Спосіб визначення глибини різання, що забезпечує динамічну стійкість обробки просторово-складних поверхонь кінцевими сферичними фрезами
Номер патенту: 116634
Опубліковано: 25.05.2017
Автори: Полонський Леонід Григорович, Яновський Валерій Анатолійович, Прилипко Володимир Володимирович, Клименко Сергій Анатолійович, Балицька Наталія Олександрівна, Хєйфец Міхаіл Львовіч, Штегін Олексій Олександрович

Формула / Реферат
Спосіб визначення глибини різання, що забезпечує динамічну стійкість обробки просторово-складних поверхонь кінцевими сферичними фрезами, який включає розрахунок кутів входу та виходу фрези, визначення динамічних коефіцієнтів, що залежать від кутів входу та виходу фрези, призначення діапазону значень осьових глибин різання, у межах якого визначатиметься характер динамічної стійкості обробки, та кроку ітерації, з яким виконують розрахунок осьових глибин різання, необхідних для побудови діаграми динамічної стійкості, розрахунок цих осьових глибин різання, розрахунок частот обертання шпинделя, що залежать від динамічних параметрів технологічної системи, необхідних для побудови діаграми, призначення з діапазону розрахованих частоти обертання шпинделя, для якої визначатиметься глибина різання, який відрізняється тим, що перераховують на глибини різання розраховані осьові глибини різання, необхідні для побудови діаграми, будують діаграму у площині параметрів «частота обертання шпинделя - глибина різання» та визначають безпосередньо з діаграми глибину різання.
Текст
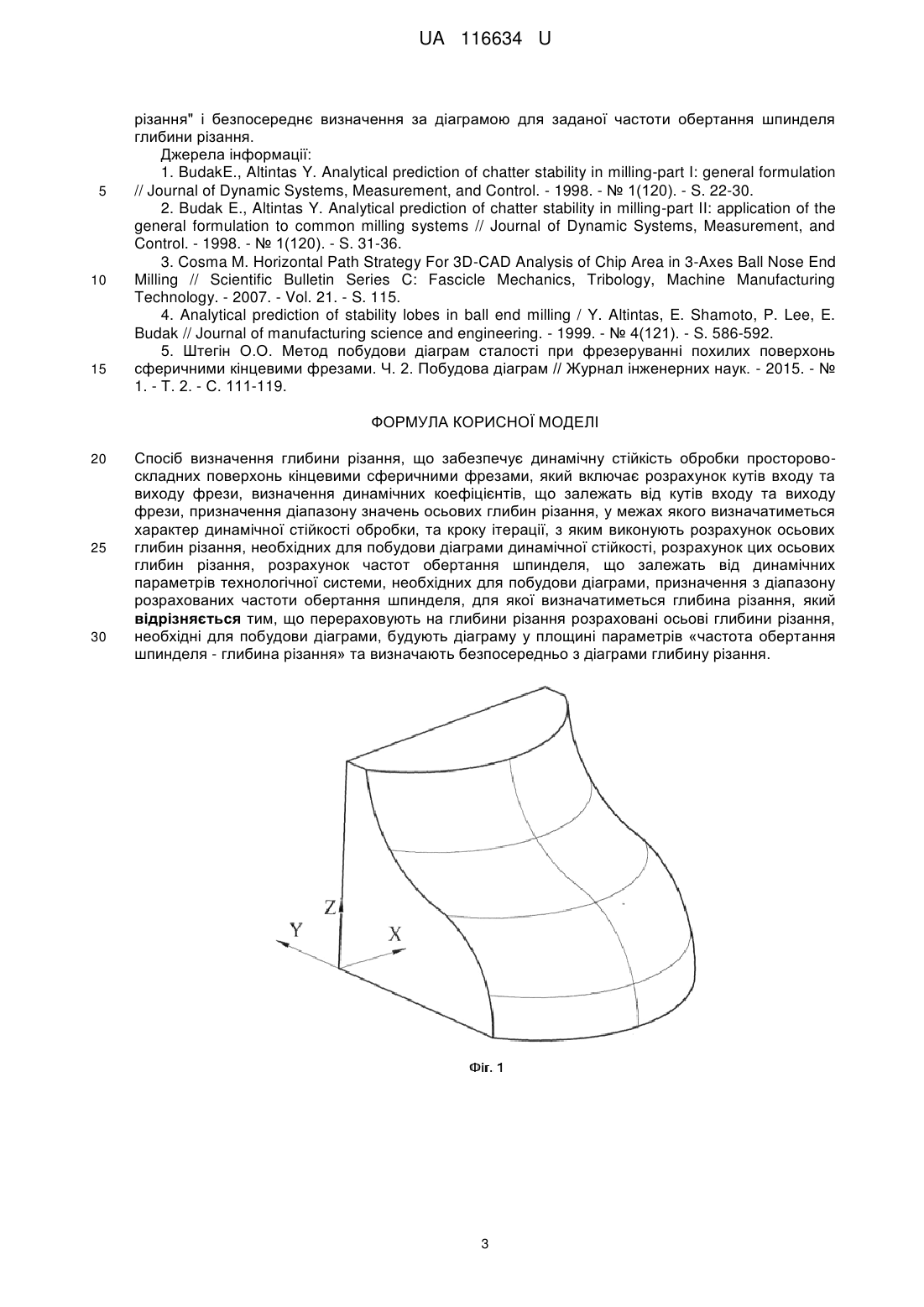
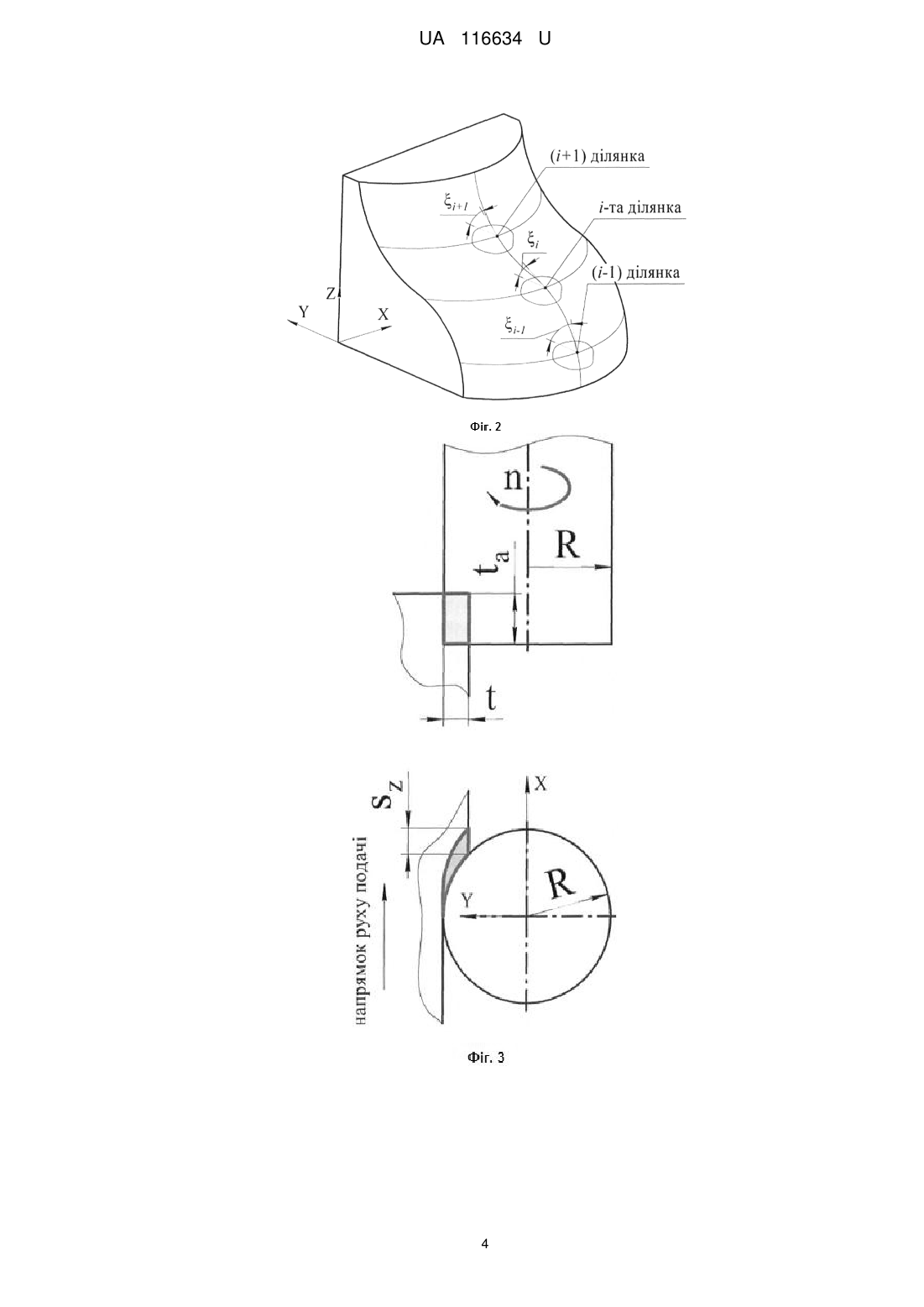
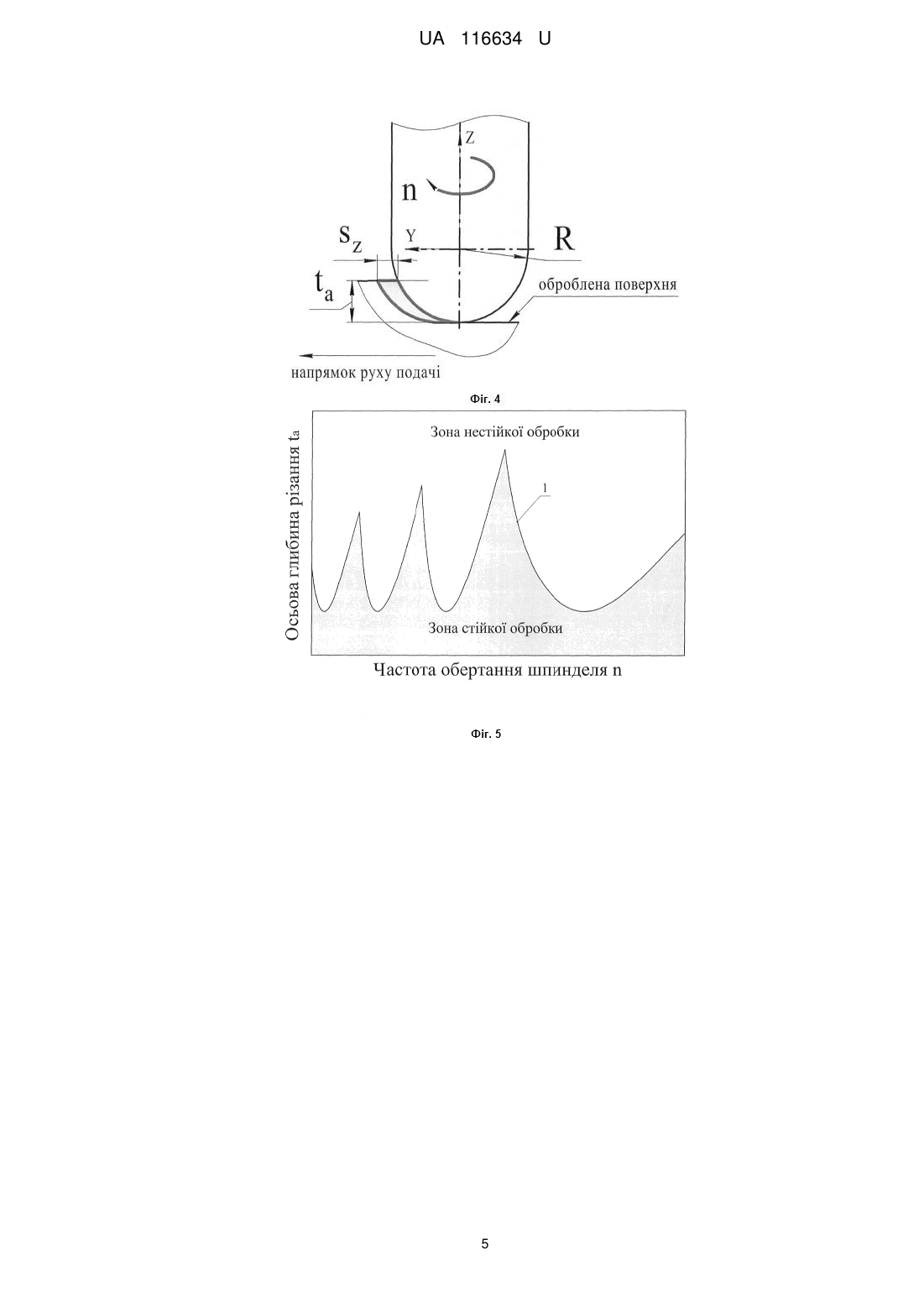
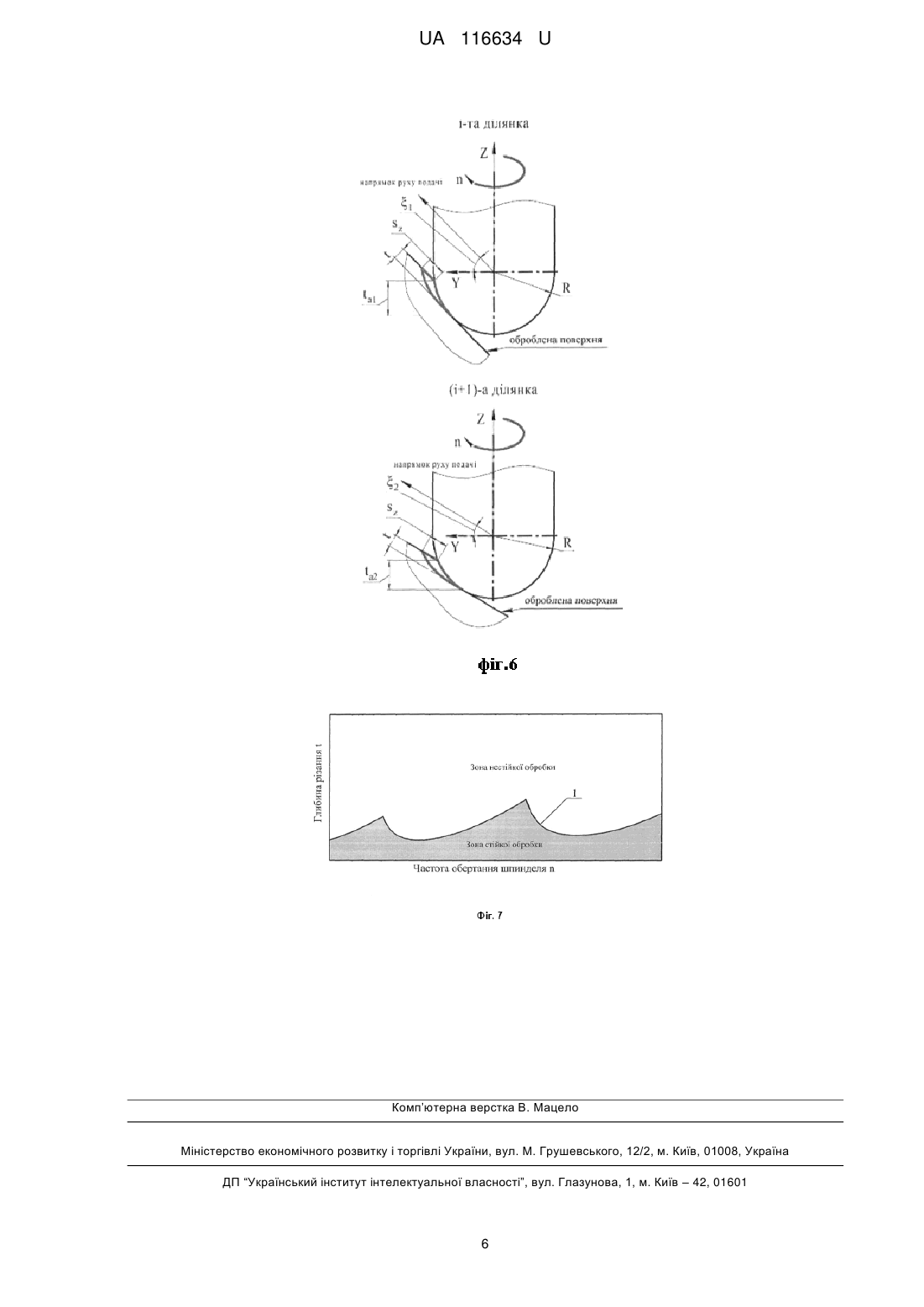
Реферат: Спосіб визначення глибини різання, що забезпечує динамічну стійкість обробки просторовоскладних поверхонь кінцевими сферичними фрезами, включає розрахунок кутів входу та виходу фрези, визначення динамічних коефіцієнтів, що залежать від кутів входу та виходу фрези, призначення діапазону значень осьових глибин різання, у межах якого визначатиметься характер динамічної стійкості обробки, та кроку ітерації, з яким виконуватиметься розрахунок осьових глибин різання, необхідних для побудови діаграми динамічної стійкості. Проводять розрахунок цих осьових глибин різання, розрахунок частот обертання шпинделя, що залежать від динамічних параметрів технологічної системи, необхідних для побудови діаграми, призначення з діапазону розрахованих частоти обертання шпинделя, для якої визначатиметься глибина різання. Перераховують на глибини різання розраховані осьові глибини різання, необхідні для побудови діаграми, будують діаграму у площині параметрів «частота обертання шпинделя - глибина різання» та визначають їх безпосередньо з діаграми глибина різання. UA 116634 U (12) UA 116634 U UA 116634 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до вимірювальної техніки і може бути використана для визначення глибини різання, що забезпечує динамічну стійкість обробки просторово-складних поверхонь кінцевими сферичними фрезами. При фрезеруванні просторово-складних поверхонь (Фіг. 1) з різними значеннями глибини різання t внаслідок зміни площі зрізуваного миттєвого шару, кута між віссю фрези та нормаллю до обробленої поверхні ξ (Фіг. 2) і швидкості та сили різання динаміка обробки є нестійкою [1, 2]. Через це під час призначення режимів різання необхідно приймати таку глибину різання t, що забезпечуватиме динамічну стійкість обробки. При обробці плоских вертикальних поверхонь кінцевими циліндричними фрезами (Фіг. 3) і плоских горизонтальних поверхонь кінцевими сферичними фрезами (Фіг. 4) ця задача найбільш ефективно вирішується шляхом визначення осьової глибини різання ta за діаграмами динамічної стійкості, побудованими у площині параметрів "частота обертання шпинделя n осьова глибина різання ta" [3, 4]. Діаграму, що використовують для визначення осьової глибини різання ta при обробці плоских вертикальних поверхонь кінцевими циліндричними фрезами, наведену зокрема в [2], будують у такій послідовності: 1. Розраховують кути входу та виходу фрези. 2. Визначають динамічні коефіцієнти, що залежать від кутів входу та виходу фрези. 3. Вибирають діапазон значень [ta(min); ta(max)], у межах якого визначатиметься характер динамічної стійкості обробки, та крок ітерації, з яким виконуватимуться розрахунки осьових глибин різання ta, необхідних для побудови діаграми. 4. Визначають вихідні дані для побудови діаграми шляхом розрахунків з вибраного діапазону значень [ta(min); ta(max)] осьових глибин різання ta, необхідних для побудови діаграми, і розрахунків частот обертання шпинделя n, що залежать від динамічних параметрів технологічної системи. 5. Призначають з діапазону розрахованих частоту обертання шпинделя n, для якої визначатиметься осьова глибина різання ta, що забезпечуватиме динамічну стійкість обробки. 6. Будують діаграму (Фіг. 5) з отриманого масиву значень осьових глибин різання ta і частот обертання шпинделя n. 7. Визначають безпосередньо за діаграмою для призначеної частоти обертання шпинделя n осьову глибину різання ta, що забезпечує динамічну стійкість обробки. Осьові глибини різання ta, що забезпечують динамічну стійкість обробки, на діаграмі знаходяться нижче кривої динамічної стійкості 1 (Фіг. 5). Аналогічно визначають осьові глибини різання ta і при обробці плоских горизонтальних поверхонь кінцевими сферичними фрезами радіуса R [4]. Цей спосіб є найбільш близьким аналогом. У даному випадку ta=t і має постійне значення на любій ділянці оброблюваної поверхні (Фіг. 4). Визначають безпосередньо за діаграмою для призначеної частоти обертання шпинделя n осьову глибину різання ta, яка відповідає глибині різання t, що забезпечує динамічну стійкість обробки. Основними недоліками цього способу, якщо його застосовувати для забезпечення динамічної стійкості обробки просторово-складних поверхонь кінцевими сферичними фрезами, є те, що за діаграмою безпосередньо визначається осьова глибина різання ta і при призначенні режимів різання у кожному конкретному випадку її необхідно перераховувати на глибину різання t за формулою [5, с. A3] t=R{1-cos[arccos(ξ-ta/R)]-ξ}, (1) а також те, що, оскільки на різних ділянках просторово-складних поверхонь приїхній обробці осьова глибина різання ta буде різною (Фіг. 6), то визначена за діаграмою осьова глибина різання ta не гарантовано забезпечуватиме динамічну стійкість обробки таких поверхонь, тому що за діаграмами, за якими визначаються осьові глибини ta для обробки плоских горизонтальних поверхонь, у випадку застосування їх для визначення осьових глибин різання ta для обробки просторово-складних поверхонь, не можна врахувати змін осьової глибини різання ta і кута між віссю фрези та нормаллю до обробленої поверхні 4, що впливають на характер динамічної стійкості обробки. В основу корисної моделі поставлено задачу безпосереднього визначення глибини різання t за діаграмами динамічної стійкості для обробки просторово-складних поверхонь кінцевими сферичними фрезами. Поставлена задача вирішується тим, що глибину різання t визначають за діаграмами динамічної стійкості для обробки просторово-складних поверхонь кінцевими сферичними фрезами, побудованими у площині параметрів "частота обертання шпинделя n - глибина різання t". 1 UA 116634 U 5 10 15 20 25 30 35 40 45 50 55 З аналізу відомих рішень видно, що подібні ознаки, заявлені нами, невідомі. У сукупності, що заявляється, досягається нова властивість, яка полягає у можливості безпосередньо визначати глибину різання t за діаграмами динамічної стійкості. Досягнення нової властивості обумовлене наступними обставинами. Оскільки діаграми, побудовані у площині параметрів "частота обертання шпинделя n осьова глибина різання ta", не дозволяють враховувати зміни характеру динамічної стійкості обробки, перехід до глибини різання t для побудови діаграм при обробці просторово-складних поверхонь кінцевими сферичними фрезами необхідний для того, щоб врахувати зміни характеру динамічної стійкості обробки, що мають місце при однакових осьових глибинах різання ta, але при різних кутах між віссю фрези і нормаллю до обробленої поверхні ξ. Для того, щоб при обробці просторово-складних поверхонь кінцевими сферичними фрезами отримати змогу безпосередньо визначати глибину різання t за діаграмою, необхідно призначити крок ітерації, з яким розраховуватимуться осьові глибини різання ta, необхідні для побудови діаграми, що також використовуватимуться для перерахунку на глибини різання t, розрахувати ці осьові глибини різання ta, перерахувати їх на глибини різання t за формулою (1) і з отриманого масиву значень глибин різання t і частот обертання шпинделя n, аналогічно побудові діаграми (Фіг. 5), побудувати діаграму (Фіг. 7). З побудованої діаграми для призначеної частоти обертання шпинделя n можна безпосередньо визначати глибину різання t, що забезпечує динамічну стійкість обробки. Всі значення глибин різання t, що забезпечують динамічну стійкість обробки, на побудованій діаграмі (Фіг. 7), так само як і на діаграмі (Фіг. 5), знаходяться нижче кривої динамічної стійкості 1. Наведені докази свідчать, що ознаки сукупності вступили у взаємодію, тобто, запропонований спосіб являє собою одне ціле, як сукупність взаємопов'язаних частин. Це спрощує визначення глибини різання, що забезпечує динамічну стійкість обробки просторовоскладних поверхонь кінцевими сферичними фрезами. Тому можна зробити висновок про відповідність заявленої сукупності критерію "суттєві відмінності". Наслідком досягнення вказаної нової властивості є отримання позитивного ефекту відповідно поставленій задачі. Приклад реалізації способу. Для обробки застосовували зразки зі сталі 45 (ГОСТ 1050-2013) з ділянками, нахиленими до горизонталі з кутами: 7°30'; 15°00'; 22°30'; 30°00'; 37°30'; 45°00'; 52°30'. Зважаючи на те, що підприємствами, які мають відношення до обробки просторово-складних поверхонь кінцевими сферичними фрезами, рекомендується фрезерувати їх на глибинах різання до 0,5 мм, обробка проводилась у діапазоні осьових глибин різання ta=0,05-0,50 мм кінцевою сферичною фрезою 10 мм СоrоМill 216 R216-10A16-050 зі змінними твердосплавними пластинами R216-10 02 EМ1010 міжнародної компанії Sandvik Coromant (Швеція) на триосьовому фрезерному верстаті з ЧПК моделі Victor FC-85 (Тайвань). За запропонованим способом у процесі побудови діаграми була призначена частота обертання шпинделя n-7584 об/хв., для якої здійснюватиметься визначення глибин різання, що забезпечують динамічну стійкість обробки, і побудована діаграма динамічної стійкості для обробки просторово-складних поверхонь кінцевими сферичними фрезами у площині параметрів "частота обертання шпинделя - глибина різання". За діаграмою визначено, що глибини різання для поверхонь, нахилених під різними кутами, є наступними: 7°30' - t=0,05 мм; 15°00' - t=0,10 мм; 22°30' - t=0,15 мм; 30°00' - t=0,20 мм; 37°30' - t=0,25 мм; 45°00'- t=0,20 мм; 52°30'- t=0,15 мм. Після обробки на всіх зразках оброблені поверхні не мали вібраційних слідів. Для порівняння проводять обробку таких же поверхонь зі вказаними глибинами різання при частоті обертання шпинделя 6636 об/хв., що за діаграмою динамічної стійкості відповідає нестійкому характеру обробки. На оброблених поверхнях із кутами нахилу 37°30', 45°00' та 52°30' спостерігалися вібраційні сліди. Проводять обробку поверхонь і зі сталим значенням глибини різання t=0,25 мм при частоті обертання шпинделя 7584 об/хв. На оброблених поверхнях із кутами нахилу 7°30', 15°00', 22°30' та 52°30' також мали місце вібраційні сліди. Розроблений спосіб визначення глибини різання, що забезпечує динамічну стійкість обробки просторово-складних поверхонь кінцевими сферичними фрезами, передбачає призначення кроку ітерації, з яким виконуватиметься розрахунок осьових глибин різання, що використовуватимуться для перерахунку на глибини різання, розрахунок цих осьових глибин різання, перерахунок розрахованих осьових глибин різання на глибини різання, побудову діаграми динамічної стійкості у площині параметрів "частота обертання шпинделя - глибина 2 UA 116634 U 5 10 15 різання" і безпосереднє визначення за діаграмою для заданої частоти обертання шпинделя глибини різання. Джерела інформації: 1. BudakE., Altintas Y. Analytical prediction of chatter stability in milling-part I: general formulation // Journal of Dynamic Systems, Measurement, and Control. - 1998. - № 1(120). - S. 22-30. 2. Budak E., Altintas Y. Analytical prediction of chatter stability in milling-part II: application of the general formulation to common milling systems // Journal of Dynamic Systems, Measurement, and Control. - 1998. - № 1(120). - S. 31-36. 3. Cosma M. Horizontal Path Strategy For 3D-CAD Analysis of Chip Area in 3-Axes Ball Nose End Milling // Scientific Bulletin Series C: Fascicle Mechanics, Tribology, Machine Manufacturing Technology. - 2007. - Vol. 21. - S. 115. 4. Analytical prediction of stability lobes in ball end milling / Y. Altintas, E. Shamoto, P. Lee, E. Budak // Journal of manufacturing science and engineering. - 1999. - № 4(121). - S. 586-592. 5. Штегін O.O. Метод побудови діаграм сталості при фрезеруванні похилих поверхонь сферичними кінцевими фрезами. Ч. 2. Побудова діаграм // Журнал інженерних наук. - 2015. - № 1. - Т. 2. - С. 111-119. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 Спосіб визначення глибини різання, що забезпечує динамічну стійкість обробки просторовоскладних поверхонь кінцевими сферичними фрезами, який включає розрахунок кутів входу та виходу фрези, визначення динамічних коефіцієнтів, що залежать від кутів входу та виходу фрези, призначення діапазону значень осьових глибин різання, у межах якого визначатиметься характер динамічної стійкості обробки, та кроку ітерації, з яким виконують розрахунок осьових глибин різання, необхідних для побудови діаграми динамічної стійкості, розрахунок цих осьових глибин різання, розрахунок частот обертання шпинделя, що залежать від динамічних параметрів технологічної системи, необхідних для побудови діаграми, призначення з діапазону розрахованих частоти обертання шпинделя, для якої визначатиметься глибина різання, який відрізняється тим, що перераховують на глибини різання розраховані осьові глибини різання, необхідні для побудови діаграми, будують діаграму у площині параметрів «частота обертання шпинделя - глибина різання» та визначають безпосередньо з діаграми глибину різання. 3 UA 116634 U 4 UA 116634 U 5 UA 116634 U Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: визначення, спосіб, різання, стійкість, поверхонь, просторово-складних, динамічну, забезпечує, кінцевими, глибини, сферичними, обробки, фрезами
Код посилання
<a href="https://ua.patents.su/8-116634-sposib-viznachennya-glibini-rizannya-shho-zabezpechueh-dinamichnu-stijjkist-obrobki-prostorovo-skladnikh-poverkhon-kincevimi-sferichnimi-frezami.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення глибини різання, що забезпечує динамічну стійкість обробки просторово-складних поверхонь кінцевими сферичними фрезами</a>
Спосіб обробки плоских поверхонь сталевих деталей торцевими фрезами

Номер патенту: 54349
Опубліковано: 10.11.2010
Автори: Шахбазов Яків Олександрович, Білявський Максим Леонідович, Білявський Леонід Альфонсович, Стецько Андрій Євгенович
МПК: B23C 3/00
Мітки: сталевих, фрезами, деталей, обробки, плоских, спосіб, поверхонь, торцевими
Формула / Реферат:
Спосіб обробки плоских поверхонь сталевих деталей торцевими фрезами, що включає початкове формування зміцненого поверхневого шару оброблюваної поверхні здійснюють шляхом поверхневого пластичного деформування, причому деформуючий елемент розташований в радіальному напрямку на більшій відстані від осі фрези, а кінцеве зняття частини зміцненого шару здійснюють різальними елементами, розташованими в радіальному напрямку на меншій відстані від...
Спосіб обробки плоских поверхонь сталевих деталей торцевими фрезами

Номер патенту: 96084
Опубліковано: 26.09.2011
Автори: Шахбазов Яків Олександрович, Білявський Максим Леонідович, Стецько Андрій Євгенович, Білявський Леонід Альфонсович
МПК: B23C 3/13
Мітки: сталевих, плоских, обробки, деталей, спосіб, поверхонь, торцевими, фрезами
Формула / Реферат:
Спосіб обробки плоских поверхонь сталевих деталей торцевими фрезами, що включає початкове формування зміцненого поверхневого шару оброблюваної поверхні, яке здійснюється шляхом поверхневого пластичного деформування, коли деформувальний елемент розташований в радіальному напрямку на відстані 20 мм від осі інструмента, а кінцеве зняття частини зміцненого шару здійснюють різальним елементом, оснащеним надтвердим матеріалом, який розташований в...
Спосіб визначення глибини різання при багатопрохідному шліфуванні
Номер патенту: 89290
Опубліковано: 10.04.2014
Автори: Ліщенко Наталя Володимирівна, Ларшин Василь Петрович
МПК: B24B 51/00
Мітки: визначення, спосіб, глибини, багатопрохідному, шліфуванні, різання
Формула / Реферат:
1. Спосіб визначення глибини різання при багатопрохідному шліфуванні, відповідно до якого припуск ділять на дві частини і першу частину припуску видаляють за рахунок механізму поперечної подачі, а другу частину - шляхом виходжування, регулюючи число проходів шліфування до одержання необхідного розміру деталі, причому використовують рівняння зв'язку між параметром, що характеризує пружне відтискання, і режимами шліфування, установлюють...
Спосіб визначення та контролю глибини різання при точінні
Номер патенту: 65205
Опубліковано: 25.11.2011
Автори: Філоненко Сергій Федорович, Німченко Тетяна Василівна
МПК: G01N 3/56, G01N 29/04
Мітки: точінні, різання, контролю, глибини, визначення, спосіб
Формула / Реферат:
Спосіб визначення та контролю глибини різання при точінні, який включає здійснення операції точіння з одночасним визначенням характеристик, за якими роблять висновки про глибину різання, який відрізняється тим, що як вищезгадані характеристики реєструють акустичну емісію, а глибину різання визначають за швидкістю зміни накопиченої енергії сигналів акустичної емісії в часі.
Спосіб визначення глибини різання при шліфуванні
Номер патенту: 12572
Опубліковано: 15.02.2006
Автори: Якимов Олександр Васильович, Ларшин Василь Петрович, Ліщенко Наталія Володимирівна, Ларшина Алла Василівна
МПК: B24B 51/00
Мітки: спосіб, шліфуванні, різання, визначення, глибини
Формула / Реферат:
1. Спосіб визначення глибини різання при шліфуванні, що включає вимірювання на попередньому проході глибини різання й параметра, що визначає якість поверхні, з використанням рівняння зв'язку між ними, здійснення спеціального настроювального проходу, під час якого безперервно збільшують глибину різання при певній швидкості заготовки до моменту появи дефектного шару на поверхні, вимірювання у цей момент глибини різання й швидкості заготовки,...
Попередній патент: Застосування спрацьованих пасів передач тертям з гнучким зв’язком як початкових штучних заготовок для виготовлення шнекових заготовок
Наступний патент: Спосіб грохочення сипких матеріалів
Випадковий патент: Пристрій для ефективної дії на урагани