Реверсивний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 74792
Опубліковано: 15.02.2006
Автори: Єлецьких Володимир Іванович, Стеч Володимир Станіславович, Білобров Юрій Миколайович
Формула / Реферат
Реверсивний стан для виробництва тонкої гарячекатаної штаби, що містить прокатну групу, яка складається з однієї чи більше прокатних клітей, дві моталки в печах, розташовані перед і за прокатною групою, двоє відрізних ножиць, причому одні відрізні ножиці розташовані за першою моталкою в печі перед прокатною групою, другі - за прокатною групою перед другою моталкою в печі, транспортні і робочі рольганги, моталку для змотування гарячої штаби, який відрізняється тим, що відрізні ножиці, розташовані за першою моталкою в печі, виконані комбінованими з можливістю як стаціонарного, так і летючого різання.
Текст
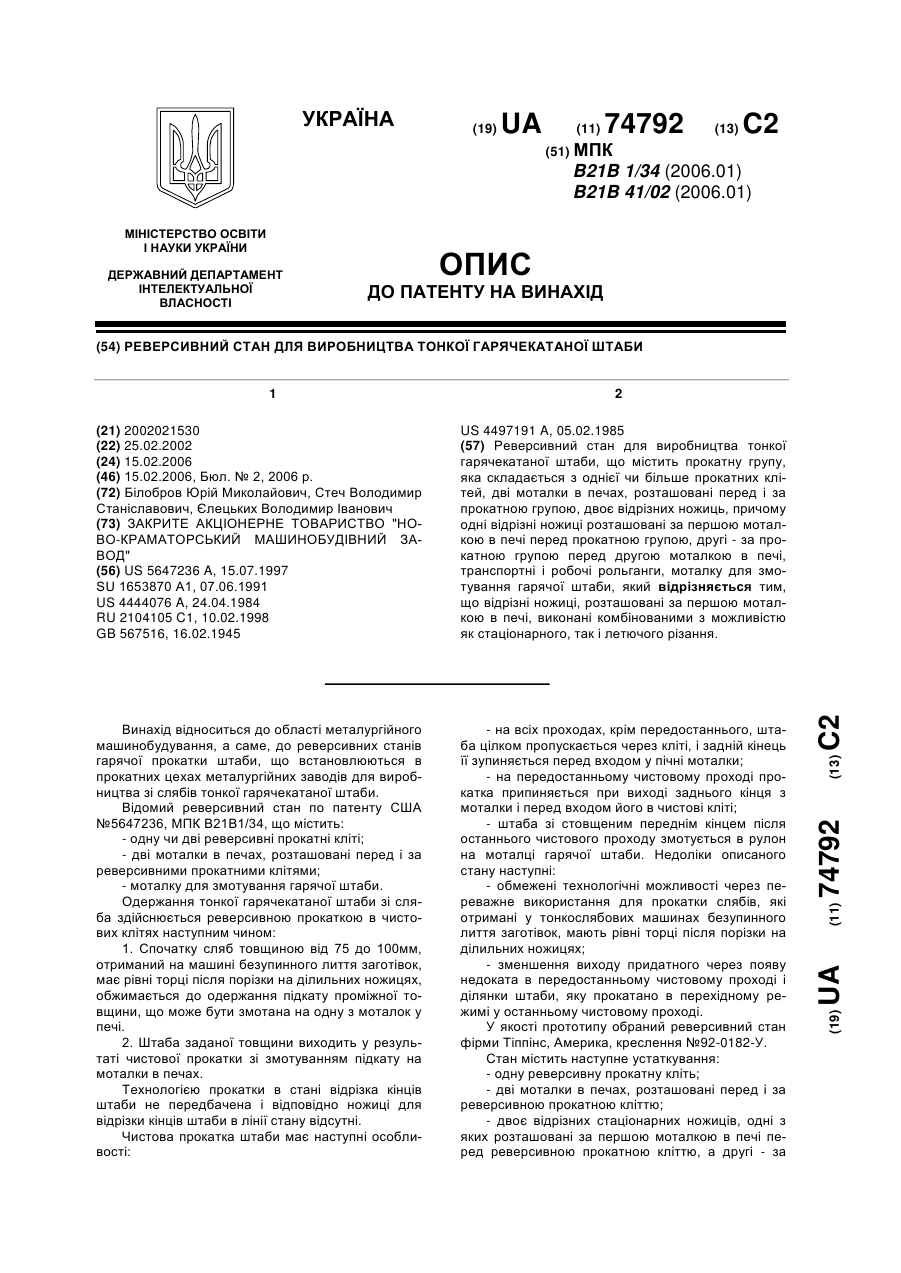
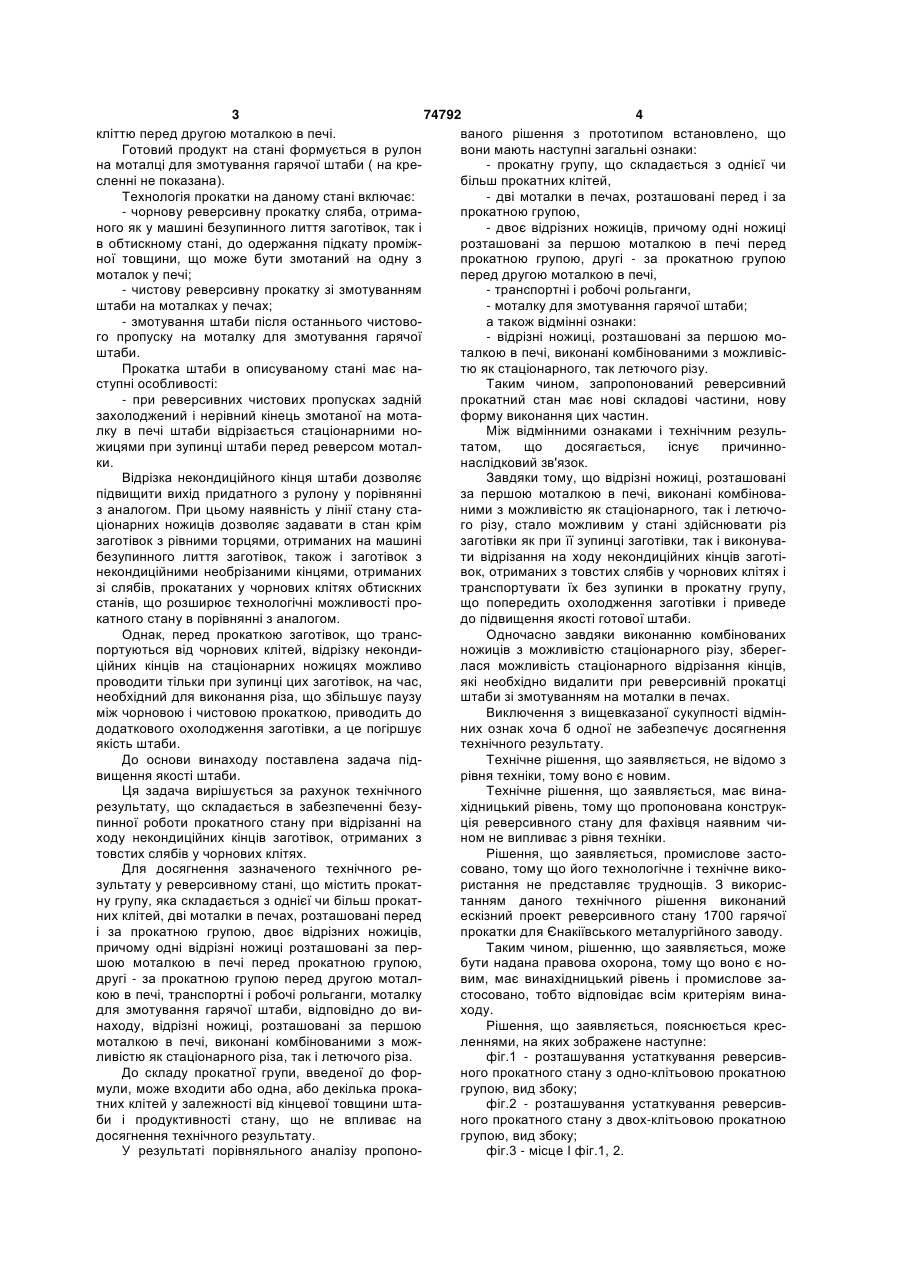
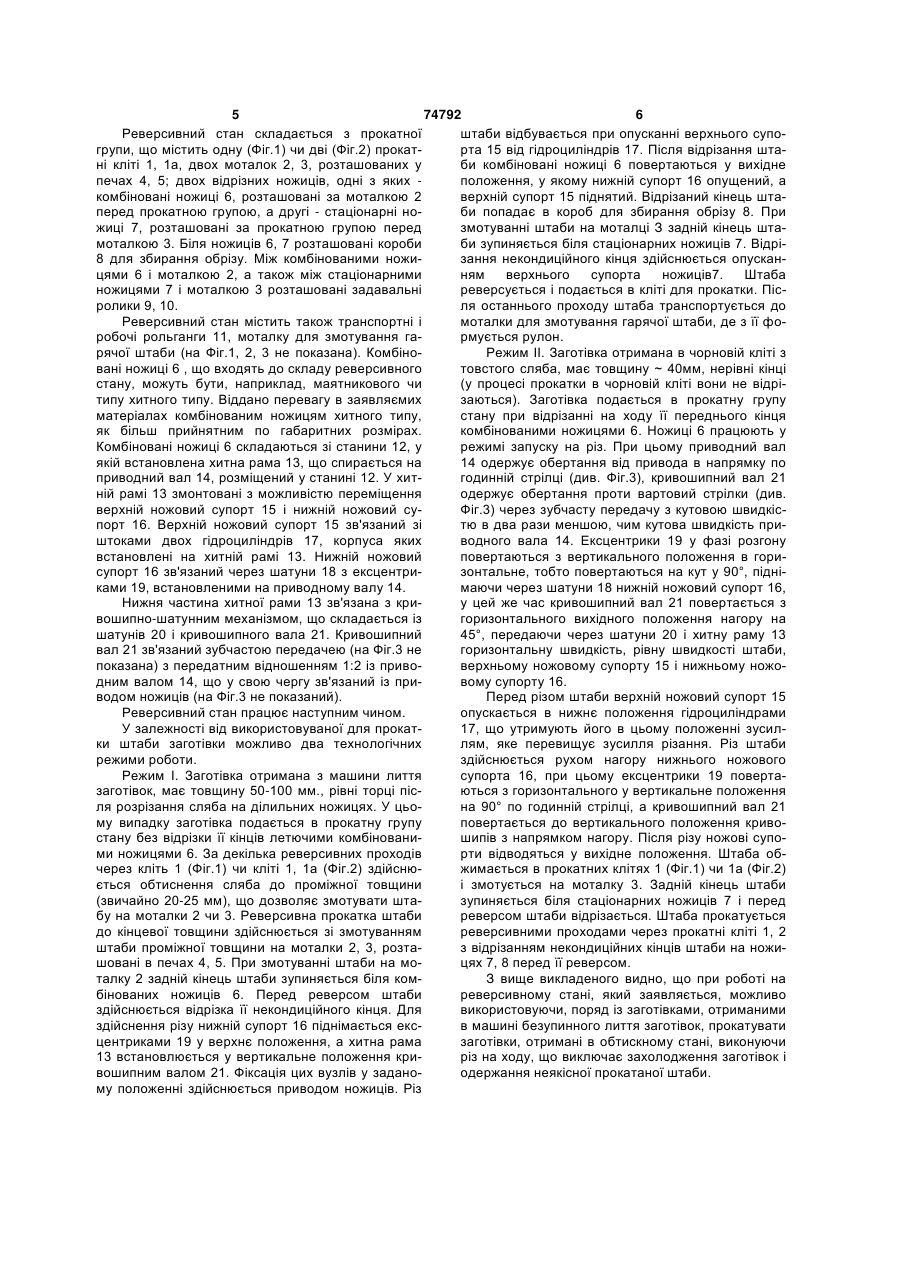
Реверсивний стан для виробництва тонкої гарячекатаної штаби, що містить прокатну групу, яка складається з однієї чи більше прокатних клітей, дві моталки в печах, розташовані перед і за прокатною групою, двоє відрізних ножиць, причому одні відрізні ножиці розташовані за першою моталкою в печі перед прокатною групою, другі - за прокатною групою перед другою моталкою в печі, транспортні і робочі рольганги, моталку для змотування гарячої штаби, який відрізняється тим, що відрізні ножиці, розташовані за першою моталкою в печі, виконані комбінованими з можливістю як стаціонарного, так і летючого різання. (19) (21) 2002021530 (22) 25.02.2002 (24) 15.02.2006 (46) 15.02.2006, Бюл. № 2, 2006 р. (72) Білобров Юрій Миколайович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович (73) ЗАКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "НОВО-КРАМАТОРСЬКИЙ МАШИНОБУДІВНИЙ ЗАВОД" (56) US 5647236 A, 15.07.1997 SU 1653870 А1, 07.06.1991 US 4444076 A, 24.04.1984 RU 2104105 C1, 10.02.1998 GB 567516, 16.02.1945 3 74792 4 кліттю перед другою моталкою в печі. ваного рішення з прототипом встановлено, що Готовий продукт на стані формується в рулон вони мають наступні загальні ознаки: на моталці для змотування гарячої штаби ( на кре- прокатну групу, що складається з однієї чи сленні не показана). більш прокатних клітей, Технологія прокатки на даному стані включає: - дві моталки в печах, розташовані перед і за - чорнову реверсивну прокатку сляба, отримапрокатною групою, ного як у машині безупинного лиття заготівок, так і - двоє відрізних ножиців, причому одні ножиці в обтискному стані, до одержання підкату проміжрозташовані за першою моталкою в печі перед ної товщини, що може бути змотаний на одну з прокатною групою, другі - за прокатною групою моталок у печі; перед другою моталкою в печі, - чистову реверсивну прокатку зі змотуванням - транспортні і робочі рольганги, штаби на моталках у печах; - моталку для змотування гарячої штаби; - змотування штаби після останнього чистовоа також відмінні ознаки: го пропуску на моталку для змотування гарячої - відрізні ножиці, розташовані за першою моштаби. талкою в печі, виконані комбінованими з можливісПрокатка штаби в описуваному стані має натю як стаціонарного, так летючого різу. ступні особливості: Таким чином, запропонований реверсивний - при реверсивних чистових пропусках задній прокатний стан має нові складові частини, нову захолоджений і нерівний кінець змотаної на мотаформу виконання цих частин. лку в печі штаби відрізається стаціонарними ноМіж відмінними ознаками і технічним резульжицями при зупинці штаби перед реверсом моталтатом, що досягається, існує причинноки. наслідковий зв'язок. Відрізка некондиційного кінця штаби дозволяє Завдяки тому, що відрізні ножиці, розташовані підвищити вихід придатного з рулону у порівнянні за першою моталкою в печі, виконані комбіноваз аналогом. При цьому наявність у лінії стану станими з можливістю як стаціонарного, так і летючоціонарних ножиців дозволяє задавати в стан крім го різу, стало можливим у стані здійснювати різ заготівок з рівними торцями, отриманих на машині заготівки як при її зупинці заготівки, так і виконувабезупинного лиття заготівок, також і заготівок з ти відрізання на ходу некондиційних кінців заготінекондиційними необрізаними кінцями, отриманих вок, отриманих з товстих слябів у чорнових клітях і зі слябів, прокатаних у чорнових клітях обтискних транспортувати їх без зупинки в прокатну групу, станів, що розширює технологічні можливості прощо попередить охолодження заготівки і приведе катного стану в порівнянні з аналогом. до підвищення якості готової штаби. Однак, перед прокаткою заготівок, що трансОдночасно завдяки виконанню комбінованих портуються від чорнових клітей, відрізку некондиножиців з можливістю стаціонарного різу, зберегційних кінців на стаціонарних ножицях можливо лася можливість стаціонарного відрізання кінців, проводити тільки при зупинці цих заготівок, на час, які необхідно видалити при реверсивній прокатці необхідний для виконання різа, що збільшує паузу штаби зі змотуванням на моталки в печах. між чорновою і чистовою прокаткою, приводить до Виключення з вищевказаної сукупності відміндодаткового охолодження заготівки, а це погіршує них ознак хоча б одної не забезпечує досягнення якість штаби. технічного результату. До основи винаходу поставлена задача підТехнічне рішення, що заявляється, не відомо з вищення якості штаби. рівня техніки, тому воно є новим. Ця задача вирішується за рахунок технічного Технічне рішення, що заявляється, має винарезультату, що складається в забезпеченні безухідницький рівень, тому що пропонована конструкпинної роботи прокатного стану при відрізанні на ція реверсивного стану для фахівця наявним чиходу некондиційних кінців заготівок, отриманих з ном не випливає з рівня техніки. товстих слябів у чорнових клітях. Рішення, що заявляється, промислове застоДля досягнення зазначеного технічного ресовано, тому що його технологічне і технічне викозультату у реверсивному стані, що містить прокатристання не представляє труднощів. З викорисну групу, яка складається з однієї чи більш прокаттанням даного технічного рішення виконаний них клітей, дві моталки в печах, розташовані перед ескізний проект реверсивного стану 1700 гарячої і за прокатною групою, двоє відрізних ножиців, прокатки для Єнакіївського металургійного заводу. причому одні відрізні ножиці розташовані за перТаким чином, рішенню, що заявляється, може шою моталкою в печі перед прокатною групою, бути надана правова охорона, тому що воно є нодругі - за прокатною групою перед другою моталвим, має винахідницький рівень і промислове закою в печі, транспортні і робочі рольганги, моталку стосовано, тобто відповідає всім критеріям винадля змотування гарячої штаби, відповідно до виходу. находу, відрізні ножиці, розташовані за першою Рішення, що заявляється, пояснюється кресмоталкою в печі, виконані комбінованими з можленнями, на яких зображене наступне: ливістю як стаціонарного різа, так і летючого різа. фіг.1 - розташування устаткування реверсивДо складу прокатної групи, введеної до форного прокатного стану з одно-клітьовою прокатною мули, може входити або одна, або декілька прокагрупою, вид збоку; тних клітей у залежності від кінцевої товщини штафіг.2 - розташування устаткування реверсивби і продуктивності стану, що не впливає на ного прокатного стану з двох-клітьовою прокатною досягнення технічного результату. групою, вид збоку; У результаті порівняльного аналізу пропонофіг.3 - місце І фіг.1, 2. 5 74792 6 Реверсивний стан складається з прокатної штаби відбувається при опусканні верхнього супогрупи, що містить одну (Фіг.1) чи дві (Фіг.2) прокатрта 15 від гідроциліндрів 17. Після відрізання штані кліті 1, 1a, двох моталок 2, 3, розташованих у би комбіновані ножиці 6 повертаються у вихідне печах 4, 5; двох відрізних ножиців, одні з яких положення, у якому нижній супорт 16 опущений, а комбіновані ножиці 6, розташовані за моталкою 2 верхній супорт 15 піднятий. Відрізаний кінець штаперед прокатною групою, а другі - стаціонарні ноби попадає в короб для збирання обрізу 8. При жиці 7, розташовані за прокатною групою перед змотуванні штаби на моталці З задній кінець штамоталкою 3. Біля ножиців 6, 7 розташовані короби би зупиняється біля стаціонарних ножиців 7. Відрі8 для збирання обрізу. Між комбінованими ножизання некондиційного кінця здійснюється опусканцями 6 і моталкою 2, а також між стаціонарними ням верхнього супорта ножиців7. Штаба ножицями 7 і моталкою 3 розташовані задавальні реверсується і подається в кліті для прокатки. Пісролики 9, 10. ля останнього проходу штаба транспортується до Реверсивний стан містить також транспортні і моталки для змотування гарячої штаби, де з її форобочі рольганги 11, моталку для змотування гармується рулон. рячої штаби (на Фіг.1, 2, 3 не показана). КомбіноРежим II. Заготівка отримана в чорновій кліті з вані ножиці 6 , що входять до складу реверсивного товстого сляба, має товщину ~ 40мм, нерівні кінці стану, можуть бути, наприклад, маятникового чи (у процесі прокатки в чорновій кліті вони не відрітипу хитного типу. Віддано перевагу в заявляємих заються). Заготівка подається в прокатну групу матеріалах комбінованим ножицям хитного типу, стану при відрізанні на ходу її переднього кінця як більш прийнятним по габаритних розмірах. комбінованими ножицями 6. Ножиці 6 працюють у Комбіновані ножиці 6 складаються зі станини 12, у режимі запуску на різ. При цьому приводний вал якій встановлена хитна рама 13, що спирається на 14 одержує обертання від привода в напрямку по приводний вал 14, розміщений у станині 12. У хитгодинній стрілці (див. Фіг.3), кривошипний вал 21 ній рамі 13 змонтовані з можливістю переміщення одержує обертання проти вартовий стрілки (див. верхній ножовий супорт 15 і нижній ножовий суФіг.3) через зубчасту передачу з кутовою швидкіспорт 16. Верхній ножовий супорт 15 зв'язаний зі тю в два рази меншою, чим кутова швидкість приштоками двох гідроциліндрів 17, корпуса яких водного вала 14. Ексцентрики 19 у фазі розгону встановлені на хитній рамі 13. Нижній ножовий повертаються з вертикального положення в горисупорт 16 зв'язаний через шатуни 18 з ексцентризонтальне, тобто повертаються на кут у 90°, підніками 19, встановленими на приводному валу 14. маючи через шатуни 18 нижній ножовий супорт 16, Нижня частина хитної рами 13 зв'язана з криу цей же час кривошипний вал 21 повертається з вошипно-шатунним механізмом, що складається із горизонтального вихідного положення нагору на шатунів 20 і кривошипного вала 21. Кривошипний 45°, передаючи через шатуни 20 і хитну раму 13 вал 21 зв'язаний зубчастою передачею (на Фіг.3 не горизонтальну швидкість, рівну швидкості штаби, показана) з передатним відношенням 1:2 із привоверхньому ножовому супорту 15 і нижньому ножодним валом 14, що у свою чергу зв'язаний із привому супорту 16. водом ножиців (на Фіг.3 не показаний). Перед різом штаби верхній ножовий супорт 15 Реверсивний стан працює наступним чином. опускається в нижнє положення гідроциліндрами У залежності від використовуваної для прокат17, що утримують його в цьому положенні зусилки штаби заготівки можливо два технологічних лям, яке перевищує зусилля різання. Різ штаби режими роботи. здійснюється рухом нагору нижнього ножового Режим І. Заготівка отримана з машини лиття супорта 16, при цьому ексцентрики 19 повертазаготівок, має товщину 50-100 мм., рівні торці пісються з горизонтального у вертикальне положення ля розрізання сляба на ділильних ножицях. У цьона 90° по годинній стрілці, а кривошипний вал 21 му випадку заготівка подається в прокатну групу повертається до вертикального положення кривостану без відрізки її кінців летючими комбінованишипів з напрямком нагору. Після різу ножові супоми ножицями 6. За декілька реверсивних проходів рти відводяться у вихідне положення. Штаба обчерез кліть 1 (Фіг.1) чи кліті 1, 1a (Фіг.2) здійснюжимається в прокатних клітях 1 (Фіг.1) чи 1а (Фіг.2) ється обтиснення сляба до проміжної товщини і змотується на моталку 3. Задній кінець штаби (звичайно 20-25 мм), що дозволяє змотувати штазупиняється біля стаціонарних ножиців 7 і перед бу на моталки 2 чи 3. Реверсивна прокатка штаби реверсом штаби відрізається. Штаба прокатується до кінцевої товщини здійснюється зі змотуванням реверсивними проходами через прокатні кліті 1, 2 штаби проміжної товщини на моталки 2, 3, розтаз відрізанням некондиційних кінців штаби на ножишовані в печах 4, 5. При змотуванні штаби на моцях 7, 8 перед її реверсом. талку 2 задній кінець штаби зупиняється біля комЗ вище викладеного видно, що при роботі на бінованих ножиців 6. Перед реверсом штаби реверсивному стані, який заявляється, можливо здійснюється відрізка її некондиційного кінця. Для використовуючи, поряд із заготівками, отриманими здійснення різу нижній супорт 16 піднімається ексв машині безупинного лиття заготівок, прокатувати центриками 19 у верхнє положення, а хитна рама заготівки, отримані в обтискному стані, виконуючи 13 встановлюється у вертикальне положення криріз на ходу, що виключає захолодження заготівок і вошипним валом 21. Фіксація цих вузлів у заданоодержання неякісної прокатаної штаби. му положенні здійснюється приводом ножиців. Різ 7 Комп’ютерна верстка M. Клюкін 74792 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюReversible mill for production of thin hot-rolled strip
Автори англійськоюBilobrov Yurii Mykolaiovych, Stech Volodymyr Stanislavovych, Yeletskykh Volodymyr Ivanovych
Назва патенту російськоюРеверсивный стан для производства тонкой горячекатаной полосы
Автори російськоюБилобров Юрий Николаевич, Стеч Владимир Станиславович, Елецких Владимир Иванович
МПК / Мітки
МПК: B21B 1/30, B21B 41/00
Мітки: виробництва, штаби, реверсивний, стан, гарячекатаної, тонкої
Код посилання
<a href="https://ua.patents.su/4-74792-reversivnijj-stan-dlya-virobnictva-tonko-garyachekatano-shtabi.html" target="_blank" rel="follow" title="База патентів України">Реверсивний стан для виробництва тонкої гарячекатаної штаби</a>
Прокатний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 73985
Опубліковано: 17.10.2005
Автори: Єлецьких Володимир Іванович, Білобров Юрій Миколайович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович
Мітки: тонкої, штаби, стан, прокатній, виробництва, гарячекатаної
Формула / Реферат:
Прокатний стан для виробництва тонкої гарячекатаної штаби, що містить підігрівальну піч, транспортні і робочі рольганги, чорнову реверсивну кліть, згортальний пристрій, летючі відрізні ножиці, чистову безперервну прокатну групу, що складається з декількох клітей, групу моталок для змотування штаби в рулон, який відрізняється тим, що він обладнаний додатковою реверсивною чорновою кліттю, встановленою між згаданою чорновою реверсивною кліттю і...
Стан для виробництва тонкої гарячекатаної смуги
Номер патенту: 6168
Опубліковано: 15.04.2005
Автори: Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович
МПК: B21B 1/30
Мітки: виробництва, смуги, тонкої, гарячекатаної, стан
Формула / Реферат:
1. Стан для виробництва тонкої гарячекатаної смуги, що включає чорнову реверсивну кліть, чистову прокатну групу, моталки в печах, одна з яких установлена перед чистовою прокатною групою, а інша - за нею, який відрізняється тим, що обладнаний системою охолодження смуги, встановленою в проміжку між чорновою реверсивною кліттю і моталкою в печі перед чистовою прокатною групою.2. Стан за п. 1, який відрізняється тим, що чистова прокатна...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович
МПК: B21B 1/30
Мітки: прокатки, гарячої, здійснення, стан, штаби, тонкої, спосіб
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби
Номер патенту: 53264
Опубліковано: 15.01.2003
Автори: Барабаш Андрій Володимирович, Каушанський Ігор Борисович, Єлецьких Володимир Іванович, Стеч Володимир Станіславович
МПК: B21C 47/34
Мітки: високошвидкісного, ділянка, тонкої, гарячекатаної, нескінченної, штаби, змотування
Формула / Реферат:
1. Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби, що містить летючі ножиці, кілька моталок, розташованих під підлогою послідовно одна за одною, встановлені перед моталками задавальні ролики, кожні з яких, крім останніх, обладнані роздільним роликом, закріпленим у хитному важелі верхньої проводки, зчленованим з гідроциліндром хитання, і транспортні засоби між моталками, яка відрізняється тим, що вона обладнана...
Ділянка змотування гарячекатаної штаби
Номер патенту: 53400
Опубліковано: 15.01.2003
Автори: Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Колесников Юрій Миколайович, Білобров Юрій Миколайович, Єлецьких Володимир Іванович, Погребняк Микола Прокопович
МПК: B21C 47/34
Мітки: ділянка, штаби, гарячекатаної, змотування
Формула / Реферат:
Ділянка змотування гарячекатаної штаби, що містить встановлені в технологічній послідовності летючі барабанні ножиці, кожен барабан яких обладнаний одним ножем, карусельну моталку, кілька підпільних моталок, розташованих послідовно один за одним і транспортні рольганги, при цьому карусельна моталка включає поворотний стіл із установленими на ній привідними барабанами, розвантажувальний візок з піднімальним роликовим столом і роликовий...