Установка стиску колон вуглецевих заготовок печей графітизації
Номер патенту: 115789
Опубліковано: 25.04.2017
Автори: Павелко Олександр Володимирович, Плугатар Віктор Семенович, Тютюннік Олексій Володимирович, Бондаренко Олексій Вікторович, Титаренко Олександр Іванович, Птуха Сергій Вікторович

Формула / Реферат
Установка стиску колон вуглецевих заготовок печей графітизації, що містить візок головного модуля підведення електричної потужності й підтискання колон заготовок, виконаний з можливістю переміщення уздовж передніх торців групи печей графітизації із двома гідроциліндрами, що забезпечують зусилля прямого стиску колон заготовок через струмопідводи, і двома гідроциліндрами, що забезпечують зусилля зустрічного стиску колон заготовок через струмопідводи, а також замикаючий модуль передачі електричної потужності й підтискання колон заготовок, установлений індивідуально з кожного боку задніх торців групи печей і з'єднаний з візком головного модуля за допомогою системи поздовжніх стягелів, яка відрізняється тим, що візок головного модуля оснащений касетами й штангами, які розміщені в кожній касеті з можливістю осьового переміщення та з'єднані з струмопідводами, крім того, кожний гідроциліндр стиску встановлений усередині відповідної штанги таким чином, що його шток зчленований зі штангою з боку струмопідводів шарнірно, а корпус гідроциліндра шарнірно закріплений на касеті, при цьому гідроциліндри прямого стиску колон заготовок розгорнуті на 180° відносно гідроциліндрів зустрічного стиску колон заготовок, причому кожний поздовжній стягель оснащений ланкою, один кінець якої шарнірно зчленований з поздовжнім стягелем, а інший кінець ланки за допомогою шарніра з'єднаний із замикаючим модулем.
Текст
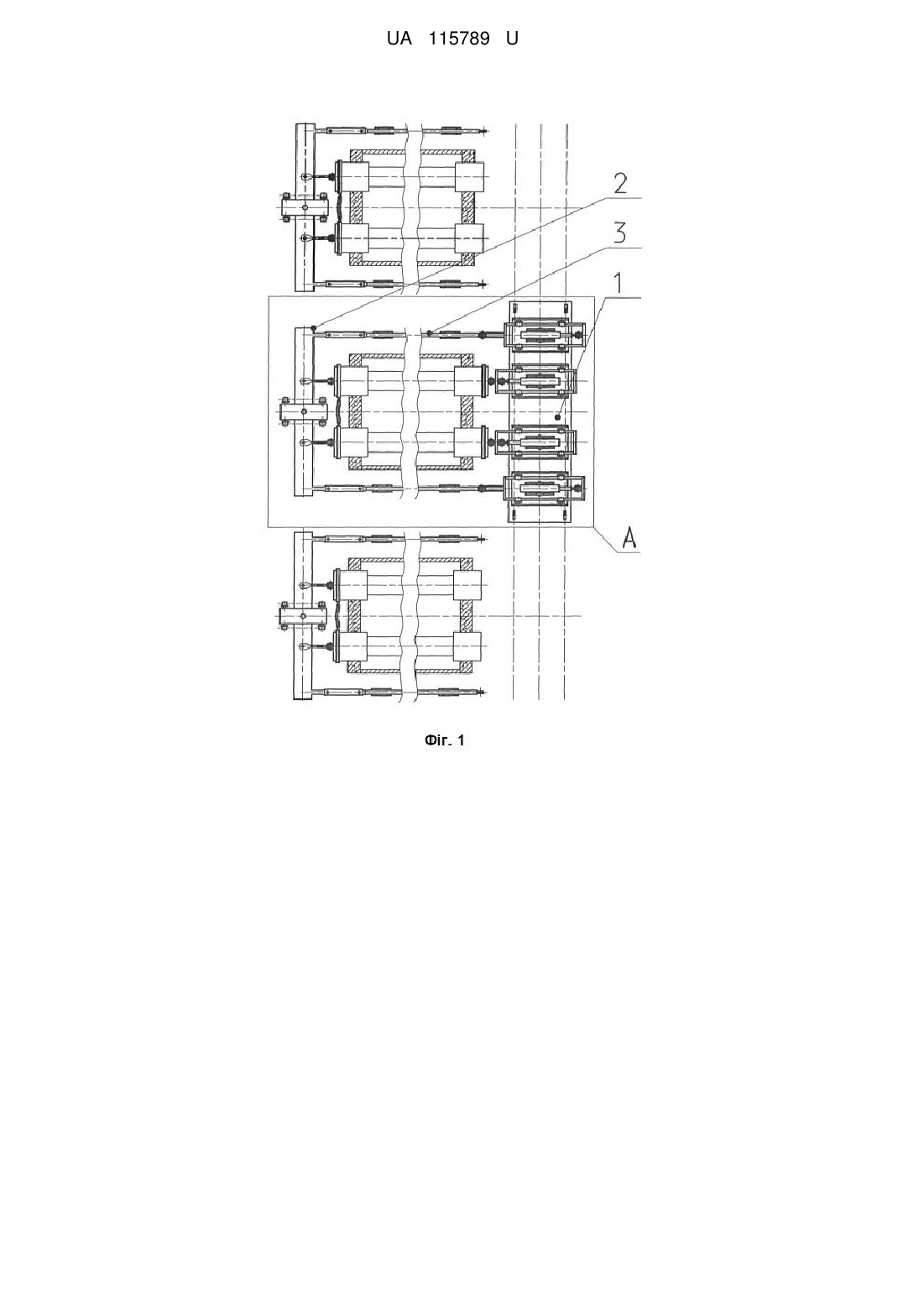
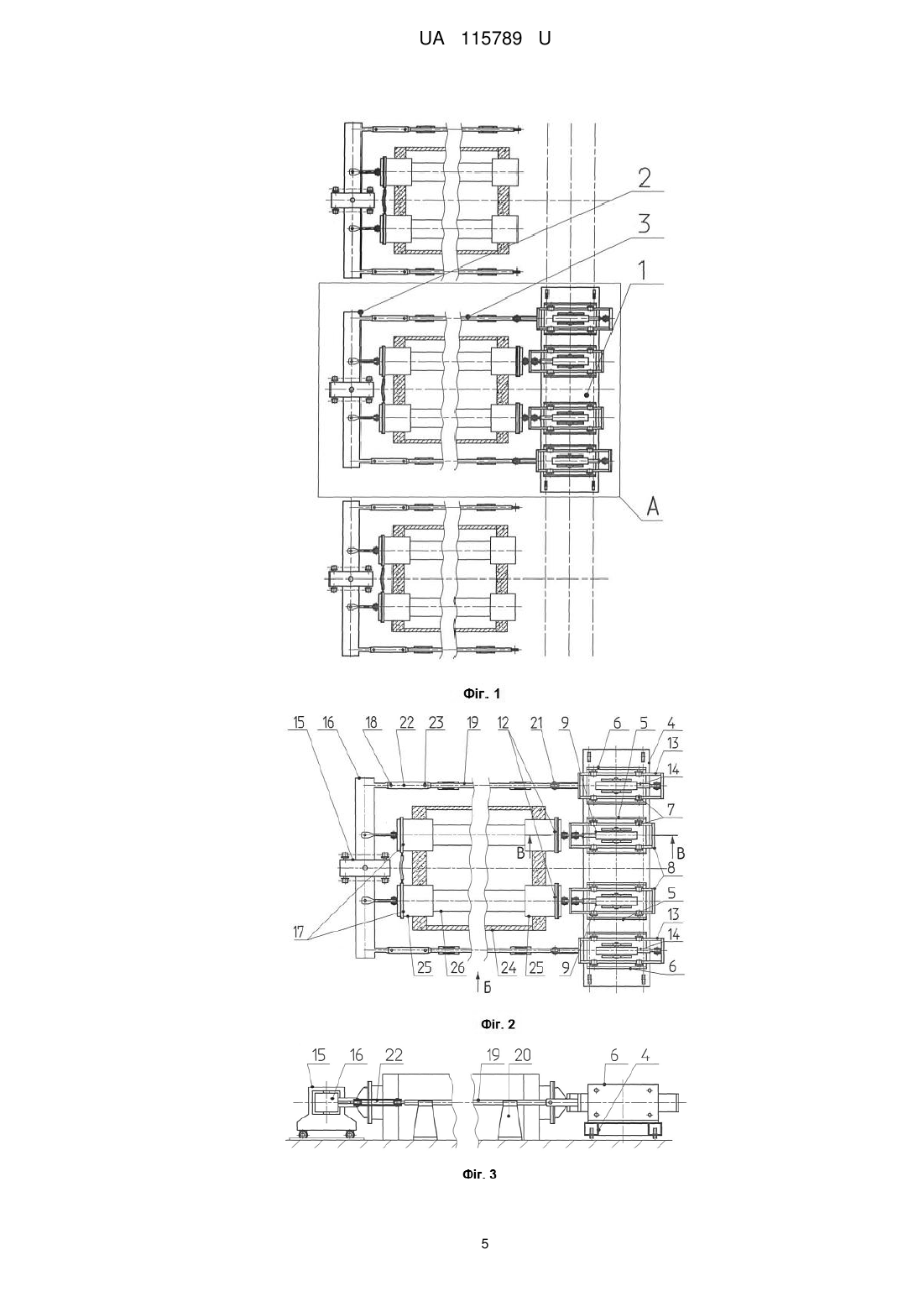
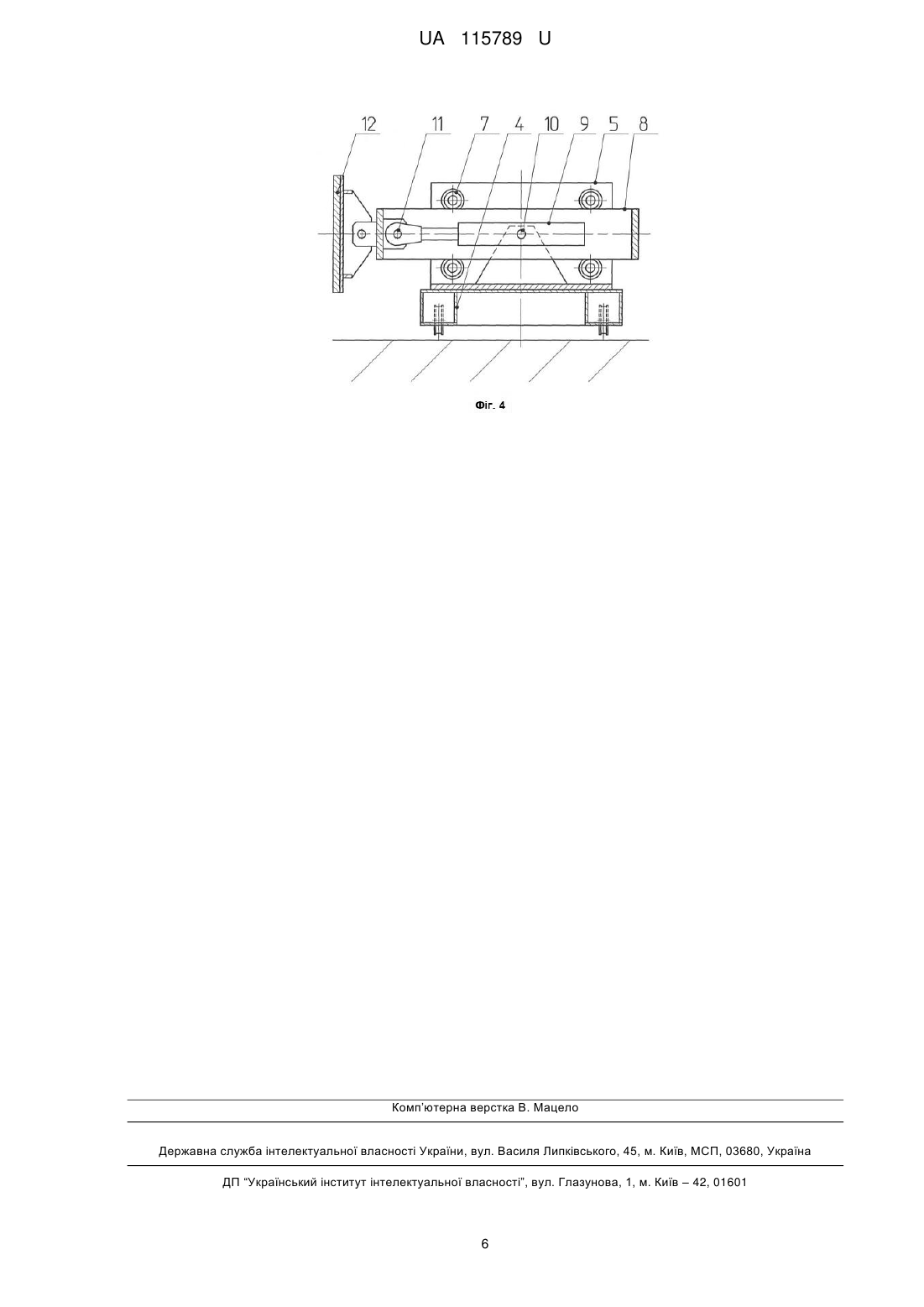
Реферат: Установка стиску колон вуглецевих заготовок печей графітизації містить візок головного модуля підведення електричної потужності й підтискання колон заготовок, виконаний з можливістю переміщення уздовж передніх торців групи печей графітизації із двома гідроциліндрами, що забезпечують зусилля прямого стиску колон заготовок через струмопідводи, і двома гідроциліндрами, що забезпечують зусилля зустрічного стиску колон заготовок через струмопідводи, а також замикаючий модуль передачі електричної потужності й підтискання колон заготовок, установлений індивідуально з кожного боку задніх торців групи печей і з'єднаний з візком головного модуля за допомогою системи поздовжніх стягелів. Візок головного модуля оснащений касетами й штангами, які розміщені в кожній касеті з можливістю осьового переміщення та з'єднані з струмопідводами, крім того, кожний гідроциліндр стиску встановлений усередині відповідної штанги таким чином, що його шток зчленований зі штангою з боку струмопідводів шарнірно, а корпус гідроциліндра шарнірно закріплений на касеті. При цьому гідроциліндри прямого стиску колон заготовок розгорнуті на 180° відносно гідроциліндрів зустрічного стиску колон заготовок, причому кожний поздовжній стягель оснащений ланкою, один кінець якої шарнірно зчленований з поздовжнім стягелем, а інший кінець ланки за допомогою шарніра з'єднаний із замикаючим модулем. UA 115789 U (12) UA 115789 U UA 115789 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до електродної галузі промисловості, зокрема до виробництва вуглецевих заготовок у печах поздовжньої графітизації (метод Кастнера). Відома пічна установка графітизації вуглецевих заготовок (корисна модель UA 96413), яка містить групу печей із установленими в них вуглецевими заготовками. При цьому кожна піч розділена внутрішньою поздовжньою перегородкою, що ділить піч на дві камери. У кожній камері встановлені послідовно вуглецеві заготовки, які утворюють колону між торцями печі. У торцях печі з кожної сторони виконано по два вікна, у яких установлені графітові струмопідводи. З однієї сторони торця печі установлений головний модуль, через який подається електрична потужність у колони вуглецевих заготовок через графітові струмопідводи. Із протилежного торця печі встановлений замикаючий модуль, призначений для створення електричного контакту між двома колонами заготовок за допомогою зчленованих з модулем двох мідних струмопідводів. Головний і замикаючий модуль можуть переміщатися відносно торців групи печей. Крім того, між головним і замикаючим модулем уздовж бічних поздовжніх стінок кожної печі установлена система поздовжніх стягелів, що з'єднує обидва модуля. Головний модуль містить два гідроциліндри, що створюють зусилля прямого стиску, і два гідроциліндри, що забезпечують зустрічний стиск. Із двома гідроциліндрами прямого стиску зчленовані мідні струмопідводи. Працює відома установка стиску наступним чином. Перед початком процесу графітизації, у черговій печі, головний і замикаючий модуль переміщаються до робочої печі з групи печей й позиціонуються напроти неї таким чином, що осі гідроциліндрів і зчленованих з ними мідних струмопідводів збігаються з осями графітових струмопідводів печі й відповідно з осями колон вуглецевих заготовок. Потім кожний модуль механічно зчіплюється із системою поздовжніх стягелів. Після чого два гідроциліндри головного модуля, що створюють зусилля прямого стиску, притискають мідні струмопідводи до відповідного графітового струмопідвода печі заданим зусиллям. А два гідроциліндри головного модуля, що забезпечують зустрічний стиск, притискають мідні струмопідводи замикаючого модуля через систему поздовжніх стягелів. При цьому зусилля всіх гідроциліндрів рівні між собою, а відповідні реакції, які при цьому виникають в кожному модулі, замикаються через систему поздовжніх стягелів. У такий спосіб утворюється замкнена система сил, обумовлена гідроциліндрами головного модуля, що стискає колони вуглецевих заготовок і розтягує систему поздовжніх стягелів. Після чого до стиснутих колон вуглецевих заготовок підводиться електрична потужність, що й обумовлює процес графітизації. Стиснуті заданим зусиллям заготовки забезпечують щільні електричні контакти між складовими частинами заготовок, графітовими й мідними струмопідводами, що гарантує якість процесу графітизації. До недоліків даної установки можна віднести складність системи керування установки й необхідність значних габаритів цеха через наявність пересувного замикаючого модуля із системою підведення електроенергії. Пересувний модуль вимагає додаткової системи підведення електроенергії до приводів його переміщення, а також для інших власних потреб, що займає додаткове місце в цеху. Найбільш близьким аналогом є конструкція пічної установки по Кастнеру для графітизації вуглецевих виробів (патент DE10244351). Пічна установка містить групу печей із установленими в кожній печі двома колонами вуглецевих заготовок і відповідними графітовими струмопідводами з кожного торця печі. З однієї сторони торця печі установлений пересувний головний модуль, через який подається електрична потужність у колони вуглецевих заготовок через графітові струмопідводи. Із протилежного торця біля кожної печі встановлений замикаючий модуль, призначений для створення електричного контакту між двома колонами заготовок. Кожний замикаючий модуль має два мідних струмопідводи, осі яких збігаються з осями колон вуглецевих заготовок. Також між головним і замикаючим модулем уздовж бокових поздовжніх стінок кожної печі установлена система поздовжніх стягелів, яка з'єднує обидва модулі. На головному модулі встановлено чотири гідроциліндри. Два гідроциліндри зчленовані з мідними струмопідводами, а два інших гідроциліндри зчленовані механізмами зачеплення з поздовжніми стягелями. Осі гідроциліндрів, зчленованих з мідними струмопідводами, при позиціонуванні головного модуля напроти чергової печі збігаються з осями колон вуглецевих заготовок, а осі двох інших циліндрів з механізмами зачеплення збігаються з осями поздовжніх стягелів. У порівнянні з аналогом у найближчому аналогу відсутній пересувний візок із системою підведення електроенергії, що спрощує систему керування та зменшує габарити установки. Однак, недоліком найближчого аналога є безпосереднє зчленування штоків гідроциліндрів головного модуля з вузлами мідних струмопідводів і механізмами зачеплення з поздовжніми стягелями. При цьому, у випадку розбіжності осей штоків гідроциліндрів з осями поздовжніх 1 UA 115789 U 5 10 15 20 25 30 35 40 45 50 55 60 стягелів і осями колон вуглецевих заготовок виникають додаткові бокові зусилля, які згинають штоки гідроциліндрів й приводять їх до підвищеного зношування та зношування ущільнень у циліндрах. Розбіжності осей обумовлені погрішністю позиціонування головного модуля. Крім того, поздовжні стягелі й замикаючий модуль жорстко зчленовані між собою, що може приводити до зламу такого з'єднання у випадку різного переміщення поздовжніх стягелів через нерівномірне теплове подовження колон вуглецевих заготовок. Таким чином, до недоліків найближчого аналога слід віднести підвищені експлуатаційні витрати й низьку надійність роботи установки. В основу корисної моделі поставлена задача створити установку стиску колон вуглецевих заготовок печей графітизації з підвищеною надійністю та одночасно зменшити експлуатаційні витрати. Поставлена задача вирішується за рахунок технічного результату, який полягає в тому, що усуваються додаткові бокові навантаження, які діють безпосередньо на штоки гідроциліндрів, що підвищує їх ресурс роботи. Для досягнення вищевказаного результату в установці стиску колон вуглецевих заготовок печей графітизації, що містить візок головного модуля підведення електричної потужності й підтискання колон заготовок, виконаний з можливістю переміщення уздовж передніх торців групи печей графітизації із двома гідроциліндрами, що забезпечують зусилля прямого стиску колон заготовок через струмопідводи, і двома гідроциліндрами, що забезпечують зусилля зустрічного стиску колон заготовок через струмопідводи, а також замикаючий модуль передачі електричної потужності й підтискання колон заготовок, установлений індивідуально з кожного боку задніх торців групи печей і з'єднаний з візком головного модуля за допомогою системи поздовжніх стягелів, згідно з корисною моделлю, візок головного модуля оснащений касетами й штангами, які розміщені в кожній касеті з можливістю осьового переміщення та з'єднані з струмопідводами, крім того, кожний гідроциліндр стиску встановлений усередині відповідної штанги таким чином, що його шток зчленований зі штангою з боку струмопідводів шарнірно, а корпус гідроциліндра шарнірно закріплений на касеті, при цьому гідроциліндри прямого стиску колон заготовок розгорнуті на 180° відносно гідроциліндрів зустрічного стиску колон заготовок, причому кожний поздовжній стягель оснащений ланкою, один кінець якої шарнірно зчленований з поздовжнім стягелем, а інший кінець ланки за допомогою шарніра з'єднаний із замикаючим модулем. У результаті порівняльного аналізу пропонованої установки із найближчим аналогом установлено, що вони мають наступні загальні ознаки: - візок головного модуля підведення електричної потужності й підтискання колон заготовок виконаний з можливістю переміщення уздовж передніх торців групи печей графітизації; - два гідроциліндри, що забезпечують зусилля прямого стиску колон заготовок через струмопідводи; - два гідроциліндри, що забезпечують зусилля зустрічного стиску колон заготовок через струмопідводи; - замикаючий модуль передачі електричної потужності й підтискання колон заготовок, установлений індивідуально з кожного боку задніх торців групи печей і з'єднаний з візком головного модуля за допомогою системи поздовжніх стягелів; і відмітні ознаки: - візок головного модуля оснащений касетами й штангами, які розміщені в кожній касеті з можливістю осьового переміщення та з'єднані з струмопідводами; - кожний гідроциліндр стиску встановлений усередині відповідної штанги таким чином, що його шток зчленований зі штангою з боку струмопідводів шарнірно, а корпус гідроциліндра шарнірно закріплений на касеті; - кожний поздовжній стягель оснащений ланкою, один кінець якої шарнірно зчленований з поздовжнім стягелем, а інший кінець ланки за допомогою шарніра з'єднаний із замикаючим модулем; - гідроциліндри прямого стиску колон заготовок розгорнуті на 180° відносно гідроциліндрів зустрічного стиску колон заготовок. Таким чином, запропонована установка стиску колон вуглецевих заготовок має нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх один відносно іншого. Між відмітними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що візок головного модуля оснащений касетами й штангами, які розміщені в кожній касеті з можливістю осьового переміщення та з'єднані з струмопідводами, крім того, 2 UA 115789 U 5 10 15 20 25 30 35 40 45 50 55 60 кожний гідроциліндр стиску встановлений усередині відповідної штанги таким чином, що його шток зчленований зі штангою з боку струмопідводів шарнірно, а корпус гідроциліндра шарнірно закріплений на касеті, стало можливим усунути додаткові бокові навантаження, які діють безпосередньо на штоки гідроциліндрів, що підвищить їх ресурс роботи. Завдяки тому, що кожний поздовжній стягель оснащений ланкою, один кінець якої шарнірно зчленований з поздовжнім стягелем, а інший кінець ланки за допомогою шарніра з'єднаний із замикаючим модулем, стало можливим виключити злам такого зчленування у випадку різного переміщення поздовжніх стягелів через нерівномірне теплове подовження колон вуглецевих заготовок. Завдяки тому, що гідроциліндри прямого стиску колон заготовок розгорнуті на 180° відносно гідроциліндрів зустрічного стиску колон заготовок, стало можливим уніфікувати гідроциліндри прямого стиску з гідроциліндрами зустрічного стиску, оскільки для створення однакового робочого зусилля у всіх циліндрах використовується поршнева порожнина. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Корисна модель пояснюється кресленнями, на яких зображені: фіг. 1 - установка стиску колон вуглецевих заготовок печей графітизації (загальний вигляд у плані); фіг. 2 - вигляд А на фіг. 1; фіг. 3 - вигляд Б на фіг. 2; фіг. 4 - розріз В-В на фіг. 2. Пропонована конструкція установки стиску колон вуглецевих заготовок печей графітизації містить головний модуль 1, замикаючий модуль 2 і систему поздовжніх стягелів 3 (фіг. 1). Головний модуль 1 (фіг. 2) представлений у вигляді візка 4 підведення електричної потужності й підтискання колон заготовок, та встановлений на рейковому шляху. На візку 4 жорстко закріплені дві внутрішні касети 5 та дві зовнішні касети 6 однакові по конструкції. У кожній касеті 5 і 6 установлено чотири напрямні ролики 7 (фіг. 4). У кожній внутрішній касеті 5 установлена штанга 8, яка може переміщатися уздовж своєї осі по роликах 7. У просторі між бічними й торцевими стінками штанг 8 установлені гідроциліндри 9, що забезпечують зусилля прямого стиску колон заготовок. Корпус кожного гідроциліндра 9 шарнірно 10 зчленований з касетою 5, а його шток шарнірно 11 зчленований з торцевою стінкою штанги 8. До штанг 8 двох внутрішніх касет 5 шарнірно прикріплені вузли струмопідводів 12 (наприклад, мідних струмопідводів). Аналогічно у двох зовнішніх касетах 6 відповідно установлені штанги 13 та гідроциліндри 14, що забезпечують зусилля зустрічного стиску. При цьому зовнішні касети 6 зі штангами 13 та гідроциліндрами зустрічного стиску 14 розгорнуті на 180° відносно внутрішніх касет 5 зі штангами 8 й гідроциліндрами прямого стиску 9. Замикаючий модуль 2 (фіг. 1-2) являє собою платформу 15, на якій установлена траверса 16. До траверси 16 шарнірно прикріплені вузли струмопідводів 17. Струмопідводи 17 електрично з'єднані між собою гнучкими провідниками. По кінцях траверси 16 замикаючого модуля 2 установлені шарніри 18. Система поздовжніх стягелів 3 з'єднує головний модуль 1 та замикаючий модуль 2 і складається з паралельних поздовжніх стягелів 19 (фіг. 2), кожний з яких опирається на опори 20. Крім того, на одному кінці кожного стягеля 19 є пристрій зачеплення 21 зі штангами 13 головного модуля 1, а на іншому кінці кожного поздовжнього стягеля 19 прикріплена ланка 22, яка зчленована за допомогою шарніра 23 з поздовжнім стягелем 19, при цьому інший кінець ланки 22 зчленований за допомогою шарніра 18 із замикаючим модулем 2. Кожний замикаючий модуль 2 (фіг. 1) встановлений індивідуально напроти відповідного йому заднього торця печі графітизації 24, таким чином, що осі вузлів струмопідводів 17 (фіг. 2) співпадають з осями графітових струмопідводів 25 і колонами вуглецевих заготовок 26. Установка стиску колон вуглецевих заготовок печей графітизації працює наступним чином. У робочій печі із групи печей графітизації головний модуль 1 переміщається до даної печі й позиціонується напроти неї таким чином, що осі гідроциліндрів прямого стиску 9 та зчленованих з ними струмопідводів 12 збігаються з осями графітових струмопідводів 25 печі 24 і відповідно з осями колон вуглецевих заготовок 26. Потім штанги 13, які установлені в зовнішніх касетах 6, механічно зчіплюються пристроєм зачеплення 21 з поздовжніми стягелями 19. Після чого кожний гідроциліндр прямого стиску 9 притискає мідний струмопідвід 12 до відповідного графітового струмопідвіду 25 печі заданим зусиллям. Одночасно кожний гідроциліндр зустрічного стиску 14 створює протилежно спрямоване зусилля, по величині рівне зусиллю, створюваному гідроциліндром прямого стиску 9. Зусилля від гідроциліндрів зустрічного стиску 14 передаються через систему поздовжніх стягелів 3 і замикаючий модуль 2 до струмопідводів 3 UA 115789 U 5 10 15 20 17, які притискають відповідні графітові струмопідводи 25 до колон вуглецевих заготовок 26. Таким чином, утворюється замкнена система сил, обумовлена гідроциліндрами 9 і 14, що стискає колони вуглецевих заготовок 26 і розтягує систему поздовжніх стягелів 3. Після чого до стиснутих колон вуглецевих заготовок 26 підводиться електрична потужність, яка необхідна для процесу графітизації. У випадку неточного позиціонування візка 4 головного модуля 1 осі гідроциліндрів 14 не будуть збігатися з осями стягелів 19, що приведе до виникнення додаткових бічних навантажень. При цьому дані навантаження будуть безпосередньо сприйматися штангами 13, роликами 7 і касетами 6, розвантажуючи таким чином штоки гідроциліндрів зустрічного стиску 14. У процесі графітизації відбувається нагрівання вуглецевих заготовок 26. Через можливе нерівномірне теплове подовження колон вуглецевих заготовок 26 буде відбуватися відхилення кута повороту від 90 траверси 16 замикаючого модуля 2 відносно осей поздовжніх стягелів 19. Завдяки оснащенню ланкою 22 із шарнірними зв'язками відхилення від кута повороту траверси 16 буде компенсуватися відповідним відхиленням ланки 22 на деякий кут щодо осі поздовжнього стягеля 19, що виключає їхній злам, який можливий тільки при їх жорсткому зчленуванні. Усе вищесказане підтверджує, що виконання установки стиску вуглецевих заготовок відповідно до формули корисної моделі дозволить підвищити надійність роботи цієї установки й знизити експлуатаційні витрати. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 Установка стиску колон вуглецевих заготовок печей графітизації, що містить візок головного модуля підведення електричної потужності й підтискання колон заготовок, виконаний з можливістю переміщення уздовж передніх торців групи печей графітизації із двома гідроциліндрами, що забезпечують зусилля прямого стиску колон заготовок через струмопідводи, і двома гідроциліндрами, що забезпечують зусилля зустрічного стиску колон заготовок через струмопідводи, а також замикаючий модуль передачі електричної потужності й підтискання колон заготовок, установлений індивідуально з кожного боку задніх торців групи печей і з'єднаний з візком головного модуля за допомогою системи поздовжніх стягелів, яка відрізняється тим, що візок головного модуля оснащений касетами й штангами, які розміщені в кожній касеті з можливістю осьового переміщення та з'єднані з струмопідводами, крім того, кожний гідроциліндр стиску встановлений усередині відповідної штанги таким чином, що його шток зчленований зі штангою з боку струмопідводів шарнірно, а корпус гідроциліндра шарнірно закріплений на касеті, при цьому гідроциліндри прямого стиску колон заготовок розгорнуті на 180° відносно гідроциліндрів зустрічного стиску колон заготовок, причому кожний поздовжній стягель оснащений ланкою, один кінець якої шарнірно зчленований з поздовжнім стягелем, а інший кінець ланки за допомогою шарніра з'єднаний із замикаючим модулем. 4 UA 115789 U 5 UA 115789 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F27D 11/00, F27B 13/00
Мітки: установка, стиску, заготовок, вуглецевих, графітизації, печей, колон
Код посилання
<a href="https://ua.patents.su/8-115789-ustanovka-stisku-kolon-vuglecevikh-zagotovok-pechejj-grafitizaci.html" target="_blank" rel="follow" title="База патентів України">Установка стиску колон вуглецевих заготовок печей графітизації</a>
Пічна установка для графітизації вуглецевих заготовок
Номер патенту: 96413
Опубліковано: 10.02.2015
Автори: Бондаренко Анатолій Васильович, Петров Борис Федорович, Якуб Ігор Михайлович, Хромєнков Сєргєй Міхайловіч
МПК: F27D 11/00, F27B 13/00
Мітки: пічна, графітизації, установка, заготовок, вуглецевих
Формула / Реферат:
1. Пічна установка для графітизації вуглецевих заготовок, що містить групу печей, кожна з яких включає подину для розміщення колон послідовно укладених вуглецевих заготовок, розділену внутрішньою перегородкою в подовжньому напрямку печі на камери, обмежені боковими стінками, передніми і задніми торцями, в які рухомо встановлені струмопровідні графітові блоки, що контактують з головним модулем введення електричної потужності і підтискання...
Спосіб завантаження вуглецевих заготовок у печі прямого графітування за методом кастнера
Номер патенту: 108531
Опубліковано: 25.07.2016
Автори: Лазарєв Тарас Валерійович, Мікульонок Ігор Олегович, Панов Євген Миколайович, Карвацький Антон Янович, Лелека Сергій Володимирович, Педченко Анатолій Юрійович
МПК: F27B 13/00, C01B 31/04
Мітки: графітування, методом, печі, завантаження, спосіб, заготовок, кастнера, вуглецевих, прямого
Формула / Реферат:
1. Спосіб завантаження вуглецевих заготовок у печі прямого графітування за методом Кастнера, що включає послідовне укладання заготовок з контактом сусідніх заготовок по їхніх торцях, розміщення утвореного пакета заготовок між вставками, виготовленими з вуглецевого матеріалу, та приведення кожної зі вставок у контакт з відповідним струмопровідним електродом печі, який відрізняється тим, що кожну зі вставок виконують у вигляді кільцевого...
Спосіб і установка для одержання вуглецевих виробів із заготовок, що складаються з речовини, вихідної відносно вуглецю
Номер патенту: 80685
Опубліковано: 25.10.2007
Автори: Потьє Паскаль, Лонкл Етьєн
МПК: C04B 35/52, C04B 35/83
Мітки: заготовок, виробів, спосіб, складаються, вуглецю, відносної, одержання, вихідної, речовини, вуглецевих, установка
Формула / Реферат:
1. Промисловий спосіб одержання вуглецевого виробу із заготовки, виготовленої з вихідного відносно вуглецю матеріалу, при цьому спосіб включає:- першу стадію, на якій вихідний відносно вуглецю матеріал перетворюють на вуглець шляхом нагрівання з безперервним видаленням виділюваного газоподібного продукту, і- другу стадію, що полягає у високотемпературній тепловій обробці під низьким тиском з безперервним видаленням виділюваного...
Спосіб графітації вуглецевих заготовок
Номер патенту: 84962
Опубліковано: 10.12.2008
Автори: Деркач Василь Васильович, Лелека Сергій Володимирович, Панов Євген Миколайович, Шилович Ігор Леонідович, Сасін Олег Аркадійович, Кутузов Сергій Володимирович, Уразліна Ольга Юріївна
МПК: C01B 31/04
Мітки: графітації, заготовок, вуглецевих, спосіб
Формула / Реферат:
Спосіб графітації вуглецевих заготовок, що включає формування з вуглецевих заготовок, теплоізолюючих та пересипних матеріалів керна в просторі печі опору та нагрівання заготовок з регульованою швидкістю у відповідності з регламентом підведення потужності, який відрізняється тим, що регламент підведення потужності визначають за допомогою чисельної моделі температурного поля печі з врахуванням вологості матеріалів та переміщення вологи в об'ємі...
Спосіб управління процесом графітації випалених вуглецевих заготовок
Номер патенту: 43904
Опубліковано: 15.01.2002
Автори: Петров Борис Федорович, Петков Дмитро Васильович, Коротя Олександр Сільвестрович, Христіч Анатолій Сергійович, Рогаткін Олександр Олексійович, Корецький Микола Миколайович, Овчинніков Борис Іванович, Артамонов Микола Михайлович, Асцатуров Владімір Ніколаєвіч, Девяткін Борис Дмитрович
МПК: G05D 27/00, C01B 31/04, C25B 11/00
Мітки: управління, випалених, вуглецевих, заготовок, спосіб, процесом, графітації
Формула / Реферат:
Спосіб управління процесом графітації випалених вуглецевих заготовок в електричних печах опору, який включає подачу електроенергії для попереднього нагріву керна, наступну дискретну подачу одиночних імпульсів електроенергії з паузами між ними, завершальну неперервну подачу електроенергії та відключення печі, який відрізняється тим, що на всіх стадіях подачі електроенергії здійснюють контроль за середньою температурою керна, попередній нагрів...
Попередній патент: Спосіб імпульсного електрогідравлічного штампування
Наступний патент: Пристрій для вимірювання кількості енергії, виробленої вітровим колесом
Випадковий патент: Комплексна харчова добавка лікувально-профілактичної дії "холесорб"