Агрегат поздовжнього різання, переважно тонкої штаби
Номер патенту: 123140
Опубліковано: 12.02.2018
Автори: Россомаха Валерій Володимирович, Гриценко Сергій Анатолійович, Гаврильченко Євген Юрійович

Формула / Реферат
Агрегат поздовжнього різання, переважно тонкої штаби, що містить послідовно встановлені по ходу технологічного процесу дискові ножиці, петлеутворюючий пристрій, напрямні, задавальний приводний візок, установлений з можливістю переміщення по напрямних, також подавальний пристрій, гільйотинні ножиці, натяжний пристрій та моталку, який відрізняється тим, що обладнаний пристроєм загинання переднього кінця штаби, виконаним у вигляді рами з нерухливою матрицею й рухливим пуансоном із закріпленим на ньому упором та установленим у напрямних рами з можливістю переміщення у вертикальній площині до зіткнення з нерухливою матрицею за допомогою гідроциліндрів, розташованих на траверсі рами, крім того подавальний пристрій, гільйотинні ножиці, натяжний пристрій та пристрій загинання переднього кінця штаби установлені послідовно на задавальному приводному візку.
Текст
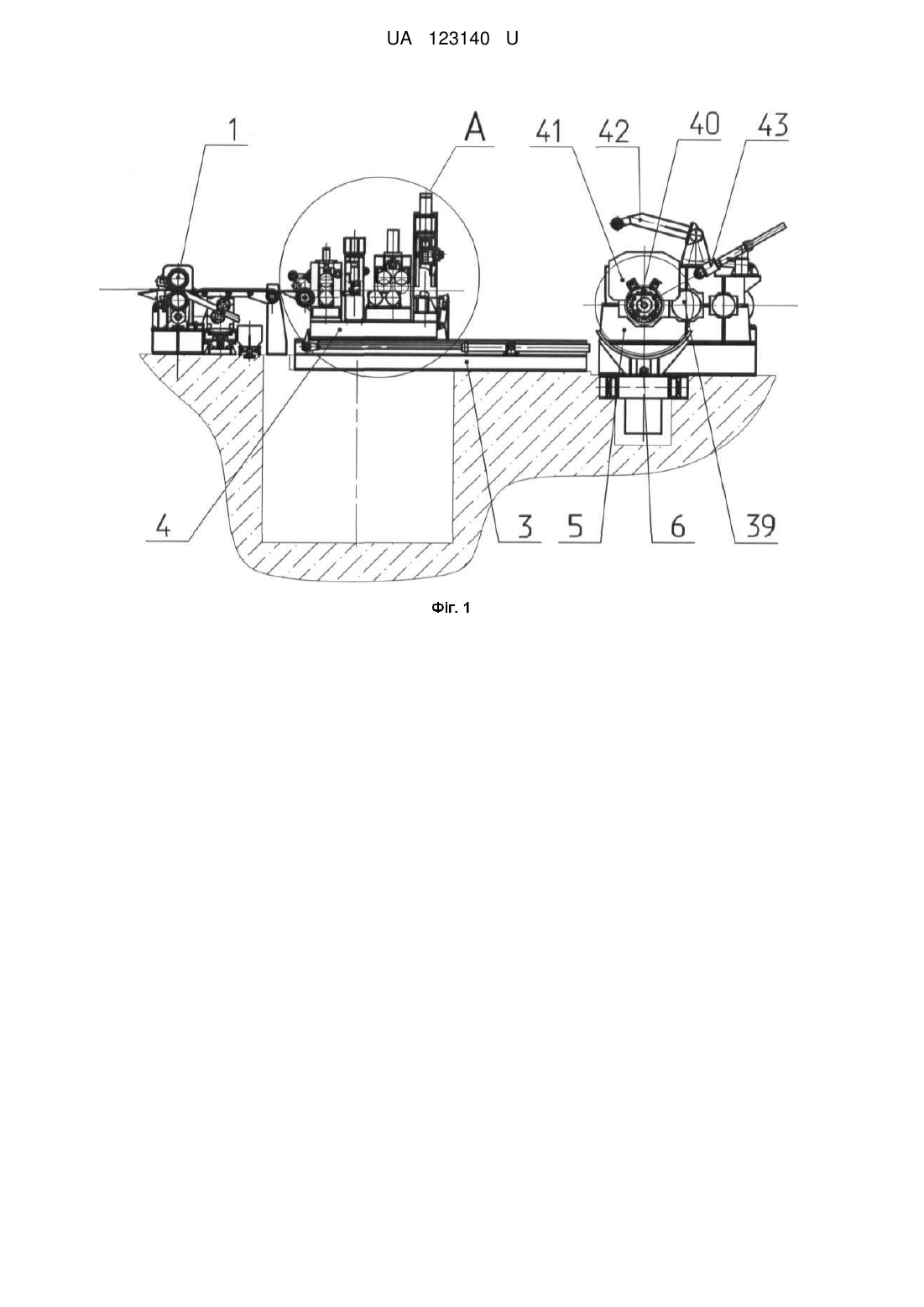
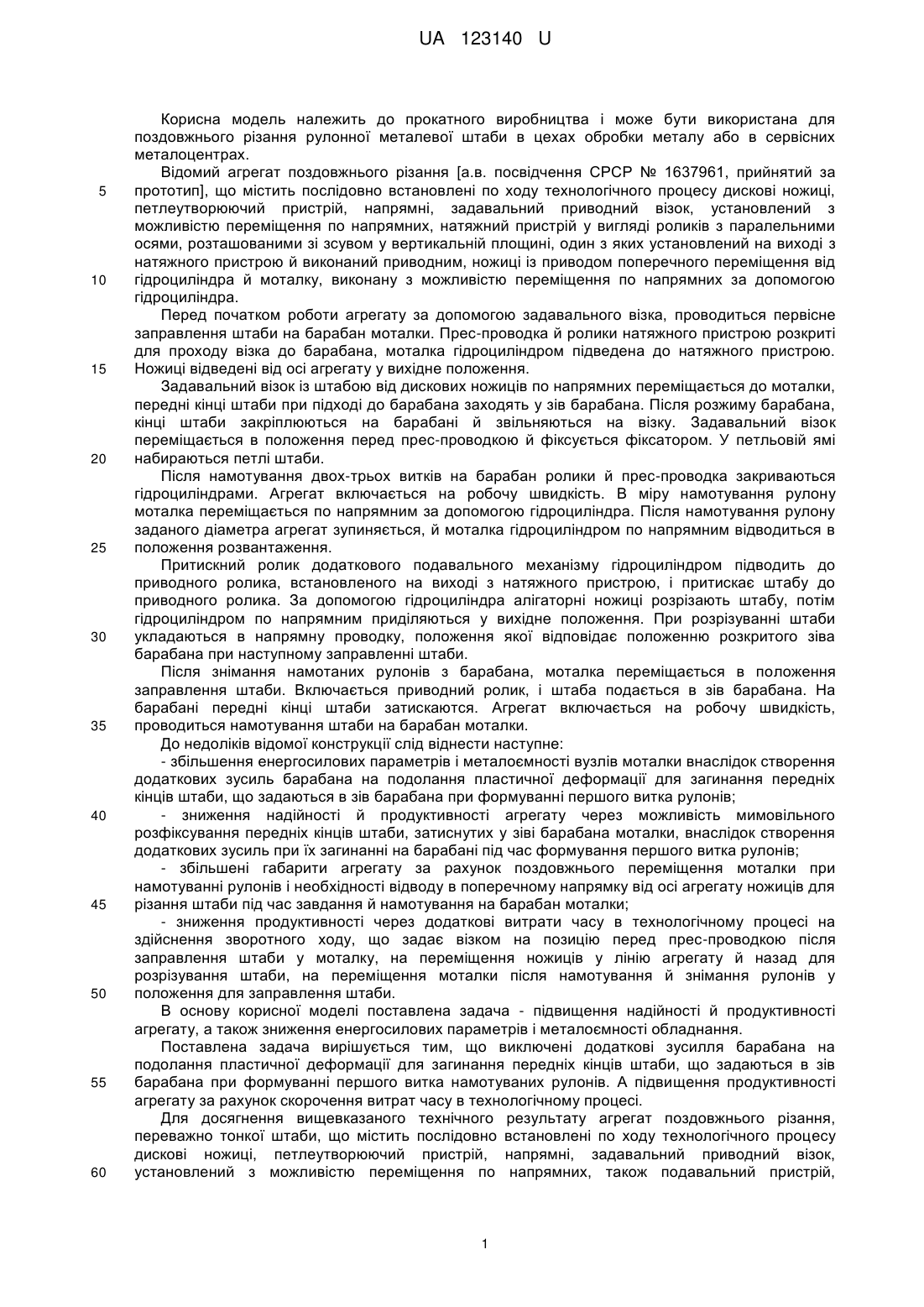
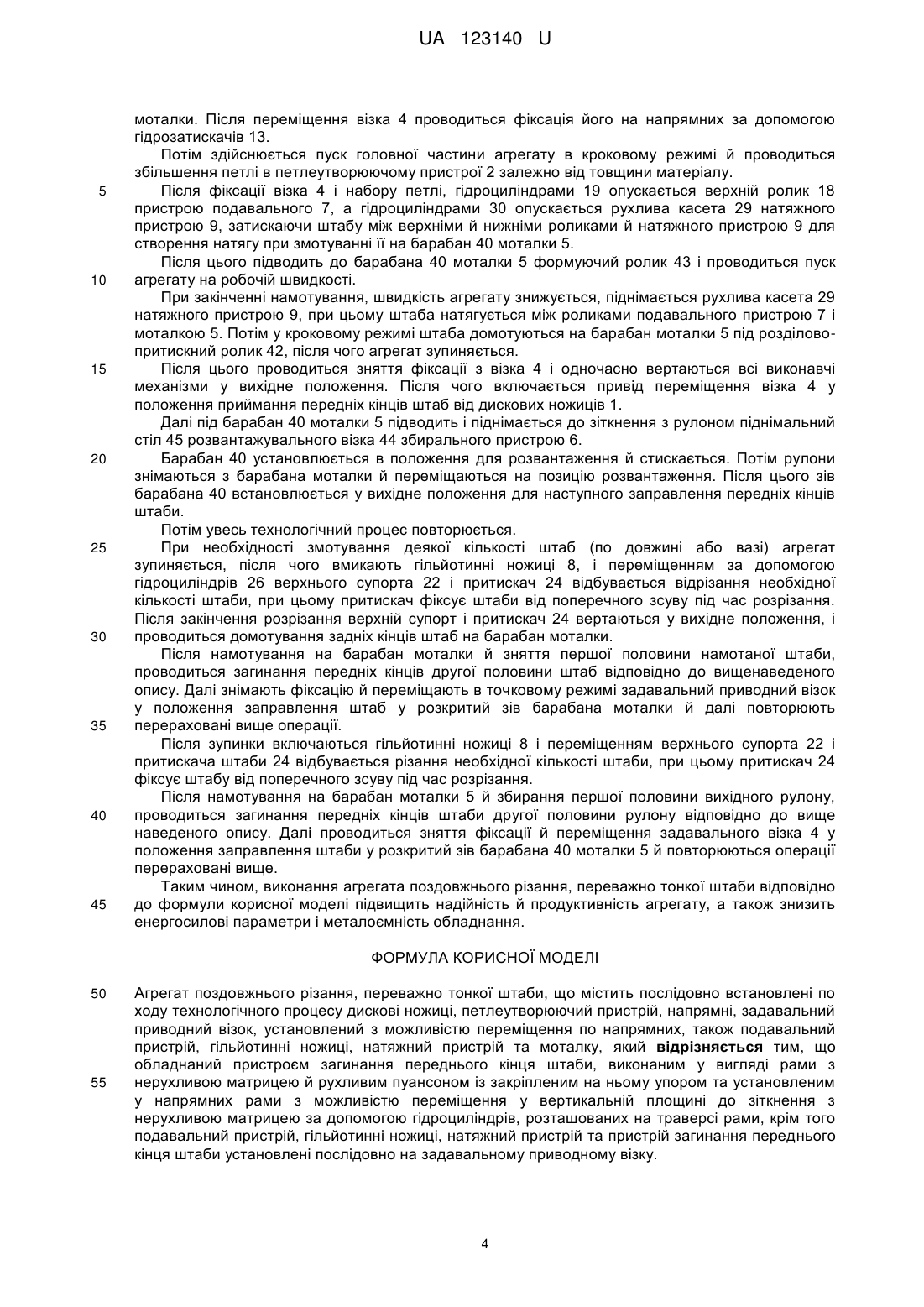
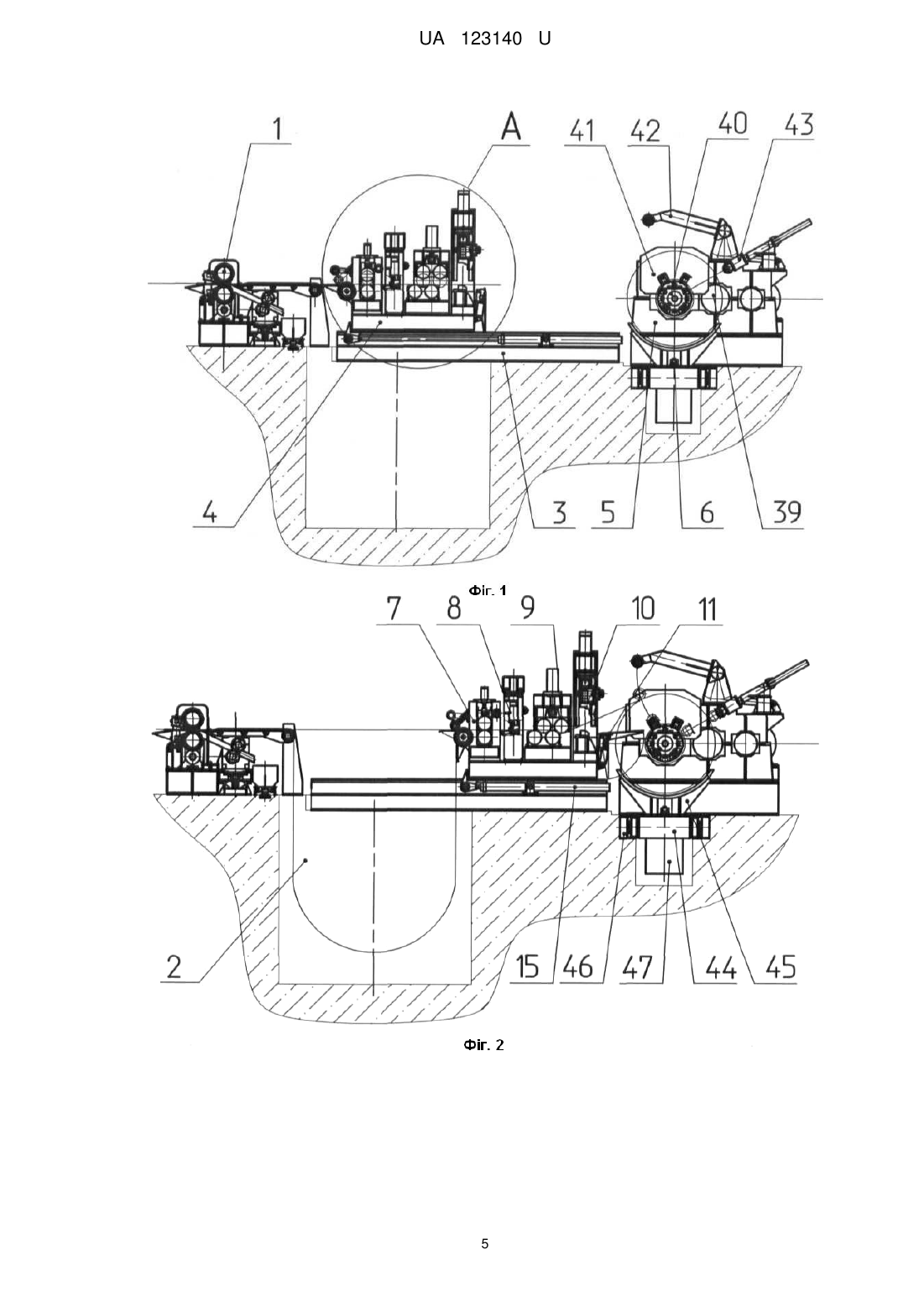
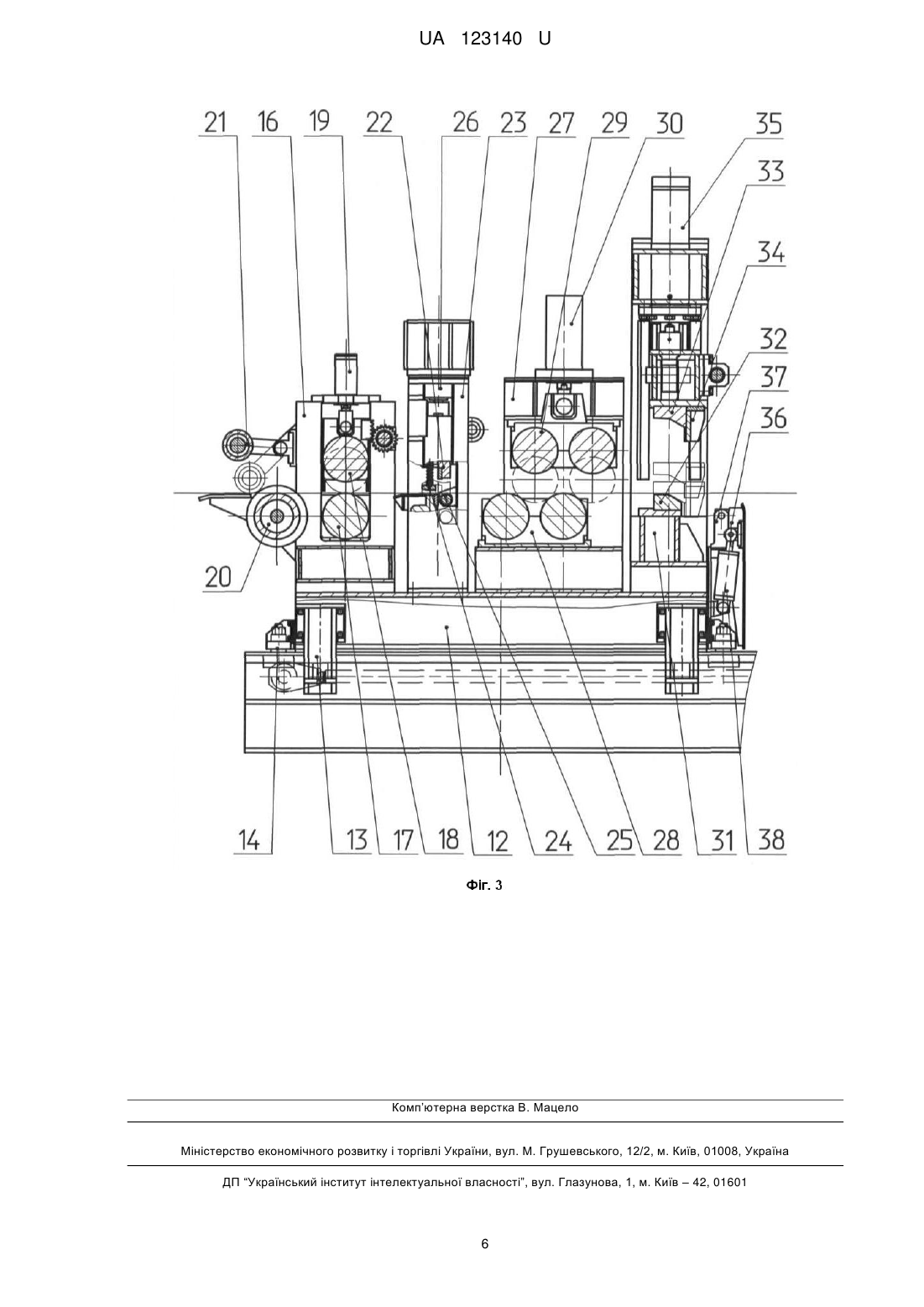
Реферат: Агрегат поздовжнього різання, переважно тонкої штаби, містить послідовно встановлені по ходу технологічного процесу дискові ножиці, петлеутворюючий пристрій, напрямні, задавальний приводний візок, установлений з можливістю переміщення по напрямних, також подавальний пристрій, гільйотинні ножиці, натяжний пристрій та моталку. Агрегат обладнаний пристроєм загинання переднього кінця штаби, виконаним у вигляді рами з нерухливою матрицею й рухливим пуансоном із закріпленим на ньому упором та установленим у напрямних рами з можливістю переміщення у вертикальній площині до зіткнення з нерухливою матрицею за допомогою гідроциліндрів, розташованих на траверсі рами. Подавальний пристрій, гільйотинні ножиці, натяжний пристрій та пристрій загинання переднього кінця штаби установлені послідовно на задавальному приводному візку. UA 123140 U (54) АГРЕГАТ ПОЗДОВЖНЬОГО РІЗАННЯ, ПЕРЕВАЖНО ТОНКОЇ ШТАБИ UA 123140 U UA 123140 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до прокатного виробництва і може бути використана для поздовжнього різання рулонної металевої штаби в цехах обробки металу або в сервісних металоцентрах. Відомий агрегат поздовжнього різання [а.в. посвідчення СРСР № 1637961, прийнятий за прототип], що містить послідовно встановлені по ходу технологічного процесу дискові ножиці, петлеутворюючий пристрій, напрямні, задавальний приводний візок, установлений з можливістю переміщення по напрямних, натяжний пристрій у вигляді роликів з паралельними осями, розташованими зі зсувом у вертикальній площині, один з яких установлений на виході з натяжного пристрою й виконаний приводним, ножиці із приводом поперечного переміщення від гідроциліндра й моталку, виконану з можливістю переміщення по напрямних за допомогою гідроциліндра. Перед початком роботи агрегату за допомогою задавального візка, проводиться первісне заправлення штаби на барабан моталки. Прес-проводка й ролики натяжного пристрою розкриті для проходу візка до барабана, моталка гідроциліндром підведена до натяжного пристрою. Ножиці відведені від осі агрегату у вихідне положення. Задавальний візок із штабою від дискових ножиців по напрямних переміщається до моталки, передні кінці штаби при підході до барабана заходять у зів барабана. Після розжиму барабана, кінці штаби закріплюються на барабані й звільняються на візку. Задавальний візок переміщається в положення перед прес-проводкою й фіксується фіксатором. У петльовій ямі набираються петлі штаби. Після намотування двох-трьох витків на барабан ролики й прес-проводка закриваються гідроциліндрами. Агрегат включається на робочу швидкість. В міру намотування рулону моталка переміщається по напрямним за допомогою гідроциліндра. Після намотування рулону заданого діаметра агрегат зупиняється, й моталка гідроциліндром по напрямним відводиться в положення розвантаження. Притискний ролик додаткового подавального механізму гідроциліндром підводить до приводного ролика, встановленого на виході з натяжного пристрою, і притискає штабу до приводного ролика. За допомогою гідроциліндра алігаторні ножиці розрізають штабу, потім гідроциліндром по напрямним приділяються у вихідне положення. При розрізуванні штаби укладаються в напрямну проводку, положення якої відповідає положенню розкритого зіва барабана при наступному заправленні штаби. Після знімання намотаних рулонів з барабана, моталка переміщається в положення заправлення штаби. Включається приводний ролик, і штаба подається в зів барабана. На барабані передні кінці штаби затискаются. Агрегат включається на робочу швидкість, проводиться намотування штаби на барабан моталки. До недоліків відомої конструкції слід віднести наступне: - збільшення енергосилових параметрів і металоємності вузлів моталки внаслідок створення додаткових зусиль барабана на подолання пластичної деформації для загинання передніх кінців штаби, що задаються в зів барабана при формуванні першого витка рулонів; - зниження надійності й продуктивності агрегату через можливість мимовільного розфіксування передніх кінців штаби, затиснутих у зіві барабана моталки, внаслідок створення додаткових зусиль при їх загинанні на барабані під час формування першого витка рулонів; - збільшені габарити агрегату за рахунок поздовжнього переміщення моталки при намотуванні рулонів і необхідності відводу в поперечному напрямку від осі агрегату ножиців для різання штаби під час завдання й намотування на барабан моталки; - зниження продуктивності через додаткові витрати часу в технологічному процесі на здійснення зворотного ходу, що задає візком на позицію перед прес-проводкою після заправлення штаби у моталку, на переміщення ножиців у лінію агрегату й назад для розрізування штаби, на переміщення моталки після намотування й знімання рулонів у положення для заправлення штаби. В основу корисної моделі поставлена задача - підвищення надійності й продуктивності агрегату, а також зниження енергосилових параметрів і металоємності обладнання. Поставлена задача вирішується тим, що виключені додаткові зусилля барабана на подолання пластичної деформації для загинання передніх кінців штаби, що задаються в зів барабана при формуванні першого витка намотуваних рулонів. А підвищення продуктивності агрегату за рахунок скорочення витрат часу в технологічному процесі. Для досягнення вищевказаного технічного результату агрегат поздовжнього різання, переважно тонкої штаби, що містить послідовно встановлені по ходу технологічного процесу дискові ножиці, петлеутворюючий пристрій, напрямні, задавальний приводний візок, установлений з можливістю переміщення по напрямних, також подавальний пристрій, 1 UA 123140 U 5 10 15 20 25 30 35 40 45 50 55 60 гільйотинні ножиці, натяжний пристрій та моталку, згідно з корисною моделлю він обладнаний пристроєм загинання переднього кінця штаби, виконаним у вигляді рами з нерухливою матрицею й рухливим пуансоном із закріпленим на ньому упором та установленим у напрямних рами з можливістю переміщення у вертикальній площині до зіткнення з нерухливою матрицею за допомогою гідроциліндрів, розташованих на траверсі рами, крім того подавальний пристрій, гільйотинні ножиці, натяжний пристрій та пристрій загинання переднього кінця штаби установлені послідовно на задавальному приводному візку. У результаті порівняльного аналізу пропонованого агрегату поздовжнього різання, переважно тонкої штаби із прототипом, установлено, що вони мають наступні загальні ознаки: - дискові ножиці, - петлеутворюючий пристрій, - напрямні, - задавальний приводний візок, установлений з можливістю переміщення по напрямним, - подавальний пристрій, гільйотинні ножиці, натяжний пристрій, - моталку, а також відмітні ознаки: - обладнання пристроєм загинання переднього кінця штаби, виконаним у вигляді рами з нерухливою матрицею й рухливим пуансоном із закріпленим на ньому упором та установленим у напрямних рами з можливістю переміщення у вертикальній площині до зіткнення з нерухливою матрицею за допомогою гідроциліндрів, розташованих на траверсі рами, - подавальний пристрій, гільйотинні ножиці, натяжний пристрій та пристрій загинання переднього кінця штаби установлені послідовно на задавальному приводному візку. Таким чином, агрегат поздовжнього різання має нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх один відносно один. Між відмітними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що в лінії агрегату встановлений пристрій загинання переднього кінця штаби, виконаним у вигляді рами з нерухливою матрицею й рухливим пуансоном із закріпленим на ньому упором та установленим у напрямних рами з можливістю переміщення у вертикальній площині до зіткнення з нерухливою матрицею за допомогою гідроциліндрів, розташованих на траверсі рами, стало можливим не використовувати додаткові зусилля барабана на подолання пластичної деформації для загинання передніх кінців штаб, що задаються в зів барабана при формуванні першого витка намотуваних рулонів. Завдяки тому, що подавальний пристрій, гільйотинні ножиці, натяжний пристрій та пристрій загинання переднього кінця штаби установлені послідовно на задавальному приводному візку, стало можливим одночасно переміщати з візком перераховане вище обладнання під час технологічного процесу. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї з них не забезпечить досягнення технічного результату. Технічне рішення, яке заявляється, невідомо з рівня техніки і є новим. Технічне рішення, яке заявляється, промислово застосовано, тому що його технологічне й технічне виконання не представляє труднощів. По цьому технічному рішенню виконаний технічний проект агрегата поздовжнього різання для ВАТ "Северсталь". Суть корисної моделі пояснюється кресленнями: фіг. 1 - загальний вигляд агрегата поздовжнього різання (положення приймання штаб від дискових ножиців); фіг. 2 - загальний вигляд агрегата поздовжнього різання (положення завдання й намотування штаб на барабан моталки); фіг. 3 - місце А на фіг. 1. Агрегат поздовжнього різання, переважно тонкої штаби (на фіг. показана тонко) містить послідовно встановлені по ходу технологічного процесу дискові ножиці 1, петлеутворюючий пристрій 2 для формування петлі, напрямні 3, задавальний приводний візок 4, установлений з можливістю переміщення по напрямним 3, моталку 5 та збиральний пристрій 6. На задавальному приводному візку 4 для одночасного переміщення з ним по напрямним 3 під час технологічного процесу встановлені: подавальний пристрій 7, гільйотинні ножиці 8, натяжний пристрій 9, і пристрій загинання переднього кінця штаби 10 і відкидна проводка 11. Приводний візок 4 складається з рами 12 із закріпленими на ній гідрозатискачами 13 і напрямними котками 14. Привод 15 переміщення візка 4 - гідравлічний (наприклад, за допомогою гідроциліндра або гідромотора, або електромеханічний). Подавальний пристрій 7 представляє собою станину 16 з вузлами нижнього стаціонарного ролика 17 і верхнього рухливого ролика 18. Підйом, опускання й притискання верхнього ролика 2 UA 123140 U 5 10 15 20 25 30 35 40 45 50 55 18 здійснюється за допомогою гідроциліндрів 19. Синхронізація руху механічна. На станині 16 установлені розділовий холостий ролик 20 та перетискний приводний ролик 21. Гільйотинні ножиці 8 містять верхній супорт 22, установлений у напрямних рами 23 з можливістю вертикального переміщення, притискач штаби 24 і підтримувальний ролик 25, знаходяться на рухливому верхньому супорті, гідроциліндри переміщення верхнього супорта 26 установлені на верхній траверсі рами 23. Натяжний пристрій 9 містить станину 27, у напрямних якої встановлені стаціонарна касета із двома нижніми роликами 28 і рухлива касета із двома верхніми роликами 29. Переміщення верхньої касети із двома верхніми роликами 29 здійснюється за допомогою гідроциліндрів 30. Синхронізація руху механічна. Верхні ролики не приводні, нижні ролики приводні. Пристрій загинання переднього кінця штаби 10 складається з рами 31 із нерухливою матрицею 32 і встановленого в напрямних рами рухливого пуансона 33 із закріпленим на ньому упором 34. Рухливий пуансон 33 переміщається у вертикальній площині до зіткнення з нерухливою матрицею 32 за допомогою гідроциліндрів 35, розташованих на траверсі рами 31. Синхронізація руху механічна. Відкидна проводка 11 містить поворотний стіл 36 і стаціонарну основу 37. Поворот стола 36 здійснюється за допомогою гідроциліндра 38. Моталка 5 складається з редуктора 39, на якому встановлені розтискний барабан консольного типу 40, зіштовхувач рулонів 41, розділово-притискний ролик 42, формуючий ролик 43. Привод моталки 5 - електромеханічний. Збиральний пристрій 6 представляє собою приводний розвантажувальний візок 44 з піднімальним столом 45, що переміщається по напрямним 46. Підйом стола здійснюється гідроциліндром 47. Працює агрегат поздовжнього різання, переважно тонкої штаби наступним чином. У вихідному положенні задавальний приводний візок 4 перебуває в районі біля дискових ножиців 1 над петлеутворюючим пристроєм 2 на позиції приймання порізаних штаб. Усі виконавчі механізми обладнання, які установлені на задавальний приводний візок 4, а саме: перетискний приводний ролик 21, верхній рухливий ролик 18 подавального пристрою 7, верхній супорт 22 та притискувач штаби 24 гільйотинних ножиць 8, рухлива касета із двома верхніми роликами 29 натяжного пристрою 9, рухливий пуансон 33 пристрою загинання переднього кінця штаби 10, перебувають у крайньому верхньому положенні. Поворотний стіл 36 відкидної проводки 11 перебуває у крайньому нижньому положенні. Від дискових ножиців 1 штаба передається до розділового ролика 20 пристрою 7, на якому встановлені диски залежно від кількості штаб, які надходять на змотування. Після входження штаби в пристрій 7, гідроциліндрами 19 вузол верхнього рухливого ролика 18 опускається на вузол нижнього стаціонарного ролика 17, затискаючи штабу між ними. Потім, опускається перетискний приводний ролик 21, який накладається на штаби для втримання їх. Далі розділені штаби подаються через розкриті гільйотинні ножиці 8 і натяжний пристрій 9 з виходом на пристрій загинання переднього кінця штаби 10. Рухливий пуансон 33 гідроциліндрами 35 установлюється в проміжне положення, після чого штабу підводять до упору 34, установленого на пуансоні 33. Після цього за допомогою гідроциліндрів 35 здійснюється загинання передніх кінців штаби рухливим пуансоном 33 і матрицею 32. Одночасно із цим проводиться підйом поворотного стола 36 відкидної проводки 11. Потім здійснюється пуск агрегату на заправній швидкості й проводиться переміщення по напрямних 3 приводного задавального візка 4 разом із затиснутими між роликами подавального пристрою 7 штаби до підведення її до барабана 40 моталки 5, розкритий зів якого перебуває в положенні заправлення штаб. При цьому швидкість головної частини агрегату буде трохи вище швидкості переміщення задавального візка 4 і це дасть можливість утворюватися невеликій петлі в петлеутворюючому пристрої 2 і попередити виникнення напруг на дискових ножицях 1. Після того як передавальний візок 4 переміститься до моталки 5, штаба по відкидній проводці 11 задається в зів барабана 40 до упору на величину загнутого пристроєм загинання переднього кінця штаби 10, при цьому розділово-притискний ролик 42 накладається на штабу. Після розжиму барабана, кінці штаб затискаються в його зіві, і на заправній швидкості проводиться намотування з натягом двох-трьох витків штаби на барабан. Одночасно із цим опускається поворотний стіл 36 відкидної проводки 11. Після захвата штаби на барабані моталки, включається привід підйому верхнього рухливого ролика 18 і проводиться переміщення ролика в положення, що створює мінімальний зазор між роликами, необхідний для переміщення візка 4 у положення, що дозволяє робити намотування штаби на барабан 3 UA 123140 U 5 10 15 20 25 30 35 40 45 моталки. Після переміщення візка 4 проводиться фіксація його на напрямних за допомогою гідрозатискачів 13. Потім здійснюється пуск головної частини агрегату в кроковому режимі й проводиться збільшення петлі в петлеутворюючому пристрої 2 залежно від товщини матеріалу. Після фіксації візка 4 і набору петлі, гідроциліндрами 19 опускається верхній ролик 18 пристрою подавального 7, а гідроциліндрами 30 опускається рухлива касета 29 натяжного пристрою 9, затискаючи штабу між верхніми й нижніми роликами й натяжного пристрою 9 для створення натягу при змотуванні її на барабан 40 моталки 5. Після цього підводить до барабана 40 моталки 5 формуючий ролик 43 і проводиться пуск агрегату на робочій швидкості. При закінченні намотування, швидкість агрегату знижується, піднімається рухлива касета 29 натяжного пристрою 9, при цьому штаба натягується між роликами подавального пристрою 7 і моталкою 5. Потім у кроковому режимі штаба домотуються на барабан моталки 5 під розділовопритискний ролик 42, після чого агрегат зупиняється. Після цього проводиться зняття фіксації з візка 4 і одночасно вертаються всі виконавчі механізми у вихідне положення. Після чого включається привід переміщення візка 4 у положення приймання передніх кінців штаб від дискових ножиців 1. Далі під барабан 40 моталки 5 підводить і піднімається до зіткнення з рулоном піднімальний стіл 45 розвантажувального візка 44 збирального пристрою 6. Барабан 40 установлюється в положення для розвантаження й стискається. Потім рулони знімаються з барабана моталки й переміщаються на позицію розвантаження. Після цього зів барабана 40 встановлюється у вихідне положення для наступного заправлення передніх кінців штаби. Потім увесь технологічний процес повторюється. При необхідності змотування деякої кількості штаб (по довжині або вазі) агрегат зупиняється, після чого вмикають гільйотинні ножиці 8, і переміщенням за допомогою гідроциліндрів 26 верхнього супорта 22 і притискач 24 відбувається відрізання необхідної кількості штаби, при цьому притискач фіксує штаби від поперечного зсуву під час розрізання. Після закінчення розрізання верхній супорт і притискач 24 вертаються у вихідне положення, і проводиться домотування задніх кінців штаб на барабан моталки. Після намотування на барабан моталки й зняття першої половини намотаної штаби, проводиться загинання передніх кінців другої половини штаб відповідно до вищенаведеного опису. Далі знімають фіксацію й переміщають в точковому режимі задавальний приводний візок у положення заправлення штаб у розкритий зів барабана моталки й далі повторюють перераховані вище операції. Після зупинки включаються гільйотинні ножиці 8 і переміщенням верхнього супорта 22 і притискача штаби 24 відбувається різання необхідної кількості штаби, при цьому притискач 24 фіксує штабу від поперечного зсуву під час розрізання. Після намотування на барабан моталки 5 й збирання першої половини вихідного рулону, проводиться загинання передніх кінців штаби другої половини рулону відповідно до вище наведеного опису. Далі проводиться зняття фіксації й переміщення задавального візка 4 у положення заправлення штаби у розкритий зів барабана 40 моталки 5 й повторюються операції перераховані вище. Таким чином, виконання агрегата поздовжнього різання, переважно тонкої штаби відповідно до формули корисної моделі підвищить надійність й продуктивність агрегату, а також знизить енергосилові параметри і металоємність обладнання. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Агрегат поздовжнього різання, переважно тонкої штаби, що містить послідовно встановлені по ходу технологічного процесу дискові ножиці, петлеутворюючий пристрій, напрямні, задавальний приводний візок, установлений з можливістю переміщення по напрямних, також подавальний пристрій, гільйотинні ножиці, натяжний пристрій та моталку, який відрізняється тим, що обладнаний пристроєм загинання переднього кінця штаби, виконаним у вигляді рами з нерухливою матрицею й рухливим пуансоном із закріпленим на ньому упором та установленим у напрямних рами з можливістю переміщення у вертикальній площині до зіткнення з нерухливою матрицею за допомогою гідроциліндрів, розташованих на траверсі рами, крім того подавальний пристрій, гільйотинні ножиці, натяжний пристрій та пристрій загинання переднього кінця штаби установлені послідовно на задавальному приводному візку. 4 UA 123140 U 5 UA 123140 U Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23D 19/00
Мітки: поздовжного, агрегат, тонкої, різання, переважно, штаби
Код посилання
<a href="https://ua.patents.su/8-123140-agregat-pozdovzhnogo-rizannya-perevazhno-tonko-shtabi.html" target="_blank" rel="follow" title="База патентів України">Агрегат поздовжнього різання, переважно тонкої штаби</a>
Пристрій для поперечного різання катаної штаби
Номер патенту: 83370
Опубліковано: 10.07.2008
Автори: Мерц Юрген, Боймер Клаус
МПК: B23D 25/00, B21D 43/28, B23D 33/00
Мітки: штаби, різання, катаної, поперечного, пристрій
Формула / Реферат:
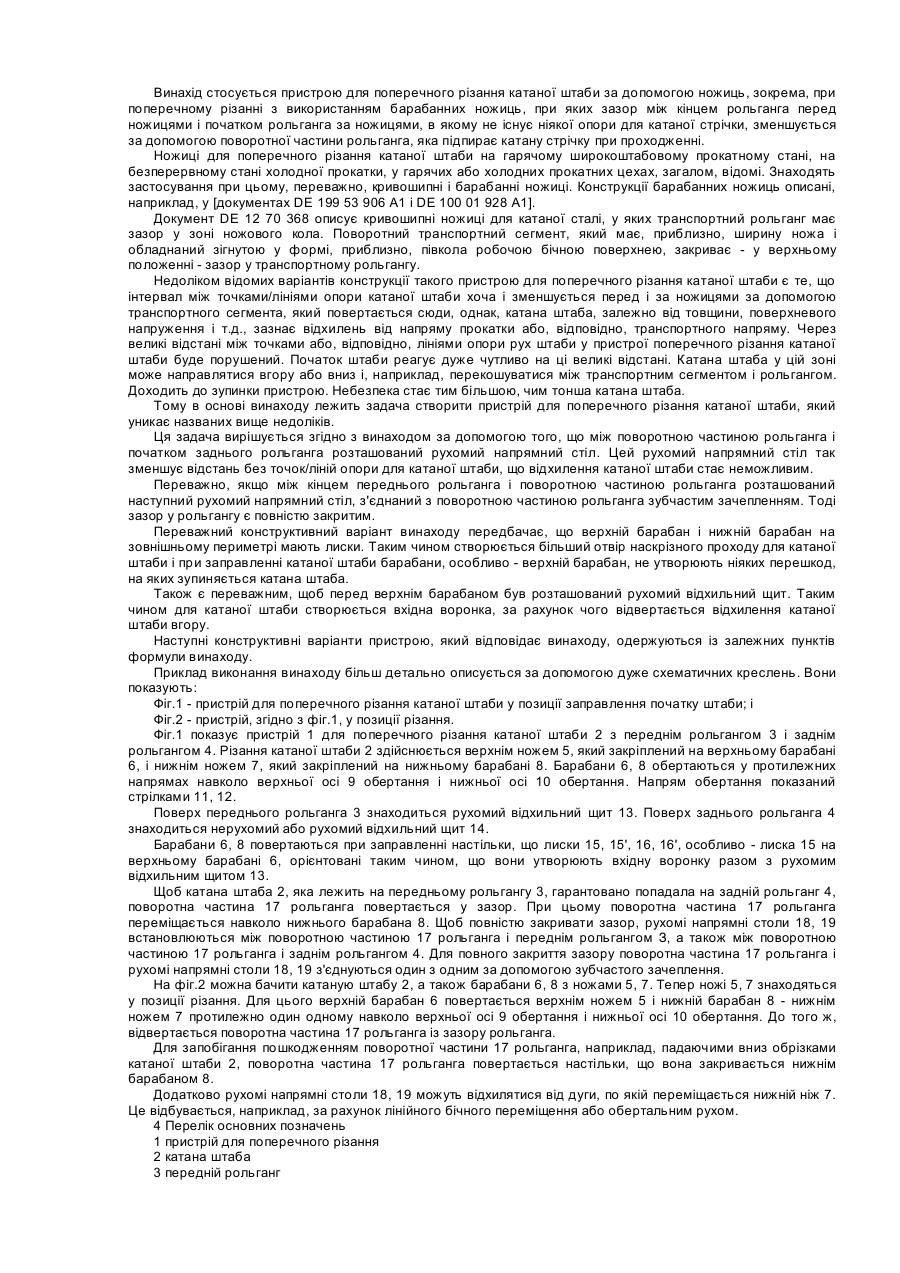
1. Пристрій для поперечного різання катаної штаби за допомогою ножиць, зокрема при поперечному різанні з використанням барабанних ножиць, у якому зазор між кінцем рольганга перед ножицями і початком рольганга за ножицями, в якому катана стрічка не має опори, зменшується за допомогою поворотної частини рольганга, яка підпирає катану стрічку при проходженні, який відрізняється тим, що між поворотною частиною (17) рольганга і початком заднього...
Ножиці летючі для поперечного різання гарячої штаби
Номер патенту: 117445
Опубліковано: 26.06.2017
Автори: Калашников Андрій Анатолійович, Єлецьких Володимир Іванович, Алексєєнко Сергій Володимирович, Резников Віктор Іванович
МПК: B23D 25/12
Мітки: ножиці, летючі, штаби, гарячої, різання, поперечного
Формула / Реферат:
Ножиці летючі для поперечного різання гарячої штаби, що містять станину із установленими в ній на підшипниках верхнім і нижнім приводними барабанами, у пазах яких закріплені за допомогою клинів ножі, які відрізняються тим, що на торцевих гранях клинів виконані скоси під кутом 10-20° до цих граней.
Реверсивний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 74792
Опубліковано: 15.02.2006
Автори: Стеч Володимир Станіславович, Білобров Юрій Миколайович, Єлецьких Володимир Іванович
МПК: B21B 1/30, B21B 41/00
Мітки: стан, штаби, тонкої, виробництва, гарячекатаної, реверсивний
Формула / Реферат:
Реверсивний стан для виробництва тонкої гарячекатаної штаби, що містить прокатну групу, яка складається з однієї чи більше прокатних клітей, дві моталки в печах, розташовані перед і за прокатною групою, двоє відрізних ножиць, причому одні відрізні ножиці розташовані за першою моталкою в печі перед прокатною групою, другі - за прокатною групою перед другою моталкою в печі, транспортні і робочі рольганги, моталку для змотування гарячої штаби,...
Кривошипні ножиці з двома ножовими парами для різання катаної штаби
Номер патенту: 84003
Опубліковано: 10.09.2008
Автори: Хайтце Герхард, Боймер Клаус, Гребе Ульріх
МПК: B23D 35/00, B23D 25/00
Мітки: кривошипні, ножовими, двома, різання, парами, катаної, штаби, ножиці
Формула / Реферат:
1. Кривошипні ножиці, зокрема для різання катаної штаби (22), що містять по дві ножові пари (3, 4), що закріплюються на ножетримачах (1, 2), причому ножетримачі (1, 2) встановлені у вертикальній площині (х-х) один навпроти одного в парі ексцентрикових привідних валів (5, 6) з можливістю повороту на моментних опорних важелях (7, 8) у двошарнірних пристроях (9, 10) у взаємодії з двома гідравлічними виконавчими органами (11, 12), що впливають на...
Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби
Номер патенту: 53264
Опубліковано: 15.01.2003
Автори: Єлецьких Володимир Іванович, Каушанський Ігор Борисович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович
МПК: B21C 47/34
Мітки: змотування, тонкої, штаби, високошвидкісного, ділянка, нескінченної, гарячекатаної
Формула / Реферат:
1. Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби, що містить летючі ножиці, кілька моталок, розташованих під підлогою послідовно одна за одною, встановлені перед моталками задавальні ролики, кожні з яких, крім останніх, обладнані роздільним роликом, закріпленим у хитному важелі верхньої проводки, зчленованим з гідроциліндром хитання, і транспортні засоби між моталками, яка відрізняється тим, що вона обладнана...
Попередній патент: Пристрій підресорювання сидіння транспортного засобу
Наступний патент: Спосіб виробництва круп з рису
Випадковий патент: Булочний виріб