Спосіб заміни робочих і опорних валків прокатної кліті кварто
Номер патенту: 116259
Опубліковано: 10.05.2017
Автори: Морозько Дмитро Володимирович, Стряпчев Олександр Володимирович, Барабаш Андрій Володимирович, Сатонін Олексій Олександрович, Одін Леонід Йосипович, Голинко Володимир Миколаєвич

Формула / Реферат
Спосіб заміни робочих і опорних валків прокатної кліті кварто, що включає виймання із кліті комплекту робочих валків за допомогою перевалочного гідроциліндра, транспортування їх у вальцешліфувальну майстерню по рейках за допомогою самохідного візка, уведення в кліть вставки, виймання із кліті спрацьованих опорних валків і введення в кліть нових опорних валків, транспортування з вальцешліфувальній майстерні й уведення в кліть комплекту нових робочих валків, який відрізняється тим, що верхній спрацьований опорний валок виймають із кліті окремо від нижнього валка на вставці перевалочним гідроциліндром для робочих валків, транспортують у вальцешліфувальну майстерню на вставці, заміняють новим валком, який транспортують до кліті на вставці по рейках за допомогою самохідного візка й уводять у кліть на вставці перевалочним гідроциліндром для робочих валків.
Текст
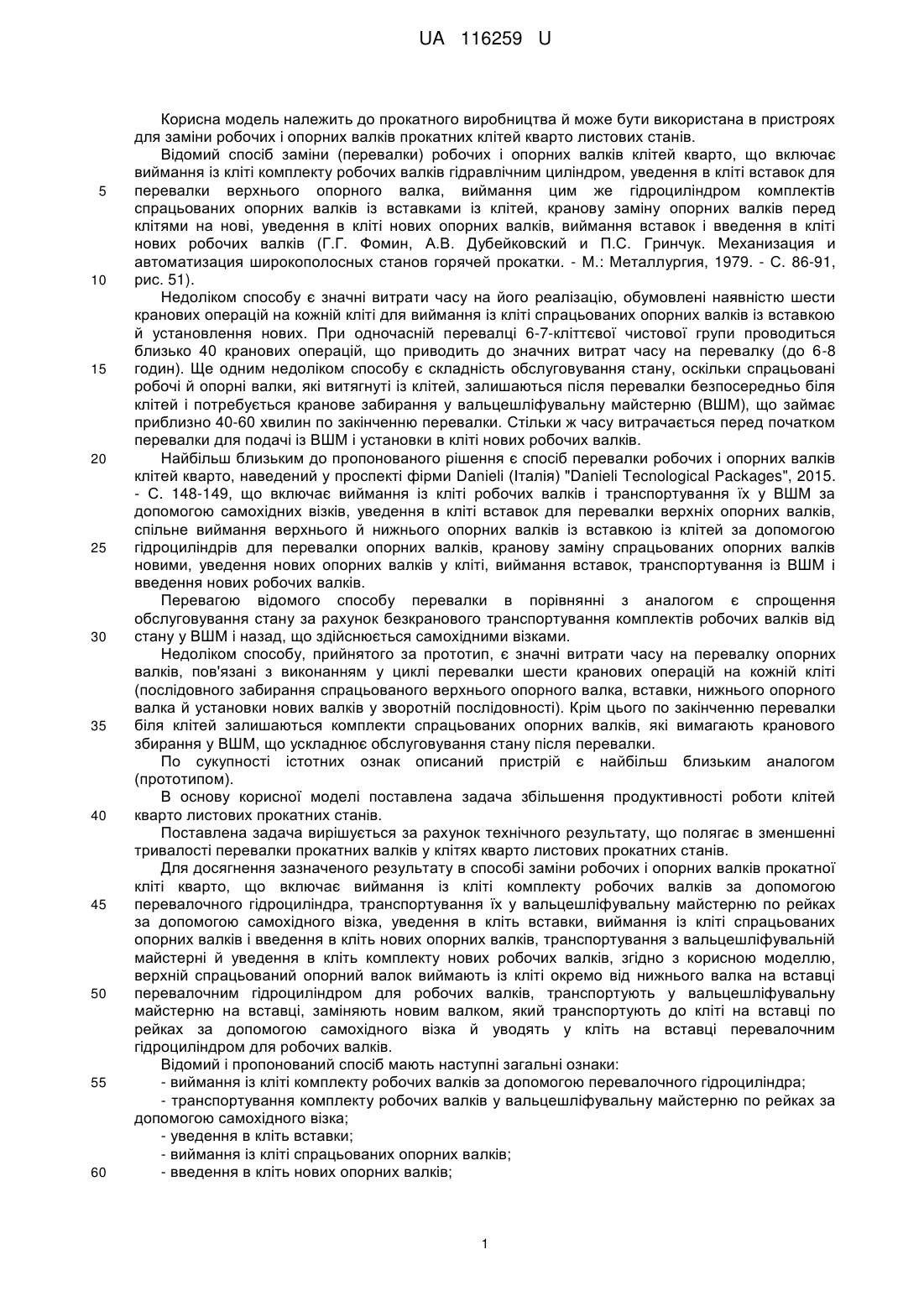
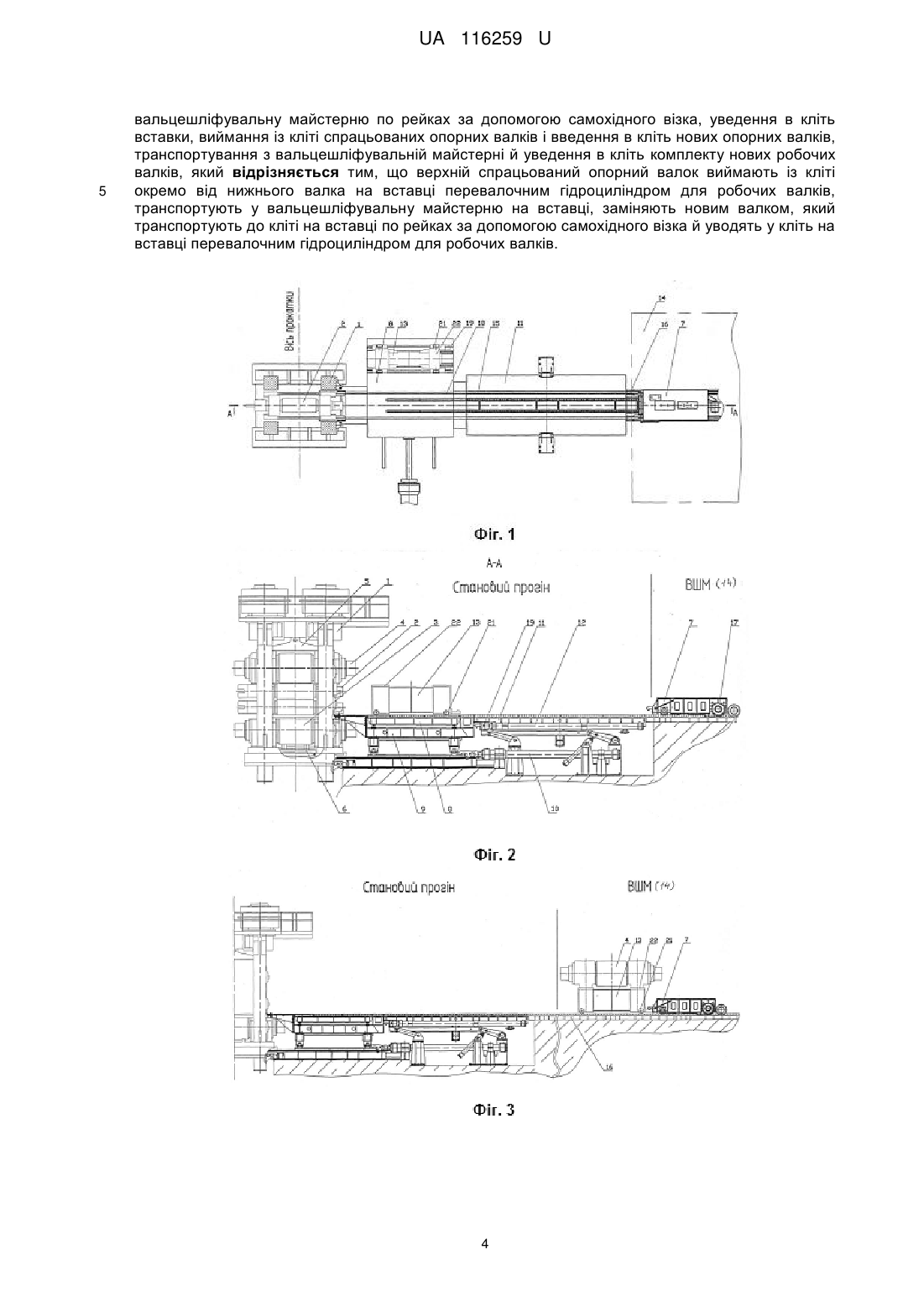
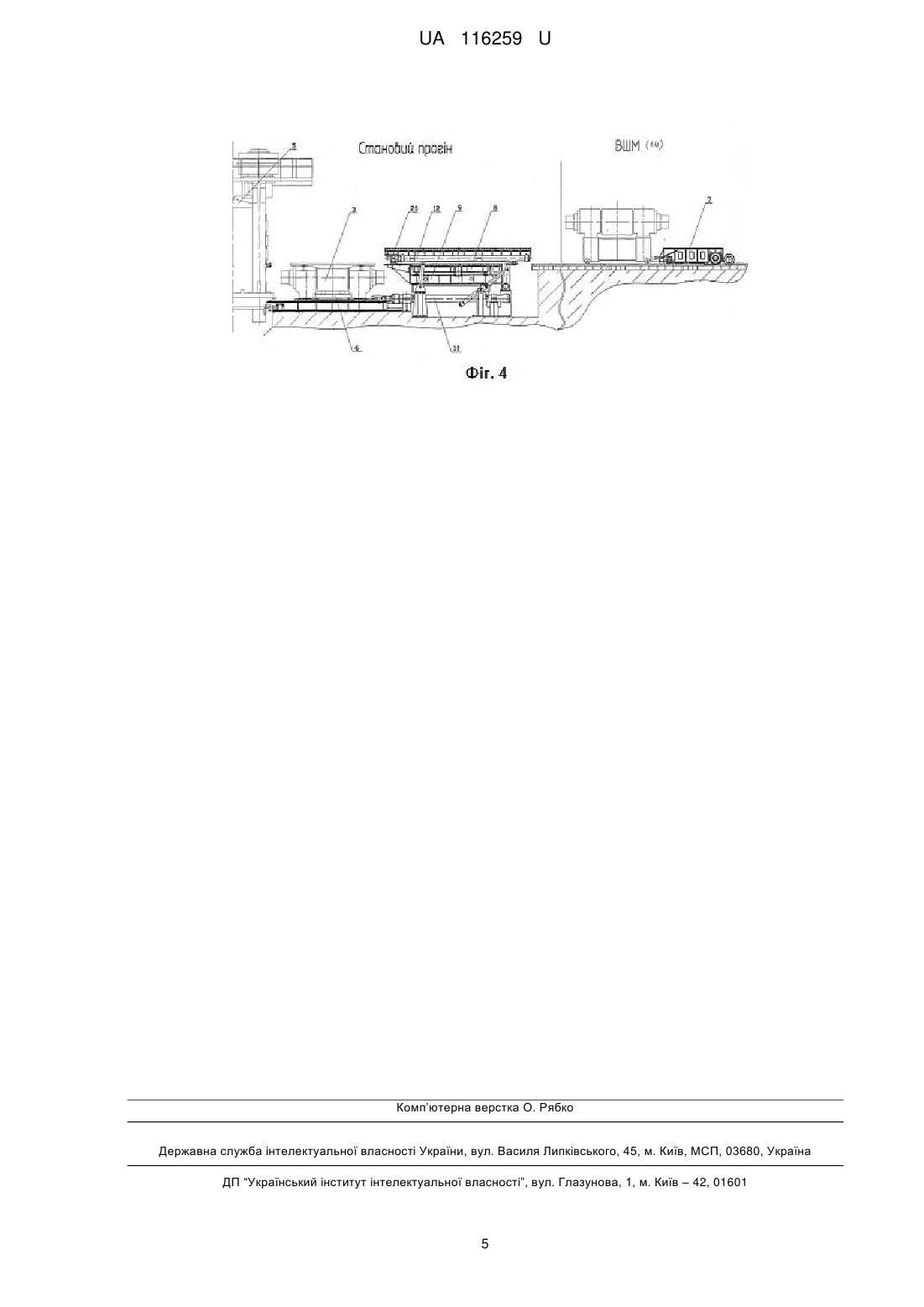
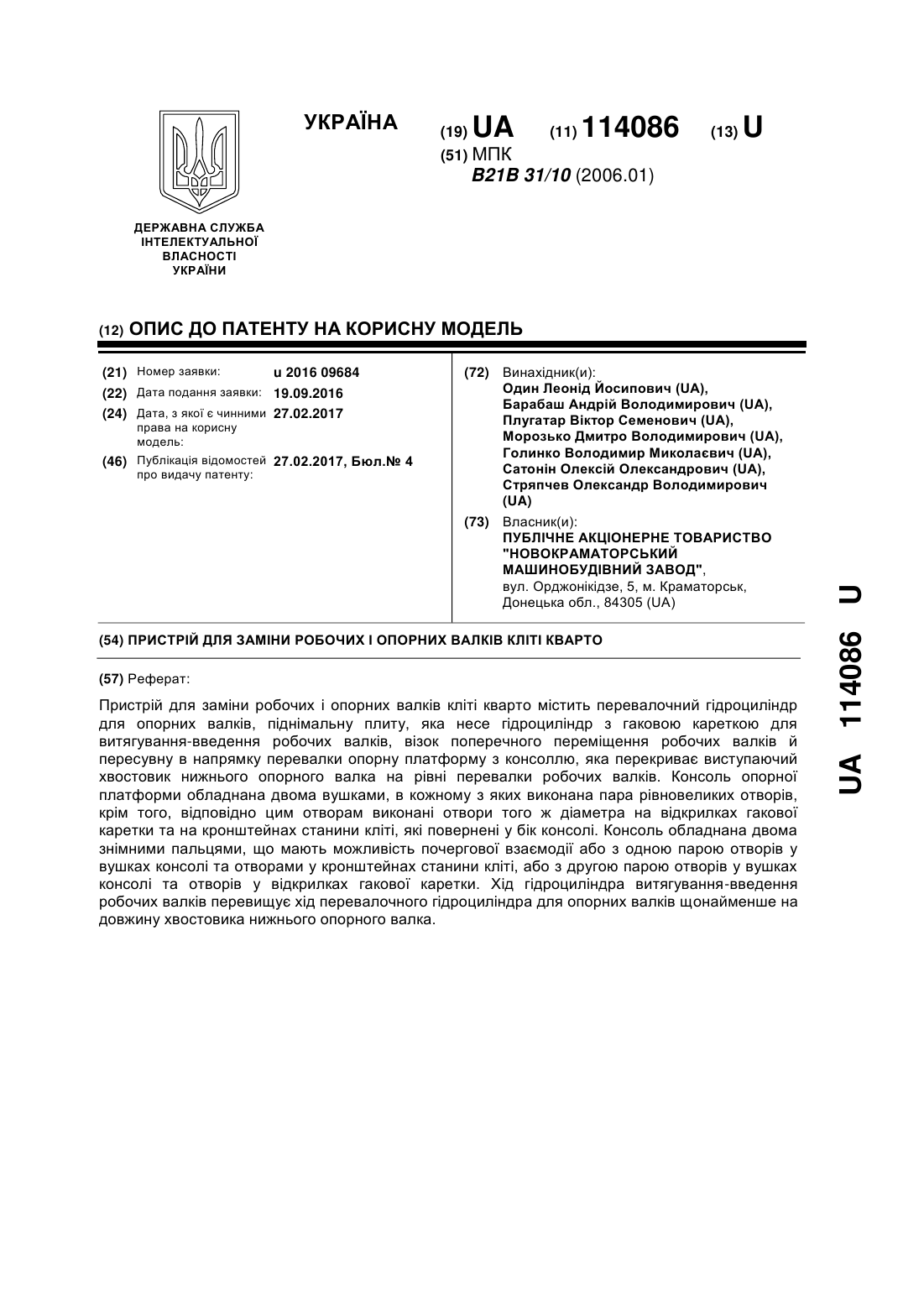
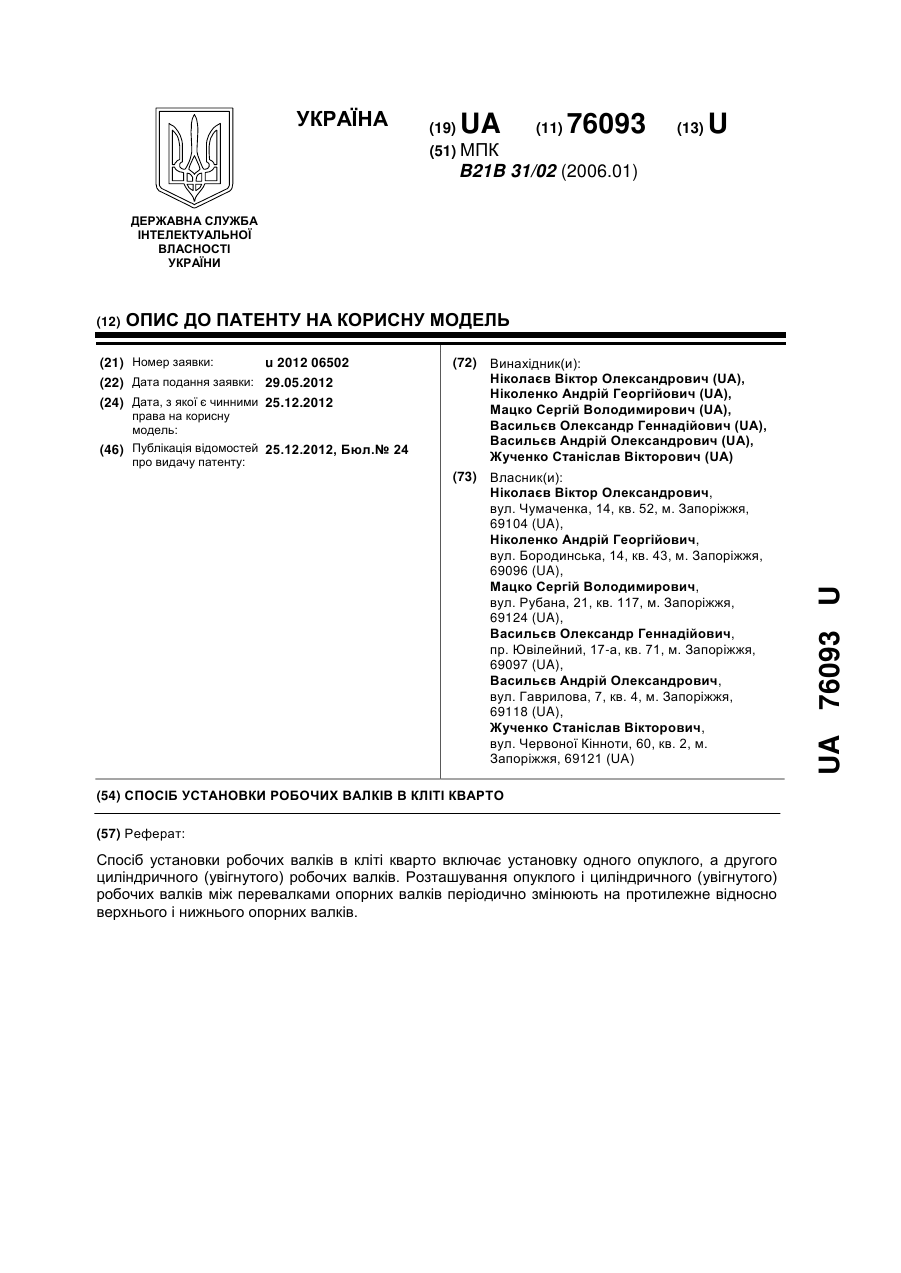
Реферат: Спосіб заміни робочих і опорних валків прокатної кліті кварто включає виймання із кліті комплекту робочих валків за допомогою перевалочного гідроциліндра, транспортування їх у вальцешліфувальну майстерню по рейках за допомогою самохідного візка, уведення в кліть вставки, виймання із кліті спрацьованих опорних валків і введення в кліть нових опорних валків, транспортування з вальцешліфувальній майстерні й уведення в кліть комплекту нових робочих валків. Верхній спрацьований опорний валок виймають із кліті окремо від нижнього валка на вставці перевалочним гідроциліндром для робочих валків, транспортують у вальцешліфувальну майстерню на вставці, заміняють новим валком, який транспортують до кліті на вставці по рейках за допомогою самохідного візка й уводять у кліть на вставці перевалочним гідроциліндром для робочих валків. UA 116259 U (12) UA 116259 U UA 116259 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до прокатного виробництва й може бути використана в пристроях для заміни робочих і опорних валків прокатних клітей кварто листових станів. Відомий спосіб заміни (перевалки) робочих і опорних валків клітей кварто, що включає виймання із кліті комплекту робочих валків гідравлічним циліндром, уведення в кліті вставок для перевалки верхнього опорного валка, виймання цим же гідроциліндром комплектів спрацьованих опорних валків із вставками із клітей, кранову заміну опорних валків перед клітями на нові, уведення в кліті нових опорних валків, виймання вставок і введення в кліті нових робочих валків (Г.Г. Фомин, А.В. Дубейковский и П.С. Гринчук. Механизация и автоматизация широкополосных станов горячей прокатки. - М.: Металлургия, 1979. - С. 86-91, рис. 51). Недоліком способу є значні витрати часу на його реалізацію, обумовлені наявністю шести кранових операцій на кожній кліті для виймання із кліті спрацьованих опорних валків із вставкою й установлення нових. При одночасній перевалці 6-7-кліттєвої чистової групи проводиться близько 40 кранових операцій, що приводить до значних витрат часу на перевалку (до 6-8 годин). Ще одним недоліком способу є складність обслуговування стану, оскільки спрацьовані робочі й опорні валки, які витягнуті із клітей, залишаються після перевалки безпосередньо біля клітей і потребується кранове забирання у вальцешліфувальну майстерню (ВШМ), що займає приблизно 40-60 хвилин по закінченню перевалки. Стільки ж часу витрачається перед початком перевалки для подачі із ВШМ і установки в кліті нових робочих валків. Найбільш близьким до пропонованого рішення є спосіб перевалки робочих і опорних валків клітей кварто, наведений у проспекті фірми Danieli (Італія) "Danieli Tecnological Packages", 2015. - С. 148-149, що включає виймання із кліті робочих валків і транспортування їх у ВШМ за допомогою самохідних візків, уведення в кліті вставок для перевалки верхніх опорних валків, спільне виймання верхнього й нижнього опорних валків із вставкою із клітей за допомогою гідроциліндрів для перевалки опорних валків, кранову заміну спрацьованих опорних валків новими, уведення нових опорних валків у кліті, виймання вставок, транспортування із ВШМ і введення нових робочих валків. Перевагою відомого способу перевалки в порівнянні з аналогом є спрощення обслуговування стану за рахунок безкранового транспортування комплектів робочих валків від стану у ВШМ і назад, що здійснюється самохідними візками. Недоліком способу, прийнятого за прототип, є значні витрати часу на перевалку опорних валків, пов'язані з виконанням у циклі перевалки шести кранових операцій на кожній кліті (послідовного забирання спрацьованого верхнього опорного валка, вставки, нижнього опорного валка й установки нових валків у зворотній послідовності). Крім цього по закінченню перевалки біля клітей залишаються комплекти спрацьованих опорних валків, які вимагають кранового збирання у ВШМ, що ускладнює обслуговування стану після перевалки. По сукупності істотних ознак описаний пристрій є найбільш близьким аналогом (прототипом). В основу корисної моделі поставлена задача збільшення продуктивності роботи клітей кварто листових прокатних станів. Поставлена задача вирішується за рахунок технічного результату, що полягає в зменшенні тривалості перевалки прокатних валків у клітях кварто листових прокатних станів. Для досягнення зазначеного результату в способі заміни робочих і опорних валків прокатної кліті кварто, що включає виймання із кліті комплекту робочих валків за допомогою перевалочного гідроциліндра, транспортування їх у вальцешліфувальну майстерню по рейках за допомогою самохідного візка, уведення в кліть вставки, виймання із кліті спрацьованих опорних валків і введення в кліть нових опорних валків, транспортування з вальцешліфувальній майстерні й уведення в кліть комплекту нових робочих валків, згідно з корисною моделлю, верхній спрацьований опорний валок виймають із кліті окремо від нижнього валка на вставці перевалочним гідроциліндром для робочих валків, транспортують у вальцешліфувальну майстерню на вставці, заміняють новим валком, який транспортують до кліті на вставці по рейках за допомогою самохідного візка й уводять у кліть на вставці перевалочним гідроциліндром для робочих валків. Відомий і пропонований спосіб мають наступні загальні ознаки: - виймання із кліті комплекту робочих валків за допомогою перевалочного гідроциліндра; - транспортування комплекту робочих валків у вальцешліфувальну майстерню по рейках за допомогою самохідного візка; - уведення в кліть вставки; - виймання із кліті спрацьованих опорних валків; - введення в кліть нових опорних валків; 1 UA 116259 U 5 10 15 20 25 30 35 40 45 50 55 60 - транспортування з вальцешліфувальній майстерні й уведення в кліть комплекту нових робочих валків; а також наступні відмітні ознаки: - верхній спрацьований опорний валок виймають із кліті окремо від нижнього валка на вставці перевалочним гідроциліндром для робочих валків; - транспортують у вальцешліфувальну майстерню на вставці; - заміняють новим валком, який транспортують до кліті на вставці по рейках за допомогою самохідного візка й уводять у кліть на вставці перевалочним гідроциліндром для робочих валків. Таким чином, пропонований спосіб містить нові дії й новий взаємозв'язок дій. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у такому. Завдяки тому, що верхній спрацьований опорний валок виймають із кліті окремо від нижнього валка на вставці перевалочним гідроциліндром для робочих валків, транспортують у вальцешліфувальну майстерню на вставці, заміняють новим валком, який транспортують до кліті на вставці по рейках за допомогою самохідного візка й уводять у кліть на вставці перевалочним гідроциліндром для робочих валків, стало можливим розподілити перевалки верхнього й нижнього опорних валків і виконувати перевалки верхнього опорного валка засобами для перевалки робочих валків без будь-яких кранових операцій. Тобто виключаються із циклу перевалки 4 кранові операції (знімання спрацьованого верхнього опорного валка із вставки, знімання вставки з спрацьованого нижнього опорного валка, установка вставки на новий нижній опорний валок і установка нового верхнього опорного валка на вставку), що дозволяє скоротити тривалість перевалки не менш ніж на 20 хвилин на кожній кліті. У той же час кранова заміна верхнього опорного валка на вставці здійснюється у вальцешліфувальній майстерні одночасно з більш тривалою перевалкою, крановою заміною й завалкою нижнього опорного валка в кліть і не впливає на загальну тривалість перевалки. Виключення з вищевказаної сукупності ознак хоча б однієї з них не забезпечить досягнення технічного результату. Заявлене технічне рішення не відомо з рівня техніки, тому воно є новим. Заявлений спосіб є технічно здійсненним, оскільки всі технічні засоби, необхідні для його реалізації, входять до складу, що регулярно виготовляються відомими фірмами - виробниками металургійного встаткування, у тому числі пристроїв для заміни валків клітей кварто. Більше того, спосіб може бути реалізований на існуючих прокатних станах, оснащених традиційними перевалочними пристроями, аналогічними прототипу. Розрахунки показали, що тривалість комплексної перевалки робочих і опорних валків на 7кліттєвій чистовій групі широкоштабового стану 2000 гарячої прокатки Магнітогорського металургійного комбінату при реалізації даного способу скорочується до 3 годин проти 6 годин при використанні способу за прототипом. Суть технічного рішення пояснюється кресленнями, на яких зображені: Фіг. 1 - прокатна кліть кварто з перевалочним пристроєм (положення перед перевалкою, вид у плані); Фіг. 2 - розріз А-А по фіг. 1, Фіг. 3 - розріз А-А по фіг. 1 (положення при заміні верхнього опорного валка); Фіг. 4 - розріз А-А по фіг. 1 (положення при заміні нижнього опорного валка). Спосіб реалізується на прокатній кліті кварто 1, що має комплект робочих валків 2, нижній опорний валок 3, верхній опорний валок 4, механізм зрівноважування 5 верхнього опорного валка 4 і полозки 6 для нижнього опорного валка 3. Заміна валів 2, 3 й 4 здійснюється перевалочним пристроєм, який містить самохідний візок 7, каретку 8, яка встановлена перед кліттю 1 й рухлива уздовж осі прокатки, платформу 9, яка рухлива у напрямку перевалки, гідроциліндр 10 для витягування-введення нижнього опорного валка 3, піднімально-опускальну плиту 11 з перевалочним гідроциліндром 12 для витягуваннявведення комплекту робочих валків 2 та вставку 13 для перевалки верхнього опорного валка 4 (фіг. 2). Самохідний візок 7 призначений для транспортування від кліті 1 у вальцешліфувальну майстерню (ВПІМ) 14 і назад комплекту робочих валків 2 і вставки 13 з верхнім опорним валком 4 по рейках 15 на плиті 11 і їх рейковому продовженню 16 у ВШМ 14. Тягове зусилля візка 13 розраховане на зусилля виймання й уведення робочих валків у кліть (у випадку неспрацювання перевалочного гідроциліндра 12) і становить 60 % ваги комплекту робочих валків. Тягове зусилля створюється цівковим зачепленням 17 (фіг. 2) Каретка 8 має дві пари рейок 18 і 19 для переміщення комплектів робочих валків 2, самохідного візка 7 і вставки 13. Рейки 18 й 19 здатні по черзі сполучатися з рейками 15 на піднімально-опускальній плиті 11. 2 UA 116259 U 5 10 15 20 25 30 35 40 45 50 55 Платформа 9 виконана рухливою у напрямку перевалки, несе напрямні для переміщення каретки 8 і виконана з можливістю з'єднання із гаковою кареткою 20 перевалочного гідроциліндра 12. Вставка 13 представлена зварною металоконструкцію з котками 21 на роликових підшипниках кочення й має можливість переміщатися по рейках 15, 16, 18 і 19. Вставка 13 виконано із двома опорними площинками 22 для установлення подушок верхнього опорного валка 3 (фіг. 3). Спосіб заміни робочих і опорних валків прокатної кліті кварто реалізується наступним чином. Під час роботи стану перед комплексною перевалкою робочих і опорних валків вставку 13 установлюють краном (на фіг. не показаний) на рейки 19 каретки 8 збоку від кліті 1. На початку перевалки ходом перевалочного гідроциліндра 12 виймають із кліті комплект спрацьованих робочих валків 2, опускають плиту 11 і самохідним візком 7 транспортують його у ВШМ 14 по рейках 18, 15 і 16. Каретку 8 зміщають уздовж осі прокатки до установки рейок 19 по осі кліті 1. Повторним ходом перевалочного гідроциліндра 12 вставку 13 уводять у кліть 1 і механізмом зрівноважування 5 опускають на неї спрацьований верхній опорний валок 4 (подушки валка укладають на площинки 22 вставки 13). Перевалочним гідроциліндром 12 виймають вставку 13 з валком 4 із кліті, опускають плиту 11 і транспортують вставку 13 зі спрацьованим опорним валком 4 самохідним візком 7 по рейках 19, 15 і 16 у ВШМ 14 (фіг. 3). Зусилля транспортування по рейках верхнього опорного валка 4 на вставці 13 з котками 21 на підшипниках кочення суттєво нижче зусилля завалки в кліть комплекту робочих валків 2, на яке розрахований самохідний візок 7 (60 % від ваги комплекту робочих валків 2), тому збільшення тягового зусилля, ваги й потужності самохідного візка 7 для реалізації даного способу не потрібно. Наступним ходом перевалочного гідроциліндра 12 за допомогою гакової каретки 20 від кліті 1 відсувають платформу 9 з кареткою 8 під підняту плиту 11, звільняючи простір перед кліттю (перевалочний проріз) для виймання нижнього опорного валка 3. Гідроциліндром 10 із кліті 1 виймають нижній опорний валок 3 на полозки 6. Спрацьований нижній опорний валок 3 забирають краном (не показаний на фіг.), установлюють на полозки 6 новий валок і вводять його гідроциліндром 10 у кліть 1. Одночасно у ВШМ 14 заміняють краном (не показаний фіг.) спрацьований верхній опорний валок 3 на вставці 13 новим валком. Черговим ходом перевалочного гідроциліндра 12 платформу 9 з кареткою 8 повертають до кліті 1, а плиту 11 опускають. Самохідним візком 7 транспортують новий верхній опорний валок 3 по рейках 16, 15 і 19 на каретку 8, потім самохідний візок 7 відводять назад у ВШМ 14 за новим комплектом робочих валків 2. Піднімають плиту 11 і перевалочним гідроциліндром 12 уводять вставку 13 з новим верхнім опорним валком 4 у кліть. Після підйому верхнього опорного валка із вставки механізмом зрівноважування 5 кліті 1 перевалочним гідроциліндром 12 виймають вставку 13 із кліті на каретку 8. Каретка 8 зміщується в напрямку прокатки, забираючи вставку 13 від кліті й звільняючи прохід для подачі до кліті комплекту нових робочих валків 2 самохідним візком 7 по рейках 16, 15 і 18. Потім самохідний візок 7 відводять за межі плити 11 і перевалочним гідроциліндром 12 комплект нових робочих валків уводять у кліть 1. Таким чином, комплексна заміна робочих і опорних валків прокатної кліті кварто вимагаєвиконання всього двох кранових операцій на кліть у становому прогону (виймання спрацьованого й установка нового нижнього опорного валка), чим досягається істотне скорочення часу перевалки в порівнянні із пристроєм-прототипом. Кранові операції у ВШМ здійснюються одночасно із крановими й машинними операціями в кліті й не вимагають додаткових витрат часу. Скорочення часу перевалки становить не менш 20 хвилин на кліть, а для 6-кліттєвої чистової групи широкоштабового стану час комплексної заміни робочих і опорних валків скорочується не менш ніж на 2 години. Враховуючи, що заміни опорних валків проводяться 1-2 рази в тиждень, а продуктивність широкоштабових станів становить 800…1000 т/годину, річний приріст виробництва складе 80 000…200 000 тон прокату. При цьому реалізація пропонованого способу перевалки не вимагає ускладнення й подорожчання ані кліті, ані самого перевалочного пристрою. Таким чином виконання технічного рішення, згідно з формулою корисної моделі, зменшить тривалість перевалки прокатних валків у клітях кварто листових прокатних станів та збільшить продуктивність роботи клітей кварто листових прокатних станів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Спосіб заміни робочих і опорних валків прокатної кліті кварто, що включає виймання із кліті комплекту робочих валків за допомогою перевалочного гідроциліндра, транспортування їх у 3 UA 116259 U 5 вальцешліфувальну майстерню по рейках за допомогою самохідного візка, уведення в кліть вставки, виймання із кліті спрацьованих опорних валків і введення в кліть нових опорних валків, транспортування з вальцешліфувальній майстерні й уведення в кліть комплекту нових робочих валків, який відрізняється тим, що верхній спрацьований опорний валок виймають із кліті окремо від нижнього валка на вставці перевалочним гідроциліндром для робочих валків, транспортують у вальцешліфувальну майстерню на вставці, заміняють новим валком, який транспортують до кліті на вставці по рейках за допомогою самохідного візка й уводять у кліть на вставці перевалочним гідроциліндром для робочих валків. 4 UA 116259 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 28/00, B21B 31/10
Мітки: кліті, прокатної, заміни, опорних, валків, робочих, спосіб, кварто
Код посилання
<a href="https://ua.patents.su/7-116259-sposib-zamini-robochikh-i-opornikh-valkiv-prokatno-kliti-kvarto.html" target="_blank" rel="follow" title="База патентів України">Спосіб заміни робочих і опорних валків прокатної кліті кварто</a>
Пристрій для заміни робочих і опорних валків кліті кварто
Номер патенту: 114086
Опубліковано: 27.02.2017
Автори: Сатонін Олексій Олександрович, Барабаш Андрій Володимирович, Одін Леонід Йосипович, Морозько Дмитро Володимирович, Стряпчев Олександр Володимирович, Плугатар Віктор Семенович, Голинко Володимир Миколаєвич
МПК: B21B 31/10
Мітки: опорних, кварто, кліті, заміни, валків, робочих, пристрій
Формула / Реферат:
Пристрій для заміни робочих і опорних валків кліті кварто, що містить перевалочний гідроциліндр для опорних валків, піднімальну плиту, яка несе гідроциліндр з гаковою кареткою для витягування-введення робочих валків, візок поперечного переміщення робочих валків й пересувну в напрямку перевалки опорну платформу з консоллю, яка перекриває виступаючий хвостовик нижнього опорного валка на рівні перевалки робочих валків, який відрізняється тим, що...
Спосіб установки робочих валків в кліті кварто
Номер патенту: 76093
Опубліковано: 25.12.2012
Автори: Ніколаєв Віктор Олександрович, Ніколенко Андрій Георгійович, Мацко Сергій Володимирович, Жученко Станіслав Вікторович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович
МПК: B21B 31/02
Мітки: валків, кварто, кліті, установки, спосіб, робочих
Формула / Реферат:
Спосіб установки робочих валків в кліті кварто, що включає установку одного опуклого, а другого циліндричного (увігнутого) робочих валків, який відрізняється тим, що розташування опуклого і циліндричного (увігнутого) робочих валків між перевалками опорних валків періодично змінюють на протилежне відносно верхнього і нижнього опорних валків.
Спосіб заміни робочих та опорних валків прокатних клітей кварто та пристрій для його здійснення
Номер патенту: 12946
Опубліковано: 28.02.1997
Автори: Плугатар Віктор Семенович, Тіунов Володимир Миколайович, Ільїн Володимир Петрович
МПК: B21B 31/00
Мітки: опорних, клітей, прокатних, робочих, спосіб, валків, здійснення, кварто, пристрій, заміни
Формула / Реферат:
(57) 1.Способ замены рабочих и опорних валков прокатных клетей кварто, включающий вывалку изношенных рабочих валков из клети на тележку боковой сдвижки, подвижную вдоль оси прокатки, первое перемещение этой тележки в положение приема из клети изношенных опорных валков, завалку в клеть вставки для перевалки верхнего опорного валка, вывалку изношенных опорных валков из клети на тележку боковой сдвижки, второе перемещение этой теліжки до...
Вузол валків робочої кліті стану кварто
Номер патенту: 85179
Опубліковано: 11.11.2013
Автори: Ростовський Костянтин Леонідович, Ступак Володимир Олександрович, Бортник Валерій Вікторович
МПК: B21B 31/08
Мітки: стану, валків, кварто, кліті, робочої, вузол
Формула / Реферат:
Вузол валків робочої кліті стану кварто, що містить робочі та опорні валки з подушками, стержні, які вільно встановлені в наскрізних отворах подушок нижнього робочого валка й опираються на гідроциліндри зрівноважування, розташовані в подушках нижнього опорного валка, який відрізняється тим, що він обладнаний змінними вставками, установленими у розточеннях, виконаних під гідроциліндри зрівноважування, при цьому у кожній змінній вставці з...
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: подушок, кліті, кварто, валків, комплект
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Попередній патент: Пілотна ґрунтопроколююча головка для керованого проколу
Наступний патент: Спосіб підвищення швидкості проростання корисних рослин
Випадковий патент: Голка в'язальної машини