Спосіб прокатування асиметричного залізничного профілю безшийкової жолобчастої трамвайної рейки
Номер патенту: 111786
Опубліковано: 10.06.2016
Автори: Бергеман Генадій Володимирович, Самсоненко Андрій Анатолійович, Гаран Ігор В'ячеславович
Формула / Реферат
Спосіб прокатування асиметричного залізничного профілю безшийкової жолобчастої трамвайної рейки, який включає обтиснення вихідної заготовки в валках з калібрами, який відрізняється тим, що прокатування вихідної заготовки з поперечним перерізом квадратної форми і розкату несформованого профілю здійснюють з однопрохідним обтиском послідовно в 5-ти чорнових відкритих і закритих ящичних і фасонних калібрах, а також в 2-х відкритих фасонних калібрах - передчистовому і чистовому, сформованих верхніми і нижніми валками чорнової і чистової клітей, відповідно, лінійного рейкобалкового стана, з кантуванням на 90° розкату профілю, що формується, перед його подачею у 2-й і 4-й чорнові калібри, при цьому в процесі прокатування в 4-му розрізному чорновому фасонному калібрі закритого типу гребенями верхнього і нижнього потоків калібра в тілі розкату створюють жолоб і канавку, які утворюють основні складові елементи профілю, що формується, у вигляді головки, реборди (губи) і двох фланцевих кріпильних елементів, а конфігурацію елемента підошви профілю формують тільки в 5-му профілюючому чорновому фасонному калібрі закритого типу, при цьому подальше завершальне формування головки, реборди (губи) і двох фланцевих кріпильних елементів асиметричного залізничного рейкового профілю, а також остаточне формування елемента підошви асиметричного залізничного рейкового профілю здійснюють в системі з 2-х відкритих фасонних калібрів, утворених верхнім і нижнім валками чистової кліті лінійного рейкобалкового стана.
Текст
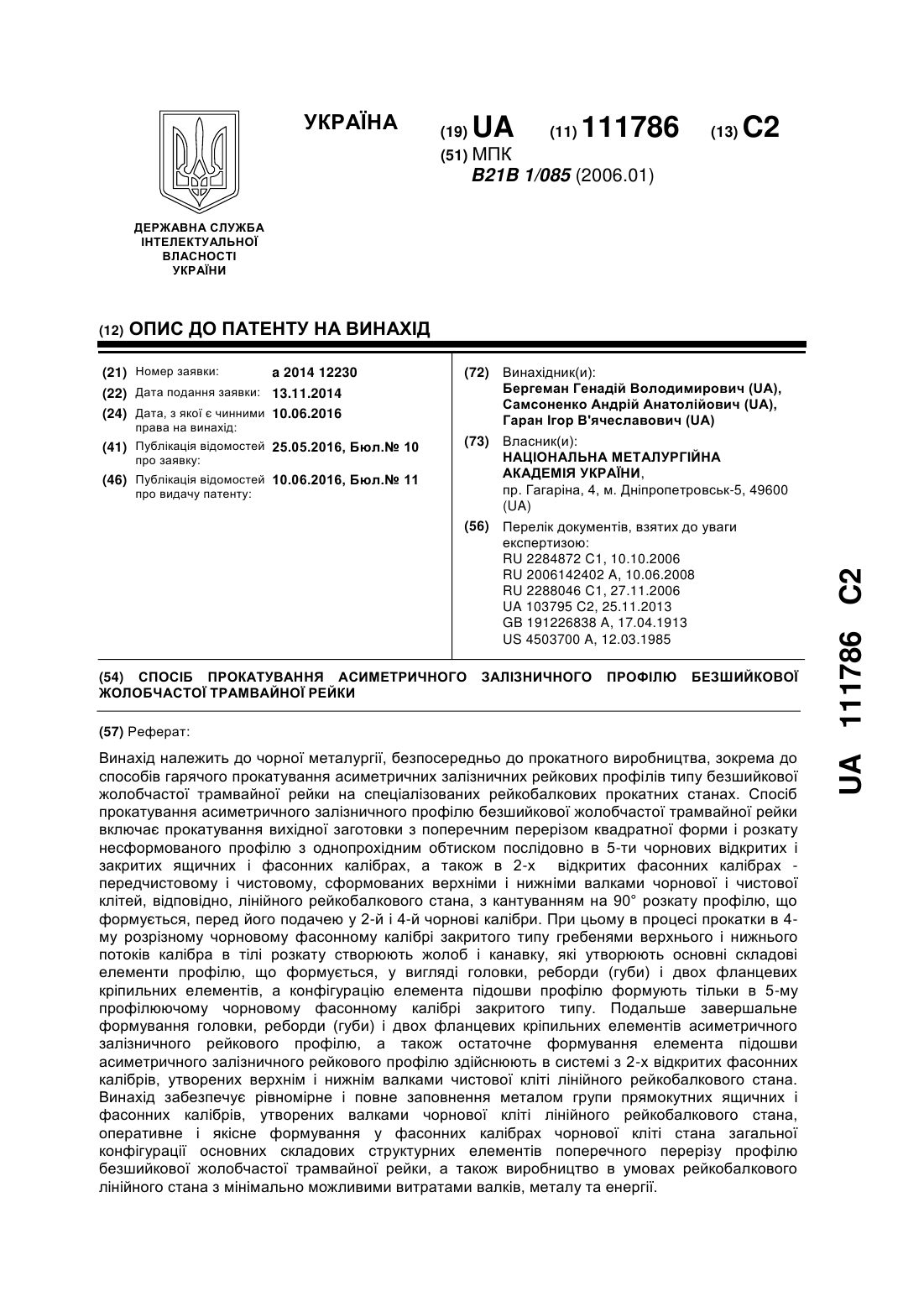
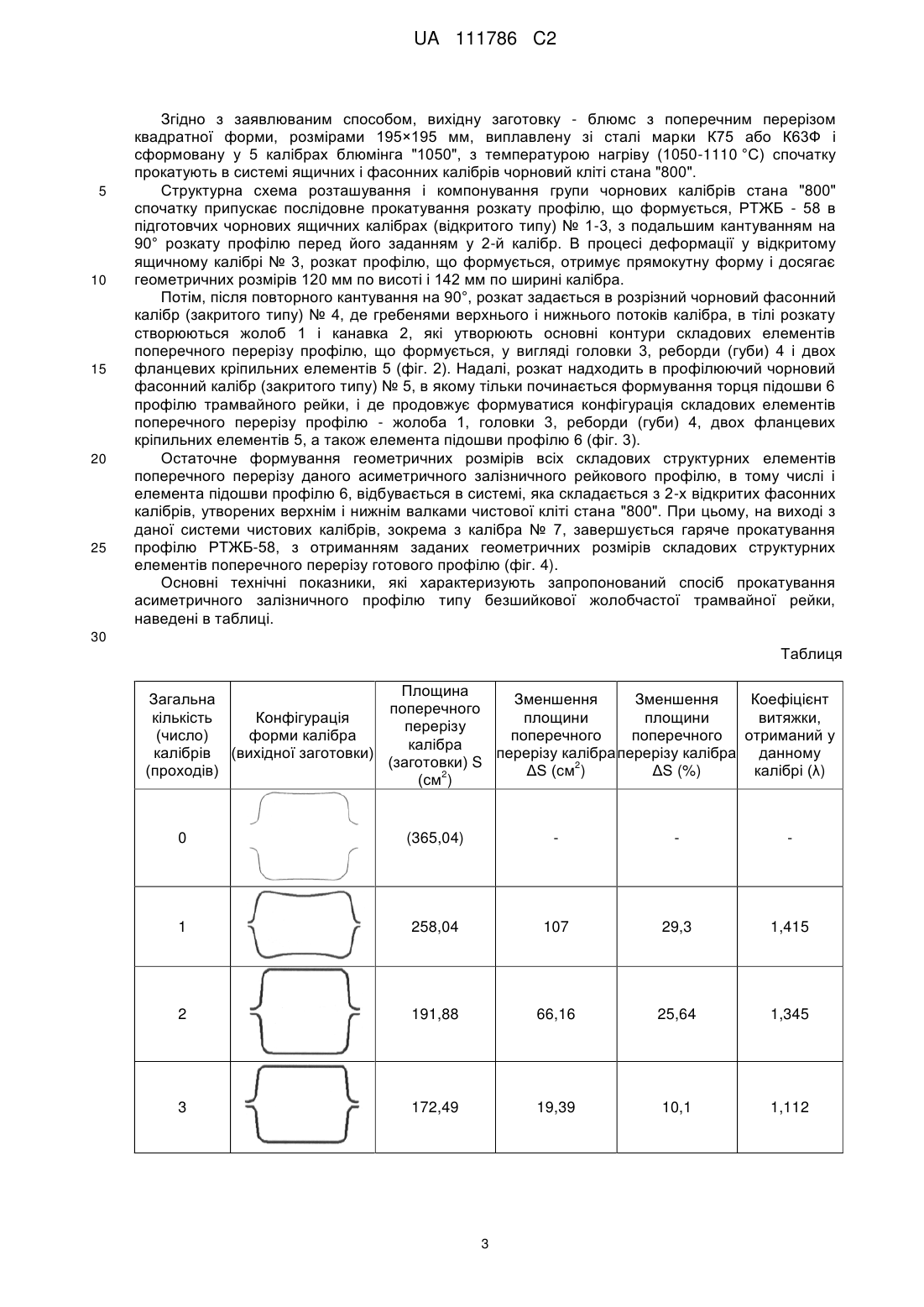
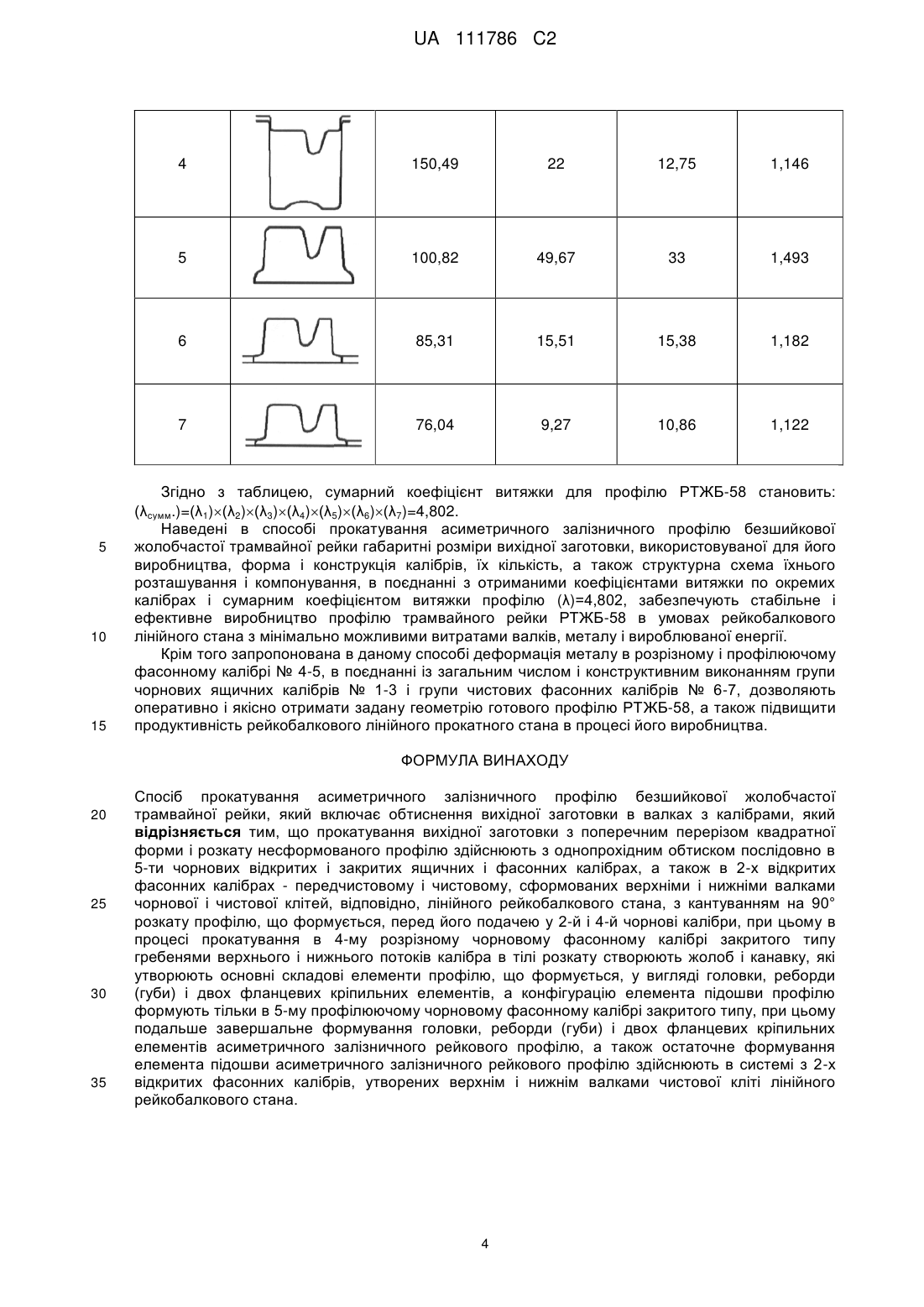
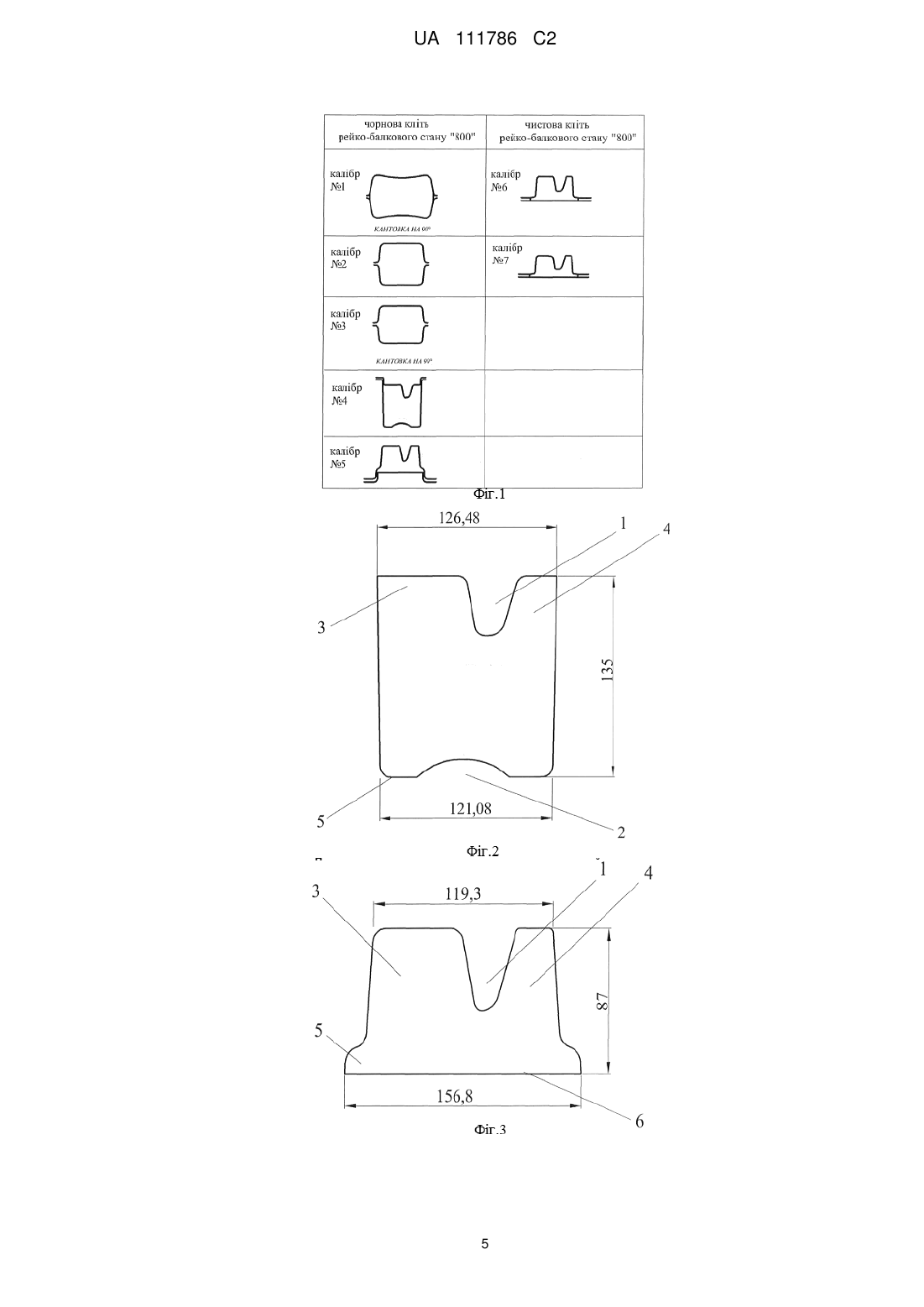
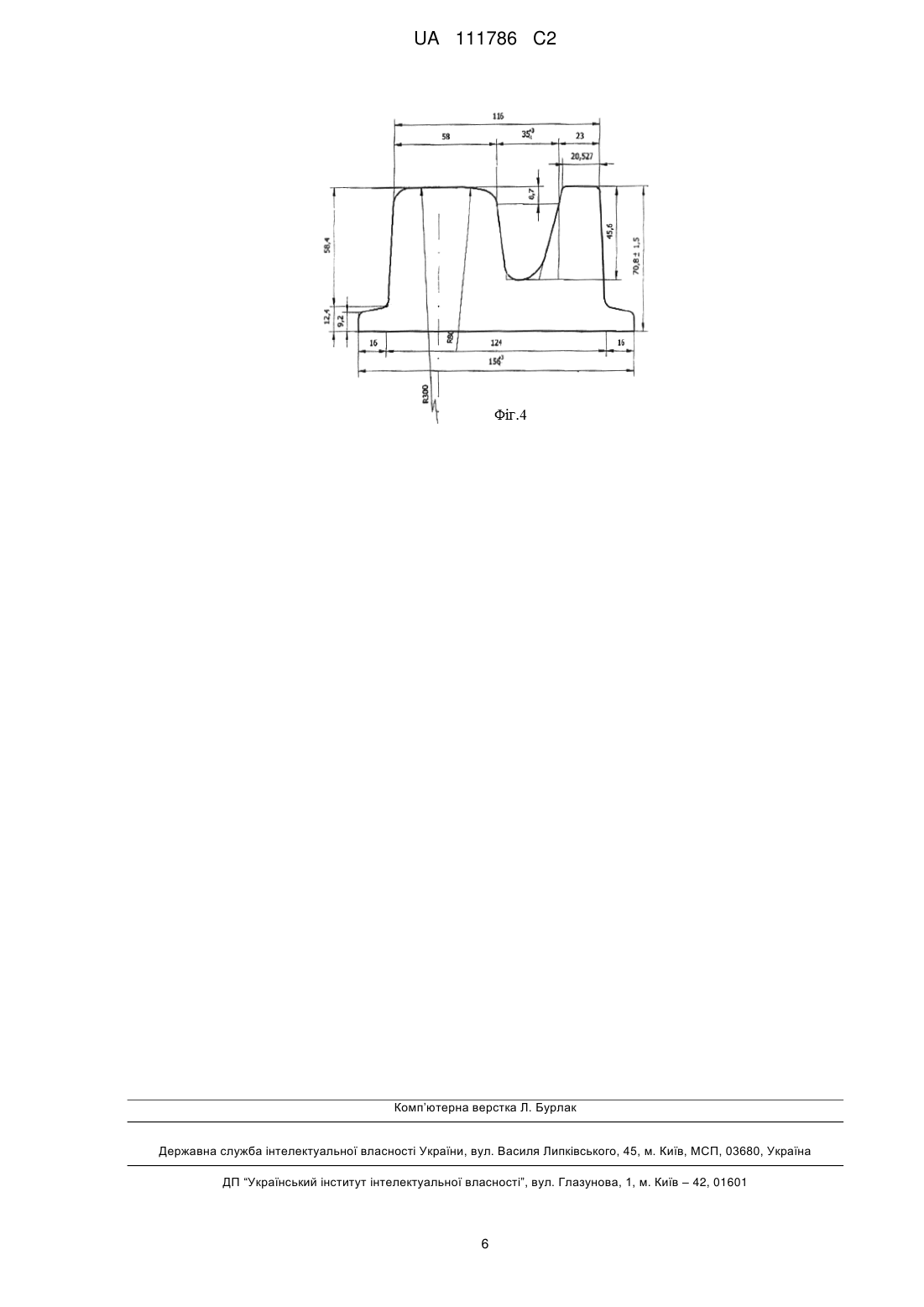
Реферат: Винахід належить до чорної металургії, безпосередньо до прокатного виробництва, зокрема до способів гарячого прокатування асиметричних залізничних рейкових профілів типу безшийкової жолобчастої трамвайної рейки на спеціалізованих рейкобалкових прокатних станах. Спосіб прокатування асиметричного залізничного профілю безшийкової жолобчастої трамвайної рейки включає прокатування вихідної заготовки з поперечним перерізом квадратної форми і розкату несформованого профілю з однопрохідним обтиском послідовно в 5-ти чорнових відкритих і закритих ящичних і фасонних калібрах, а також в 2-х відкритих фасонних калібрах передчистовому і чистовому, сформованих верхніми і нижніми валками чорнової і чистової клітей, відповідно, лінійного рейкобалкового стана, з кантуванням на 90° розкату профілю, що формується, перед його подачею у 2-й і 4-й чорнові калібри. При цьому в процесі прокатки в 4му розрізному чорновому фасонному калібрі закритого типу гребенями верхнього і нижнього потоків калібра в тілі розкату створюють жолоб і канавку, які утворюють основні складові елементи профілю, що формується, у вигляді головки, реборди (губи) і двох фланцевих кріпильних елементів, а конфігурацію елемента підошви профілю формують тільки в 5-му профілюючому чорновому фасонному калібрі закритого типу. Подальше завершальне формування головки, реборди (губи) і двох фланцевих кріпильних елементів асиметричного залізничного рейкового профілю, а також остаточне формування елемента підошви асиметричного залізничного рейкового профілю здійснюють в системі з 2-х відкритих фасонних калібрів, утворених верхнім і нижнім валками чистової кліті лінійного рейкобалкового стана. Винахід забезпечує рівномірне і повне заповнення металом групи прямокутних ящичних і фасонних калібрів, утворених валками чорнової кліті лінійного рейкобалкового стана, оперативне і якісне формування у фасонних калібрах чорнової кліті стана загальної конфігурації основних складових структурних елементів поперечного перерізу профілю безшийкової жолобчастої трамвайної рейки, а також виробництво в умовах рейкобалкового лінійного стана з мінімально можливими витратами валків, металу та енергії. UA 111786 C2 (12) UA 111786 C2 UA 111786 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до чорної металургії, безпосередньо до прокатного виробництва, зокрема до способів гарячого прокатування асиметричних залізничних рейкових профілів типу безшийкової жолобчастої трамвайної рейки на спеціалізованих рейкобалкових прокатних станах, що мають лінійне розташування чорнових і чистових двовалкових клітей, і може бути використаний при виробництві блокової конструкції трамвайних шляхів в транспортному машинобудуванні. Відомий спосіб прокатування трамвайних безшийкових жолобчастих рейок, який включає первісне прокатування вихідної прямокутної заготовки, із співвідношенням її висоти Н0 (205 мм) до ширини В0 (175 мм)=1,171 в групі чорнових закритих трапецієподібних калібрів № 1 і № 2, з подальшим кантуванням на 90° розкату профілю, що формується, перед його заданням в закритий чорновий фасонний калібр № 3. Проведення в даному калібрі інтенсивного прямого обтиску по висоті окантованого трапецієвидного розкату, дозволяє почати в калібрі № 4 формування складових структурних елементів даного асиметричного залізничного рейкового профілю. Надалі, у відкритих (№ 4 і № 6) і закритих (№ 5 і № 7) чорнових і чистових фасонних калібрах, що поперемінно чергуються, відбувається поступове і завершальне формування складових структурних елементів поперечного перерізу профілю безшийкової жолобчастої трамвайної рейки, і які мають назву підошви, головки, реборди (губи) і фланцевих кріпильних елементів (Hutnik CSSR. - 1979. - № 9. - С. 350-353, таблиця V). Недоліком відомого способу є використання трапецієподібних калібрів № 1 і № 2, які мають велику горизонтальну вісь. Завдяки вищевказаній відмітній особливості, дані калібри хитко працюють і вимагають підвищеної уваги до свого налаштування до роботи, і що в кінцевому підсумку позначається на зниженні продуктивності прокатного стана і погіршенні якості формуючогося профілю безшийкової жолобчастої трамвайної рейки. До недоліків даного способу також належить використання великої кількості калібрів закритого типу (№ 1, № 2, № 3, № 5, № 7), які виконані з глибокими врізами в тіло їх формуючих прокатних валків. Дана негативна ознака значно прискорює знос валків, ускладнює процес виготовлення даних калібрів, а також прокатування в них розкату асиметричного рейкового профілю, що формується, внаслідок його активного "защемлення" в закритих потоках даних калібрів. Відомий також найбільш близький за технічною суттю, кількістю спільних ознак і досягуваним результатом спосіб прокатування асиметричних профілів, переважно залізничних, типу безшийкової трамвайного рейки, який включає багатопрохідне обтиснення заготовки в валках з калібрами. При використанні даного способу прокатування, формування профілю безшийкової трамвайного рейки з вихідної прямокутної заготовки із співвідношенням її висоти Н 0 (210 мм) до ширини В0 (180 мм)=1,166, починається в симетричному щодо вертикальної осі трапецієподібному калібрі № 1, утвореному у верхній і нижній частинах відповідно потоками ящичних калібрів меншої і більшої ширини. Потім розкат профілю, що формується, подається в нахилений під кутом 10-15° з розкриттям по діагоналі, типу нерівнополичної трапеції, напівзакритий калібр № 2, утворений кутоподібним верхнім і нижнім потоками, бічні стінки яких виконані до основи під кутами відповідно 90° і 100-105°, де розкат обтискається по висоті і однієї з діагоналей. Надалі, розкат після кантування на 90° прокатується в системі фасонних калібрів № 3-7 з чергуванням по висоті розкриття калібрів в бічні сторони, і з орієнтацією більшої сторони розкату з нерівнополичного трапецієподібного калібра в сторону реборди (губи) профілю. При цьому остаточне оформлення поперечного перерізу профілю безшийкової жолобчастої трамвайної рейки проводиться в передчистовому і чистовому калибрах № 8-9, які мають однакові розкриття (патент РФ № 2284872, МПК В21 В 1/085, опубл. 10.10.2006.) Недоліком вищеописаного способу є те, що напівзакритий фасонний калібр № 2, який відповідає за початкову стадію оформлення реборди профілю безшийкової жолобчастої трамвайної рейки, виконаний похилим під кутом 10-15 відносно горизонтальної осі формуючих його прокатних валків. Використання калібрів подібної форми передбачає наявність значних додаткових трудовитрат, пов'язаних з точністю проведення настройки і подальшого регулювання привалкової арматури, задіяної для отримання необхідної конфігурації в калібрі № 2 розкату, що формується, даного прокатного профілю. Також недоліком є те, що при виході розкату профілю з відкритого фасонного калібра № 3 є ймовірність серплення - отримання відхилення від допустимої кривизни в горизонтальній площині розкату профілю, що формується, що також призводить до додаткових трудовитрат при налаштуванні і регулюванні привалкової арматури калібра № 3. Крім того, суттєвим недоліком способу, прийнятого за прототип, є значна кількість (число) використовуваних калібрів (№ 1-9), в тому числі фасонних калібрів (№ 2-9), задіяних при виробництві даного 1 UA 111786 C2 5 10 15 20 25 30 35 40 45 50 55 асиметричного залізничного рейкового профілю. Вищевказана негативна особливість негативним чином позначається на середньогодинній продуктивності прокатного стана, призводить до підвищених енерговитратам, і також має на увазі підвищену витрату прокатних валків. В основу винаходу поставлена задача розробити спосіб прокатування асиметричного залізничного профілю безшийкової жолобчастої трамвайної рейки, шляхом створення оптимально можливої системи (компонувальної схеми) чорнової і чистової груп ящичних і фасонних калібрів, необхідної для забезпечення стабільного та ефективного виробництва даного прокатного профілю в умовах лінійного рейкобалкового стана, а також підвищення продуктивності лінійного рейкобалкового прокатного стана в процесі його виробництва. Вирішення поставленої задачі дозволить домогтися рівномірного і повного заповнення металом групи прямокутних ящичних і фасонних калібрів, утворених валками чорнової кліті лінійного рейкобалкового стана, оперативно і якісно сформувати у фасонних калібрах чорнової кліті стана загальну конфігурацію основних складових структурних елементів поперечного перерізу профілю безшийкової жолобчастої трамвайної рейки і забезпечити його виробництво в умовах рейкобалкового лінійного стана з мінімально можливими витратами валків, металу і вироблюваної енергії. Поставлена задача вирішується тим, що згідно з винаходом, спосіб прокатування асиметричного залізничного профілю безшийкової жолобчастої трамвайної рейки, який включає багатопрохідне обтиснення вихідної заготовки в валках з калібрами, відмінний тим, що прокатування вихідної заготовки з поперечним перерізом квадратної форми і розкату формуючогося профілю, з однопрохідним обтиском, послідовно проводять в 5-ти чорнових відкритих і закритих ящичних і фасонних калібрах, а також в 2-х (передчистовому і чистовому) відкритих фасонних калібрах, сформованих верхніми і нижніми валками чорнової і чистової клітей лінійного рейкобалкового стана, з кантуванням на 90° розкату профілю, що формується, перед його заданням у 2-й і 4-й чорнові калібри, надалі, в процесі прокатування в 4-му розрізному чорновому фасонному калібрі (закритого типу), гребені верхнього і нижнього потоків калібра в тілі розкату створюють жолоб і канавку, які утворюють основні складові елементи профілю, що формується, у вигляді головки, реборди (губи) і двох фланцевих кріпильних елементів, а конфігурація елемента підошви профілю формується тільки в 5-му профілюючому чорновому фасонному калібрі (закритого типу), при цьому подальше завершальне формування головки, реборди (губи) і двох фланцевих кріпильних елементів асиметричного залізничного рейкового профілю, а також остаточне формування елемента підошви асиметричного залізничного рейкового профілю відбувається в системі з 2-х відкритих фасонних калібрів, утворених верхнім і нижнім валками чистової кліті лінійного рейкобалкового стана. Суть винаходу пояснюється кресленнями, де: - на фіг. 1 - представлена структурна схема розташування і компонування груп чорнових і чистових калібрів стана "800" винаходу способу прокатування асиметричного залізничного профілю безшийкової жолобчастої трамвайної рейки; - на фіг. 2 - показана конфігурація складових структурних елементів поперечного перерізу розкату асиметричного залізничного профілю типу безшийкової жолобчастої трамвайної рейки, який формуються в розрізному фасонному чорновому калібрі № 4; - на фіг. 3 - показана конфігурація складових структурних елементів поперечного перерізу розкату асиметричного залізничного профілю типу безшийкової жолобчастої трамвайної рейки, який формуються в профілюючому фасонному чорновому калібрі № 5. - на фіг. 4 - представлений поперечний переріз готового асиметричного залізничного профілю типу безшийкової жолобчастої трамвайної рейки, сформований в чистовому калібрі № 7. Розкат асиметричного залізничного профілю безшийкової жолобчастої трамвайної рейки (фіг. 2-3) включає в себе наступні складові структурні елементи: жолоб 1, канавку 2, головку 3, реборду (губу) 4, кріпильні елементи 5, підошву 6. Приклад конкретного виконання запропонованого способу. За запропонованим способом, в умовах ПАО "ЄВРАЗ - ДМЗ ім. Петровського", на лінійному 3-клітьовому рейкобалковому стані "800", з однопрохідним обтиском в системі чорнової і чистової груп калібрів (фіг. 1), було виконане прокатування асиметричного залізничного рейкового профілю, зокрема рейки трамвайної жолобчастого безшийкової РТЖБ - 58. Дана система (компоновочна схема) чорнової і чистової груп калібрів, розроблена для забезпечення стабільного та ефективного виробництва трамвайної рейки РТЖБ - 58 в умовах роботи рейкобалкового стана "800". 2 UA 111786 C2 5 10 15 20 25 Згідно з заявлюваним способом, вихідну заготовку - блюмс з поперечним перерізом квадратної форми, розмірами 195×195 мм, виплавлену зі сталі марки К75 або К63Ф і сформовану у 5 калібрах блюмінга "1050", з температурою нагріву (1050-1110 °C) спочатку прокатують в системі ящичних і фасонних калібрів чорновий кліті стана "800". Структурна схема розташування і компонування групи чорнових калібрів стана "800" спочатку припускає послідовне прокатування розкату профілю, що формується, РТЖБ - 58 в підготовчих чорнових ящичних калібрах (відкритого типу) № 1-3, з подальшим кантуванням на 90° розкату профілю перед його заданням у 2-й калібр. В процесі деформації у відкритому ящичному калібрі № 3, розкат профілю, що формується, отримує прямокутну форму і досягає геометричних розмірів 120 мм по висоті і 142 мм по ширині калібра. Потім, після повторного кантування на 90°, розкат задається в розрізний чорновий фасонний калібр (закритого типу) № 4, де гребенями верхнього і нижнього потоків калібра, в тілі розкату створюються жолоб 1 і канавка 2, які утворюють основні контури складових елементів поперечного перерізу профілю, що формується, у вигляді головки 3, реборди (губи) 4 і двох фланцевих кріпильних елементів 5 (фіг. 2). Надалі, розкат надходить в профілюючий чорновий фасонний калібр (закритого типу) № 5, в якому тільки починається формування торця підошви 6 профілю трамвайного рейки, і де продовжує формуватися конфігурація складових елементів поперечного перерізу профілю - жолоба 1, головки 3, реборди (губи) 4, двох фланцевих кріпильних елементів 5, а також елемента підошви профілю 6 (фіг. 3). Остаточне формування геометричних розмірів всіх складових структурних елементів поперечного перерізу даного асиметричного залізничного рейкового профілю, в тому числі і елемента підошви профілю 6, відбувається в системі, яка складається з 2-х відкритих фасонних калібрів, утворених верхнім і нижнім валками чистової кліті стана "800". При цьому, на виході з даної системи чистових калібрів, зокрема з калібра № 7, завершується гаряче прокатування профілю РТЖБ-58, з отриманням заданих геометричних розмірів складових структурних елементів поперечного перерізу готового профілю (фіг. 4). Основні технічні показники, які характеризують запропонований спосіб прокатування асиметричного залізничного профілю типу безшийкової жолобчастої трамвайної рейки, наведені в таблиці. 30 Таблиця Площина Загальна Зменшення Зменшення Коефіцієнт поперечного кількість Конфігурація площини площини витяжки, перерізу (число) форми калібра поперечного поперечного отриманий у калібра калібрів (вихідної заготовки) перерізу калібра перерізу калібра данному (заготовки) S 2 (проходів) ΔS (см ) ΔS (%) калібрі (λ) 2 (см ) 0 (365,04) 1 258,04 107 29,3 1,415 2 191,88 66,16 25,64 1,345 3 172,49 19,39 10,1 1,112 3 UA 111786 C2 4 1,146 100,82 49,67 33 1,493 85,31 15,51 15,38 1,182 7 15 12,75 6 10 22 5 5 150,49 76,04 9,27 10,86 1,122 Згідно з таблицею, сумарний коефіцієнт витяжки для профілю РТЖБ-58 становить: (λсумм.)=(λ1)(λ2)(λ3)(λ4)(λ5)(λ6)(λ7)=4,802. Наведені в способі прокатування асиметричного залізничного профілю безшийкової жолобчастої трамвайної рейки габаритні розміри вихідної заготовки, використовуваної для його виробництва, форма і конструкція калібрів, їх кількість, а також структурна схема їхнього розташування і компонування, в поєднанні з отриманими коефіцієнтами витяжки по окремих калібрах і сумарним коефіцієнтом витяжки профілю (λ)=4,802, забезпечують стабільне і ефективне виробництво профілю трамвайного рейки РТЖБ-58 в умовах рейкобалкового лінійного стана з мінімально можливими витратами валків, металу і вироблюваної енергії. Крім того запропонована в даному способі деформація металу в розрізному і профілюючому фасонному калібрі № 4-5, в поєднанні із загальним числом і конструктивним виконанням групи чорнових ящичних калібрів № 1-3 і групи чистових фасонних калібрів № 6-7, дозволяють оперативно і якісно отримати задану геометрію готового профілю РТЖБ-58, а також підвищити продуктивність рейкобалкового лінійного прокатного стана в процесі його виробництва. ФОРМУЛА ВИНАХОДУ 20 25 30 35 Спосіб прокатування асиметричного залізничного профілю безшийкової жолобчастої трамвайної рейки, який включає обтиснення вихідної заготовки в валках з калібрами, який відрізняється тим, що прокатування вихідної заготовки з поперечним перерізом квадратної форми і розкату несформованого профілю здійснюють з однопрохідним обтиском послідовно в 5-ти чорнових відкритих і закритих ящичних і фасонних калібрах, а також в 2-х відкритих фасонних калібрах - передчистовому і чистовому, сформованих верхніми і нижніми валками чорнової і чистової клітей, відповідно, лінійного рейкобалкового стана, з кантуванням на 90° розкату профілю, що формується, перед його подачею у 2-й і 4-й чорнові калібри, при цьому в процесі прокатування в 4-му розрізному чорновому фасонному калібрі закритого типу гребенями верхнього і нижнього потоків калібра в тілі розкату створюють жолоб і канавку, які утворюють основні складові елементи профілю, що формується, у вигляді головки, реборди (губи) і двох фланцевих кріпильних елементів, а конфігурацію елемента підошви профілю формують тільки в 5-му профілюючому чорновому фасонному калібрі закритого типу, при цьому подальше завершальне формування головки, реборди (губи) і двох фланцевих кріпильних елементів асиметричного залізничного рейкового профілю, а також остаточне формування елемента підошви асиметричного залізничного рейкового профілю здійснюють в системі з 2-х відкритих фасонних калібрів, утворених верхнім і нижнім валками чистової кліті лінійного рейкобалкового стана. 4 UA 111786 C2 5 UA 111786 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюBerheman Henadii Volodymyrovych, Samsonenko Andrii Anatoliiovych
Автори російськоюБергеман Геннадий Владимирович, Самсоненко Андрей Анатольевич
МПК / Мітки
МПК: B21B 1/085
Мітки: асиметричного, профілю, жолобчастої, рейки, трамвайної, безшийкової, прокатування, спосіб, залізничного
Код посилання
<a href="https://ua.patents.su/8-111786-sposib-prokatuvannya-asimetrichnogo-zaliznichnogo-profilyu-bezshijjkovo-zholobchasto-tramvajjno-rejjki.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування асиметричного залізничного профілю безшийкової жолобчастої трамвайної рейки</a>
Пристрій для кріплення трамвайної безшийкової рейки до бетонної основи
Номер патенту: 40986
Опубліковано: 27.04.2009
Автори: Івановський Анатолій Олексійович, Івановський Олексій Анатолійович
МПК: E01B 9/30
Мітки: кріплення, бетонної, безшийкової, пристрій, основі, трамвайної, рейки
Формула / Реферат:
1. Пристрій для кріплення трамвайної безшийкової рейки до бетонної основи через підрейкову прокладку, який відрізняється тим, що містить анкер закладний, який закріплено у бетонній основі і в якому виконано отвір під пружинну клему, притискна частина якої спирається на підошву рейки, установлену на підрейкову прокладку.2. Пристрій за п. 1, який відрізняється тим, що притискна частина пружинної клеми спирається на підошву рейки...
Пружне кріплення жолобчастої безшийкової рейки до залізобетонної рейкової плити

Номер патенту: 10416
Опубліковано: 15.11.2005
Автор: Кердівара Анатолій Дмитрович
МПК: E01C 9/00, E01B 21/00
Мітки: плити, залізобетонної, рейки, пружне, кріплення, жолобчастої, безшийкової, рейкової
Формула / Реферат:
1. Пружне кріплення рейки, що складається із самої рейки, залізобетонної плити з пазом, у якому встановлена рейка, а також із еластомерних профілів, а саме з базового профілю, що розташований під підошвою рейки і має кілька каналів, що проходять у поздовжньому напрямку рейки, паралельно нижній стороні її підошви, і двох бічних профілів, які з обох боків прилягають до рейки, яке відрізняється тим, що використовується плита із двома пазами, у...
Пристрій для кріплення трамвайної рейки до шпали
Номер патенту: 40548
Опубліковано: 10.04.2009
Автори: Івановський Анатолій Олексійович, Івановський Олексій Анатолійович
МПК: E01B 9/00
Мітки: кріплення, трамвайної, пристрій, рейки, шпали
Формула / Реферат:
1. Пристрій для кріплення рейки до шпали, що містить встановлений у бетонній шпалі закладний анкер, пружинну клему, кінці якої зв'язані із анкером закладним, а серединна частина через ізолятор спирається на підошву рейки, який відрізняється тим, що між підошвою рейки і шпалою встановлено полімерну прокладку.2. Пристрій за п. 1, який відрізняється тим, що між підошвою рейки і полімерною прокладкою встановлено додаткову гумово-композитну...
Пристрій для кріплення трамвайної рейки до шпали
Номер патенту: 37974
Опубліковано: 10.12.2008
Автори: Івановський Анатолій Олексійович, Івановський Олексій Анатолійович
МПК: E01B 9/00
Мітки: пристрій, рейки, кріплення, шпали, трамвайної
Формула / Реферат:
1. Пристрій для кріплення рейки до шпали, що містить анкер закладний, який закріплений у бетонній шпалі і в якому виконаний отвір під один кінець пружинної клеми, другий кінець якої спирається опорною частиною на опору п'яти анкера закладного, а притискна частина пружинної клеми спирається через ізолятор на підошву рейки, встановлену на підрейкову прокладку, який відрізняється тим, що між підрейковою прокладкою і шпалою додатково встановлена...
Стан асиметричного кругового прокатування

Номер патенту: 98158
Опубліковано: 25.04.2012
Автори: Капланов Василь Ілліч, Васекін Андрій Валерійович, Лєпорська Наталя Василівна, Присяжний Андрій Григорович, Шемякін Олександр Васильович, Капланова Олена Василівна
МПК: B21H 1/02, B21B 13/10
Мітки: стан, кругового, асиметричного, прокатування
Формула / Реферат:
Стан асиметричного кругового прокатування, який містить два конічні дискові валки, що створюють зону деформації, який відрізняється тим, що осі конічних валків встановлені паралельно одна одній у вертикальній площині, а відстань між ними складає половину від максимального діаметра конічних валків.
Попередній патент: Композиція для лікування бородавок та спосіб лікування бородавок
Наступний патент: Спосіб очищення води від сумішей неіоногенної та аніонної поверхнево-активних речовин
Випадковий патент: Бальна оцінка стану дитини та черевної порожнини на апендикулярні ускладнення