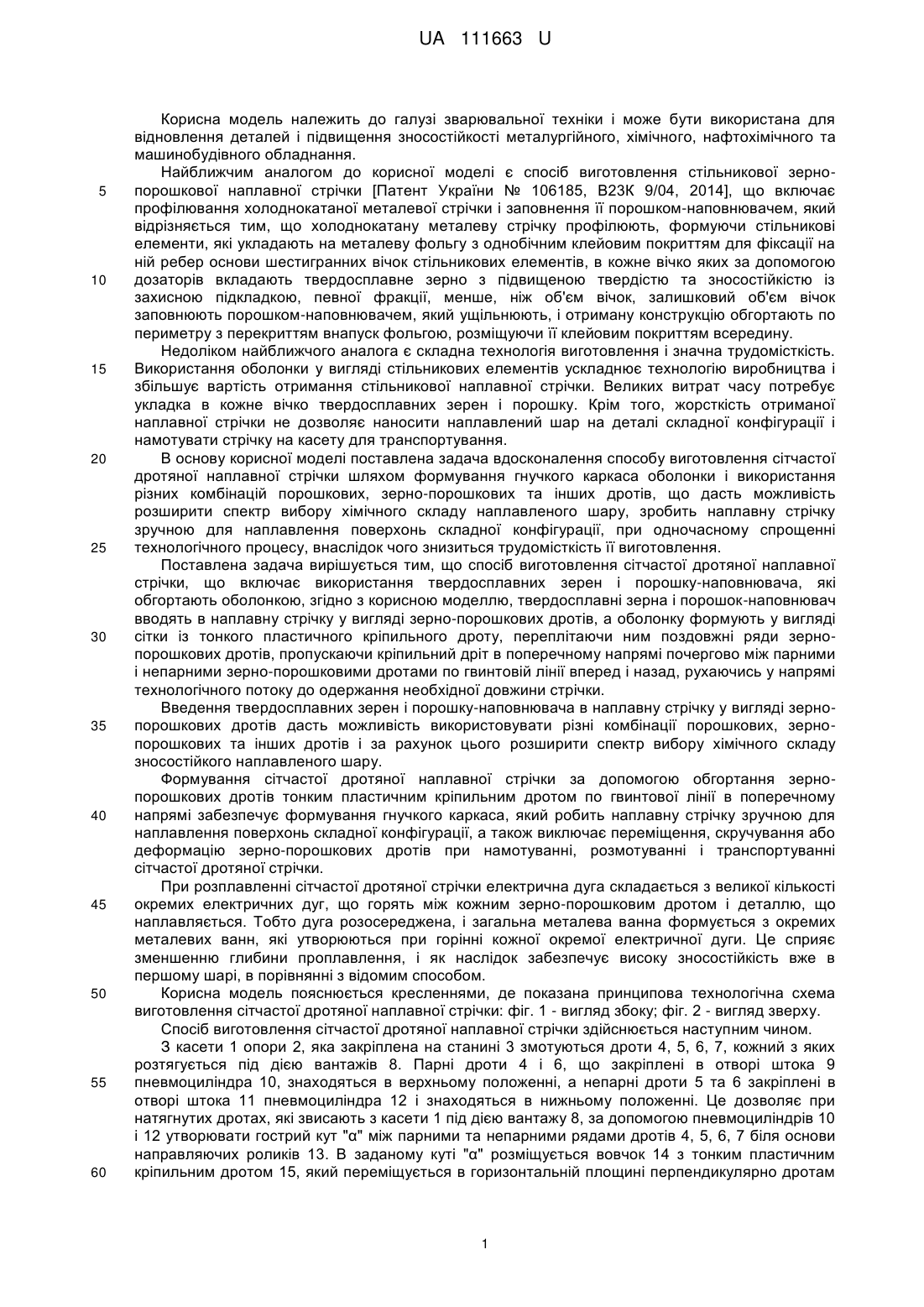
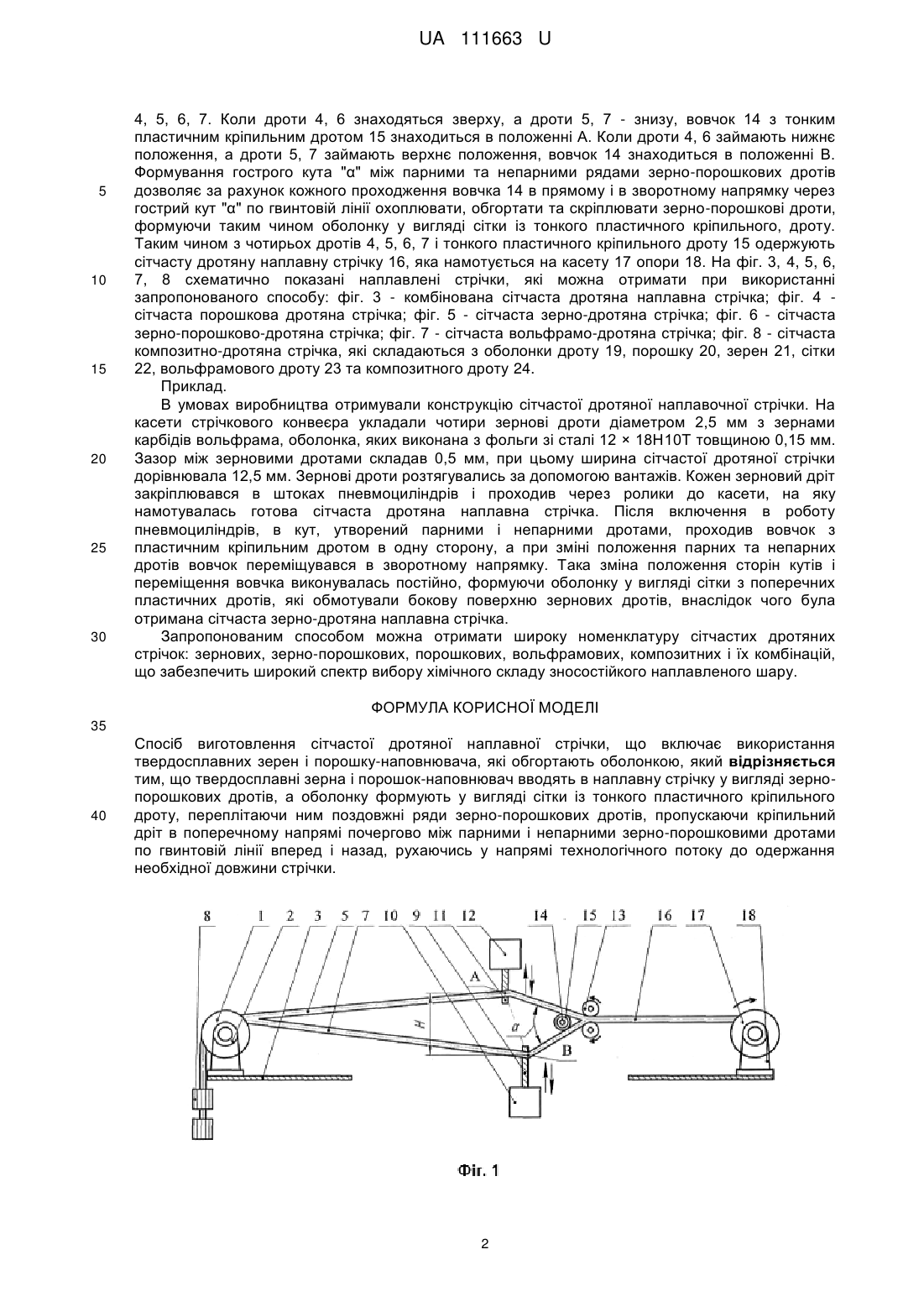
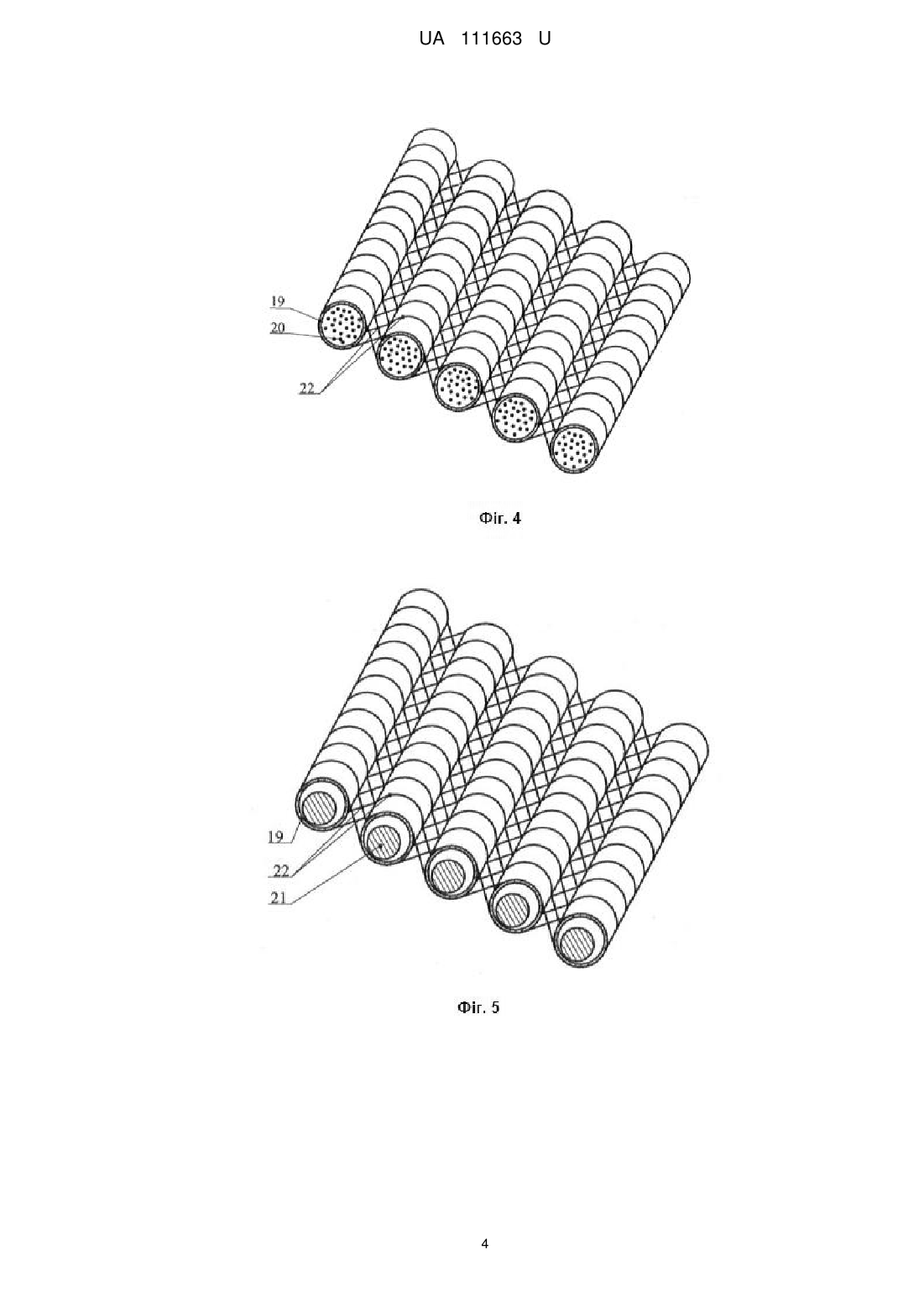
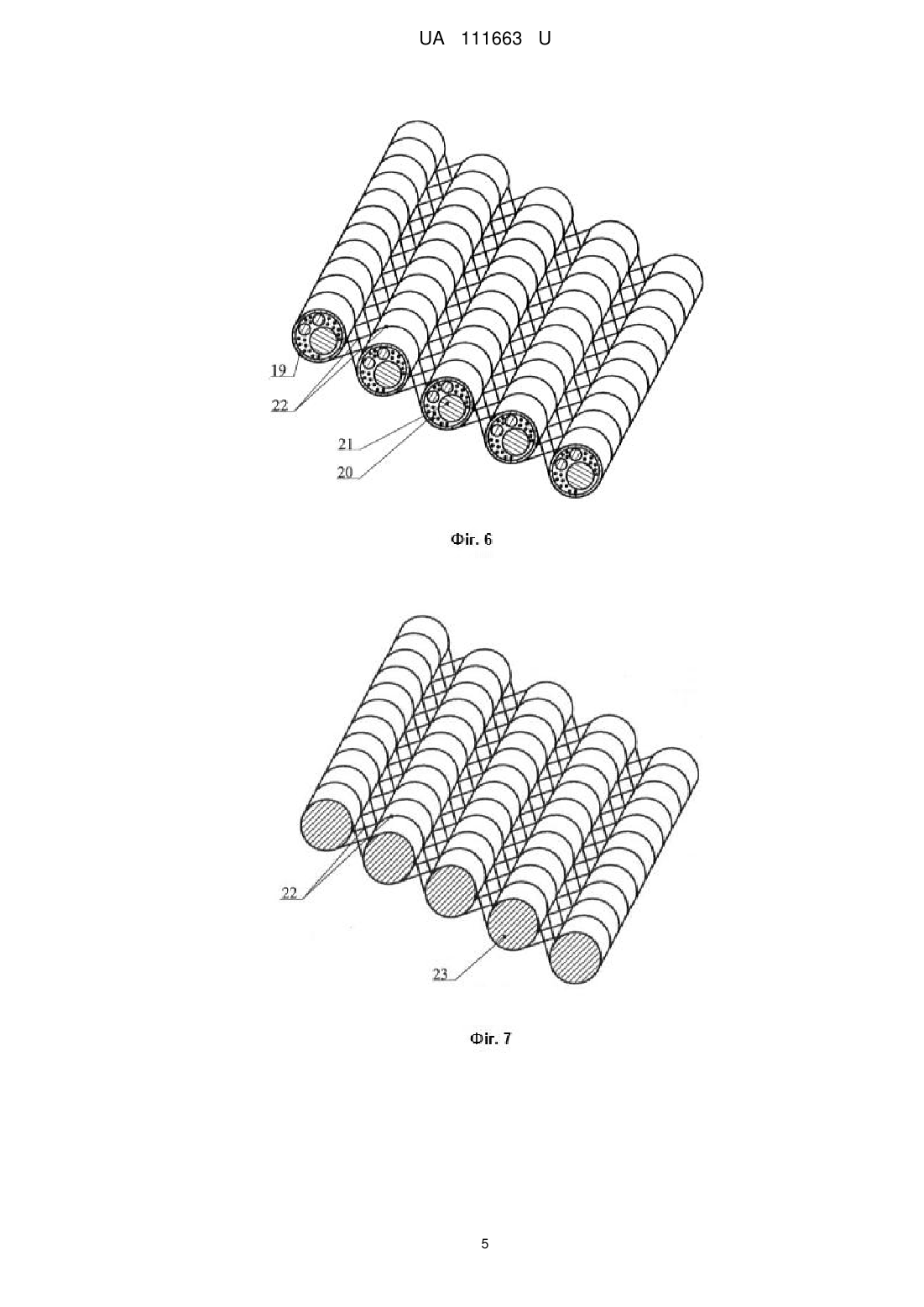
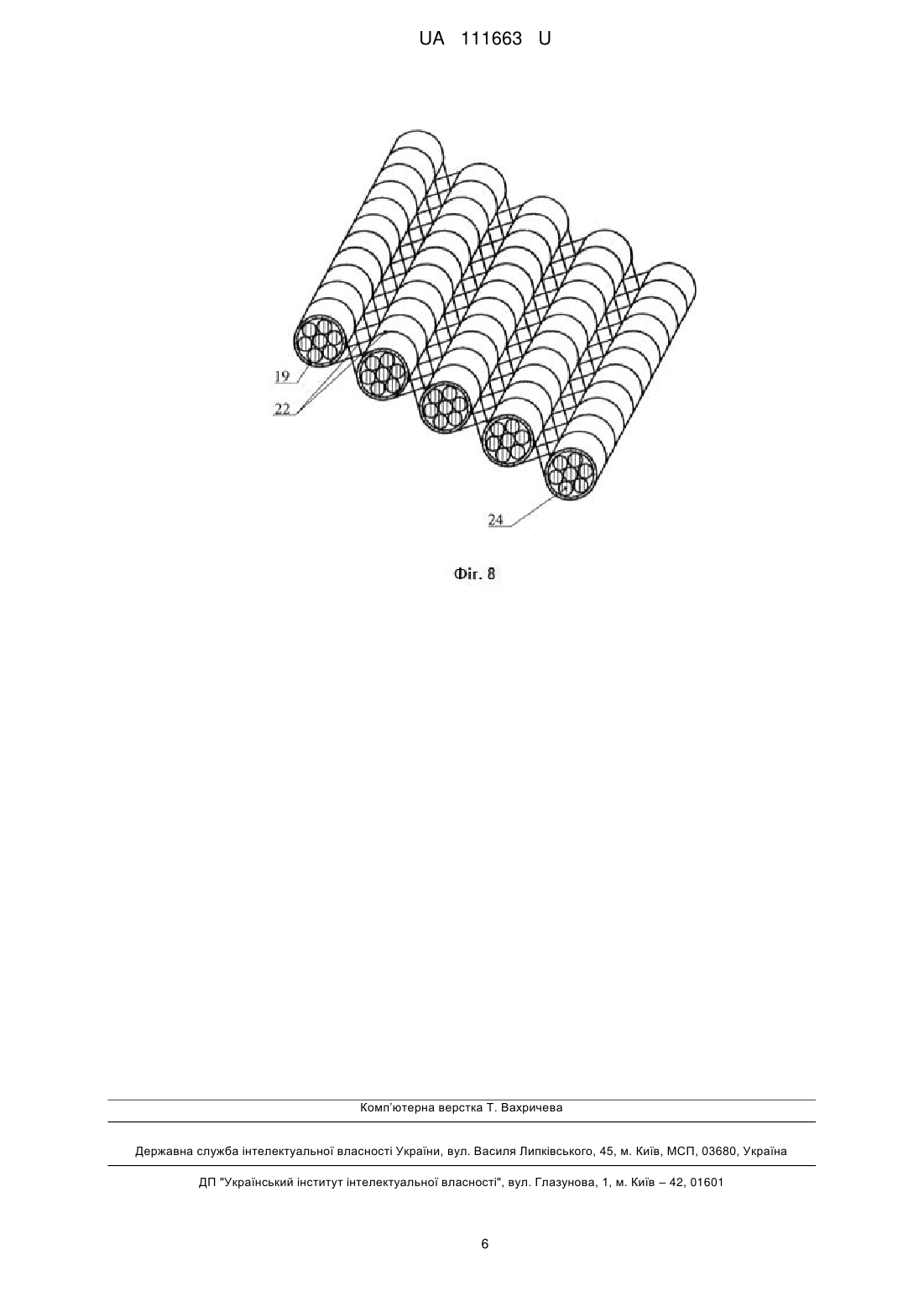
Реферат: Спосіб виготовлення сітчастої дротяної наплавної стрічки включає використання твердосплавних зерен і порошку-наповнювача, які обгортають оболонкою. Твердосплавні зерна і порошок-наповнювач вводять в наплавну стрічку у вигляді зерно-порошкових дротів. Оболонку формують у вигляді сітки із тонкого пластичного кріпильного дроту, переплітаючи ним поздовжні ряди зерно-порошкових дротів. Кріпильний дріт пропускають в поперечному напрямі почергово між парними і непарними зерно-порошковими дротами по гвинтовій лінії вперед і назад, рухаючись у напрямі технологічного потоку до одержання необхідної довжини стрічки. UA 111663 U (12) UA 111663 U UA 111663 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі зварювальної техніки і може бути використана для відновлення деталей і підвищення зносостійкості металургійного, хімічного, нафтохімічного та машинобудівного обладнання. Найближчим аналогом до корисної моделі є спосіб виготовлення стільникової зернопорошкової наплавної стрічки [Патент України № 106185, В23К 9/04, 2014], що включає профілювання холоднокатаної металевої стрічки і заповнення її порошком-наповнювачем, який відрізняється тим, що холоднокатану металеву стрічку профілюють, формуючи стільникові елементи, які укладають на металеву фольгу з однобічним клейовим покриттям для фіксації на ній ребер основи шестигранних вічок стільникових елементів, в кожне вічко яких за допомогою дозаторів вкладають твердосплавне зерно з підвищеною твердістю та зносостійкістю із захисною підкладкою, певної фракції, менше, ніж об'єм вічок, залишковий об'єм вічок заповнюють порошком-наповнювачем, який ущільнюють, і отриману конструкцію обгортають по периметру з перекриттям внапуск фольгою, розміщуючи її клейовим покриттям всередину. Недоліком найближчого аналога є складна технологія виготовлення і значна трудомісткість. Використання оболонки у вигляді стільникових елементів ускладнює технологію виробництва і збільшує вартість отримання стільникової наплавної стрічки. Великих витрат часу потребує укладка в кожне вічко твердосплавних зерен і порошку. Крім того, жорсткість отриманої наплавної стрічки не дозволяє наносити наплавлений шар на деталі складної конфігурації і намотувати стрічку на касету для транспортування. В основу корисної моделі поставлена задача вдосконалення способу виготовлення сітчастої дротяної наплавної стрічки шляхом формування гнучкого каркаса оболонки і використання різних комбінацій порошкових, зерно-порошкових та інших дротів, що дасть можливість розширити спектр вибору хімічного складу наплавленого шару, зробить наплавну стрічку зручною для наплавлення поверхонь складної конфігурації, при одночасному спрощенні технологічного процесу, внаслідок чого знизиться трудомісткість її виготовлення. Поставлена задача вирішується тим, що спосіб виготовлення сітчастої дротяної наплавної стрічки, що включає використання твердосплавних зерен і порошку-наповнювача, які обгортають оболонкою, згідно з корисною моделлю, твердосплавні зерна і порошок-наповнювач вводять в наплавну стрічку у вигляді зерно-порошкових дротів, а оболонку формують у вигляді сітки із тонкого пластичного кріпильного дроту, переплітаючи ним поздовжні ряди зернопорошкових дротів, пропускаючи кріпильний дріт в поперечному напрямі почергово між парними і непарними зерно-порошковими дротами по гвинтовій лінії вперед і назад, рухаючись у напрямі технологічного потоку до одержання необхідної довжини стрічки. Введення твердосплавних зерен і порошку-наповнювача в наплавну стрічку у вигляді зернопорошкових дротів дасть можливість використовувати різні комбінації порошкових, зернопорошкових та інших дротів і за рахунок цього розширити спектр вибору хімічного складу зносостійкого наплавленого шару. Формування сітчастої дротяної наплавної стрічки за допомогою обгортання зернопорошкових дротів тонким пластичним кріпильним дротом по гвинтової лінії в поперечному напрямі забезпечує формування гнучкого каркаса, який робить наплавну стрічку зручною для наплавлення поверхонь складної конфігурації, а також виключає переміщення, скручування або деформацію зерно-порошкових дротів при намотуванні, розмотуванні і транспортуванні сітчастої дротяної стрічки. При розплавленні сітчастої дротяної стрічки електрична дуга складається з великої кількості окремих електричних дуг, що горять між кожним зерно-порошковим дротом і деталлю, що наплавляється. Тобто дуга розосереджена, і загальна металева ванна формується з окремих металевих ванн, які утворюються при горінні кожної окремої електричної дуги. Це сприяє зменшенню глибини проплавлення, і як наслідок забезпечує високу зносостійкість вже в першому шарі, в порівнянні з відомим способом. Корисна модель пояснюється кресленнями, де показана принципова технологічна схема виготовлення сітчастої дротяної наплавної стрічки: фіг. 1 - вигляд збоку; фіг. 2 - вигляд зверху. Спосіб виготовлення сітчастої дротяної наплавної стрічки здійснюється наступним чином. З касети 1 опори 2, яка закріплена на станині 3 змотуються дроти 4, 5, 6, 7, кожний з яких розтягується під дією вантажів 8. Парні дроти 4 і 6, що закріплені в отворі штока 9 пневмоциліндра 10, знаходяться в верхньому положенні, а непарні дроти 5 та 6 закріплені в отворі штока 11 пневмоциліндра 12 і знаходяться в нижньому положенні. Це дозволяє при натягнутих дротах, які звисають з касети 1 під дією вантажу 8, за допомогою пневмоциліндрів 10 і 12 утворювати гострий кут "α" між парними та непарними рядами дротів 4, 5, 6, 7 біля основи направляючих роликів 13. В заданому куті "α" розміщується вовчок 14 з тонким пластичним кріпильним дротом 15, який переміщується в горизонтальній площині перпендикулярно дротам 1 UA 111663 U 5 10 15 20 25 30 4, 5, 6, 7. Коли дроти 4, 6 знаходяться зверху, а дроти 5, 7 - знизу, вовчок 14 з тонким пластичним кріпильним дротом 15 знаходиться в положенні А. Коли дроти 4, 6 займають нижнє положення, а дроти 5, 7 займають верхнє положення, вовчок 14 знаходиться в положенні В. Формування гострого кута "α" між парними та непарними рядами зерно-порошкових дротів дозволяє за рахунок кожного проходження вовчка 14 в прямому і в зворотному напрямку через гострий кут "α" по гвинтовій лінії охоплювати, обгортати та скріплювати зерно-порошкові дроти, формуючи таким чином оболонку у вигляді сітки із тонкого пластичного кріпильного, дроту. Таким чином з чотирьох дротів 4, 5, 6, 7 і тонкого пластичного кріпильного дроту 15 одержують сітчасту дротяну наплавну стрічку 16, яка намотується на касету 17 опори 18. На фіг. 3, 4, 5, 6, 7, 8 схематично показані наплавлені стрічки, які можна отримати при використанні запропонованого способу: фіг. 3 - комбінована сітчаста дротяна наплавна стрічка; фіг. 4 сітчаста порошкова дротяна стрічка; фіг. 5 - сітчаста зерно-дротяна стрічка; фіг. 6 - сітчаста зерно-порошково-дротяна стрічка; фіг. 7 - сітчаста вольфрамо-дротяна стрічка; фіг. 8 - сітчаста композитно-дротяна стрічка, які складаються з оболонки дроту 19, порошку 20, зерен 21, сітки 22, вольфрамового дроту 23 та композитного дроту 24. Приклад. В умовах виробництва отримували конструкцію сітчастої дротяної наплавочної стрічки. На касети стрічкового конвеєра укладали чотири зернові дроти діаметром 2,5 мм з зернами карбідів вольфрама, оболонка, яких виконана з фольги зі сталі 12 × 18Н10Т товщиною 0,15 мм. Зазор між зерновими дротами складав 0,5 мм, при цьому ширина сітчастої дротяної стрічки дорівнювала 12,5 мм. Зернові дроти розтягувались за допомогою вантажів. Кожен зерновий дріт закріплювався в штоках пневмоциліндрів і проходив через ролики до касети, на яку намотувалась готова сітчаста дротяна наплавна стрічка. Після включення в роботу пневмоциліндрів, в кут, утворений парними і непарними дротами, проходив вовчок з пластичним кріпильним дротом в одну сторону, а при зміні положення парних та непарних дротів вовчок переміщувався в зворотному напрямку. Така зміна положення сторін кутів і переміщення вовчка виконувалась постійно, формуючи оболонку у вигляді сітки з поперечних пластичних дротів, які обмотували бокову поверхню зернових дротів, внаслідок чого була отримана сітчаста зерно-дротяна наплавна стрічка. Запропонованим способом можна отримати широку номенклатуру сітчастих дротяних стрічок: зернових, зерно-порошкових, порошкових, вольфрамових, композитних і їх комбінацій, що забезпечить широкий спектр вибору хімічного складу зносостійкого наплавленого шару. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Спосіб виготовлення сітчастої дротяної наплавної стрічки, що включає використання твердосплавних зерен і порошку-наповнювача, які обгортають оболонкою, який відрізняється тим, що твердосплавні зерна і порошок-наповнювач вводять в наплавну стрічку у вигляді зернопорошкових дротів, а оболонку формують у вигляді сітки із тонкого пластичного кріпильного дроту, переплітаючи ним поздовжні ряди зерно-порошкових дротів, пропускаючи кріпильний дріт в поперечному напрямі почергово між парними і непарними зерно-порошковими дротами по гвинтовій лінії вперед і назад, рухаючись у напрямі технологічного потоку до одержання необхідної довжини стрічки. 2 UA 111663 U 3 UA 111663 U 4 UA 111663 U 5 UA 111663 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/04
Мітки: наплавної, спосіб, виготовлення, стрічки, дротяної, сітчастої
Код посилання
<a href="https://ua.patents.su/8-111663-sposib-vigotovlennya-sitchasto-drotyano-naplavno-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення сітчастої дротяної наплавної стрічки</a>
Спосіб виготовлення стільникової зерно-порошкової наплавної стрічки

Номер патенту: 106185
Опубліковано: 25.07.2014
Автори: Руденко Роман Артурович, Івченко Павло Семенович, Шинкарев Іван Степанович, Камель Георгій Іванович, Серегін Олександр Сергійович
МПК: B23K 9/04
Мітки: наплавної, спосіб, стільникової, виготовлення, зерно-порошкової, стрічки
Формула / Реферат:
Спосіб виготовлення зерно-порошкової наплавної стрічки, що включає профілювання холоднокатаної металевої стрічки і заповнення її порошком-наповнювачем, який відрізняється тим, холоднокатану металеву стрічку профілюють, формуючи стільникові елементи, які укладають на металеву фольгу з однобічним клейовим покриттям для фіксації на ній ребер основи шестигранних вічок стільникових елементів, в кожне вічко яких за допомогою дозаторів вкладають...
Спосіб виготовлення дротяної стрічки, яка складається з множини розташованих паралельно одна одній дротяних ниток, а також дротяна стрічка, виготовлена цим способом

Номер патенту: 95358
Опубліковано: 25.07.2011
Автор: Шталь Карл-Херманн
МПК: B21F 45/00, B21D 53/36, F16B 15/00
Мітки: способом, стрічки, виготовлення, виготовлена, цим, дротяних, дротяна, множині, складається, стрічка, яка, паралельно, дротяної, одний, ниток, розташованих, одна, також, спосіб
Формула / Реферат:
1. Спосіб виготовлення дротяної стрічки (1), яка складається з розташованих паралельно одна одній дротяних ниток (2), причому металеву стрічку для утворення дротяних ниток (2) спочатку попередньо надрізають з одного або з обох боків, внаслідок чого виникають дротяні нитки (2), які ще з'єднані перемичками (3), який відрізняється тим, що для подальшого перетворення перемичок в тонкі розділювальні перемички, які легко відокремлюються одна від...
Установка для прокатки порошкової наплавної стрічки
Номер патенту: 38765
Опубліковано: 12.01.2009
Автори: Зареченський Деніс Олександрович, Лафазан Андрій Олександрович, Чигарьов Валерій Васильович
МПК: B23K 35/40, B21B 38/00
Мітки: наплавної, порошкової, прокатки, стрічки, установка
Формула / Реферат:
Установка для прокатки порошкової наплавної стрічки, що містить верхній обтискний валок, закріплений на осьовій опорі, встановленій в опорних стояках, пристрій для контролю і запобігання перекосу верхнього обтискного валка, який містить гідроциліндр з гвинтовим штоком, яка відрізняється тим, що в опорних стояках виконані вертикальні напрямні отвори і горизонтальні пази, при цьому в напрямних отворах встановлені натискні штирі, на яких...
Автомат для виготовлення транспортних хомутів з дротяної заготівлі

Номер патенту: 63096
Опубліковано: 26.09.2011
Автори: Максакова Анна Анатоліївна, Холявченко Леонід Тимофійович, Ємельяненко Володимир Іванович, Максаков Анатолій Іванович, Давидов Сергій Леонідович, Алімов Валерій Іванович
МПК: B21D 7/02
Мітки: виготовлення, автомат, транспортних, хомутів, заготівлі, дротяної
Формула / Реферат:
Автомат для виготовлення транспортних хомутів з дротяної заготівлі, що містить опору для утримувача заготівлі, вузол подачі і рубки заготівлі, вузол навивання хомута, який відрізняється тим, що він додатково оснащений згиначем, встановленим з можливістю орієнтації відносно реверсивного завивача, і пультом керування, скомутованим з приводом вузлів автомата.
Дротяна сітка для гравійного огородження або для захисту поверхневого шару ґрунту, кріплення для дротяної сітки, а також спосіб і пристрій для її виготовлення
Номер патенту: 63948
Опубліковано: 16.02.2004
Автор: Ейшер Бернард
МПК: E01F 7/00, E02D 17/20, B21D 11/07
Мітки: сітки, дротяної, шару, дротяна, пристрій, захисту, огородження, спосіб, виготовлення, сітка, також, ґрунту, гравійного, кріплення, поверхневого
Формула / Реферат:
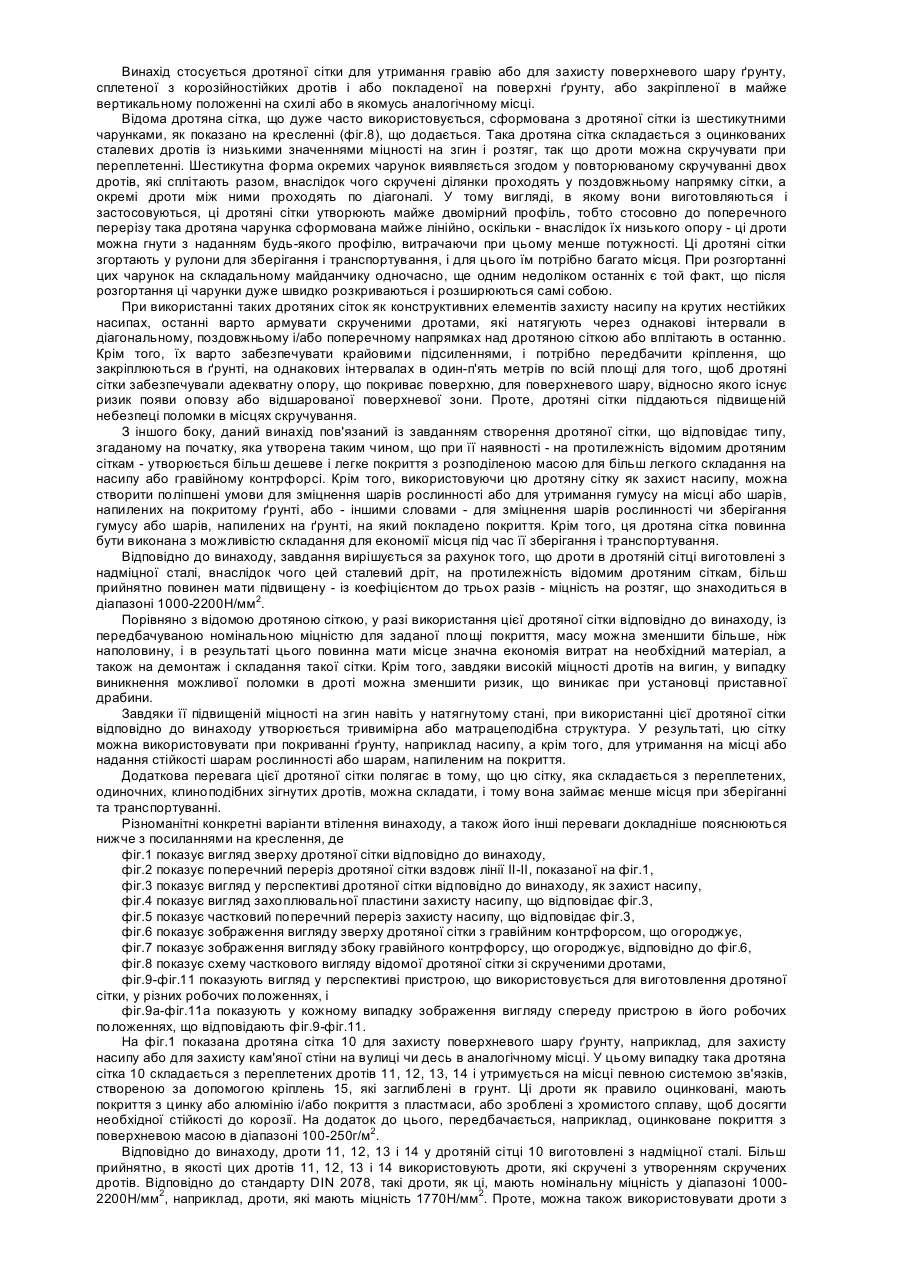
1. Дротяна сітка для утримання гравію або для захисту поверхневого шару ґрунту, сплетена з корозійностійких дротів (11, 12, 13, 14) і призначена для укладення на поверхні ґрунту або закріплення в майже вертикальному положенні на схилі або в якомусь аналогічному місці, яка відрізняється тим, що дроти (11, 12, 13, 14) у дротяній сітці (10) виготовлені з надміцної сталі, що має номінальну міцність на розтяг у діапазоні 1000 - 2200...
Попередній патент: Танк
Наступний патент: Застосування сушарки із псевдозрідженим шаром інертного носія як камери для сушіння молока
Випадковий патент: Пристрій для програмного регулювання тепловим об'єктом з розподіленими параметрами