Спосіб пошарової побудови виробів на базі структурної декомпозиції вихідної тріангуляційної 3d моделі
Номер патенту: 117760
Опубліковано: 10.07.2017
Автори: Доброскок Володимир Ленінмирович, Гаращенко Ярослав Миколайович

Формула / Реферат
Спосіб пошарової побудови виробів на базі структурної декомпозиції вихідної тріангуляційної 3D моделі, що включає попереднє розбиття виробів на частини, розміщення частин виробу на платформі установки, періодичне опускання платформи на задану величину кроку побудови, подальше формування шарів матеріалу і складання в готовий виріб, який відрізняється тим, що визначають кути повороту виробу для орієнтації та варіанти декомпозиції в процесі розміщення на платформі з забезпеченням рівномірного розподілу елементарних об'ємів виробу на платформі шляхом мінімізації наступної формули:
 ,
,
де ![]() - елементарний об'єм виробів в інтервалах за координатними осями Χ, Υ в абсолютних або відносних значеннях;
- елементарний об'єм виробів в інтервалах за координатними осями Χ, Υ в абсолютних або відносних значеннях; ![]() - загальна кількість варіантів розміщення виробів;
- загальна кількість варіантів розміщення виробів; ![]() ,
, ![]() - кількість інтервалів за координатними осями X і Υ відповідно,
- кількість інтервалів за координатними осями X і Υ відповідно, ![]() ,
, ![]() .
.
Текст
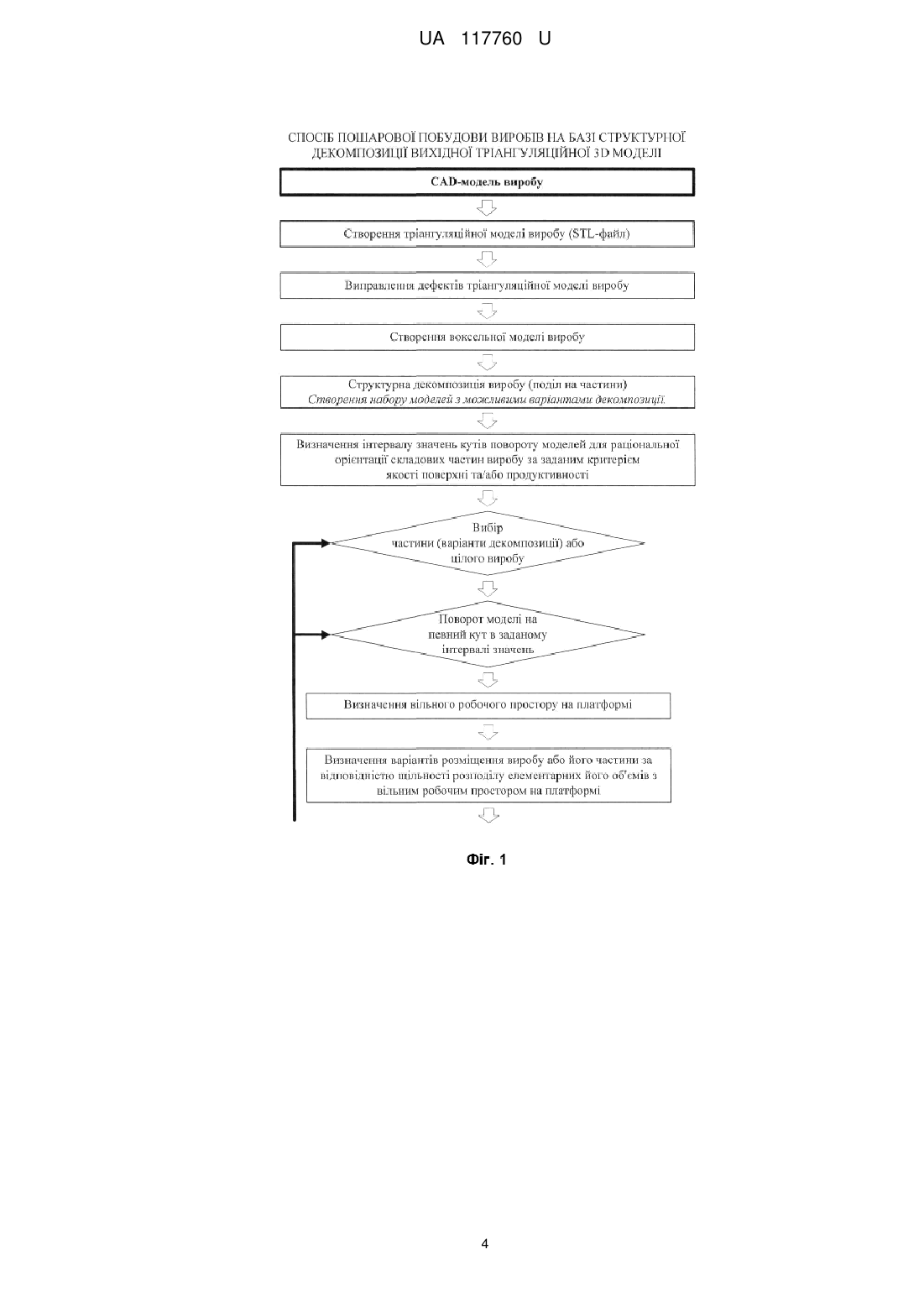
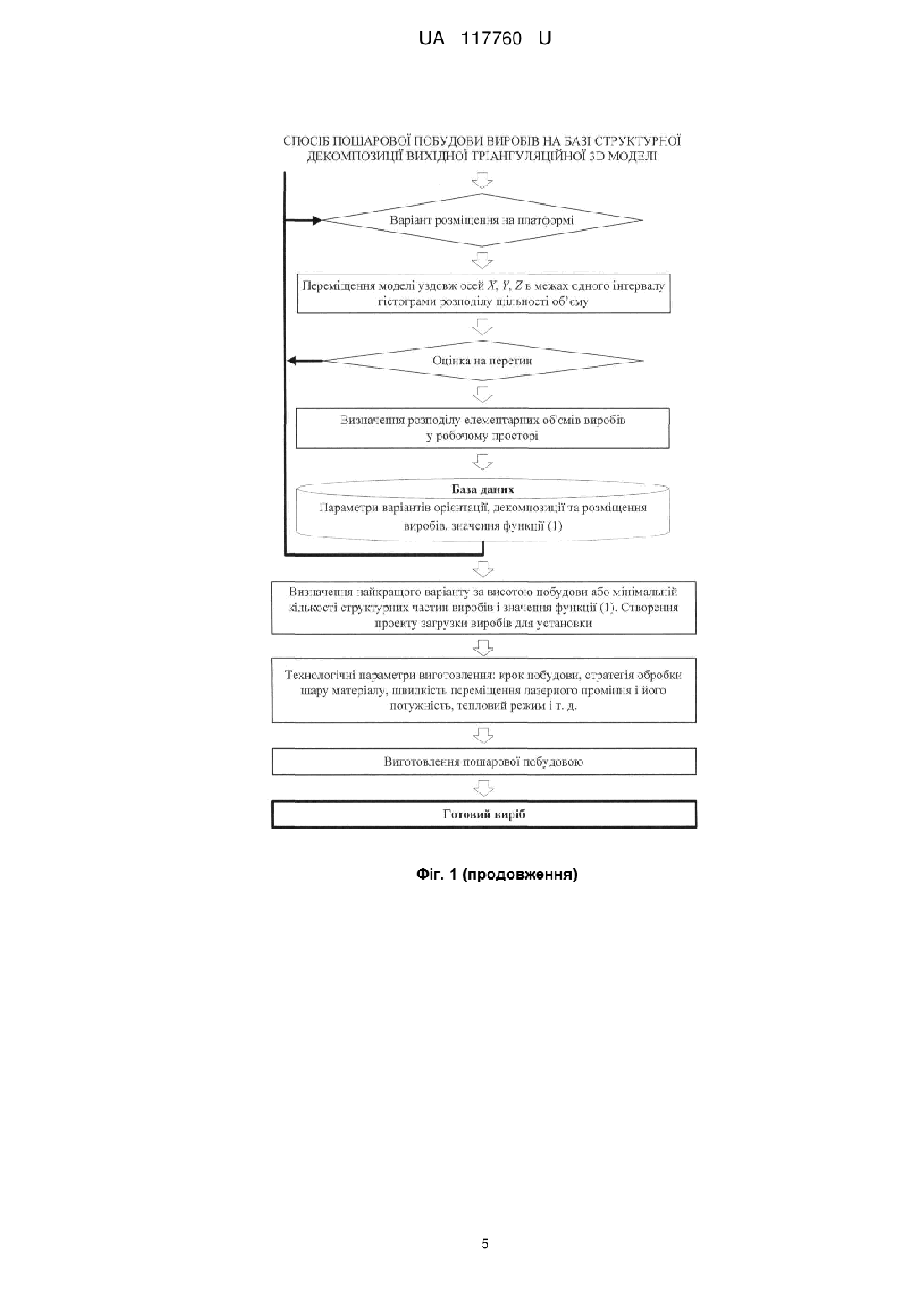
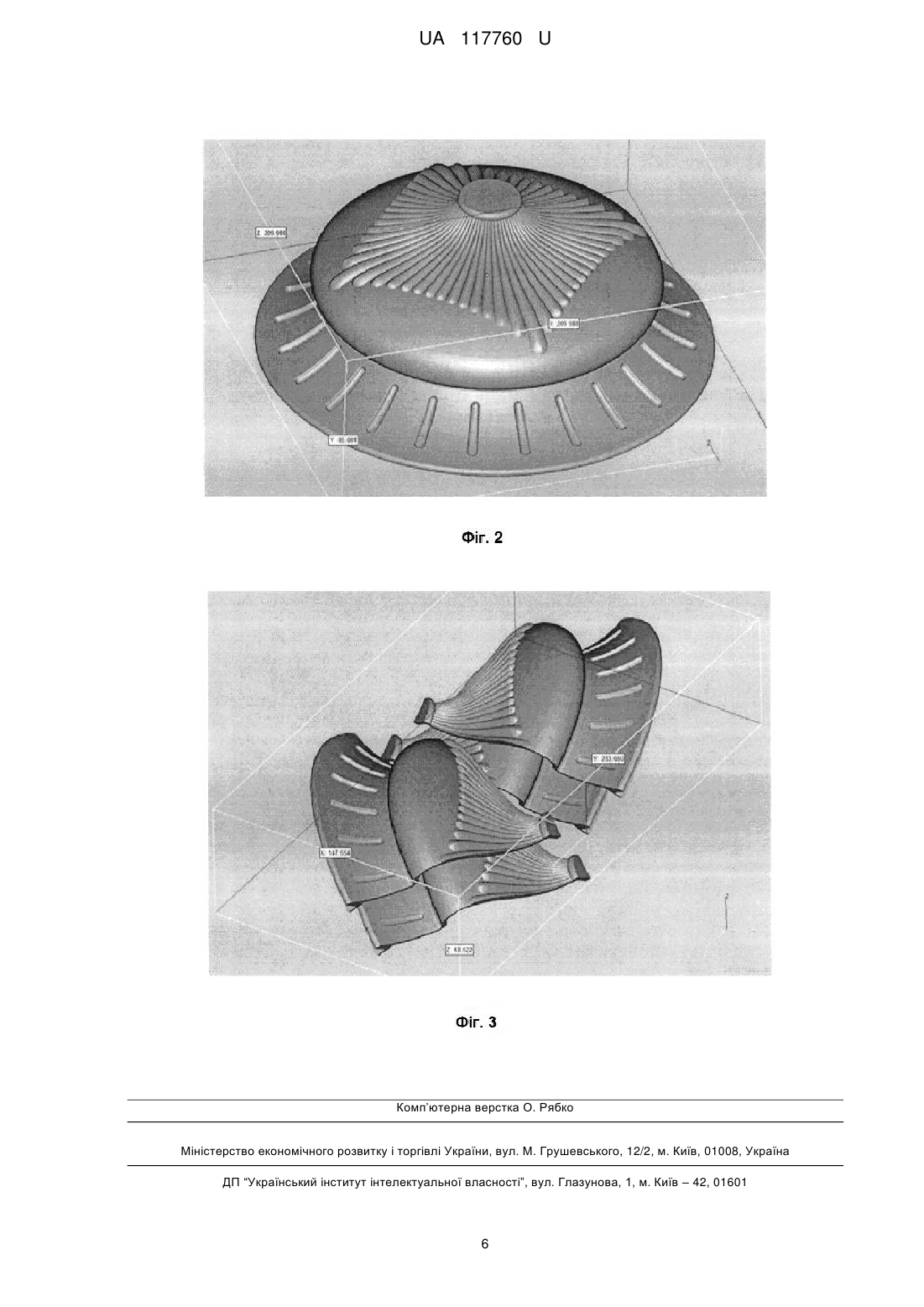
Реферат: Спосіб пошарової побудови виробів на базі структурної декомпозиції вихідної тріангуляційної 3D моделі включає попереднє розбиття виробів на частини, розміщення частин виробу на платформі установки, періодичне опускання платформи на задану величину кроку побудови, подальше формування шарів матеріалу і складання в готовий виріб. Визначають кути повороту виробу для орієнтації та варіанти декомпозиції в процесі розміщення на платформі з забезпеченням рівномірного розподілу елементарних об'ємів виробу на платформі шляхом мінімізації наступної формули: k x n y F min Vi 2x , y , 1 j m i де Vi x , y - елементарний об'єм виробів в інтервалах за координатними осями Χ, Υ в абсолютних або відносних значеннях; m - загальна кількість варіантів розміщення виробів; n x , n y - кількість інтервалів за координатними осями X і Υ, відповідно, n x const , n y const . UA 117760 U (12) UA 117760 U UA 117760 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до формоутворення, зокрема до пошарової побудови виробів на базі тріангуляційної 3D моделі та може використовуватися в машинобудуванні. Відомі способи пошарової побудови виробів, при яких вироби виготовляються шляхом послідовного нероз'ємного з'єднання елементарних шарів матеріалу (полімеру, кераміки, металу та ін.) [1, 2]. Пошарові методи реалізують прямий перехід від віртуальної 3D CAD-моделі до готового виробу. 3D CAD-модель виробу розсікається серією досить тонких шарів (для більшості сучасних установок – 0.025÷0.2 мм товщиною) з отриманням набору зон побудови в січних площинах. Орієнтація виробу та його розташування на робочій платформі установки задаються на етапі, який передує пошаровій побудові та безпосередньо впливає на час виготовлення. Одними з підходів істотного підвищення продуктивності пошарової побудови є структурна декомпозиція виробу та виготовлення за одну загрузку установки щільно розташованих виробів або їх складових частин [3]. Як правило, структурну декомпозицію використовують для великогабаритних виробів, чиї розміри перевищують розміри платформи установки. Можливості зниження часу побудови завдяки використанню структурної декомпозиції і щільному розташуванню виробів на платформі вивчалися в достатній кількості робіт [4-10]. Оптимальні варіанти орієнтації, декомпозиції та розміщення виробів на платформі установки в роботах визначали на основі критеріїв часу виготовлення, висоти побудови, питомого об'єму заповнення виробами платформи, площі контакту з підтримуючими структурами і їх об'єму. Роботи [4, 8] присвячені процесам лазерної стереолітографії (SL), [5] – селективному лазерному спіканню (SLS), [9] – моделюванню пошаровим оплавленням (FDM) та ін. Особливість деяких способів пошарової побудови, таких як селективне лазерне спікання, лазерна стереолітографія в обмеженому ресурсі невикористаного матеріалу, розташованого на платформі установки. Тому найбільш важливою характеристикою ефективності способів пошарової побудови є питомий об'єм виробів на платформі установки. Наприклад, у роботах [6, 7] вдалося істотно збільшити питомий об'єм виробів і відповідно мінімізувати висоту побудови. В роботі [8] розглядається декомпозиція складного виробу на найпростіші. Недолік способу у неможливості оптимізувати за часом побудови і об'ємом використовуваного матеріалу. У роботі [9] запропоновано спосіб з поділом виробу блоками у формі пірамід, але його недолік в неточному алгоритмі і малій щільності розміщення складових частин для складних виробів. У роботі [10] виконується декомпозиція на надмірну кількість складових частин, що ускладнює складання готового виробу. Найближчим до запропонованого є спосіб [11], що передбачає декомпозицію і щільне розміщення складових частин виробу на платформі установки. У даному способі складний виріб розбивається на найпростіші фігури, що складаються з паралелепіпедів і трикутних призм, розміри яких дозволяють повністю заповнювати платформу установки. Розташування частин виробу здійснюється за критерієм мінімізації висоти побудови. При цьому поворот складових частин можливий тільки на кут 90°, 180° і 270°. Недолік способу [11] полягає в обмеженій кількості варіантів пошуку найбільш щільного розташування виробів на платформі, що необхідно для мінімізації об'єму невикористаного вихідного матеріалу або його витрати на опорні структури. Задачею корисної моделі є розширення можливості застосування способів пошарового побудови виробів без обмежень на їх складність, підвищення продуктивності та зниження собівартості виготовлення. Поставлена задача вирішується тим, що при здійсненні способу пошарового побудови виробів на базі структурної декомпозиції вихідної тріангуляційної 3D моделі, що включає попереднє розбиття виробів на частини, розміщення частин виробу на платформі установки, періодичне опускання платформи на задану величину кроку побудови, подальше формування шарів матеріалу і складання в готовий виріб, визначають кути повороту виробу для орієнтації та варіанти декомпозиції в процесі розміщення на платформі з забезпеченням рівномірного розподілу елементарних об'ємів виробу на платформі шляхом мінімізації наступної формули: k x n y F min Vi 2x , y , (1) 1 j m i де Vi x , y - елементарний об'єм виробів в інтервалах за координатними осями X, Y в 55 абсолютних або відносних значеннях; m - загальна кількість варіантів розміщення виробів; 1 UA 117760 U n x , n y - кількість інтервалів за координатними осями X і Υ відповідно, nx const , n y const . 5 10 15 20 25 30 35 40 45 50 55 Відмітна ознака пропонованої корисної моделі, що описує процес розміщення виробів на платформі установки пошарового виготовлення разом із орієнтацією і виконанням структурної декомпозиції і вибір найкращого варіанта за формулою (1) представляється раніше невідомим технологічним прийомом. На Фіг. 1 представлена схема виконання запропонованого способу. На Фіг. 2 і Фіг. 3 наведено приклад складного виробу і один з варіантів його декомпозиції на 4 частини з розміщенням на робочій платформі установки. Вихідною інформацією для пошарових способів виготовлення є тріангуляційна модель виробу. Пропонований спосіб виконують за послідовністю дій, що представлені на Фіг. 1. Застосування запропонованого способу представлено для тестової тріангуляційної моделі виробу (Фіг. 2). Після виправлення помилок тріангуляції модель складається з 146 448 граней. Габаритні розміри виробу за осями Χ, Υ, Ζ: 210.1 мм, 85.0 мм, 210.0 мм. На основі тріангуляційної створювали воксельну модель виробу. Виконували аналіз розподілу елементарних об'ємів виробу і невикористаного порошку на платформі. Відносне заповнення об'єму виробом склало 5.5 %. Відповідно відносний об'єм - 94.5 % є зайнятим невикористаним вихідним матеріалом або опорними конструкціями, якщо такі потрібні. Застосування запропонованого способу буде мати свої особливості залежно від використовуваної установки пошарової побудови. Наприклад, для системи лазерного виборчого спікання на базі установки Vanguard Si2 SLS фірми 3D Systems (США). Коефіцієнт заповнення тестовим виробом робочої платформи буде складати – 2.36 %. Такий коефіцієнт буде характеризувати ступінь реалізації вихідного матеріалу. За результатами аналізу діапазони значень відносної щільності елементарних об'ємів виробу за осями X – 1.6÷7.3 %, Y – 0.7÷49.9 %, Ζ – 1.6÷7.3 %. Відповідно для розподілу елементарних об'ємів вільного простору (незадіяного вихідного матеріалу) за осями X – 92.7÷98.4 %, Υ – 80.1÷99.3 %, Ζ – 92.7÷98.4 %. Приклад одного з можливих варіантів декомпозиції та розміщення на робочій платформі установки представлено на Фіг. 3. Габаритні розміри моделі за осями Χ, Υ, Ζ: 147.6 мм, 283.7 мм, 63.5 мм. За результатами аналізу діапазони значень відносної щільності елементарних об'ємів частин виробу за осями X – 0.9÷12.6 %, Y – 1.2÷12.7 %, Z – 0.2÷12.1 %. Відповідно для розподілу елементарних об'ємів вільного простору (не задіяного вихідного матеріалу) за осями X – 87.4÷99.1 %, Y – 87.3÷98.8 %, Z – 87.9÷99.8 %. В результаті отримуємо більш рівномірний розподіл виробів на платформі і збільшення відносного об'єму використаного вихідного матеріалу на 27.3 % (з 2.3 % до 3.0 %) для даного варіанту структурної декомпозиції виробу. Зі збільшенням кількості виробів, що розміщують на платформі, запропонований спосіб дозволяє істотно збільшити ефективність використання вихідного матеріалу. Використання запропонованого способу забезпечує зменшення часу побудови завдяки більш рівномірному розподілу елементарних об'ємів виробів на платформі зі зменшенням висоти побудови і відповідно об'єму завантаження вихідного матеріалу. Джерела інформації: 1. Патент № 4575330 США, Apparatus for production of three-dimensional objects by stereolithography, Charles W. Hull (California, USA). - № 06/638905; Заявл. 08.08.1984; Опубл. 11.03.1986, https://www.google.com/patents/US4575330. 2. Пат. 4863538 США, МПК B27N 3/00, В32В 31/00, В23К 9/00, В29С 67/00. Method and apparatus for producing parts by selective sintering /Carl R. Deckard; Board of Regents, The University of Texas System. - № 920580; Заявл. 17.10.1986; Опубл. 05.09.1989, https://www.google.com/patents/US4863538. 3. Вітязєв Ю.Б. Розширення технологічних можливостей прискореного формоутворення способом стереолітографії: Автореф. дис… к-та техн. наук: 05.02.08 /НТУ "Харк. пол. ін-т.", 2004.- 20 с. 4. I. Ilinkin, R. Janardan, J. Majhi, J. Schwerdt, M. Smid, R. Sriram. A decomposition-based approach to layered manufacturing //Proceedings of the Seventh International Workshop on Algorithms and Data Structures, Providence, RI, 8-10 August 2001, LNCS 2125, pp. 389-400., Computational Geometry, Volume 23, Issue 2, 2002, Pages 117-151, ISSN 0925-7721, http://dx.doi.org/10.1016/S0925-7721(01)00059-1. 5. Sung-Min Hur, Kyung-Hyun Choi, Seok-Hee Lee, Pok-Keun Chang, Determination of fabricating orientation and packing in SLS process, Journal of Materials Processing Technology, 2 UA 117760 U 5 10 15 20 25 Volume 112, Issues 2-3, 25 May 2001, Pages 236-243, ISSN 0924-0136, http://dx.doi.org/10.1016/S0924-0136(01)00581-7. 6. Guk Chan Han, S.K. Kim. New approach for nesting problem using part decomposition technology //IEEE Xplore Conference: Industrial Electronics, Control and Instrumentation, 1997. IECON 97. 23rd International Conference on, Volume: 3, 1997. http://dx.doi.org/10.1109/IECON. 1997.668471. 7. Weidong Yang, Weiling Liu, Libing Liu, and Anping Xu. A Genetic Algorithm for Automatic Packing in Rapid Prototyping Processes //Advanced Intelligent Computing Theories and Applications. With Aspects of Theoretical and Methodological Issues: 4th International Conference on Intelligent Computing, ICIC 2008 Shanghai, China, September 15-18, 2008 Proceedings, China, 2008. pp. 10721077. 8. L. Luo, I. Baran, S. Rusinkiewicz, W. Matusik. Chopper: Partitioning Models into 3D-Printable Parts. ACM Transactions on Graphics (Proc. Siggraph Asia) 31(6), December 2012. http://gfx.cs.princeton.edu/pubs/Luo_2012_CPM/chopper.pdf. 9. Ruizhen Hu, Honghua Li, Hao Zhang, Daniel Cohen-Or. Approximate Pyramidal Shape Decomposition. A CMTrans on Graph 33, 6, 213: 1-213. 2014. P. 12. https://www.cs.tau.ac.il/~dcor/articles/2014/approximate_pyramidal.pdf. 10. Vanek J., GArcia J., Benes В., Mech R., Carr N., Stava O. and Miller G. PackMerger: A 3D Print Volume Optimizer //Computer Graphics Forum 33, 6. 2014. p. 322-332. http://dx.doi.org/10.1111/cgf.12353. 11. Пат. 105427374 Chine, МПК B33Y50/02; G06T17/00 / Chen Xuelin; Lyu Lin; Chen Baoquan. 3D (Three-dimensional) printing-oriented model decomposition and arrangement method - № CN20151762458; Заяв. 10.11.2015; Опубл. 23.03.2016, https://www.google. com.ua/patents/CN105427374A?cl=en. 12. Кривилев Μ.Д., Харанжевский Е.В., Гордеев Г.А., Анкудинов В.Е. Управление лазерным спеканием металлических порошковых смесей //Управление большими системами: сборник трудов, 2010, 31. С. 299-322. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб пошарової побудови виробів на базі структурної декомпозиції вихідної тріангуляційної 3D моделі, що включає попереднє розбиття виробів на частини, розміщення частин виробу на платформі установки, періодичне опускання платформи на задану величину кроку побудови, подальше формування шарів матеріалу і складання в готовий виріб, який відрізняється тим, що визначають кути повороту виробу для орієнтації та варіанти декомпозиції в процесі розміщення на платформі з забезпеченням рівномірного розподілу елементарних об'ємів виробу на платформі шляхом мінімізації наступної формули: k x n y F min Vi 2x , y , 1 j m i де Vi x , y - елементарний об'єм виробів в інтервалах за координатними осями Χ, Υ в абсолютних 40 або відносних значеннях; m - загальна кількість варіантів розміщення виробів; n x , n y - кількість інтервалів за координатними осями X і Υ, відповідно, nx const , ny const . 3 UA 117760 U 4 UA 117760 U 5 UA 117760 U Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G06F 17/50, B29C 35/08, G06F 19/00, B29C 41/02
Мітки: базі, структурної, моделі, вихідної, пошарової, побудови, виробів, декомпозиції, спосіб, тріангуляційної
Код посилання
<a href="https://ua.patents.su/8-117760-sposib-posharovo-pobudovi-virobiv-na-bazi-strukturno-dekompozici-vikhidno-triangulyacijjno-3d-modeli.html" target="_blank" rel="follow" title="База патентів України">Спосіб пошарової побудови виробів на базі структурної декомпозиції вихідної тріангуляційної 3d моделі</a>
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3d моделі
Номер патенту: 46418
Опубліковано: 25.12.2009
Автори: Вітязєв Юрій Борисович, Абдурайімов Ленмар Нариманович, Чернишов Сергій Іванович, Доброскок Володимир Ленінмирович
МПК: B29C 41/02, B29C 35/08, G06F 17/50
Мітки: базі, вихідної, моделі, побудови, пошарової, тріангуляційної, спосіб, виробів
Формула / Реферат:
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає періодичне опускання столу на величину кроку побудови й наступне формування шарів виробів, який відрізняється тим, що величину кроку побудови змінюють для кожного окремого опускання столу по формулі:де hi - величина кроку побудови на i-ому етапі опускання столу;
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3d моделі
Номер патенту: 54398
Опубліковано: 10.11.2010
Автори: Чернишов Сергій Іванович, Доброскок Володимир Ленінмирович, Абдурайімов Ленмар Нариманович, Вітязєв Юрій Борисович
МПК: G06F 19/00, B29C 41/02, B29C 35/08, G06F 17/50
Мітки: тріангуляційної, базі, пошарової, вихідної, моделі, спосіб, виробів, побудови
Формула / Реферат:
1. Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає установку виробу на робочій платформі, періодичне опускання столу на величину кроку побудови і наступне формування його шарів, який відрізняється тим, що для підвищення точності формоутворення і зменшення припуску під остаточну обробку, вироби орієнтуються на платформі таким чином, щоб сума площ трикутників тріангуляційної моделі, нормалі яких...
Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3d моделі
Номер патенту: 117759
Опубліковано: 10.07.2017
Автори: Доброскок Володимир Ленінмирович, Гаращенко Ярослав Миколайович
МПК: B29C 35/08, G06F 17/50, G06F 19/00, B29C 41/02
Мітки: побудови, використанням, джерела, виробів, тепла, лазерного, спосіб, пошарової, базі, моделі, тріангуляційної
Формула / Реферат:
Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3D моделі, що включає періодичне опускання платформи на величину кроку побудови і подальше формування шарів, який відрізняється тим, що виконують розподіл шарів матеріалу на послідовні групи, за умови:,де
Спосіб пошарової побудови виробів селективним лазерним спіканням
Номер патенту: 104483
Опубліковано: 10.02.2016
Автори: Вітязєв Юрій Борисович, Погарський Андрій Володимирович, Доброскок Володимир Ленінмирович
МПК: G06F 19/00, G06F 17/50, B29C 41/02
Мітки: побудови, спіканням, лазерним, пошарової, селективним, спосіб, виробів
Формула / Реферат:
Спосіб пошарової побудови виробів селективним лазерним спіканням, що включає тріангуляцію 3D CAD-моделі з заданою похибкою на етапі, що передує пошаровому з'єднанню частинок вихідного порошкового матеріалу під впливом енергії лазерного променя, який відрізняється тим, що перед побудовою виробу застосовують компенсуючу деформацію вихідної тріангуляційної моделі, значення якої вибирають за результатами виробничих випробувань:
Спосіб побудови моделі нелінійної динамічної системи
Номер патенту: 41143
Опубліковано: 15.08.2001
Автори: Зєліков Всеволод Ілліч, Зубко Олег Олександрович, Горєлов Олександр Сергійович, Нащанський Олександр Анатолійович, Гуртов Олександр Олександрович, Серков Олександр Анатолійович
МПК: G05B 23/02
Мітки: динамічної, побудови, системі, спосіб, моделі, нелінійної
Формула / Реферат:
Спосіб побудови моделі нелінійної динамічної системи, що включає до свого складу подачу тестуючих імпульсів, визначення реакції на тестуючий імпульс, який відрізняється тим, що додаткове тестування відбувається пакетом імпульсів, кількість яких у пакеті та часова відстань між ними змінюєтся під час тестування.
Попередній патент: Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3d моделі
Наступний патент: Скребок з плаваючими щітками
Випадковий патент: Міжзубний стимулятор