Кристалізатор машини безперервного лиття заготовок
Номер патенту: 112914
Опубліковано: 10.01.2017
Автори: Самосеенко Богдан Александрович, Махлай Юрій Павлович, Моцний Валерій Васильович, Писаренко Вадим Юрійович, Лантух Ігор Анатолійович, Омельницький Едуард Михайлович
Формула / Реферат
1. Кристалізатор машини безперервного лиття заготовок, який має гільзу та сорочку, який відрізняється тим, що на гільзі виконано оребрення, а на сорочці розташовані турбулізуючі елементи для вихроутворення протікаючої охолоджувальної рідини.
2. Кристалізатор машини безперервного лиття заготовок за п. 1, який відрізняється тим, що за рахунок підвищення відводу теплового потоку від зливка зростає швидкість розливання сталі на 15-20%.
3. Кристалізатор машини безперервного лиття заготовок за п. 1, який відрізняється тим, що застосування гільзи з оребренням та сорочки з турбулізуючими елементами відповідно до гладкої гільзи та сорочки дозволило понизити температуру поверхні зливка на ~ 38 °С.
Текст
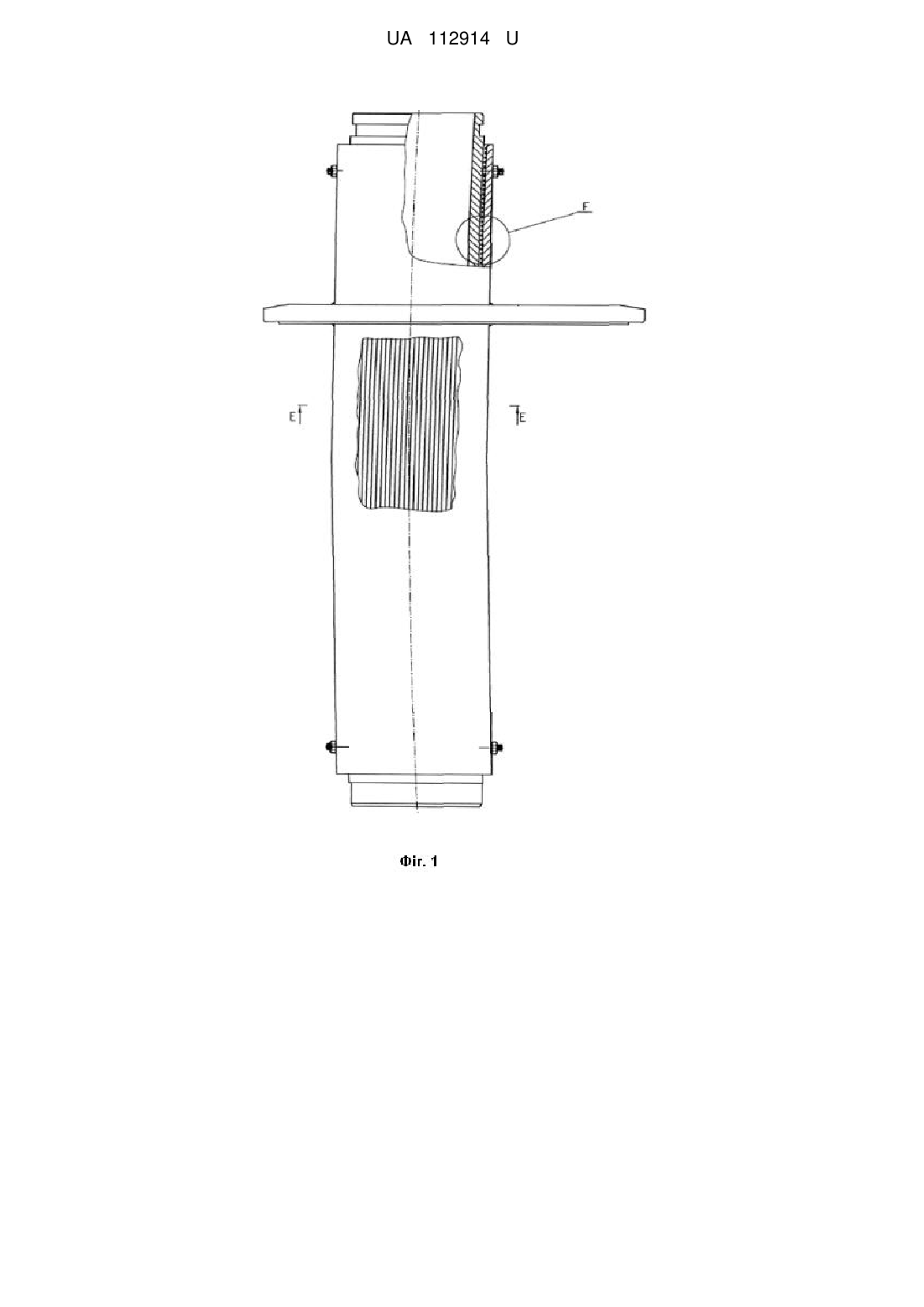
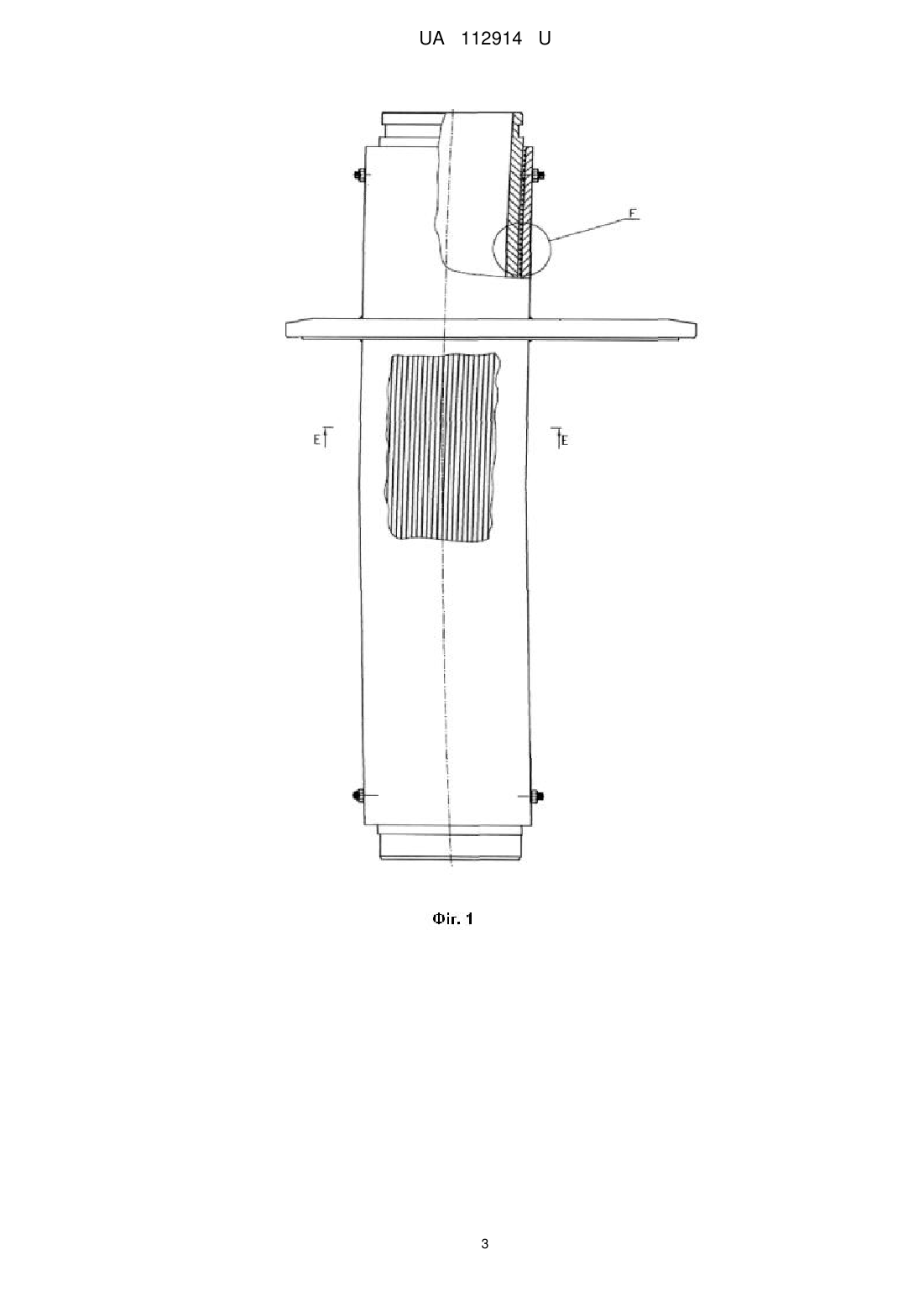
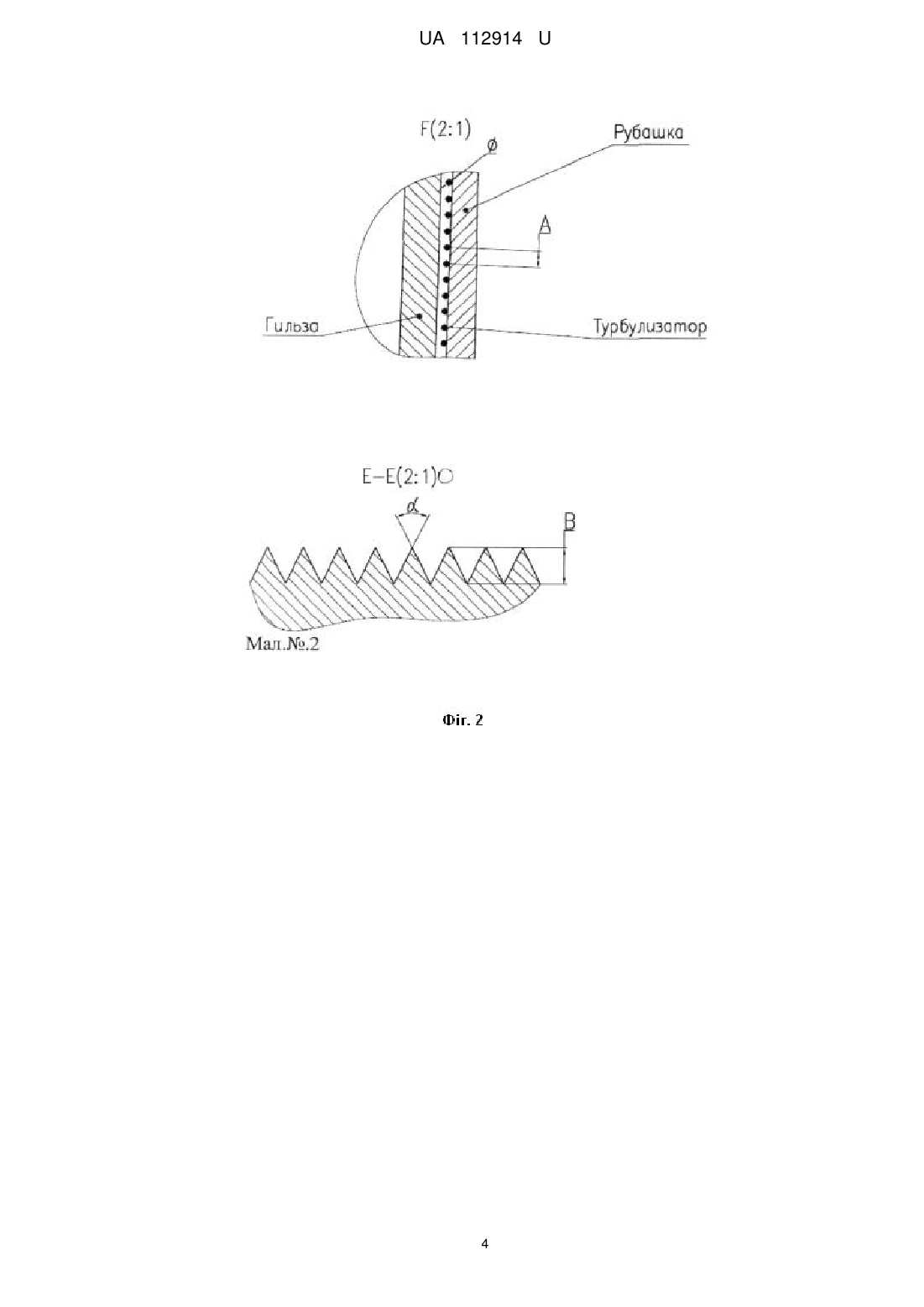
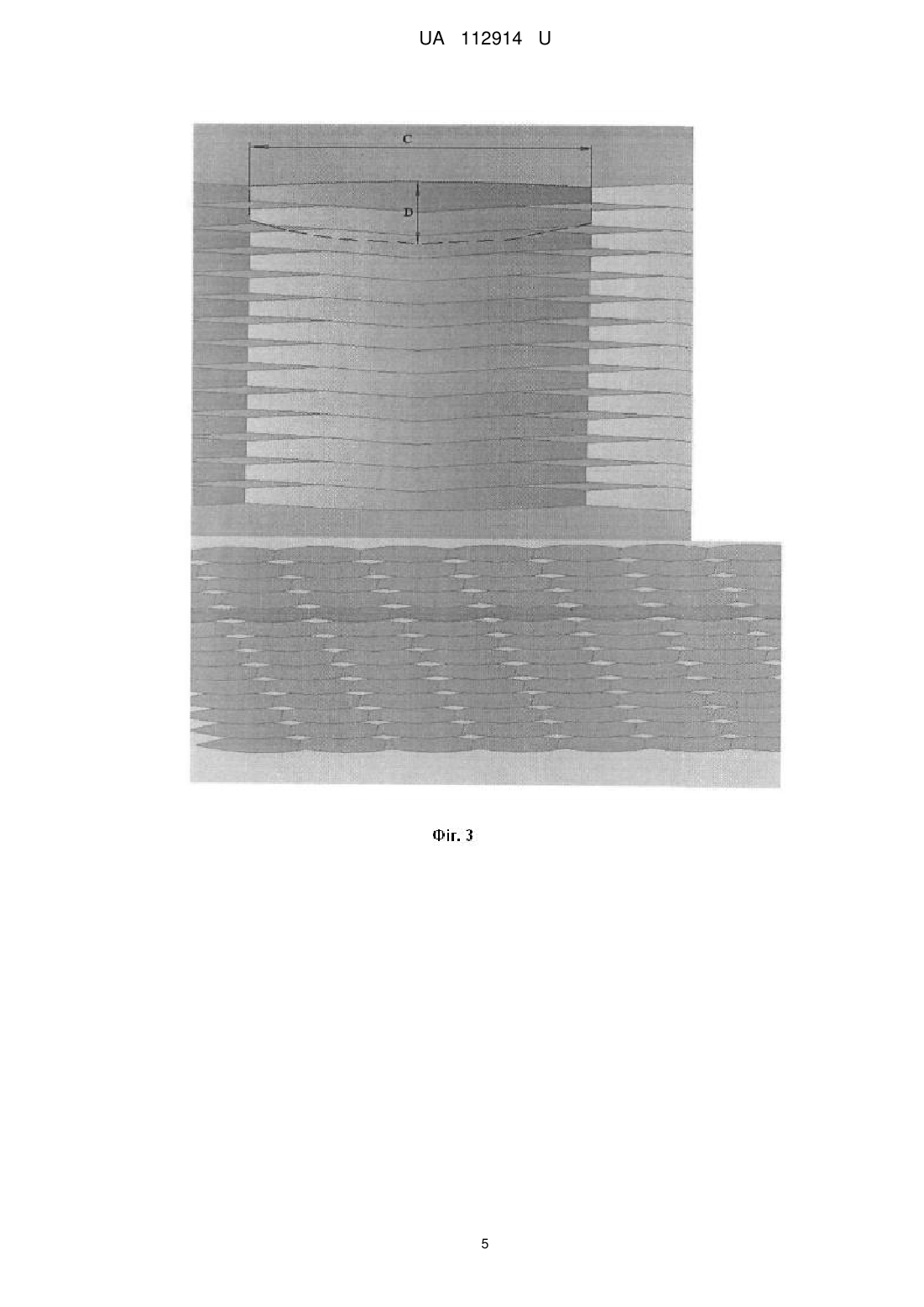
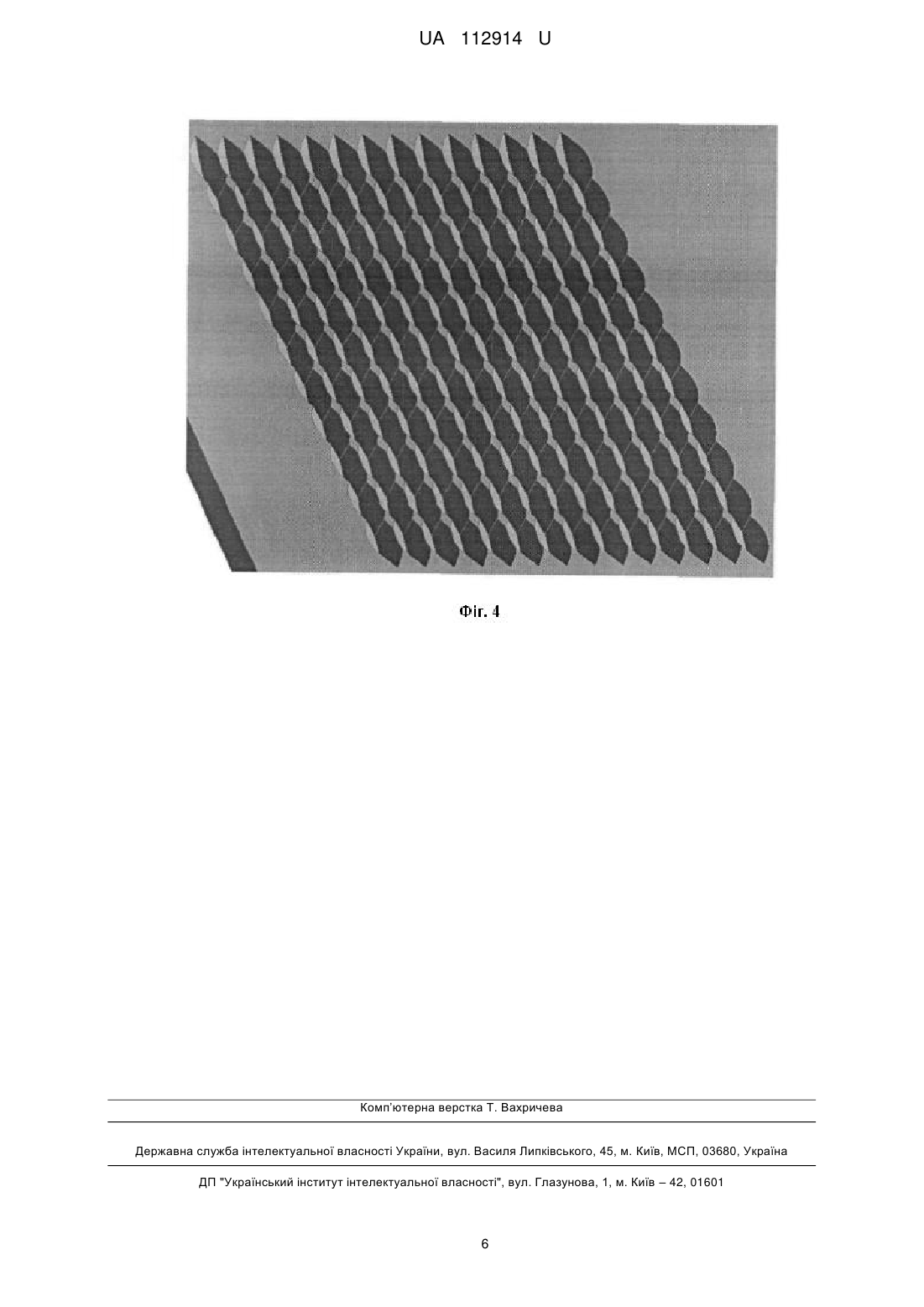
Реферат: Кристалізатор машини безперервного лиття заготовок має гільзу та сорочку. На гільзі виконано оребрення. На сорочці розташовані турбулізуючі елементи для вихроутворення протікаючої охолоджувальної рідини. UA 112914 U (12) UA 112914 U UA 112914 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області металургії, конкретніше до безперервного лиття заготівель. Така схема дозволяє реалізувати існуючі режими розливання металу. Суть корисної моделі полягає в збільшенні інтенсивність теплообміну між гільзою та сорочкою кристалізатора за рахунок спеціального оребрення зовнішньої поверхні гільзи та розташування на сорочці кристалізатора турбулізуючих елементів для збільшення відведення теплового потоку від зливка за рахунок збільшення перемішування охолоджувальної води. На фіг. 1 зображено кристалізатор з розташування на гільзі та сорочці оребрення та турбулізуючі елементі. На фіг. 2 зображена форма оребрення та розташування турбулізуючих елементів. На фіг. 3 зображена форма міжреберного простору гільзи кристалізатора. На фіг. 4 зображена форма оребрення в 3D вигляді. Нині для розливу сталі на сортових МБЛЗ (машина безперервного лиття заготівки) використовуються гільзи кристалізатора з мідного сплаву з гладкою зовнішньою поверхнею. Тепловідвід від розплаву здійснюється через стінку гільзи до води, що протікає в робочому проміжку водяної сорочки. У діючих машинах безперервного лиття заготовок існує проблема переохолодження кутів зливка і інтенсивне утворення кірки в цих місцях, що негативно позначається на стані БЛЗ (безперервно литий зливок), що напружено-деформується. При цьому відбувається зародження тріщин і порушення геометрії зливка, яку не завжди можливо виправити в ЗВО (зоні вторинного охолодження), що у свою чергу може призводити до розриву кірки зливка. Для отримання якісної БЛЗ необхідно вже в кристалізаторі сформувати податливу, нежорстку кірку зливка постійної товщини (у поперечному перерізі). Необхідно також щоб товщина рівномірної кірки пропорційно та агресивно збільшувалася по напряму розливання. Для збільшення продуктивності необхідно інтенсифікувати процес утворення кірки в кристалізаторі за рахунок відбору водою від гільзи більшого тепла. Збільшення об'ємів води цю задачу не вирішує повною мірою, оскільки витрата води обмежена існуючою конструкцією кристалізатора. Відомий патент України на винахід № 81247 "Кристалізатор для безперервного лиття рідких металів", в якому описані методи підвищення передачі тепла від гільзи до зливка металу для поліпшення якості отримуваних зливків. У цьому винаході не вирішеними залишилися наступні питання, а саме: - формування рівномірної кірки зливка в кристалізаторі; - збільшення швидкості розливання стали. Математичне моделювання процесу кристалізації БЛЗ показує, що найбільш тонка кірка граней зливка (при значній величині в кутах) з'являється не в районі "меніска", а на 300-400 мм нижче. Це відбувається в результаті розмиву кірки в цих місцях струменем падаючого рідкого металу. Для отримання кірки БЛЗ однакової товщини в пропонованій корисній моделі збільшуємо інтенсивність теплообміну від найбільш гарячих місць зливка за рахунок збільшення в цих зонах поверхні взаємодії гільзи з теплоносієм, за рахунок спеціального обребрення зовнішньої поверхні найбільш теплонавантажених зон гільзи (для гільз будь-якого перерізу), дивитись фіг. 1 та фіг. 2. У перерізі ребра мають форму рівнобедреного трикутника, а по довжині грані цього ребра мають хвилеву поверхню. Така форма ребра вибрана з умови технологічності виготовлення. Розташування, довжина, висота та кількість ребер вибирають залежно від швидкості води, швидкості лиття і головне, від геометрії робочої поверхні гільзи. Кут трикутного або трапецевидного ребра залежить від технологічних можливостей 0 виробництва і складає 30 120 . Глибина канавки повинна корелюватися з кутом та знаходиться в діапазоні В=0,5-5 мм. (фіг. 1 та фіг. 2, фіг. 4). Застосування цього обребрення дозволяє понизити температуру поверхні зливка на ~38 °C. За рахунок перетікання тепла з'являється можливість отримати в кристалізаторі відносно більшу кірку зливка в тих місцях, де вона тільки зароджується. Відповідно застосування цього обребрення із-за збільшення перетікання тепла дозволило збільшити швидкість розливання сталі на 15-20 %. Також відомий патент України на винахід № 92985 "Кристалізатор для безперервного розливання металів з каналом для охолоджуючого засобу". Запропоновані турбулізуючі елементи в патенті № 92985 складні технологічно для виробництва і обслуговування та не відповідають вимогам по інтенсифікації теплообміну для запропонованої форми обребрення гільзи МБЛЗ. Розташування запропонованого турбулізатора розкрита на фіг. 1 та фіг. 2. Форма перерізу турбулізатора може бути різною, але для зручності виготовлення і монтування форма турбулізатора повинна бути кругла. Для конкретного випадку 1 UA 112914 U 5 10 15 (розмір заготівки, швидкість лиття, висота каналу, швидкість води) підбирається турбулізатор необхідного розміру і визначається крок його установки. Висота або діаметр турбулізатора вибирається залежно від проміжку (h) між сорочкою і гільзою і складає =0,1-0,8h. Крок між турбулізаторами вибирається залежно від перепаду тисків по тракту та числа Рейнольдса, і знаходиться в діапазоні А=2-25. Як і турбулізатори хвилева форма міжреберного простору значно підвищує вихроутворення (див. фіг. 3) і видаляє перегрітий охолоджувач біля кореня ребра. Такий метод ефективний при довгих ребрах. Глибина хвилі знаходиться в діапазоні від 0,5 мм до D=2B. С, також як і А (фіг. 2 та фіг. 3) вибирається залежно від перепаду тиску по тракту та числу Re. Найбільший ефект отриманий при кратному поєднанні А/С (С/А), де А - крок між турбулізаторами, С - довжина (крок) хвилі. Це дозволяє збільшити локальну щільність теплового потоку відведення тепла від БЛЗ за рахунок збільшення перемішування охолоджувальної води. Запропонована форма і розташування турбулізатора дозволяє понизити вплив міри перегрівання металу і створити необхідні режими розливання металу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 1. Кристалізатор машини безперервного лиття заготовок, який має гільзу та сорочку, який відрізняється тим, що на гільзі виконано оребрення, а на сорочці розташовані турбулізуючі елементи для вихроутворення протікаючої охолоджувальної рідини. 2. Кристалізатор машини безперервного лиття заготовок за п. 1, який відрізняється тим, що за рахунок підвищення відводу теплового потоку від зливка зростає швидкість розливання сталі на 15-20 %. 3. Кристалізатор машини безперервного лиття заготовок за п. 1, який відрізняється тим, що застосування гільзи з оребренням та сорочки з турбулізуючими елементами відповідно до гладкої гільзи та сорочки дозволило понизити температуру поверхні зливка на ~ 38 °С. 2 UA 112914 U 3 UA 112914 U 4 UA 112914 U 5 UA 112914 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/00
Мітки: машини, безперервного, кристалізатор, заготовок, лиття
Код посилання
<a href="https://ua.patents.su/8-112914-kristalizator-mashini-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Кристалізатор машини безперервного лиття заготовок</a>
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 110120
Опубліковано: 26.09.2016
Автори: Завгородній Максим Сергійович, Махлай Юрій Павлович, Волошин Юрій Анатолійович, Мосьпан Вячеслав Вікторович, Нагорняк Віталій Федорович, Недбайло Микола Миколайович, Лантух Ігор Анатолійович, Антонов Юрій Григорович, Несвіт Костянтин Володимирович, Моцний Валерій Васильович, Гордієнко Олег Олексійович
МПК: B22D 11/04, B22D 11/00, B22D 11/059
Мітки: заготовок, безперервного, машини, кристалізатор, лиття
Формула / Реферат:
Кристалізатор машини безперервного лиття заготовок з мідною стінкою, що містить робоче покриття у вигляді хрому, який відрізняється тим, що до складу робочого покриття додатково введено вольфрам, причому товщина робочого покриття становить більше 0,1 мм при твердості більше HV1000 і має канальчату та/або точкову структуру пористості.
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 36130
Опубліковано: 16.04.2001
Автори: Якобше Ришард Якубович, Сахно Валерій Олександрович, Носоченко Олег Васильович, Галай Ірина Генадіївна, Найдек Володимир Леонтійович, Галай Володимир Петрович, Ніколаєв Генадій Андрійович
МПК: B22D 11/04, B22D 11/112
Мітки: безперервного, заготовок, кристалізатор, машини, лиття
Текст:
...їх прилягання до стінок, а більш коротка вершина холодильника забезпечує одержання більш короткої перемички, що забезпечує її підвищену суцільність. Поперечна форма, одержаної за допомогою запропонованого кристалізатора заготовки відповідає формі порожнини кристалізатора. Поздовжнє різання заготовки проводиться по лінії А-А. Таким чином, забезпечується перпендикулярність не менше трьох граней отриманих заготовок, що зручно при подачі їх до...
Кристалізатор машини безперервного (напівбезперервного) лиття заготовок
Номер патенту: 98151
Опубліковано: 27.04.2015
Автори: Спірідонов Дмитро Валерійович, Куберський Сергій Володимирович, Левіт Максим Борисович, Ухін Володимир Євгенович, Ессельбах Сергій Борисович, Максаєв Євген Миколайович, Головатий Володимир Анатолійович, Смірнов Олексій Миколайович, Головчанський Антон Володимирович
МПК: B22D 11/00
Мітки: лиття, машини, заготовок, кристалізатор, напівбезперервного, безперервного
Формула / Реферат:
Кристалізатор для безперервного (напівбезперервного) лиття заготовок, що містить мідні водоохолоджувані стінки, металевий корпус, який відрізняється тим, що вертикальні пази в середній частині мідних стінок виконані на 0,6-0,8 ширини (b) кожної стінки, на відстані 0,05 від номінального рівня наливу металу в кристалізаторі довжиною 0,08-0,13 від загальної довжини (Н) кристалізатора, причому глибина пазів (d) становить 2-3 мм, ширина пазів (h)...
Кристалізатор машини безперервного (напівбезперервного) лиття заготовок
Номер патенту: 76678
Опубліковано: 10.01.2013
Автори: Головатий Володимир Анатолійович, Ессельбах Сергій Борисович, Смірнов Олексій Миколайович, Куберський Сергій Володимирович, Шутов Ігор Володимирович, Головчанський Антон Володимирович
МПК: B22D 11/00
Мітки: напівбезперервного, заготовок, безперервного, лиття, кристалізатор, машини
Формула / Реферат:
Кристалізатор для безперервного (напівбезперервного) лиття заготовок, що містить мідні водоохолоджуючі стінки робочого простору, металевий корпус, механізм хитання, керамічну теплоізоляційну вставку у верхній частині, який відрізняється тим, що в керамічну теплоізоляційну вставку вмонтований електронагрівальний елемент, оснащений пірометричним датчиком.
Пристрій для безперервного дозованого подавання шлакоутворюючої суміші в кристалізатор слябової машини безперервного лиття заготовок
Номер патенту: 96887
Опубліковано: 12.12.2011
Автори: Єронько Сергій Петрович, Ющенко Михайло Вікторович
МПК: C21C 7/076, B22D 11/10, B22D 11/108
Мітки: дозованого, заготовок, суміші, шлакоутворюючої, слябової, подавання, машини, безперервного, пристрій, лиття, кристалізатор
Формула / Реферат:
1. Пристрій для безперервного дозованого подавання шлакоутворюючої суміші у кристалізатор слябової машини безперервного лиття заготовок, що включає змонтовану уздовж широкої стінки кристалізатора раму, на якій встановлений візок, що має можливість відносного поздовжнього переміщення за допомогою приводу, і бункер, що несе витратну шлакоутворюючу суміш, нерухомо закріплений на візку і забезпечений у своїй нижній частині шнековим живильником з...
Попередній патент: Спосіб улаштування енергозберігаючого конструктивного вузла “балконна плита-зовнішня огороджувальна конструкція-плита перекриття”
Наступний патент: Пристрій для утримання кулемета калашникова модернізованого бронетранспортерного на зсу-23-4 “шилка”
Випадковий патент: Пестицидна суміш, пестицидна композиція та насіння, що її включають, та спосіб з її використанням (варіанти)