Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3d моделі
Номер патенту: 117759
Опубліковано: 10.07.2017
Автори: Гаращенко Ярослав Миколайович, Доброскок Володимир Ленінмирович

Формула / Реферат
Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3D моделі, що включає періодичне опускання платформи на величину кроку побудови і подальше формування шарів, який відрізняється тим, що виконують розподіл шарів матеріалу на послідовні групи, за умови:
![]() ,
,
де ![]() - крок побудови і-го шару;
- крок побудови і-го шару; ![]() - максимально допустима величина кроку побудови, що визначається технологічними можливостями установки і властивостями первісного матеріалу;
- максимально допустима величина кроку побудови, що визначається технологічними можливостями установки і властивостями первісного матеріалу; ![]() - кількість шарів у групі,
- кількість шарів у групі,
при формуванні шару матеріалу задають набір параметрів керування лазерним промінням для окремих обмежених зон: параметри лазерного проміння для спікання одного шару - зона, отримана в результаті операції різниці зони обробки поточного шару та зони формування матеріалу на глибину групи шарів; параметри для спікання групи шарів на останньому шарі групи - зона формування матеріалу на глибину групи; відсутня обробка на попередніх шарах групи - зона формування матеріалу на глибину групи.
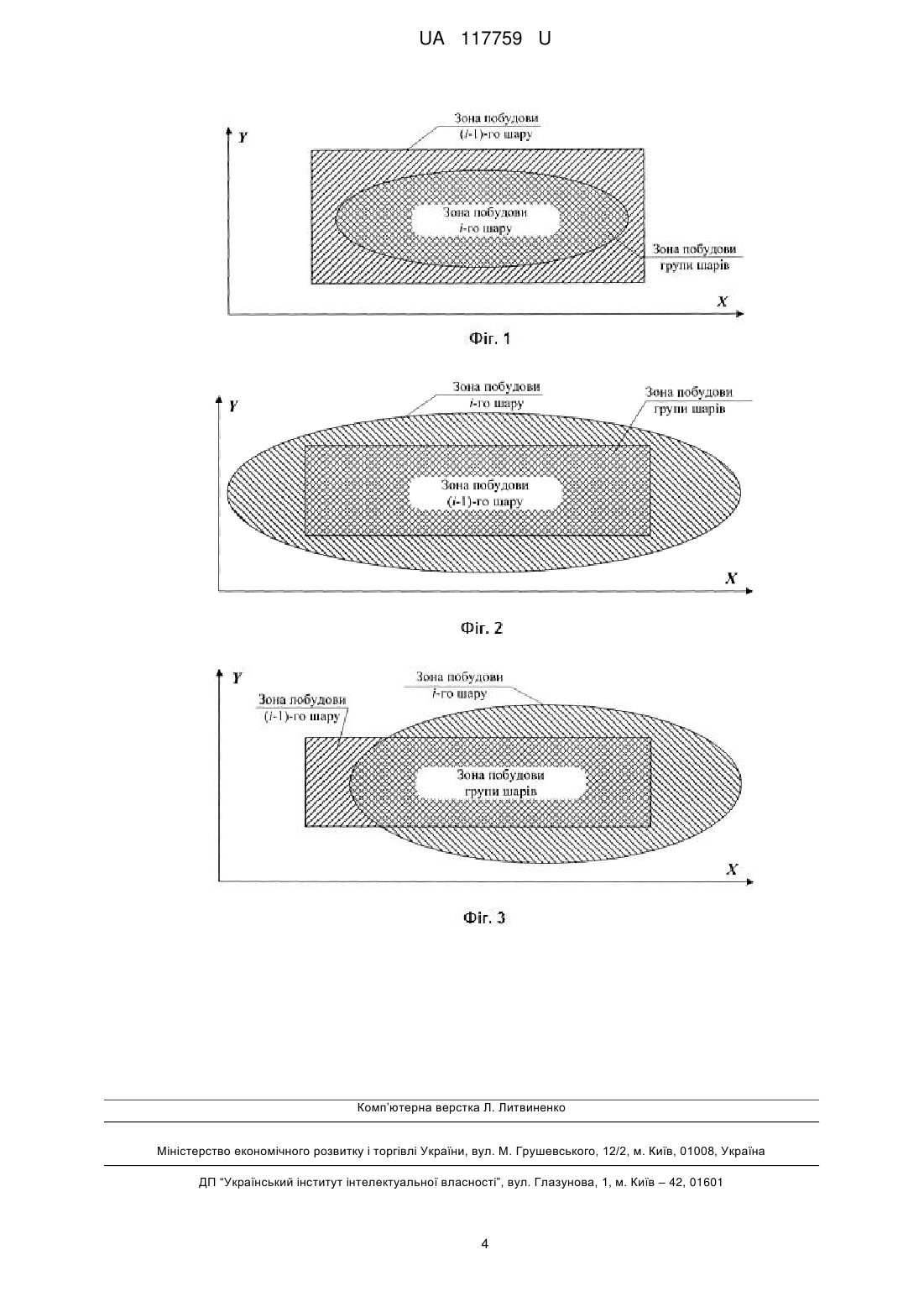
Текст
Реферат: Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3D моделі включає періодичне опускання платформи на величину кроку побудови і подальше формування шарів. Виконують розподіл шарів матеріалу на послідовні групи, за умови: k hi hmax , i 1 де hi - крок побудови і-го шару; hmax - максимально допустима величина кроку побудови, що визначається технологічними можливостями установки і властивостями первісного матеріалу; k - кількість шарів у групі. При формуванні шару матеріалу задають набір параметрів керування лазерним промінням для окремих обмежених зон: параметри лазерного проміння для спікання одного шару - зона, отримана в результаті операції різниці зони обробки поточного шару та зони формування матеріалу на глибину групи шарів. Параметри для спікання групи шарів на останньому шарі групи - зона формування матеріалу на глибину групи. Відсутня обробка на попередніх шарах групи - зона формування матеріалу на глибину групи. UA 117759 U (12) UA 117759 U UA 117759 U 5 10 15 20 25 30 35 Корисна модель належить до формоутворення, зокрема до пошарової побудови виробів на базі тріангуляційної 3D моделі та може використовуватися в машинобудуванні. Відомі способи побудови виробів пошаровими методами на установках лазерної стереолітографії та селективного лазерного спікання, при яких вироби виготовляються шляхом послідовного нероз'ємного з'єднання елементарних шарів матеріалу (полімеру, кераміки, металу) з використанням лазерного джерела тепла [1, 2]. Пошарові методи реалізовують прямий перехід від віртуальної CAD-моделі до готового виробу. CAD-модель виробу розсікається серією досить тонких шарів (для більшості сучасних установок - 0,0250,2 мм товщиною) з отриманням набору зон побудови в січних площинах. Товщина шару обмежується технологічними можливостями застосовуваної установки і вибирається з урахуванням вимог точності та часу побудови. Велика товщина забезпечує менший час побудови при погіршенні фізико-механічних властивостей і точності виготовлення виробів. При меншій товщині потрібно більше часу на побудову, але забезпечується більш висока точність виготовлення. Відомі способи [3-6] пошарової побудови з перемінним кроком забезпечують мінімальний час виготовлення при заданих обмеженнях, а саме допустимою похибкою форми або допусками на розміри виробу. Найближчим аналогом до запропонованого є спосіб [7], що передбачає створення набору даних компенсації або функції компенсації для керування лазерним променем на основі аналізу тріангуляційної моделі виробу та активного моніторингу відхилення контурів зон обробки. Функція компенсації створюється для всієї зони обробки або характерної її ділянки в залежності від розмірів і форми виробу або кута нахилу поверхонь. Пропонована функція спрямована на компенсування негативних технологічних особливостей процесу пошарової побудови (внутрішніх напружень, що виникають через нерівномірність температурних полів у шарах матеріалу, залишкових деформацій та ефекту "ступінчастості" похилих поверхонь), що знижують точність виготовлення. Наприклад, для зниження ефекту "ступінчастості" коректують параметри лазерного проміння при обробці контуру зон з урахуванням кута нахилу поверхні. Загальний недолік способів [3-7] - це обробка лазерним промінням всієї зони в січних площинах незалежно від глибини шару (при мінімальному або максимальному кроці побудови), що приводить до невиправдано більшого часу виготовлення виробу. Задачею корисної моделі є розширення можливості застосування способів пошарової побудови виробів без обмежень на їх складність та можливості регулювання точності виготовлення без істотного зниження продуктивності. Поставлена задача вирішується тим, що при здійсненні способу пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3D моделі, що включає періодичне опускання платформи на величину кроку побудови і подальше формування шарів, для підвищення продуктивності формоутворення, виконують розподіл шарів матеріалу на послідовні групи за умови: k hi hmax , i 1 40 45 50 55 де hi - крок побудови і-го шару; hmax - максимально допустима величина кроку побудови, що визначається технологічними можливостями установки і властивостями первісного матеріалу; k - кількість шарів у групі. При формуванні шару матеріалу задають набір параметрів керування лазерним промінням для окремих обмежених зон: параметри лазерного проміння для спікання одного шару - зона, отримана в результаті операції різниці зони обробки поточного шару та зони формування матеріалу на глибину групи шарів; параметри для спікання групи шарів на останньому шарі групи - зона формування матеріалу на глибину групи; відсутня обробка на попередніх шарах групи - зона формування матеріалу на глибину групи. Відмітна ознака корисної моделі, що описує обмеження зони обробки лазерним промінням шару матеріалу і формоутворення групи шарів у їх загальній зоні, представляється раніше невідомим технологічним прийомом. На Фіг. 1-3 зображено три можливих варіанти розташування зони обробки лазерним промінням для суміжних шарів матеріалу. Первинною інформацією для пошарових способів виготовлення є тріангуляційна модель виробу. Пропонований спосіб реалізується за наступною послідовністю дій: 1. Орієнтація і розміщення виробу на платформі установки. 2. Створення набору січних площин (зони побудови A1,, AN ) по заданому постійному або змінному кроці побудови. У відповідності з технологічними можливостями устаткування і вимог до фізико-механічних властивостей виробу визначаються мінімально і максимально допустима 1 UA 117759 U величина кроку побудови hmin , hmax . При побудові з постійним кроком визначається мінімальне значення кратне максимально допустимому (hmax hmin nmax min ) . При змінному задається значення кратне мінімально допустимому: hi m hmin, m N1 m nmax min , 5 де hi - крок побудови і-го шару. 3. Розподіл набору січних площин A1,, AN (набору шарів) на послідовні групи за умови, коли сумарна глибина шарів групи менше максимально допустимої величини: k hi hmax . i 1 10 4. Визначення зон побудови A1,, A к для кожної групи окремо: - для груп, що містять одну січну площину A k , зона не змінюється: A A k , якщо k 1 . k - для груп, що містять кілька січних площин A1,, A к , (можливі варіанти зон обробки, на прикладі групи з двох шарів, представлено на Фіг. 1-3) визначають: - зону обробки за параметрами лазерного проміння для формоутворення матеріалу 15 глибиною всієї групи шарів k hi , в k-й січній площині (за допомогою операції перетину "" по i 1 розрахункових алгоритмах [8, 9]): A k A1 A k 1 A k ; k( hi ) i1 - зона обробки за параметрами лазерного проміння для формоутворення матеріалу глибиною hk поточної січної площини (операція різниці "\" [8, 9]): 20 A1 A1 \ A k ,, A A k \ A k k k ; k k( hi ) k( hi ) i1 i1 - для груп, що містять більше 2-х січних площин (шарів матеріалу), зона обробки для формоутворення матеріалу глибиною двох суміжних шарів (операції перетину "" , об'єднання "" і різниці "\" [8, 9]): A k A k \ A k ( A k 1 A k )) ; k( hi ) ik 1 25 30 k( hi ) i1 5. Коректування набору параметрів керування лазерним промінням. 6. Пошарова побудова виробу. Застосування запропонованого способу буде мати свої особливості залежно від використовуваної установки пошарової побудови. Наприклад, для системи лазерного вибіркового спікання на базі установки Vanguard Si2 SLS фірми 3D Systems (США). Визначено мінімально допустиму величину кроку побудови - hmin 0.08 мм та максимально допустиму hmax 0.16 мм. Січні площини задавались з постійним кроком побудови hi 0.08 мм. Поділ набору шарів здійснювали на групи по два. В цьому випадку для зони A 2 глибина спікання 2( hi ) i1 буде рівною hmax . Для зони A1 A1 \ A 2 2( h i ) та A A 2 \ A 2 2( h i ) i1 35 2 глибина спікання - hmin . i1 В залежності від глибини спікання виконується корекція параметрів температурного режиму та управління лазерним промінням. Основний параметр - потужність лазерного джерела тепла параметр Wlaser 58.5 Вт; Wlaser . При використанні матеріалу DuraForm GF для зони A 2 2( hi ) i1 для зон A1, A - Wlaser 31 Вт. 2 Для кожної групи шарів в результаті зменшується час обробки лазерним промінням за рахунок зменшення зони формоутворення першого шару у групі з урахуванням зони A 2 .В 2( hi ) i1 40 результаті пропонований спосіб дозволяє зменшити час на формоутворення шарів матеріалу та виготовлення виробу в цілому. Використання запропонованого способу пошарової побудови забезпечує зменшення часу виготовлення без зниження якості поверхонь виробів тому, що їх поверхня формується при 2 UA 117759 U 5 10 15 20 25 30 35 мінімальному кроці побудови. Також спосіб дозволить зменшити припуск під механічну обробку для усунення ефекту "ступінчастості" на поверхні виробів. Джерела інформації: 1. Патент № 4575330 США, Apparatus for production of three-dimensional objects by stereolithography, Charles W. Hull (California, USA). - №06/638905; Заявл. 08.08.1984; Опубл. 11.03.1986, https://www.google.com/patents/US4575330. 2. Патент № 4863538 США, МПК B27N 3/00, В32В 31/00, В23К 9/00, В29С 67/00. Method and apparatus for producing parts by selective sintering /Carl R. Deckard; Board of Regents, The University of Texas System. - № 920580; Заявл. 17.10.1986; Опубл. 05.09.1989, https://www.google.com/patents/US4863538. 3. Вітязєв Ю.Б. Розширення технологічних можливостей прискореного формоутворення способом стереолітографії: Автореф. дис… к-та техн. наук: 05.02.08 /НТУ "Харк. пол. ін-т.", 2004. - 20 с. 4. Патент № 46418 U УКРАЇНА, МПК В29С 35/08, В29С 41/02, G06F 17/50. Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі / Доброскок В.Л., Чернишов С.І., Вітязєв Ю.Б., Абдурайімов Л.Н.; заявник і патентовласник Нац. техн. ун-т "Харківський політехн. ін-т". - № u200905500; заявл. 01.06.2009; опубл. 25.12.2009, Бюл. № 24. 5. Патент № 2262741 RU, МПК G06T 17/20, 17/40. Способ лазерно-компьютерного макетирования /Сапрыкин А.А., Петрушин С.И., Вальтер А.В., Пономаренко С.В.; Томский политехнический университет (RU). - № 2004117265/09; заявл. 07.06.2004; опубл. 20.10.2005, Бюл. № 29. 6. Пат. 2268493 RU, МПК G06T G06T 17/20, 17/40. Способ лазерно-компьютерного макетирования /Сапрыкин A.A. (RU), Петрушин С.И. (RU), Сапрыкина Н.А. (RU); Томский политехнический университет (RU). - № 2004119122/09; заявл. 24.06.2004; опубл. 20.01.2006, Бюл. № 2. 7. Пат. 20070175875 США, МПК В23K 26/00, B22F 3/105, А61С 13/00 /Ingo Uckelmann, Frank Hagemeister, Carsten Vagt. Method and device use to produce a set of control data for producing products by free-form sintering and/or melting, in addition to a device for the production thereof - № 10/590677; Заяв. 16.02.2005; Опубл. 02.08.2007, https://www.google.com.ua/patents/US20070175875. 8. Ченцов О.B., Скворцов А.В. Обзор алгоритмов построения оверлеев многоугольников. 2003, http://www.ict.edu.ru/ft/004461/46.pdf. 9. Тюкачев Н.А. Алгоритм построения оверлея многоугольников и многогранников //Вестник Воронежского государственного технического университета, Вып. 5, Т. 5. - Воронеж: ВГУ. 2009. - С. 51-63. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3D моделі, що включає періодичне опускання платформи на величину кроку побудови і подальше формування шарів, який відрізняється тим, що виконують розподіл шарів матеріалу на послідовні групи, за умови: k 45 hi hmax , 50 де hi - крок побудови і-го шару; hmax - максимально допустима величина кроку побудови, що визначається технологічними можливостями установки і властивостями первісного матеріалу; k - кількість шарів у групі, при формуванні шару матеріалу задають набір параметрів керування лазерним промінням для окремих обмежених зон: параметри лазерного проміння для спікання одного шару - зона, отримана в результаті операції різниці зони обробки поточного шару та зони формування матеріалу на глибину групи шарів; параметри для спікання групи шарів на останньому шарі групи - зона формування матеріалу на глибину групи; відсутня обробка на попередніх шарах групи - зона формування матеріалу на глибину групи. i 1 3 UA 117759 U Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G06F 17/50, B29C 35/08, B29C 41/02, G06F 19/00
Мітки: використанням, спосіб, побудови, базі, джерела, моделі, тріангуляційної, пошарової, тепла, виробів, лазерного
Код посилання
<a href="https://ua.patents.su/6-117759-sposib-posharovo-pobudovi-virobiv-z-vikoristannyam-lazernogo-dzherela-tepla-na-bazi-triangulyacijjno-3d-modeli.html" target="_blank" rel="follow" title="База патентів України">Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3d моделі</a>
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3d моделі
Номер патенту: 46418
Опубліковано: 25.12.2009
Автори: Абдурайімов Ленмар Нариманович, Вітязєв Юрій Борисович, Доброскок Володимир Ленінмирович, Чернишов Сергій Іванович
МПК: G06F 17/50, B29C 35/08, B29C 41/02
Мітки: тріангуляційної, пошарової, побудови, вихідної, виробів, моделі, базі, спосіб
Формула / Реферат:
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає періодичне опускання столу на величину кроку побудови й наступне формування шарів виробів, який відрізняється тим, що величину кроку побудови змінюють для кожного окремого опускання столу по формулі:де hi - величина кроку побудови на i-ому етапі опускання столу;
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3d моделі
Номер патенту: 54398
Опубліковано: 10.11.2010
Автори: Вітязєв Юрій Борисович, Доброскок Володимир Ленінмирович, Чернишов Сергій Іванович, Абдурайімов Ленмар Нариманович
МПК: G06F 19/00, B29C 41/02, G06F 17/50, B29C 35/08
Мітки: побудови, моделі, вихідної, базі, тріангуляційної, пошарової, виробів, спосіб
Формула / Реферат:
1. Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає установку виробу на робочій платформі, періодичне опускання столу на величину кроку побудови і наступне формування його шарів, який відрізняється тим, що для підвищення точності формоутворення і зменшення припуску під остаточну обробку, вироби орієнтуються на платформі таким чином, щоб сума площ трикутників тріангуляційної моделі, нормалі яких...
Спосіб пошарової побудови виробів селективним лазерним спіканням
Номер патенту: 104483
Опубліковано: 10.02.2016
Автори: Погарський Андрій Володимирович, Вітязєв Юрій Борисович, Доброскок Володимир Ленінмирович
МПК: G06F 19/00, B29C 41/02, G06F 17/50
Мітки: виробів, спіканням, лазерним, пошарової, побудови, селективним, спосіб
Формула / Реферат:
Спосіб пошарової побудови виробів селективним лазерним спіканням, що включає тріангуляцію 3D CAD-моделі з заданою похибкою на етапі, що передує пошаровому з'єднанню частинок вихідного порошкового матеріалу під впливом енергії лазерного променя, який відрізняється тим, що перед побудовою виробу застосовують компенсуючу деформацію вихідної тріангуляційної моделі, значення якої вибирають за результатами виробничих випробувань:
Спосіб побудови моделі нелінійної динамічної системи
Номер патенту: 41143
Опубліковано: 15.08.2001
Автори: Зєліков Всеволод Ілліч, Гуртов Олександр Олександрович, Горєлов Олександр Сергійович, Серков Олександр Анатолійович, Зубко Олег Олександрович, Нащанський Олександр Анатолійович
МПК: G05B 23/02
Мітки: побудови, системі, динамічної, нелінійної, моделі, спосіб
Формула / Реферат:
Спосіб побудови моделі нелінійної динамічної системи, що включає до свого складу подачу тестуючих імпульсів, визначення реакції на тестуючий імпульс, який відрізняється тим, що додаткове тестування відбувається пакетом імпульсів, кількість яких у пакеті та часова відстань між ними змінюєтся під час тестування.
Спосіб лазерного спікання порошкового матеріалу
Номер патенту: 93255
Опубліковано: 25.09.2014
Автор: Кондрашев Павло Васильович
МПК: B22F 3/105
Мітки: спікання, лазерного, спосіб, матеріалу, порошкового
Формула / Реферат:
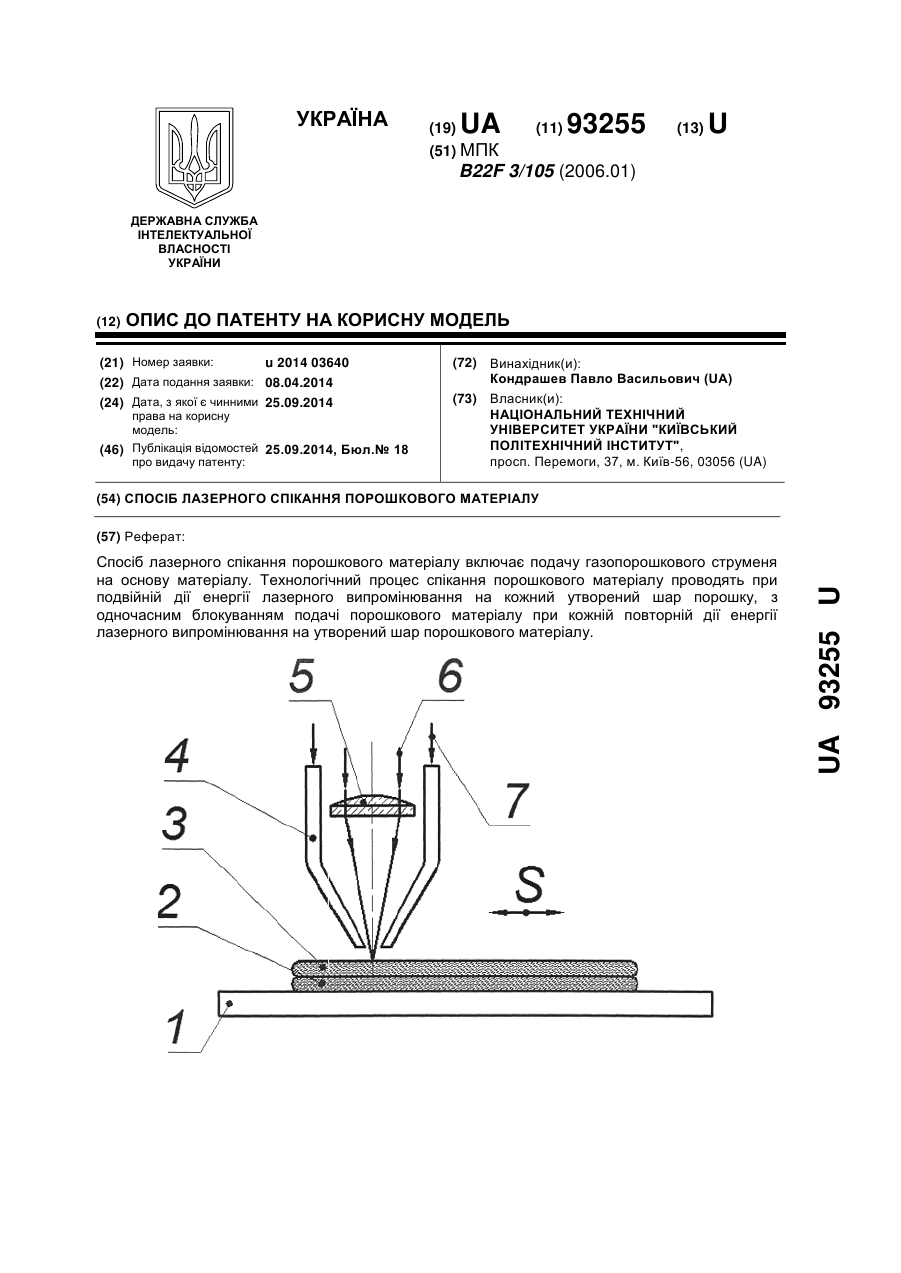
Спосіб лазерного спікання порошкового матеріалу, що включає подачу газопорошкового струменя на основу матеріалу, який відрізняється тим, що технологічний процес спікання порошкового матеріалу проводять при подвійній дії енергії лазерного випромінювання на кожний утворений шар порошку, з одночасним блокуванням подачі порошкового матеріалу при кожній повторній дії енергії лазерного випромінювання на утворений шар порошкового матеріалу.
Попередній патент: Спосіб визначення оптимального режиму обробки для алмазного шліфування полікристалів алмаза
Наступний патент: Спосіб пошарової побудови виробів на базі структурної декомпозиції вихідної тріангуляційної 3d моделі
Випадковий патент: Спосіб одержання білкового гідролізату