Пристрій для перевалювання валків прокатної кліті кварто
Номер патенту: 117949
Опубліковано: 10.07.2017
Автори: Морозько Дмитро Володимирович, Одін Леонід Йосипович, Стряпчев Олександр Володимирович, Голинко Володимир Миколаєвич, Барабаш Андрій Володимирович, Сатонін Олексій Олександрович
Формула / Реферат
Пристрій для перевалювання валків прокатної кліті кварто, що містить довгоходовий гідроциліндр для виймання спрацьованих робочих валків із кліті й введення нових валків у кліть, який закріплений знизу на піднімальній плиті, а також платформу поперечного переміщення з двома парами рейок для нових і спрацьованих робочих валків, який відрізняється тим, що піднімальна плита обладнана додатковим короткоходовим гідроциліндром, діаметри поршня й штока якого дорівнюють диаметрам поршня й штока довгоходового гідроциліндра, а його хід дорівнює величині осьового зміщування нижнього робочого валка щодо верхнього валка при перевалюванні, при цьому штокова порожнина додаткового короткоходового гідроциліндра з'єднана зі штоковою порожниною довгоходового гідроциліндра через двопозиційний золотник.
Текст
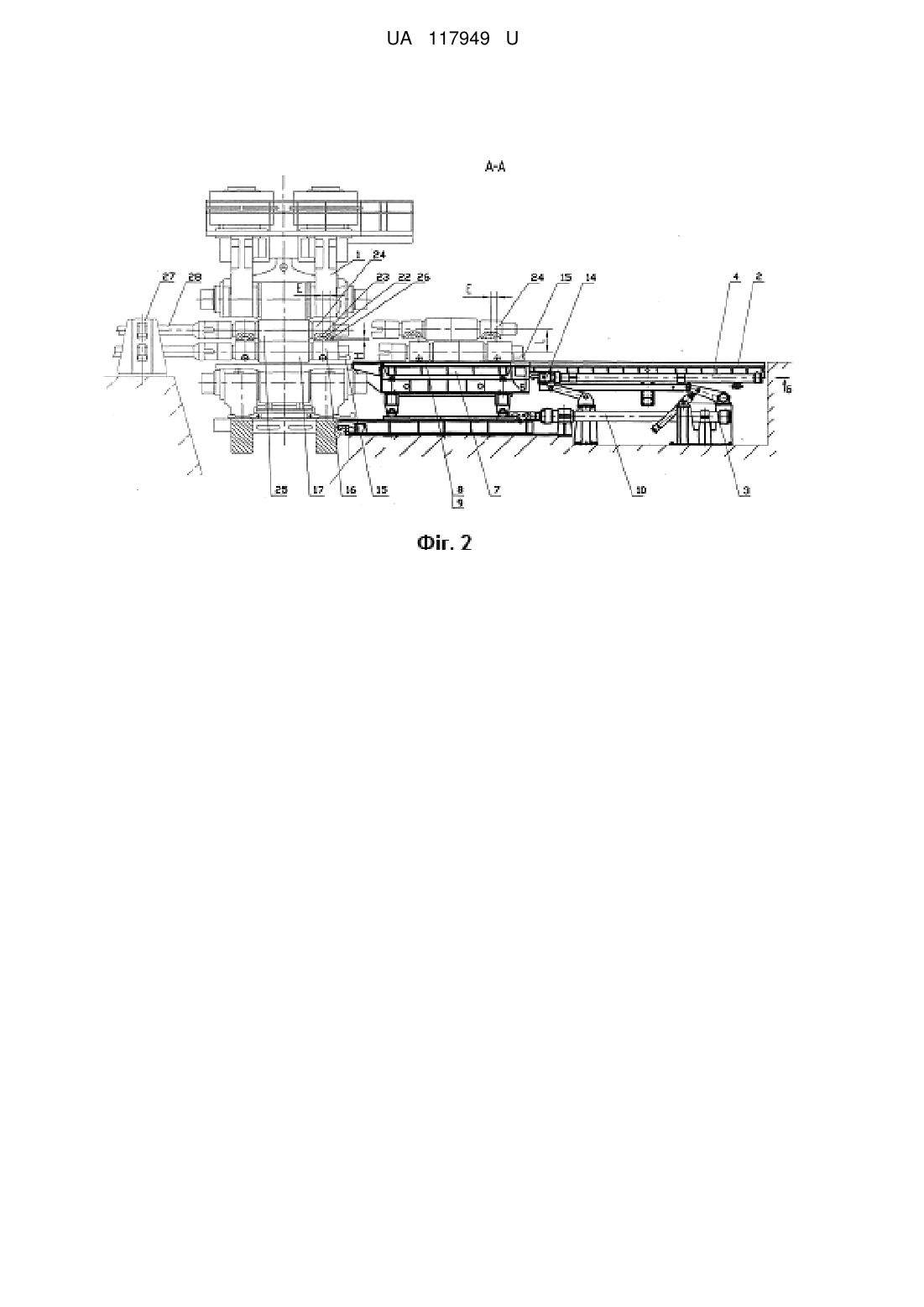
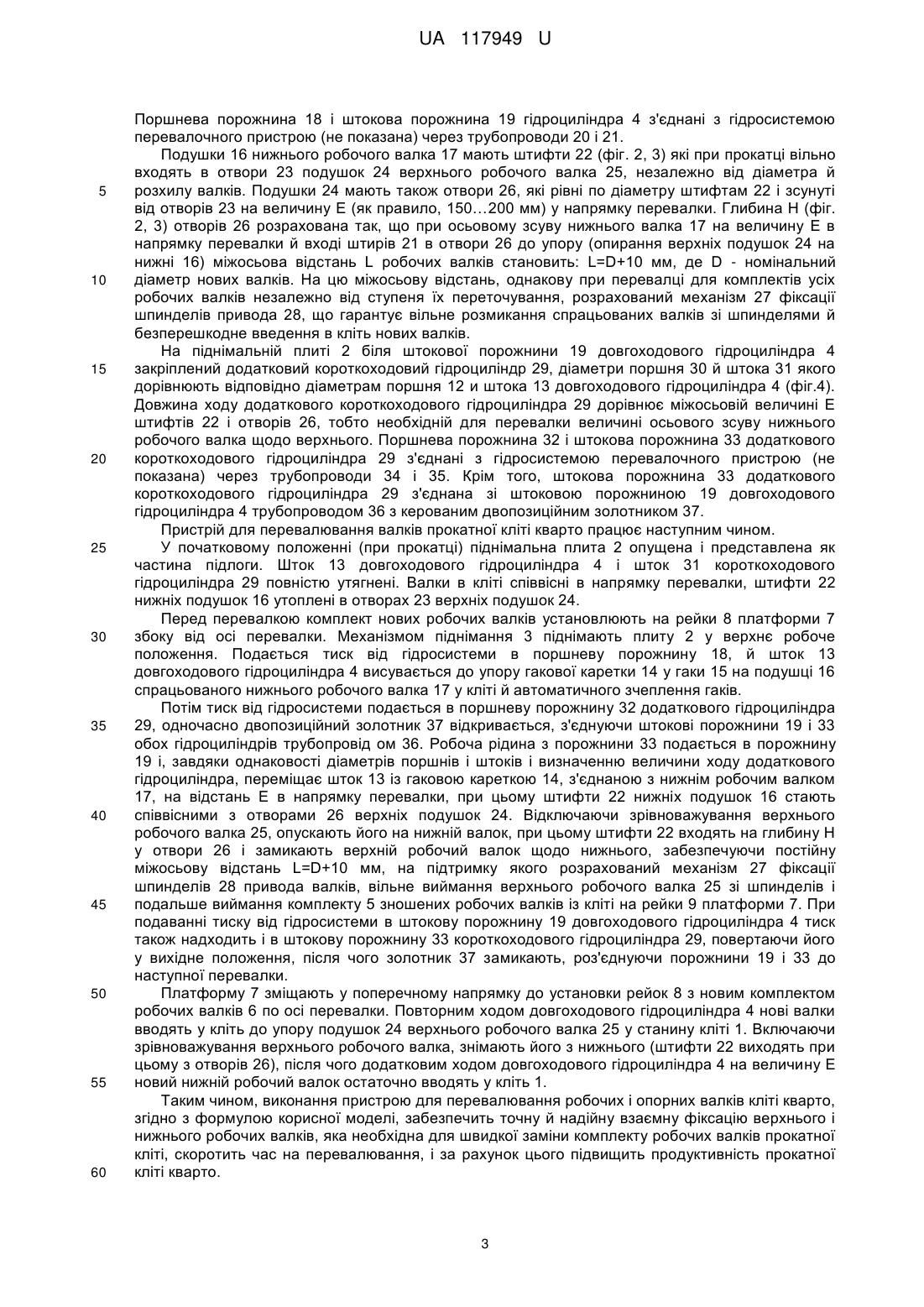
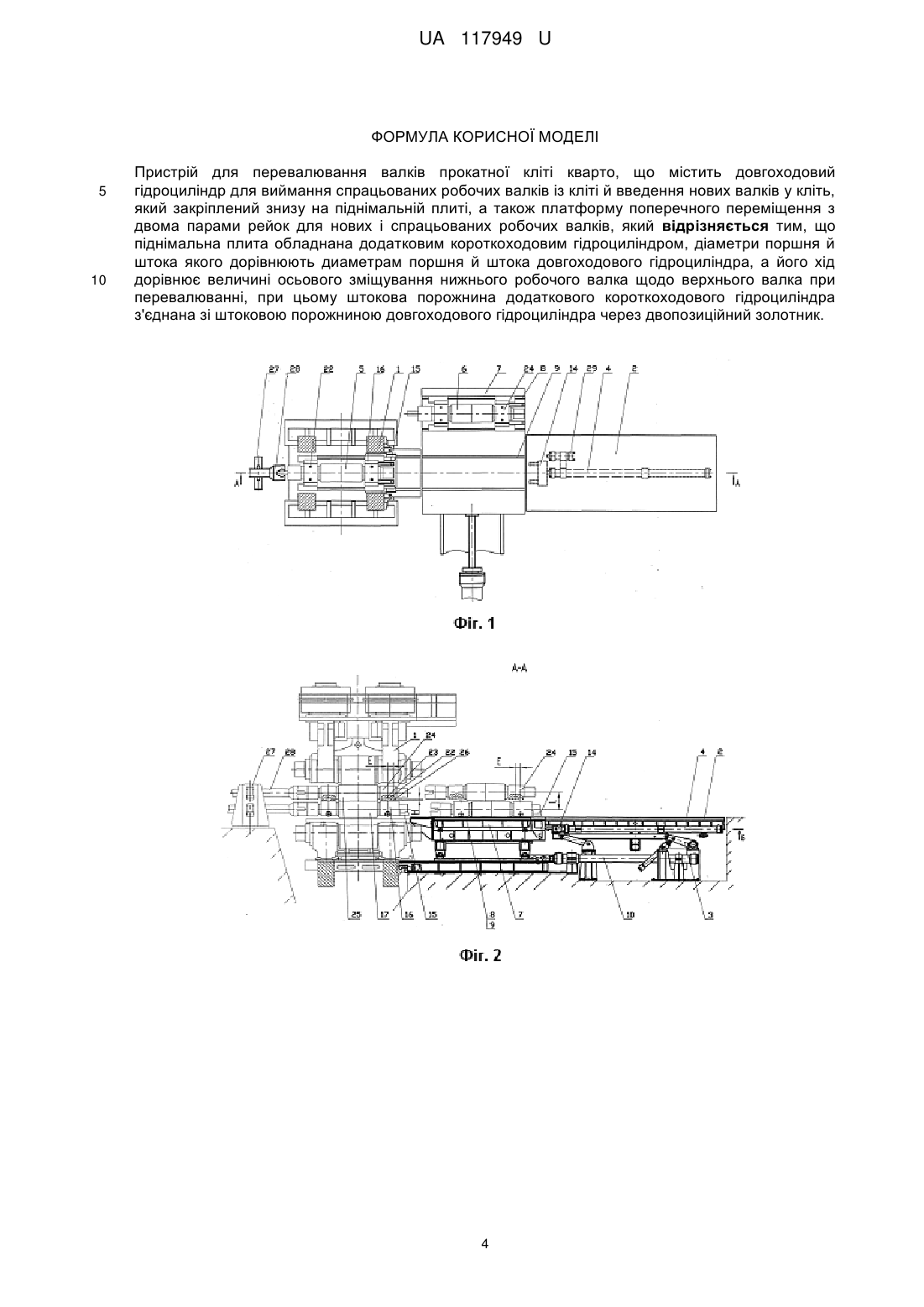
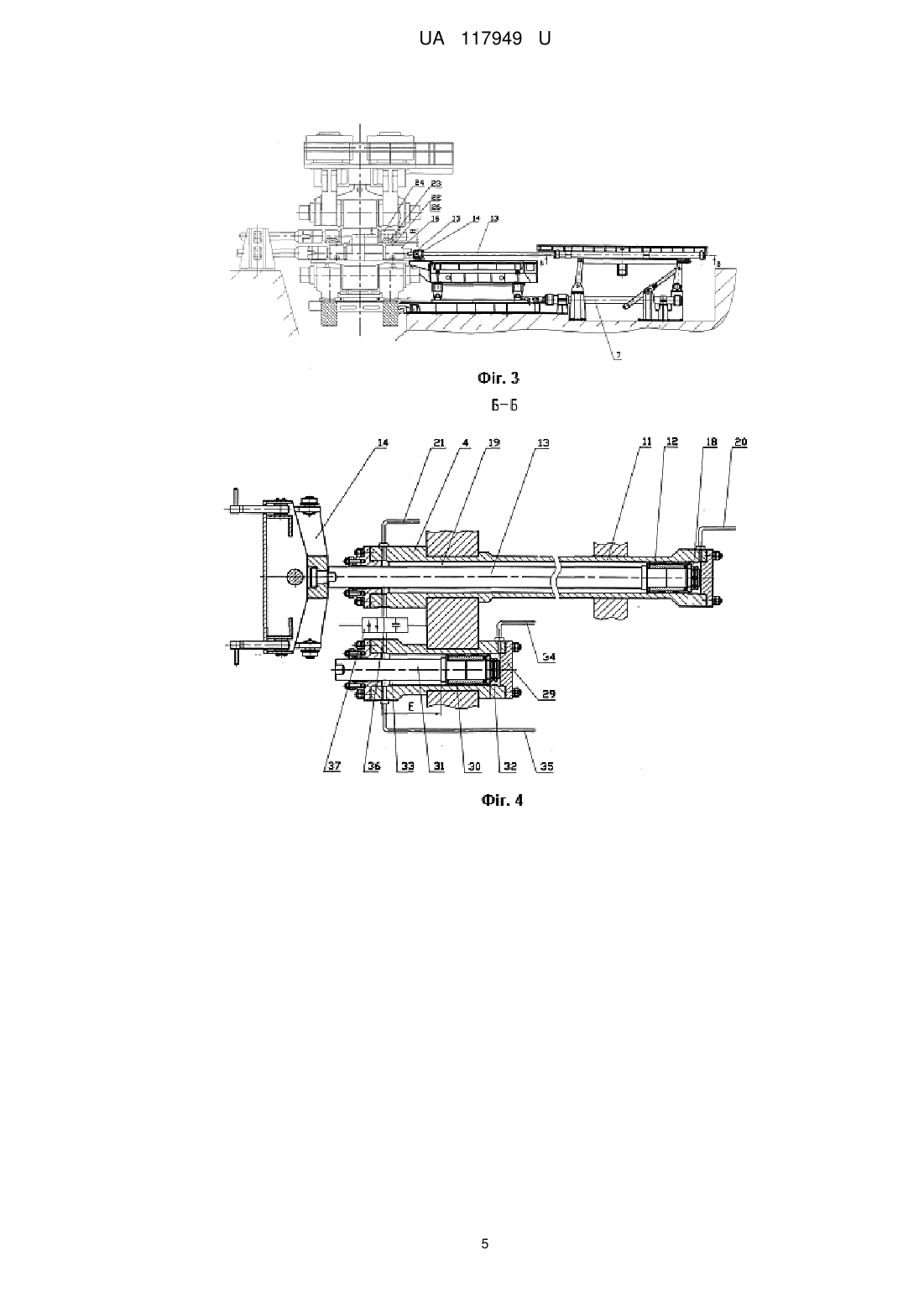
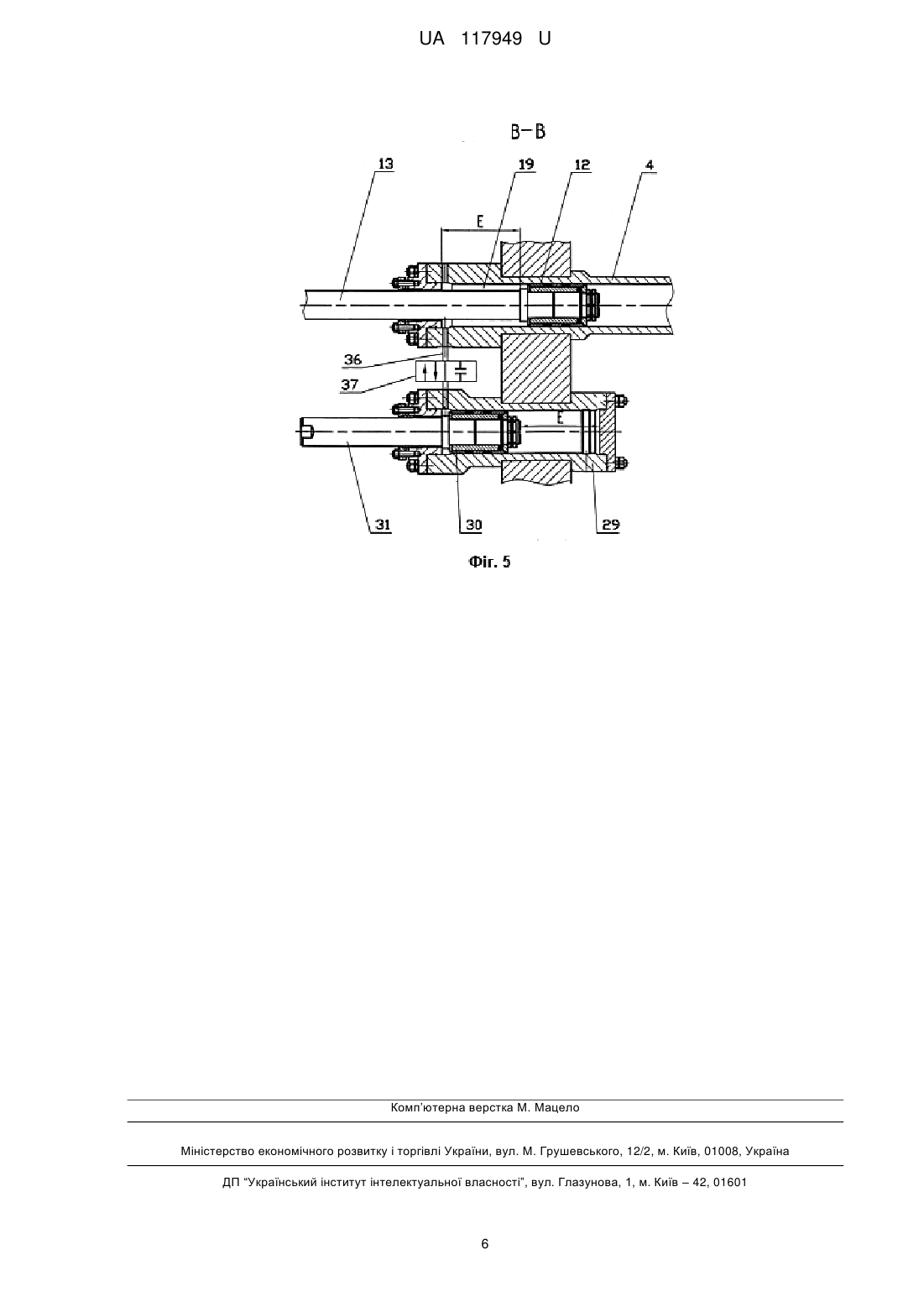
Реферат: Пристрій для перевалювання валків прокатної кліті кварто містить довгоходовий гідроциліндр для виймання спрацьованих робочих валків із кліті й введення нових валків у кліть, який закріплений знизу на піднімальній плиті, а також платформу поперечного переміщення з двома парами рейок для нових і спрацьованих робочих валків, причому піднімальна плита обладнана додатковим короткоходовим гідроциліндром, діаметри поршня й штока якого дорівнюють діаметрам поршня й штока довгоходового гідроциліндра, а його хід дорівнює величині осьового зміщування нижнього робочого валка щодо верхнього валка при перевалюванні, при цьому штокова порожнина додаткового короткоходового гідроциліндра з'єднана зі штоковою порожниною довгоходового гідроциліндра через двопозиційний золотник. UA 117949 U (12) UA 117949 U UA 117949 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до прокатного виробництва й може бути використана в пристроях для заміни робочих і опорних валків прокатних клітей кварто листових станів. Відомий пристрій для заміни робочих і опорних валків кліті кварто, що містить самохідний візок для виймання спрацьованих робочих валків із кліті та введення в кліть нових, а також платформу поперечного переміщення, що несе дві пари рейок для нових і спрацьованих робочих валків й самохідного візка [каталог ф. Mitsubishi-Hitachi Metals Machinery Inc, Япония, 2006 г.]. Для певного осьового зсуву нижнього робочого валка щодо верхнього, необхідного для міжосьової й поздовжньої фіксації верхнього валка щодо нижнього в процесі перевалювання, пристрій має шляхові вимикачі, які розташовані в підлозі цеха, а самохідний візок - відповідні їм прапорці. На початку перевалювання самохідний візок зчіплюється гаками із хвостовиком спрацьованого нижнього робочого валка, виймає його із кліті на певну відстань (звичайно це 150…200 мм), зупиняється по сигналу від шляхового вимикача, верхній валок опускають засобами кліті на нижній валок (при цьому відбувається автоматична фіксація постійної міжосьової відстані валків, яка необхідна для виведення зі шпинделів привода, і фіксація подушок верхнього валка щодо нижнього в напрямку осі валків, яка необхідна для виймання верхнього валка). Після цього самохідний візок транспортує валки на платформу поперечного переміщення, платформа переміщається поперек осі валків, зсуває комплект спрацьованих валків з осі кліті й установлює на неї комплект нових валків, який самохідним візком уводиться в кліть. Недоліком аналога є низька надійність шляхових вимикачів самохідного візка, розташованих у кліті в підлозі цеха, у зоні, що заливається потоками води з окалиною від систем охолодження валків і штаби. Досвід експлуатації цього приладу показав, що вимикачі досить часто не спрацьовують, що потребує додаткової підбудови положення візка після зупинки. Це приводить до збільшення витрат часу на перевалювання комплекту валків. Недоліком пристрою є також недостатнє зусилля самохідного візку для зриву спрацьованих робочих валків і введення нових валків (яке не перевищує 50 % ваги комплекту робочих валків (для надійного виконання таких операцій потрібне зусилля 80…100 % ваги валків). Це також приводить до збільшення часу перевалки. Найбільш близьким до пропонованого рішення прийнятого за прототип є пристрій для перевалки робочих і опорних валків клітей кварто [проспект фірми Danieli (Італія) "Danieli Tecnological Packages", 2015, - С. 148-149], що містить довгоходовий гідроциліндр для виймання спрацьованих робочих валків й введення нових валків у кліть, який закріплений знизу на піднімальній плиті, а також платформу поперечного переміщення з двома парами рейок для нових і спрацьованих робочих валків. При роботі стану плита знаходиться в опущеному положенні, а при перевалці піднімає довгоходовий гідроциліндр у робоче положення. Перевагою цього пристрою в порівнянні з аналогом є суттєво велике зусилля перевалювання довгоходового гідроциліндра (до 100 % ваги робочих валків), що є достатнім для вільного виймання спрацьованих робочих валків і введення в кліть нових валків. Недоліком прототипу, як і аналога, є додаткові витрати часу на точну зупинку штока довгоходового гідроциліндра на початку виймання спрацьованого нижнього робочого валка, перед опусканням на нього верхнього валка, що здійснюється на практиці декількома короткоходовими переміщеннями під візуальним контролем. Це ускладнює автоматизацію процесу перевалювання, приводить до збільшення її тривалості в середньому на 1…2 хвилини, що при прийнятих на широкоштабових станах замінах робочих валків через кожні 4-6 годин (1200…1500 перевалок на рік) і продуктивності станів 800…1000 т/годину приводить до втрати близько 20 000 тон продукції щорічно. В основу корисної моделі поставлена задача збільшення продуктивності прокатної кліті кварто. Ця задача вирішується за рахунок технічного результату, що полягає в скороченні часу на перевалювання комплекту робочих валків прокатної кліті кварто. Для досягнення зазначеного результату в пристрої для перевалювання валків прокатної кліті кварто, що містить довгоходовий гідроциліндр для виймання спрацьованих робочих валків із кліті й введення нових валків у кліть, який закріплений знизу на піднімальній плиті, а також платформу поперечного переміщення з двома парами рейок для нових і спрацьованих робочих валків, відповідно до корисної моделі, піднімальна плита обладнана додатковим короткоходовим гідроциліндром, діаметри поршня й штока якого дорівнюють діаметрам поршня й штока довгоходового гідроциліндра, а його хід дорівнює величині осьового зміщування нижнього робочого валка щодо верхнього валка при перевалюванні, при цьому штокова 1 UA 117949 U 5 10 15 20 25 30 35 40 45 50 55 порожнина додаткового короткоходового гідроциліндра з'єднана зі штоковою порожниною довгоходового гідроциліндра через двопозиційний золотник. У результаті порівняльного аналізу відомого пристрою, який заявляється, установлено, що вони мають наступні загальні ознаки: - довгоходовий гідроциліндр для виймання спрацьованих робочих валків із кліті й введення нових валків у кліть, який закріплений знизу на піднімальній плиті; - платформа поперечного переміщення з двома парами рейок для нових і спрацьованих робочих валків; i відмітні ознаки: - піднімальна плита обладнана додатковим короткоходовим гідроциліндром, діаметри поршня й штока якого дорівнюють діаметрам поршня й штока довгоходового гідроциліндра, а його хід дорівнює величині осьового зміщування нижнього робочого валка щодо верхнього валка при перевалюванні; - штокова порожнина додаткового короткоходового гідроциліндра з'єднана зі штоковою порожниною довгоходового гідроциліндра через двопозиційний золотник. Таким чином, пропонований пристрій має нові елементи й новий взаємозв'язок елементів. Між відмітними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що піднімальна плита обладнана додатковим короткоходовим гідроциліндром, діаметри поршня й штока якого дорівнюють діаметрам поршня й штока довгоходового гідроциліндра, а його хід дорівнює величині осьового зміщування нижнього робочого валка щодо верхнього валка при перевалюванні, при цьому штокова порожнина додаткового короткоходового гідроциліндра з'єднана зі штоковою порожниною довгоходового гідроциліндра через двопозиційний золотник, стало можливим автоматично висувати зношений нижній робочий валок із кліті на ту саме певну відстань, яка необхідна для опускання верхнього валка на нижній, та міжосьової і поздовжньої взаємофіксації робочих валків без будь-яких додаткових операцій. Додатковий короткоходовий гідроциліндр із зазначеними діаметрами поршня й штока та своїм ходом уводить у штокову порожнину довгоходового гідроциліндра саме ту кількість робочої рідини, яку необхідно для виймання спрацьованого нижнього робочого валка із кліті саме на ту відстань, при якій проводиться фіксація верхнього робочого валка щодо нижнього. Двопозиційний золотник забезпечує роботу довгоходового гідроциліндра як від короткоходового гідроциліндра, так і від гідросистеми пристрою для зміни валків. Виключення з вищевказаної сукупності ознак хоча б однієї з них не забезпечить досягнення технічного результату. Заявлене технічне рішення не відомо з рівня техніки, тому воно є новим. Заявлене технічне рішення є технічно здійсненним, оскільки його реалізація в умовах заводу важкого машинобудування не представляє ніяких технологічних труднощів. На ПАТ НКМЗ із використанням заявленого рішення виконаний технічний проект реконструкції пристрою для заміни валків клітей чистової групи широкоштабового стану 2000 гарячої прокатки Магнітогорського металургійного комбінату. Очікуване скорочення часу для перевалювання становить 2 хвилини, що при 1200 перевалках на рік забезпечить приріст виробництва на стані на 40 000 тон. Таким чином, технічному рішенню, що заявляється, може надаватися правова охорона, тому що воно є новим і промислово застосованим, тобто відповідає критеріям корисної моделі.Суть корисної моделі пояснюється кресленнями, на яких зображені: Фіг. 1 - пристрій для заміни робочих і опорних валків кліті кварто (вигляд у плані, начальне положення), Фіг. 2 - розріз А-А по фіг. 1, Фіг. 3 - розріз А-А по фіг. 1 (положення після осьового зсуву нижнього робочого валка), Фіг. 4 - розріз Б-Б по фіг. 2, Фіг. 5 - розріз В-В по фіг. 3. Пристрій для перевалювання валків прокатної кліті кварто 1 складається з піднімальної плити 2 з важільним механізмом піднімання 3, до якої знизу закріплений довгоходовий гідроциліндр 4, призначений для виймання із кліті 1 спрацьованих робочих валків 5 й введення нових валків 6, платформи 7 поперечного переміщення з двома парами рейок 8 і 9 для нових і спрацьованих робочих валків, й гідроциліндра 10 для перевалювання опорних валків. Довгоходовий гідроциліндр 4 (фіг. 4) містить корпус 11, поршень 12 і шток 13, з'єднаний із гаковою кареткою 14 для зчеплення з гаками 15 на подушках 16 нижнього робочого валка 17. 2 UA 117949 U 5 10 15 20 25 30 35 40 45 50 55 60 Поршнева порожнина 18 і штокова порожнина 19 гідроциліндра 4 з'єднані з гідросистемою перевалочного пристрою (не показана) через трубопроводи 20 і 21. Подушки 16 нижнього робочого валка 17 мають штифти 22 (фіг. 2, 3) які при прокатці вільно входять в отвори 23 подушок 24 верхнього робочого валка 25, незалежно від діаметра й розхилу валків. Подушки 24 мають також отвори 26, які рівні по діаметру штифтам 22 і зсунуті від отворів 23 на величину Е (як правило, 150…200 мм) у напрямку перевалки. Глибина Н (фіг. 2, 3) отворів 26 розрахована так, що при осьовому зсуву нижнього валка 17 на величину Е в напрямку перевалки й вході штирів 21 в отвори 26 до упору (опирання верхніх подушок 24 на нижні 16) міжосьова відстань L робочих валків становить: L=D+10 мм, де D - номінальний діаметр нових валків. На цю міжосьову відстань, однакову при перевалці для комплектів усіх робочих валків незалежно від ступеня їх переточування, розрахований механізм 27 фіксації шпинделів привода 28, що гарантує вільне розмикання спрацьованих валків зі шпинделями й безперешкодне введення в кліть нових валків. На піднімальній плиті 2 біля штокової порожнини 19 довгоходового гідроциліндра 4 закріплений додатковий короткоходовий гідроциліндр 29, діаметри поршня 30 й штока 31 якого дорівнюють відповідно діаметрам поршня 12 и штока 13 довгоходового гідроциліндра 4 (фіг.4). Довжина ходу додаткового короткоходового гідроциліндра 29 дорівнює міжосьовій величині Е штифтів 22 і отворів 26, тобто необхідній для перевалки величині осьового зсуву нижнього робочого валка щодо верхнього. Поршнева порожнина 32 і штокова порожнина 33 додаткового короткоходового гідроциліндра 29 з'єднані з гідросистемою перевалочного пристрою (не показана) через трубопроводи 34 і 35. Крім того, штокова порожнина 33 додаткового короткоходового гідроциліндра 29 з'єднана зі штоковою порожниною 19 довгоходового гідроциліндра 4 трубопроводом 36 з керованим двопозиційним золотником 37. Пристрій для перевалювання валків прокатної кліті кварто працює наступним чином. У початковому положенні (при прокатці) піднімальна плита 2 опущена і представлена як частина підлоги. Шток 13 довгоходового гідроциліндра 4 і шток 31 короткоходового гідроциліндра 29 повністю утягнені. Валки в кліті співвісні в напрямку перевалки, штифти 22 нижніх подушок 16 утоплені в отворах 23 верхніх подушок 24. Перед перевалкою комплект нових робочих валків установлюють на рейки 8 платформи 7 збоку від осі перевалки. Механізмом піднімання 3 піднімають плиту 2 у верхнє робоче положення. Подається тиск від гідросистеми в поршневу порожнину 18, й шток 13 довгоходового гідроциліндра 4 висувається до упору гакової каретки 14 у гаки 15 на подушці 16 спрацьованого нижнього робочого валка 17 у кліті й автоматичного зчеплення гаків. Потім тиск від гідросистеми подається в поршневу порожнину 32 додаткового гідроциліндра 29, одночасно двопозиційний золотник 37 відкривається, з'єднуючи штокові порожнини 19 і 33 обох гідроциліндрів трубопровід ом 36. Робоча рідина з порожнини 33 подається в порожнину 19 і, завдяки однаковості діаметрів поршнів і штоків і визначенню величини ходу додаткового гідроциліндра, переміщає шток 13 із гаковою кареткою 14, з'єднаною з нижнім робочим валком 17, на відстань Е в напрямку перевалки, при цьому штифти 22 нижніх подушок 16 стають співвісними з отворами 26 верхніх подушок 24. Відключаючи зрівноважування верхнього робочого валка 25, опускають його на нижній валок, при цьому штифти 22 входять на глибину Н у отвори 26 і замикають верхній робочий валок щодо нижнього, забезпечуючи постійну міжосьову відстань L=D+10 мм, на підтримку якого розрахований механізм 27 фіксації шпинделів 28 привода валків, вільне виймання верхнього робочого валка 25 зі шпинделів і подальше виймання комплекту 5 зношених робочих валків із кліті на рейки 9 платформи 7. При подаванні тиску від гідросистеми в штокову порожнину 19 довгоходового гідроциліндра 4 тиск також надходить і в штокову порожнину 33 короткоходового гідроциліндра 29, повертаючи його у вихідне положення, після чого золотник 37 замикають, роз'єднуючи порожнини 19 і 33 до наступної перевалки. Платформу 7 зміщають у поперечному напрямку до установки рейок 8 з новим комплектом робочих валків 6 по осі перевалки. Повторним ходом довгоходового гідроциліндра 4 нові валки вводять у кліть до упору подушок 24 верхнього робочого валка 25 у станину кліті 1. Включаючи зрівноважування верхнього робочого валка, знімають його з нижнього (штифти 22 виходять при цьому з отворів 26), після чого додатковим ходом довгоходового гідроциліндра 4 на величину Е новий нижній робочий валок остаточно вводять у кліть 1. Таким чином, виконання пристрою для перевалювання робочих і опорних валків кліті кварто, згідно з формулою корисної моделі, забезпечить точну й надійну взаємну фіксацію верхнього і нижнього робочих валків, яка необхідна для швидкої заміни комплекту робочих валків прокатної кліті, скоротить час на перевалювання, і за рахунок цього підвищить продуктивність прокатної кліті кварто. 3 UA 117949 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Пристрій для перевалювання валків прокатної кліті кварто, що містить довгоходовий гідроциліндр для виймання спрацьованих робочих валків із кліті й введення нових валків у кліть, який закріплений знизу на піднімальній плиті, а також платформу поперечного переміщення з двома парами рейок для нових і спрацьованих робочих валків, який відрізняється тим, що піднімальна плита обладнана додатковим короткоходовим гідроциліндром, діаметри поршня й штока якого дорівнюють диаметрам поршня й штока довгоходового гідроциліндра, а його хід дорівнює величині осьового зміщування нижнього робочого валка щодо верхнього валка при перевалюванні, при цьому штокова порожнина додаткового короткоходового гідроциліндра з'єднана зі штоковою порожниною довгоходового гідроциліндра через двопозиційний золотник. 4 UA 117949 U 5 UA 117949 U Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 31/10, B21B 13/02
Мітки: валків, перевалювання, пристрій, кліті, прокатної, кварто
Код посилання
<a href="https://ua.patents.su/8-117949-pristrijj-dlya-perevalyuvannya-valkiv-prokatno-kliti-kvarto.html" target="_blank" rel="follow" title="База патентів України">Пристрій для перевалювання валків прокатної кліті кварто</a>
Спосіб заміни робочих і опорних валків прокатної кліті кварто
Номер патенту: 116259
Опубліковано: 10.05.2017
Автори: Морозько Дмитро Володимирович, Сатонін Олексій Олександрович, Стряпчев Олександр Володимирович, Барабаш Андрій Володимирович, Голинко Володимир Миколаєвич, Одін Леонід Йосипович
МПК: B21B 31/10, B21B 28/00
Мітки: прокатної, спосіб, опорних, кліті, заміни, валків, кварто, робочих
Формула / Реферат:
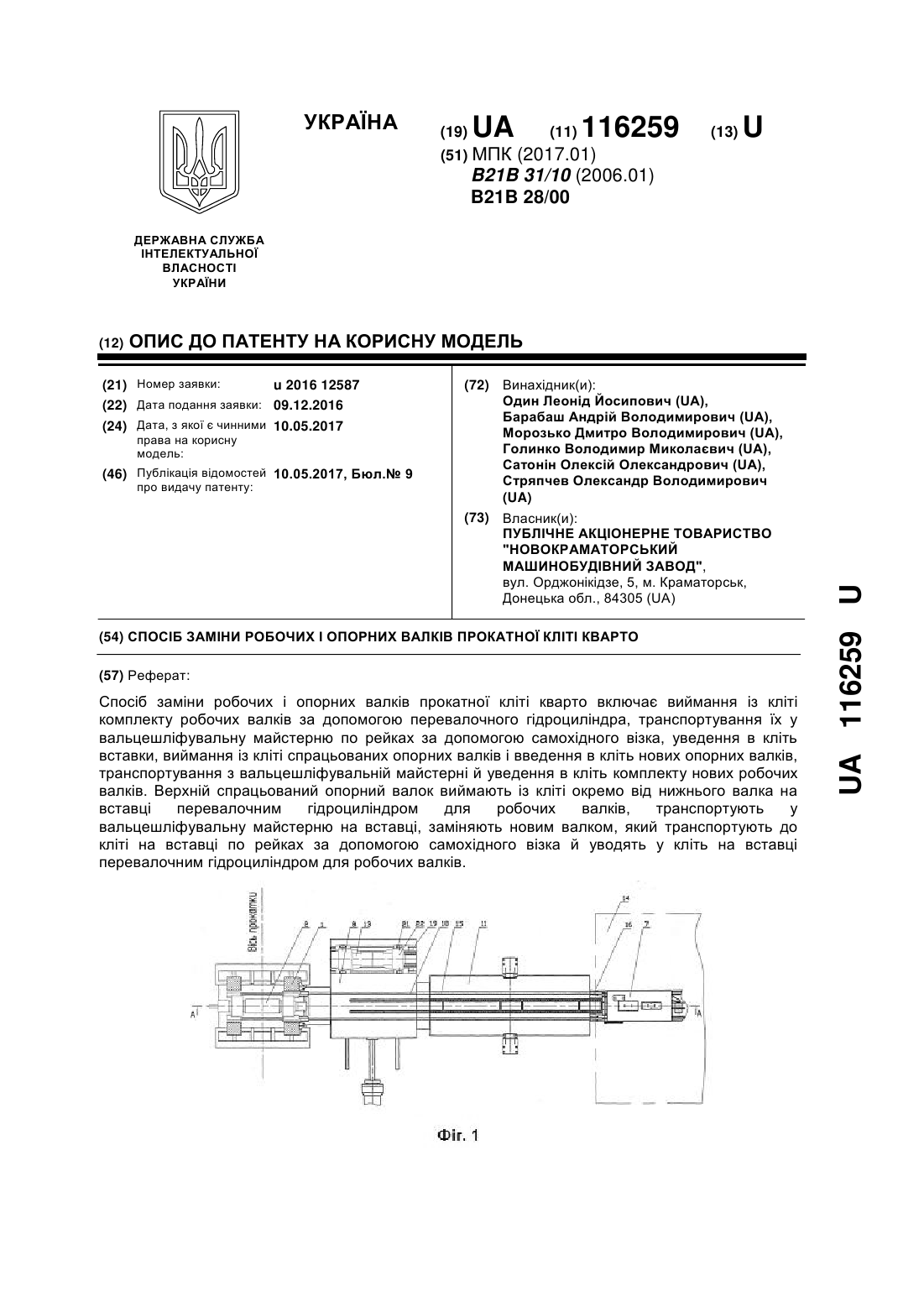
Спосіб заміни робочих і опорних валків прокатної кліті кварто, що включає виймання із кліті комплекту робочих валків за допомогою перевалочного гідроциліндра, транспортування їх у вальцешліфувальну майстерню по рейках за допомогою самохідного візка, уведення в кліть вставки, виймання із кліті спрацьованих опорних валків і введення в кліть нових опорних валків, транспортування з вальцешліфувальній майстерні й уведення в кліть комплекту нових...
Клиновий пристрій подушок валків кліті кварто

Номер патенту: 61095
Опубліковано: 11.07.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 31/02
Мітки: пристрій, кліті, кварто, подушок, клиновий, валків
Формула / Реферат:
Клиновий пристрій подушок валків кліті кварто, який включає робочі та опорні валки, їх подушки, плунжери гідравлічного пристрою врівноважування, які встановлено в подушці нижнього робочого валка, який відрізняється тим, що в нижній частині подушки верхнього робочого валка виконано скоси з кутом нахилу , які контактують з рухомими клинами, що мають такий же кут нахилу...
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: комплект, кварто, кліті, подушок, валків
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Валок прокатної кліті кварто
Номер патенту: 45429
Опубліковано: 10.11.2009
Автори: Ніколенко Андрій Георгійович, Ніколаєв Віктор Олександрович, Мазур Валерій Леонідович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Путнокі Олександр Юліусович
МПК: B21B 31/00
Мітки: кварто, прокатної, валок, кліті
Формула / Реферат:
Валок прокатної кліті кварто зі змінним профілем твірної бочки, який відрізняється тим, що вершина опуклості бочки одного робочого валка зміщена відносно вертикальної осі робочого валка на відстань C/L = 0,05-0,25, де (С - величина зміщення вершини; L - довжина бочки валка), а відносно вершини другого робочого валка - зміщена на відстань 2C/L = 0,1-0,5.
Пристрій для заміни робочих і опорних валків кліті кварто
Номер патенту: 114086
Опубліковано: 27.02.2017
Автори: Голинко Володимир Миколаєвич, Морозько Дмитро Володимирович, Стряпчев Олександр Володимирович, Одін Леонід Йосипович, Плугатар Віктор Семенович, Сатонін Олексій Олександрович, Барабаш Андрій Володимирович
МПК: B21B 31/10
Мітки: робочих, валків, кварто, опорних, заміни, кліті, пристрій
Формула / Реферат:
Пристрій для заміни робочих і опорних валків кліті кварто, що містить перевалочний гідроциліндр для опорних валків, піднімальну плиту, яка несе гідроциліндр з гаковою кареткою для витягування-введення робочих валків, візок поперечного переміщення робочих валків й пересувну в напрямку перевалки опорну платформу з консоллю, яка перекриває виступаючий хвостовик нижнього опорного валка на рівні перевалки робочих валків, який відрізняється тим, що...
Попередній патент: Реверсивний пристрій турбореактивного двигуна
Наступний патент: Спосіб дезінфекції води за вирощування райдужної форелі в умовах замкнутого водопостачання
Випадковий патент: Спосіб віброакустичної діагностики механізму