Спосіб імпульсного електрогідравлічного штампування

Формула / Реферат
Спосіб імпульсного електрогідравлічного штампування, що включає вплив імпульсів тиску рідини на заготовку в матриці, при здійсненні високовольтних імпульсних розрядів із заданою енергією в розрядній камері між електродами, які розміщені над поверхнею заготовки на відстані міжелектродного проміжку в обмеженій порожнині, що відкрита з боку заготовки, який відрізняється тим, що попередньо визначають об'єм обмеженої порожнини, в якій розміщені електроди, використовуючи співвідношення:
![]() ,
,
де ![]() - відстань міжелектродного проміжку,
- відстань міжелектродного проміжку,
а над поверхнею заготовки встановлюють втулку з осьовим циліндричним отвором, який використовують як обмежена порожнина, з визначеним об'ємом ![]() , причому відстань від поверхні заготовки до торцевої поверхні втулки дорівнює:
, причому відстань від поверхні заготовки до торцевої поверхні втулки дорівнює:
![]() ,
,
де ![]() - внутрішній діаметр розрядної камери;
- внутрішній діаметр розрядної камери;
![]() - діаметр осьового отвору втулки,
- діаметр осьового отвору втулки,
при цьому площі поперечних перерізів розрядної камери і отвору втулки зв'язані співвідношенням:
![]() ,
,
де - площа поперечного перерізу отвору втулки;
![]() - площа внутрішнього поперечного перерізу розрядної камери,
- площа внутрішнього поперечного перерізу розрядної камери,
а акустичний імпеданс матеріалу втулки більш ніж у три рази перевищує акустичний імпеданс рідини.
Текст
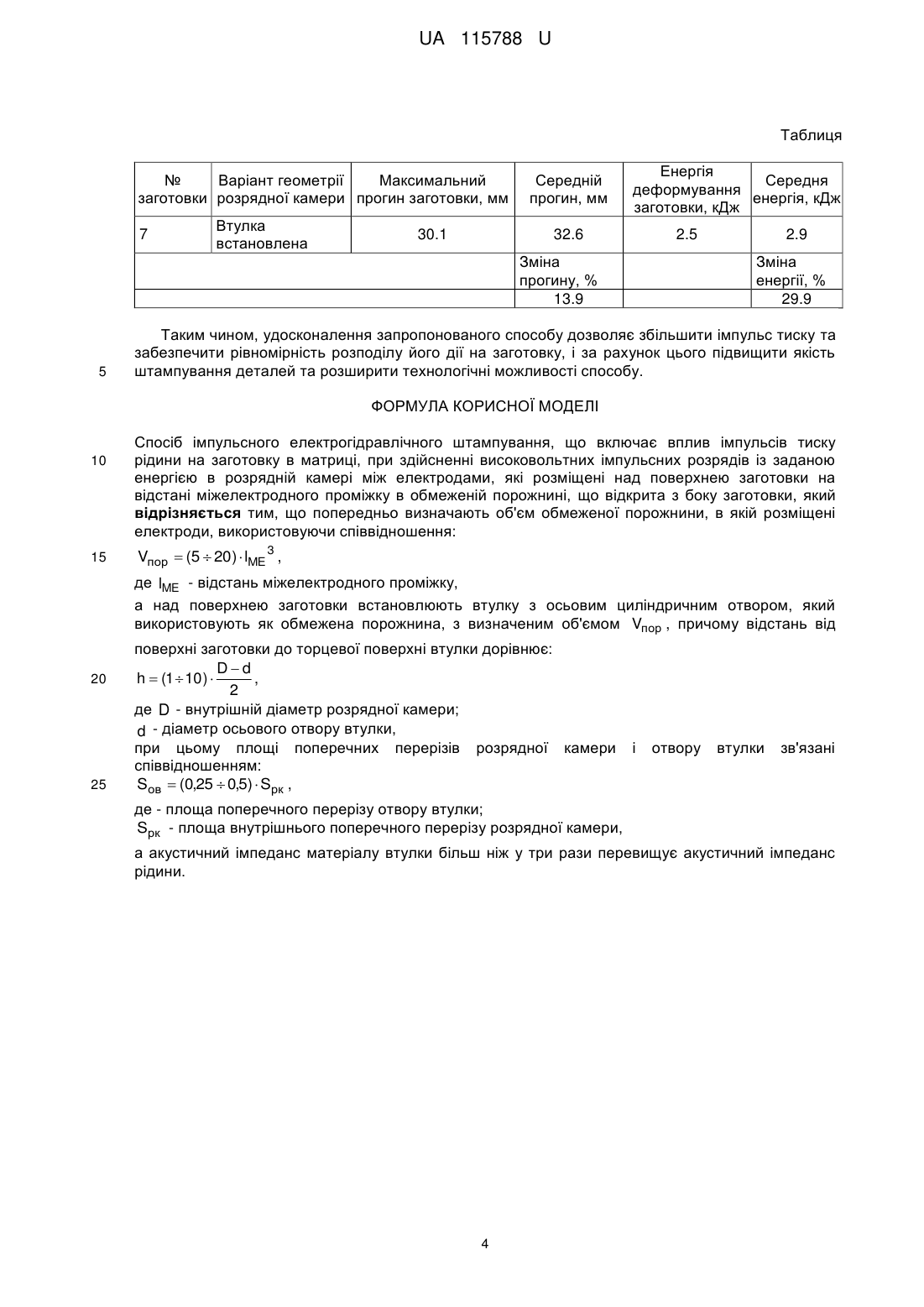
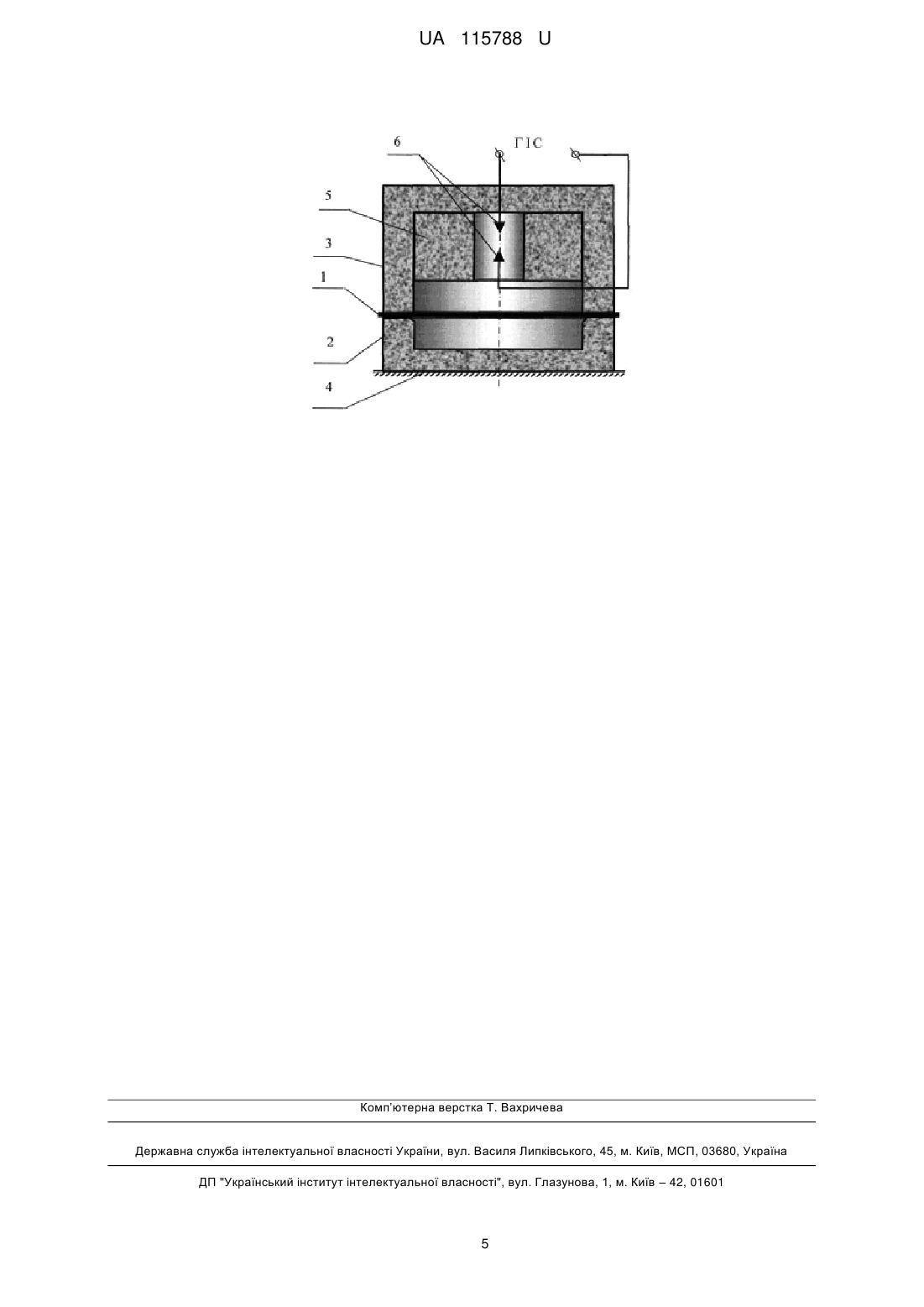
Реферат: UA 115788 U UA 115788 U 5 10 15 20 25 30 35 40 Корисна модель належить до області обробки матеріалів тиском, зокрема з використанням енергії електричного розряду у воді, а саме до технологій імпульсного електрогідравлічного (ЕГ) штампування матеріалів під впливом імпульсного тиску. Як аналог прийнято спосіб імпульсного електрогідравлічного штампування, який реалізовано в пристрої для електрогідравлічного штампування (Оборудование и технологические процессы с использованием електрогидравлического эффекта / Под ред. Гулого Г.А. - Машиностроение, 1977. - С. 259-260), що включає вплив імпульсів тиску рідини на заготовку, яка встановлена в матриці, при здійсненні високовольтних імпульсних розрядів із заданою енергією в розрядній камері між електродами, які розміщені над поверхнею заготовки на відстані міжелектродного проміжку. Ознаки, які збігаються з ознаками запропонованої корисної моделі, є такі: вплив імпульсів тиску рідини на заготовку в матриці, при здійсненні високовольтних імпульсних розрядів із заданою енергією в розрядній камері між електродами, які розміщені над поверхнею заготовки на відстані міжелектродного проміжку. Причина, що перешкоджає одержанню очікуваного технічного результату, є така: спосіб не дозволяє забезпечити рівномірний розподіл пластичних деформацій, що впливає на якість штампування деталей. Найближчим аналогом є спосіб електрогідравлічного штампування, який реалізовано в пристрої для електрогідравлічного штампування (патент України № 4701, МПК B21D 26/12, опубл. 28.12.94. Бюл. № 7-1), що включає вплив імпульсів тиску рідини на заготовку в матриці при здійсненні високовольтних імпульсних розрядів із заданою енергією в розрядній камері, яка виконана у вигляді плити з відкритими з боку матриці порожнинами, в кожній з яких над поверхнею заготовки розташована електродна система. Ознаки, які збігаються з суттєвими ознаками запропонованої корисної моделі, є такі: вплив імпульсів тиску рідини на заготовку в матриці, при здійсненні високовольтних імпульсних розрядів із заданою енергією в розрядній камері між електродами, які розміщені над поверхнею заготовки на відстані міжелектродного проміжку в обмеженій порожнині, що відкрита з боку заготовки. Причиною, що перешкоджає одержанню очікуваного технічного результату, є те, що у способі не передбачені умови та дії, які дозволять збільшити імпульс тиску на заготовку та підвищити якість штампування деталей. В основу корисної моделі поставлено задачу вдосконалення способу електрогідравлічного штампування шляхом уведення та розміщення в розрядній камері для реалізації способу нового конструктивного елементу, що дозволить збільшити імпульс тиску та забезпечити рівномірність розподілу його дії на заготовку, і за рахунок цього підвищити якість штампування деталей та розширити технологічні можливості способу. Поставлена задача вирішується тим, що у способі імпульсного електрогідравлічного штампування, що включає вплив імпульсів тиску рідини на заготовку в матриці, при здійсненні високовольтних імпульсних розрядів із заданою енергією в розрядній камері між електродами, які розміщені над поверхнею заготовки на відстані міжелектродного проміжку в обмеженій порожнині, що відкрита з боку заготовки, згідно з корисною моделлю, попередньо визначають об'єм обмеженої порожнини, в якій розміщені електроди, використовуючи співвідношення: Vпор (5 20) lME 3 , 45 де lME - відстань міжелектродного проміжку, а над поверхнею заготовки встановлюють втулку з осьовим циліндричним отвором, який використовують як обмежена порожнина, з визначеним об'ємом Vпор , причому відстань від поверхні заготовки до торцевої поверхні втулки дорівнює: 50 h (1 10 ) 55 Dd, 2 де D - внутрішній діаметр розрядної камери; d - діаметр осьового отвору втулки, при цьому площі поперечних перерізів розрядної камери і отвору втулки зв'язані співвідношенням: 1 UA 115788 U Sов (0,25 0,5) Sрк , 5 10 15 де Sов - площа поперечного перерізу отвору втулки; Sрк - площа внутрішнього поперечного перерізу розрядної камери, а акустичний імпеданс матеріалу втулки більш ніж у три рази перевищує акустичний імпеданс рідини. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у такому. При здійсненні розряду, всередині порожнини утворюється парогазова порожнина, розширення якої є джерелом ударних хвиль. Ударні хвилі тиску створюють імпульси тиску на заготовку, викликаючи тим самим її пружний і пластичний прогин. Хвилі тиску, що відбилися від заготовки і стінок розрядної камери, повертаються назад. Парогазова порожнина, в якій тиск менше ніж тиск хвиль, їх частково поглинає та частково відбиває. Вони разом з хвилями тиску, що знову відбилися від стінок розрядної камери, чинять повторний вплив на заготовку, забезпечуючи її додатковий прогин. Ознака "попередньо визначають об'єм обмеженої порожнини, в якій розміщені електроди, використовуючи співвідношення: Vпор (5 20) lME 3 , де lME - відстань міжелектродного проміжку, а над поверхнею заготовки встановлюють втулку з осьовим циліндричним отвором, який використовують як обмежена порожнина, з визначеним об'ємом Vпор дозволяє 20 зменшити поглинання парогазовою порожниною хвиль тиску, що відбилися від заготовки, і збільшити їх повторний вплив на заготовку. Значення Vпор 5 lME 3 гарантує, що парогазова порожнина, яка утворюється при здійсненні розряду, залишиться в межах обмеженої порожнини 25 30 35 40 45 втулки, а при Vпор 20 lME 3 тиск у парогазовій порожнині значно зменшиться, що призведе до більшого поглинання відбитих хвиль. Ознака дозволить збільшити імпульс тиску на заготовку і підвищити якість штампування деталей, а також розширити технологічні можливості способу. Ознаки "причому відстань від поверхні заготовки до торцевої поверхні втулки дорівнює: D d , де h (1 10 ) D - внутрішній діаметр розрядної камери; d - діаметр осьового отвору 2 втулки, при цьому площі поперечних перерізів розрядної камери і отвору втулки зв'язані співвідношенням: Sов (0,25 0,5) Sрк , де Sов - площа поперечного перерізу отвору втулки; Sрк - площа внутрішнього поперечного перерізу розрядної камери" за рахунок визначення розташування втулки та співвідношення площі поперечних перерізів розрядної камери і отвору втулки, дозволяють збільшити імпульс тиску та забезпечити рівномірність розподілу його дії на заготовку. Це підвищує якість штампування деталей та розширює технологічні можливості способу. Діапазон визначення h дозволяє забезпечує стабільний рівномірний розподіл тиску на заготовку, а діапазон визначення Sов - мале поглинання відбитих хвиль парогазовою порожниною. Ознака "акустичний імпеданс матеріалу втулки більш ніж у три рази перевищує акустичний імпеданс рідини" уможливлює використовувати механічний ефект різниці імпедансів для збільшення амплітуди хвиль тиску, що відбилися від плоскої поверхні втулки. При значенні цього відношення менше ніж три відбувається значне ослаблення дії хвиль тиску. Це дозволить збільшити імпульс тиску та забезпечити рівномірність розподілу його дії на заготовку, підвищити якість штампування деталей і розширити технологічні можливості способу. Суть корисної моделі пояснюється кресленням, на якому зображено поздовжній переріз пристрою для ЕГ штампування круглих заготовок. Спосіб здійснюють наступним чином. Попередньо, враховуючи внутрішні геометричні розміри розрядної камери и відстань міжелектродного проміжку, який залежить від напруги заряду та енергії конденсаторної батареї, визначають об'єм обмеженої порожнини, в якій розміщені електроди, використовуючи співвідношення: 50 Vпор (5 20) lME 3 , де lME - відстань міжелектродного проміжку. 2 UA 115788 U Далі вибирають втулку з осьовим циліндричним отвором, який використовують як обмежену порожнину, з визначеним об'ємом Vпор , та з акустичним імпедансом матеріалу, який більше ніж 5 у три рази перевищує акустичний імпеданс рідини. Потім визначають відстань від поверхні заготовки до торцевої поверхні втулки за залежністю: h (1 10 ) 10 Dd, 2 де D - внутрішній діаметр розрядної камери; d - діаметр осьового отвору втулки, при цьому площі поперечних перерізів розрядної камери і отвору втулки повинні бути зв'язані співвідношенням: Sов (0,25 0,5) Sрк , 15 20 25 30 35 40 де Sов - площа поперечного перерізу отвору втулки; Sрк - площа внутрішнього поперечного перерізу розрядної камери. Плоску заготовку 1 встановлюють на поверхні матриці 2. Всередині корпуса розрядної камери 3, який притискає заготовку 1 до опорної поверхні 4, над поверхнею заготовки 1 на відстані h встановлюють втулку 5 з осьовим циліндричним отвором, в якому розміщують електроди 6 на відстані lME . Електроди 6 підключені до генератора імпульсних струмів (ГІС) (на кресленні не показано). Розрядну камеру заповнюють рідиною. На електроди 6 від ГІС подають високу напругу, в результаті цього відбувається високовольтний електричний розряд між ними. В рідини генеруються ударні хвилі, які створюють імпульси тиску на плоску заготовку 1 та чинять її пружний і пластичний прогин. Хвилі тиску в рідині, відбиті від заготовки 1 і стінок розрядної камери 3, переміщуються до плоскої поверхні втулки 5, відбиваються від неї і прямують у бік заготовки 1, забезпечуючи їй додатковий прогин. Згідно з технологічним процесом виконують необхідну кількість електричних розрядів до досягнення необхідної форми і розмірів заготовки. Приклад. Було проведено штампування плоскої заготовки із високоміцного алюмінієвого сплаву марки 5754 (стандарт American Society for Testing and Materials ASTM A715) товщиною 1,4 мм, 3 щільністю 2660 кг/м у два способи. Перший спосіб без встановлення втулки, а другий - згідно зі способом, що запропоновано. Для штампування заготовки діаметром 120 мм, за ємності конденсаторної батареї 10 мкФ та напруги 40 кВ, за умови гарантованого електричного пробою шару води між електродами, задали проміжок між електродами lME 30 мм. Внутрішній діаметр розрядної камери і матриці 120 мм, а висота розрядної камери - 380 мм. Визначили діаметр втулки - 60 мм. З допустимого діапазону розрахункових величин та за співвідношенням між діаметрами розрядної камери і порожнини втулки, розрахували відстань від поверхні заготовки до торцевої поверхні втулки 280 мм. Результати деформування заготовки наведено в таблиці. Отримані результати показали, що встановлення втулки приводить до збільшення прогину заготовки на 13,9 %, а енергії її деформування - на 29,9 %. 45 Таблиця № Варіант геометрії Максимальний заготовки розрядної камери прогин заготовки, мм 1 2 3 4 5 6 Без втулки Втулка встановлена 26.5 29.9 29.4 31.1 34.2 34.9 Середній прогин, мм 28.6 32.6 3 Енергія Середня деформування енергія, кДж заготовки, кДж 1.9 2.5 2.3 2.4 2.7 3.2 2.9 3.3 UA 115788 U Таблиця № Варіант геометрії Максимальний заготовки розрядної камери прогин заготовки, мм 7 Втулка встановлена 30.1 Середній прогин, мм Енергія Середня деформування енергія, кДж заготовки, кДж 32.6 2.5 Зміна прогину, % 13.9 5 2.9 Зміна енергії, % 29.9 Таким чином, удосконалення запропонованого способу дозволяє збільшити імпульс тиску та забезпечити рівномірність розподілу його дії на заготовку, і за рахунок цього підвищити якість штампування деталей та розширити технологічні можливості способу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб імпульсного електрогідравлічного штампування, що включає вплив імпульсів тиску рідини на заготовку в матриці, при здійсненні високовольтних імпульсних розрядів із заданою енергією в розрядній камері між електродами, які розміщені над поверхнею заготовки на відстані міжелектродного проміжку в обмеженій порожнині, що відкрита з боку заготовки, який відрізняється тим, що попередньо визначають об'єм обмеженої порожнини, в якій розміщені електроди, використовуючи співвідношення: Vпор (5 20) lME 3 , де lME - відстань міжелектродного проміжку, а над поверхнею заготовки встановлюють втулку з осьовим циліндричним отвором, який використовують як обмежена порожнина, з визначеним об'ємом Vпор , причому відстань від 20 25 поверхні заготовки до торцевої поверхні втулки дорівнює: Dd h (1 10 ) , 2 де D - внутрішній діаметр розрядної камери; d - діаметр осьового отвору втулки, при цьому площі поперечних перерізів розрядної камери співвідношенням: S ов (0,25 0,5) Sрк , і отвору втулки зв'язані де - площа поперечного перерізу отвору втулки; Sрк - площа внутрішнього поперечного перерізу розрядної камери, а акустичний імпеданс матеріалу втулки більш ніж у три рази перевищує акустичний імпеданс рідини. 4 UA 115788 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 26/12
Мітки: спосіб, імпульсного, штампування, електрогідравлічного
Код посилання
<a href="https://ua.patents.su/7-115788-sposib-impulsnogo-elektrogidravlichnogo-shtampuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб імпульсного електрогідравлічного штампування</a>
Спосіб імпульсного електрогідравлічного штампування
Номер патенту: 64899
Опубліковано: 25.11.2011
Автори: Старков Микола Володимирович, Стрелковська Людмила Іванівна, Сокол Сергій Володимирович
МПК: B21D 26/12
Мітки: штампування, імпульсного, спосіб, електрогідравлічного
Формула / Реферат:
Спосіб імпульсного електрогідравлічного штампування, що включає деформування заготовки шляхом впливу імпульсів тиску рідини на технологічно задані ділянки заготовки, при цьому електроди розташовують над поверхнею заготовки та подають імпульси високої напруги на ті електроди, які розташовані над заданими ділянками заготовки, який відрізняється тим, що після деформування заготовки здійснюють штампування її локальних елементів, причому...
Пристрій для імпульсного електрогідравлічного штампування
Номер патенту: 54208
Опубліковано: 25.10.2010
Автори: Тищенко Федір Миколайович, Старков Микола Володимирович, Стрелковська Людмила Іванівна
МПК: B21D 26/00
Мітки: електрогідравлічного, пристрій, імпульсного, штампування
Формула / Реферат:
Пристрій для імпульсного електрогідравлічного штампування, що містить прокачувану водою розрядну камеру з електродною системою та ущільненням, встановленим на її притискній поверхні, розташовану під нею матрицю з отворами в нижній частині для виходу повітря в атмосферу, і заготовку, розташовану між розрядною камерою й матрицею, який відрізняється тим, що він оснащений компресором і редукційним пневмоклапаном для подачі стисненого повітря від...
Пристрій для імпульсного електрогідравлічного штампування
Номер патенту: 87866
Опубліковано: 25.02.2014
Автори: Аврамець Данило Ростиславович, Косенков Віктор Михайлович
МПК: B21D 26/12
Мітки: імпульсного, електрогідравлічного, пристрій, штампування
Формула / Реферат:
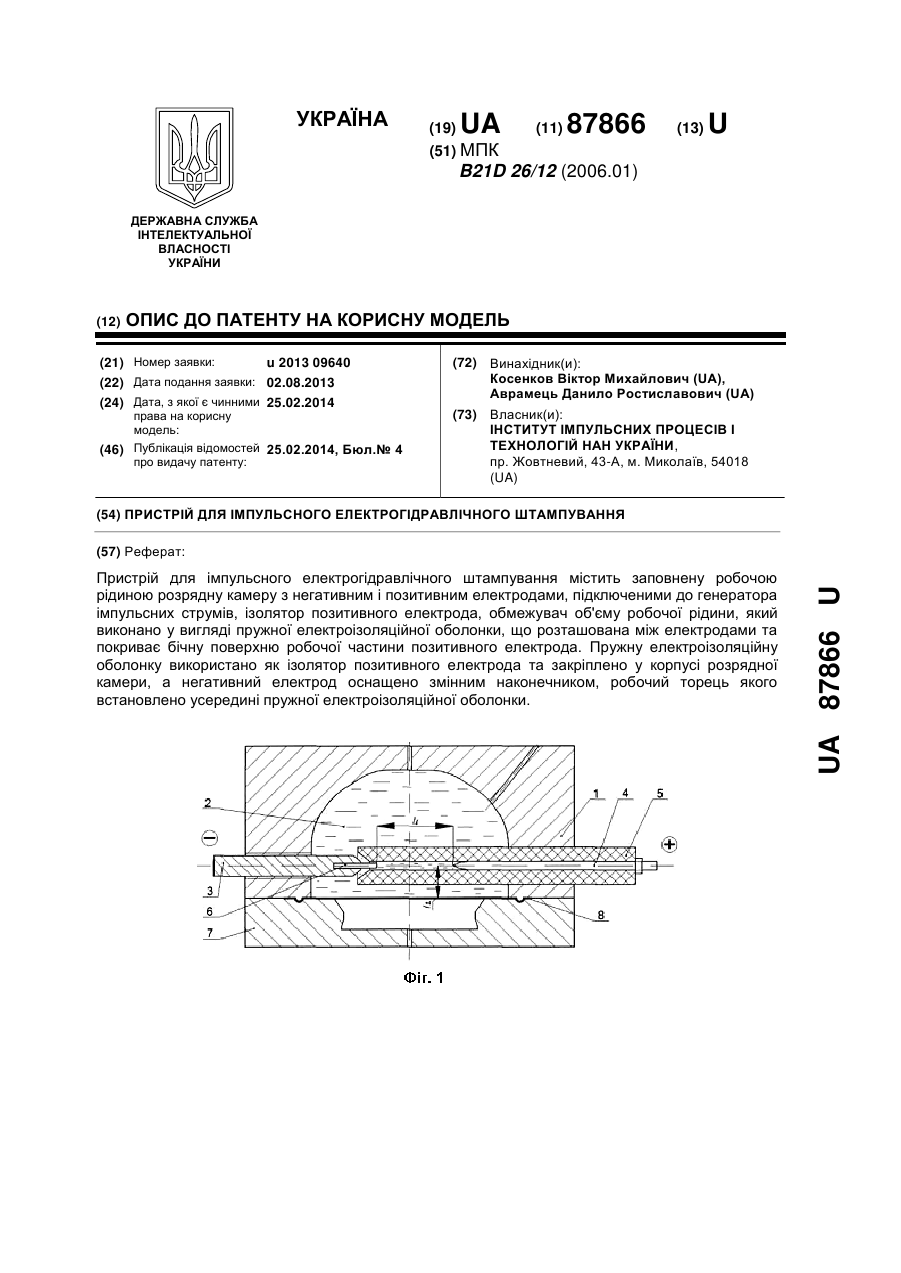
Пристрій для імпульсного електрогідравлічного штампування, що містить заповнену робочою рідиною розрядну камеру з негативним і позитивним електродами, підключеними до генератора імпульсних струмів, ізолятор позитивного електрода, обмежувач об'єму робочої рідини, який виконано у вигляді пружної електроізоляційної оболонки, що розташована між електродами та покриває бічну поверхню робочої частини позитивного електрода, який відрізняється тим,...
Установка для електрогідравлічного штампування з диференційованим нагрівом
Номер патенту: 98661
Опубліковано: 12.05.2015
Автори: Тимошенко Михайло Павлович, Князєв Михайло Климович
МПК: B21D 26/00, B21D 22/00
Мітки: електрогідравлічного, диференційованим, штампування, нагрівом, установка
Формула / Реферат:
Установка для електрогідравлічного штампування з диференційованим нагрівом, що містить розрядну камеру, електроди, матрицю, яка відрізняється тим, що має між матрицею та розрядною камерою систему виготовлених з матеріалів з різними тепловими властивостями коаксіально встановлених проміжних кілець, зовнішня пара яких встановлена з можливістю нагріву від індуктора та має необхідну для досягнення заданого поля температур геометрію стику з...
Пристрій для імпульсного електрогідравлічного калібрування трубчастих деталей
Номер патенту: 101414
Опубліковано: 10.09.2015
Автори: Стрелковська Людмила Іванівна, Старков Микола Володимирович
МПК: B21C 37/30, B21D 26/06
Мітки: імпульсного, калібрування, трубчастих, пристрій, електрогідравлічного, деталей
Формула / Реферат:
Пристрій для імпульсного електрогідравлічного калібрування трубчастих деталей, що містить заповнену водою розрядну камеру з електродами, рознімну матрицю, встановлену концентрично розрядній камері, захоплювач заготовки, який виконано у вигляді двох притискних кришок, розташованих по обидва боки розрядної камери і зв'язаних між собою кріпленням, та механізм переміщення заготовки, який відрізняється тим, що принаймні одну із твірних робочої...
Попередній патент: Розрізна пружна фільєра для калібрування згортних втулок
Наступний патент: Установка стиску колон вуглецевих заготовок печей графітизації
Випадковий патент: Спосіб безперервного розливу металів методом плавка на плавку