Спосіб виготовленння мідних та алюмінієвих обмотувальних проводів прямокутного перерізу
Номер патенту: 12345
Опубліковано: 28.02.1997
Автори: Долінін Ігор Миколайович, Камишан Володимир Васильович, Недождій Ірина Іванівна, Мухін Анатолій Михайлович, Нестрижений Віктор Іванович, Д'яков Анатолій Павлович, Рубцов Петро Григорович

Формула / Реферат
1. Способ изготовления медных и алюминиевых обмоточных проводов прямоугольного сечения, включающий волочение прямоугольной прополоки, отжиг и наложение на нее бумажной изоляции, отличающийся тем, что предварительно на валках плющат круглый пруток до соотношения ширинь|плгощеішой заготовки и диаметра прутка в пределах, 1,05-1,55, волочение ведут с вытяжкой в каждом переходе 1,25-1,45 м соотношением линейных обжатии по ширине и толщине сечения протягиваемого профиля в пределах 20-80%.
2. Способ по п.1, отличающийся тем, что пруток плющат на приводных валках при соотношении ширины плющенной заготовки и диаметра прутка, превышающем 1,25.
3. Способ по п.1, отличающийся тем, что пруток плющат на неприводных валках, установленных перед первым волочильным переходом, при соотношении ширины плющенной заготовки и диаметра прутка менее 1,25.
4. Способ наложения бумажной изоляции па медную и алюминиевые проволоки прямоугольного сечения, включающий предварительное увлажнение краев бумажной ленты, отличающийся тем, что ленту увлажняют на 15-32% ее ширины непосредственно перед наложением на проволоку.
5. Способ по п.4, отличающийся тем, что при увлажнении ленты на 25-32% ее ширины обмотку осуществляют лентой с увеличенной до 20% шириной.
Текст
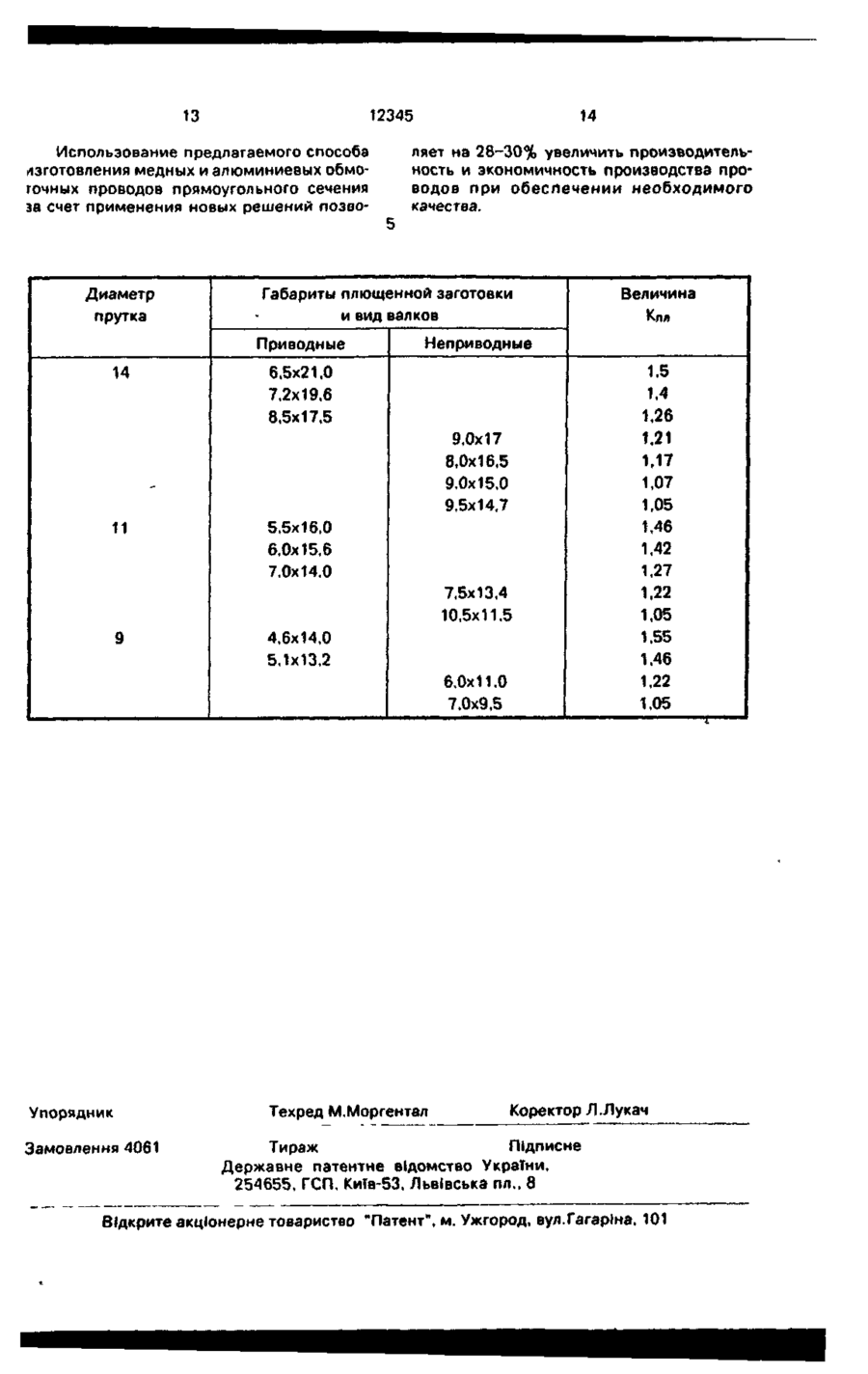
1. Способ изготовления медных и алюминиевых обмоточных проводов прямоугольного сечения, включающий волочение прямоугольной проволоки, отжиг и наложение на нее бумажной изоляции, о т л и ч а ю щ и й с я тем, что предварительно на валках плющат круглый пруток до соотношения ширины плющенной заготовки и диаметра прутка в пределах, 1,05-1,55, волочение ведут с вытяжкой в каждом переходе 1,25-1,45 м соотношением линейных обжатий по ширине и толщине сечения протягиваемого профиля в пределах 20-80%. 2.Способпоп.1,отличающийся тем, что пруток плющат на приводных валках при соотношении ширины плющенной заготовки и диаметра прутка, превышающем 1,25. 3. Способ по п. 1, о т л и ч а ю щ и й с я тем, что пруток плющат на неприводных валках, установленных перед первым волочильным переходом, при соотношении ширины ппющенноа заготовки и диаметра прутка менее 1,25. 4. Способ наложения бумажной изоляции на медную и алюминиевые проволоки прямоугольного сечения, включающий предварительное увлажнение краев бумажной ленты, о т л и ч а ю щ и й с я тем, что ленту увлажняют на 15-32% ее ширины непосредственно перед наложением на проволоку. 5. Способ по п.4, о т л и ч а ю щ и й с я тем, что при увлажнении ленты на 25-32 % ее ширины обмотку осуществляют лентой с увеличенной до 20% шириной. Изобретение относится к области электротехники, а именно к производству кабелей и проводов, и может найти применение при изготовлении медных и алюминиевых проводов прямоугольного сечения с бумажной изоляцией. Производство данных проводов включает ряд операций, группирующихся вокруг основных процессов: волочение прямоугольной проволоки и наложение на нее бумажной изоляции. с > ю со d о 12345 Одним из основных факторов, определяющих производительность волочения проволоки, является выбор заготовки. Так, известно волочение некруглых профилей, при котором в качестве заготовки, в основном, служат прессованные, катанные изделия круглого или плоского сечения [1]. По причине условий их производства данные заготовки имеют на поверхности окисную пленку, недостаточную длину, профиль и габариты, часто не соответствующие параметрам прямоугольной проволоки. Все это значительно усложняет организацию волочильного производства. Прямоугольное сечение провода определяет также ряд сложностей при наложении на него изоляции [2], Так, возникает разница в плотности слоев изоляции на большей и меньшей сторонах сечения, на ребрах, что особенно проявляется с увеличением неравнобокости сечения провода. Известен способ изготовления медных и алюминиевых проводов прямоугольного сечения, включающий волочение прямоугольной проволоки, отжиг и наложение на нее изоляции - прототип предлагаемого изобретения [3]. Данный способ предусматривает использование в качестве заготовки для волочения проволоки небольшого сечения круглый пруток диаметром до 10 мм, полученный методом совмещенного литья проката, а для волочения прямоугольной проволоки больших сечений - прессованные некруглые заготовки и подкат фасонного профиля. Условной различительной чертой между проволоками большого и небольшого сечений служит ширина этого сечения, равная 12 мм. Использование прессованных и прокатанных заготовок имеет, как выше отмечалось, целый ряд недостатков. 5 10 15 20 25 30 35 40 1. Сравнительно малая длина бухты такой заготовки сказывается на производи- 45 тельности волочения, отжига, обмотки, сварка же концов отдельных бухт нежелательна. При этом под малой длиной бухты понимаются следующие ее размеры: например, 50 при ширине заготовки 10 мм бухта имеет длину порядка 200 м. 2 Эти заготовки требуют травления перед волочением, что удорожает себестоимость продукции, усложняет организацию 55 производства и ухудшает условия труда, экологическую обстановку. 3. Оба конца фасонного подката (каждый по 1 м) не могут быть использованы для волочения проволоки из-за их низкого каче ства и идут в отходы, что создает перерасход материалов. 4, Значительное несоответствие между сортаментом заготовок, выпускаемых металлургической промышленностью, и большим разнообразием размеров проволоки (толщина 1-5,6 мм, ширина 3,55-20 мм при соотношении сторон от 1,2 до 14) весьма усложняет организацию волочильного производства, снижает его производительность, экономичность. Непосредственное же использование для волочения проволоки круглого прутка обусловливает появление других недостатков известного способа. Дело в том, что на условиях процесса волочения прямоугольных профилей (как всех фасонных профилей), влияет степень различия формы поперечного сечения заготовки и формы конечного сечения профиля (т.е. круга и прямоугольника). Это создает значительные остаточные напряжения в материале профиля, что может привести к появлению трещин и искажению формы профиля по длине. Кроме того, усложняется конструкция волоки, увеличивается количество переходов. Теперь рассмотрим прототип с точки зрения качественного наложения на провод бумажной изоляции. Известный способ предусматривает использование для наложения изоляции на прямоугольные провода обмоточных машин, обеспечивающих скорости лентообмотчиков порядка 500 об/мин и движение провода до 0,30 м/сек. При такой довольно высокой скорости относительного движения ленты и провода даже небольшой перекос полотна ленты относительно оси кабеля вызовет предельные напряжения то на одном, то на другом краях ленты, что усугубляется также относительно низкой пластичностью ленты обычной кондиции. В этих условиях неизбежно последует разрыв ленты, В основу данного изобретения положена задача усовершенствования способа изготовления медных и алюминиевых обмоточных проводов прямоугольного сечения путем подготовки заготовок для волочения оптимальной формы и габаритов, создания оптимальных условий для деформации протягиваемого профиля при волочении и повышения влажности части ширины бумажной ленты, что в конечном итоге приводит к совместному сверхрезультату отдельных технических результатов повышению производительности и экономичности процесса изготовления данных проводов прямоугольного сечения. Снижение числа переходов при волочении согласно изобретения положительно 12345 влияет на экономичность производства. ОдПри этом пруток плющат на приводных нако это является не единичным следствием валках при соотношении ширины плющенприменения только предварительного плюной заготовки и диаметра прутка, превышащения прутка. Экономия, кроме этого возющем 1,25, и на неприводных валках, никает за счет исключения необходимости в 5 установленных перед первым волочильным травлении исходных заготовок, потери врепереходом, при величине этого соотношемени из-за недостаточной длины бухты зания менее 1,25. готовки, отходов на концах материала и Одновременно данная задача решается других факторов. за счет того, что в способе наложения буПри этом признаки изобретения, свя- 10 мажной изоляции на медную и алюминиезанные с обеспечением оптимальных условую проволоки прямоугольного сечения, вий для деформации металла при волочении согласно изобретения ленту увлажняют на и увлажнении бумажной изоляционной лен15-32% ее ширины непосредственно перед ты, объединены единым изобретательским наложением на проволоку. При этом при замыслом. Дело в том, что они совместно 15 увлажнении ленты иа 25-32% ее ширины обеспечивают создание условий для равнообмотку осуществляют лентой с увеличенмерного наложения изоляции и исключения ной до 20% шириной. обрыва бумажной ленты. Использование круглого прутка в качеВ прототипе также ставится задача стве исходной заготовки для всех типоразобеспечения этих условий. Так, в нем сдела- 20 меров прямоугольной проволоки позволяет на попытка обеспечения надлежащего сечеполучить материал достаточной технологиния провода, в частности радиусов ческой длины (с длиной бухты примерно в закруглений, однако эффективное решение 20-25 раз, превосходящей бухту по протопроблемы отсутствует. С целью исключения типу), с чистой поверхностью, без концевых обрыва ленты прототип имеет устройство 25 отходов, охватывающий по площади сечедля регулирования натяжения ленты, однания все типоразмеры проволоки. Предпоко оно недостаточно эффективно, что сдерсылкой к этому служит выполнение из живает скорость обмотчиков. прутка на валках плющенной заготовки, В предлагаемом изобретении данная профиль которой и габариты технологичезадача решается следующим образом. При- 30 ски соответствуют сечению проволоки, что веденные в описании оптимальные условия отражают заданные соотношения ширины деформации при волочении дают возможплющенной заготовки и диаметра прутка. ность получать заданный профиль провода, Плющение заготовки за один переход без дефектов поверхности, с надлежаще выснимает с прутка припуск, который при вополненными радиусами закруглений, необ- 35 лочении потребовал бы нескольких перехоходимой плоскостностью и прямодов. При этом максимальное приближение линейностью, что обеспечивает равномерсечения плющенной заготовки к сечению ность наложения изоляции (без моршин, прямоугольной проволоки снижает неравсползания витков), а также исключает обрыв номерность деформации при волочении, осленты. Этой же цели служит и увлажнение 40 таточные напряжения в волоченном бумажной ленты, как это приведено в опипрофиле, которые могут привести к появлесании. нию трещин и искажению формы профиля. Это уменьшает износ волок, упрощает их Следует также отметить, что увлажнеконструкцию, улучшает качество продукции ние бумажной ленты перед намоткой в 45 и в сумме с эффектом от использования принципе известно. круглого прутка повышает производительность и экономичность производства. Поставленная задача решается тем, что в способе изготовления медных и алюминиПри этом под плющением металла поевых обмоточных проводов прямоугольного нимается деформирующее воздействие на сечения, включающем волочение прямо- 50 него по одной из координат и свободное угольной проволоки, отжиг и наложение на течение по другой координате. Оно отличапроволоку бумажной изоляции, согласно ется от предварительного обжатия круглого изобретения круглый пруток предварительпрутка согласно прототипа: в роликовых воно плющат на валках до соотношения ширилоках перед волочением проволоки в мононы плющенной заготовки и диаметра прутка 55 литных волоках. При этом роликовые в пределах 1,05-1,55, волочение ведут с выволоки либо деформируют металл одной патяжкой в каждом переходе 1.25-1.45 и соотрой роликов (по ОДНОЙ ИЗ координат), другой ношением линейных обжатий по ширине и парой роликов одновременно не давая ему толщине сечения протягиваемого профиля в текти по другой координате, либо обжимапределах 20-80%. ют металл 4-мя роликами со всех сторон, 12345 также исключая его свободное течение. Причем в обоих случаях стремятся обеспечить точный размер и геометрию профиля. Такая обработка, без сомнения, представляет собой переходы формовки изделия и является начальным этапом волочения, т.е. не может быть признана плющением круглого прутка, а также изготовлением из него заготовки. Для рассматриваемого способа прототип содержит последовательность волочильных переходов, разбитых каждый на 2 подперехода: с деформацией по одной из координат сечения на каждом переходе. Таким образом, прототип не содержит признака "плющение круглого прутка". Кроме того, роликовые волоки по причине их конструкции (неприводные ролики диаметром порядка 75 мм) не могут за один переход осуществить достаточное обжатие материала. Так, пруток d = 10 они обжимают до сечения 5,6 х 11,5 за 2 перехода, перемещая при этом односторонний сегмент металла площадью примерно 11 мм . Для такой же операции при выполнении из прутка 14 мм сечения 6,5 х 21 уже потребуется перемещение сегмента площадью, примерно в 3 раза превосходящей первый. С такой технологической задачей роликовые волоки справиться не могут, т.к. в этом случае в них металл не только обжимается в поперечном направлении, но и течет продольно - в результате не достигается необходимое сечение материала. Поэтому их используют на первых переходах волочения проволоки небольшого сечения - шириной сечения до 12 мм, при изготовлении проволоки большего сечения используют прессованную или катанную заготовки. Используемые согласно изобретения валки имеют даже в неприводном варианте d = 160-200 мм, а в приводном - 360-400 мм. Это уже не говоря о повышенных технологических возможностях приводных валков Волочение в несколько переходов обеспечивает достаточную прочность протягиваемого изделия. При этом приведенные параметры процесса волочения являются взаимовлияющими факторами и оказывают такое воздействие на волочение прямоугольной проволоки вытяжки за переход 1.25-1.45 обеспечивают 5 10 15 20 25 30 35 40 45 50 - оптимальную длину зоны деформации 55 при волочении, с минимальными значениями среднего контактного давления металла на стенки волочильного канала, что способствует удержанию технологической смазки в канале 8 - такую зону оптимальных углов волочения, при которых смазка активно захватывается в зону деформации, - линейное обжатие по ширине сечения протягиваемой проволоки в пределах 2080% от такового по его толщине обеспечивает минимальное приведенное напряжение волочения, что также определяется зоной оптимальных углов волочения по этой стороне профиля. Оптимальные условия для деформации металла при волочении помимо сокращения числа переходов, износа волок обеспечивают экономию энергозатрат за счет снижения усилия волочения, улучшение качества продукции и другие факторы. Приводим число переходов согласно способа - прототипа и заявляемого способа для предварительного обжатия (1-ый этап) и волочения в монолитных волоках (2-ой этап): 1-ый этап: соответственно 2 и 1; 2-ой этап: соответственно 6-7 и 4-5. Увлажнение краев бумажной ленты перед обмоткой ею провода повышает пластичность ленты. Такая лента имеет повышенную по сравнению с прототипом, поверхность прилегания к стороне сечения уже в первый момент их контакта при наложении витка изоляции, что особенно важно при облегании ею ребер провода и в условиях значительной неравнобокости сторон сечения провода. Это обеспечивает ленте повышенную стойкость против разрыва при достижении необходимой скорости и качества наложения изоляции Увлажнение краев бумажной ленты производят следующим образом. Бобины с лентой устанавливают в гнезда, стенки и дно которых выполнены из гидроскопического материала, например, поролона. Нижняя часть гнезд погружена в воду. В результате контакта ленты с поролоном ее край быстро набирает влагу: в зависимости от марки бумаги требуется 50-100 сек для увлажнения одного края бумаги на ширину 7,5-10% (половина всей ширины, подлежащей увлажнению). Для увлажнения края ленты на ширину 12,5-16%, время выдержки в гнезде, соответственно, увеличивается в 1.6 раза Объем загрузки бобин в гнезда примерно соответствует их количеству, одновременно вводимому в работу. При этом такая обработка бумаги производится непосредственно перед ее намоткой на провод. Следует также сказать, что в обмоточных машинах, применяемых согласно данного способа, операционный объем закрыт кожухом В следствие этого, а также по при 12345 10 необходимости в травлении исходных загочине естественного выделения масляных товок (также улучшается санитарно-эколопаров от работающих узлов машины, в опегическая обстановка), потери времени из-за рационном объеме обеспечивается необхонедостаточной длины бухты заготовки, отдимая относительная влажность среды, порядка 70% Данные обстоятельства спо- 5 ходов на концах материала. В таблице приведена зависимость высобствуют сохранению необходимой влажбора вида валков от величины коэффициенности ленты до ее намотки на провод. та Кпл. Для обеспечения пластичности бумажВолочение плющенных заготовок веной ленты достаточно увлажнить 15-20% ее ширины. При этом сохраняется необходи- 10 дется в несколько переходов, на волочильных машинах грубого волочения СМВ1-9М, мая прочность ленты на разрыв. СМВ1-5М, представляющих собой машины При увлажнении краев ленты на 25-32 % со скольжением. Материал волок - твердый намотку осуществляют лентой с увеличенсплав ВК8, волоки с прямоугольной формой ной на 20% шириной. Это дополнительно повышает производительность наложения 15 волочильного отверстия. Волочильные эмульсии: для меди - водомасляная эмульизоляции. сия на основе синтетического жира, для Данные заготовки получают на валах алюминия - минеральное масло. Режимы методом плющения до получения профиля волочения: вытяжка на каждом переходе близкого к прямоугольному, ширина которого имеет припуск 1.5-2 мм по отношению к 20 1,25-1,45 и линейное обжатие по ширине сечения протягиваемого профиля в предеширине сечения проволоки. Для выхода из лах 20-80% от линейного обжатия по толтакой заготовки готового изделия ее плющине. щат до получения соотношения ширины При указанных режимах обеспечиваетплющенной заготовки и диаметра прутка Кпл в пределах 1,05-1,55. Поскольку коэффи- 25 ся максимальный захват технологической смазки в волочильный канал и надежное ее циент Кпл отражает также припуски, снимаудержание там. В результате уменьшается емые с прутка при его плющении, то его сила трения при волочении, снижается извеличина определяет также выбор вида нос волок, количество переходов и увеличиплющильных валков: приводные либо неприводные. Они различаются технологиче- 30 вается производительность процесса, его экономичность. скими возможностями в части снятия величины припуска. Указанные параметры процесса устаПримерным критерием для такого выбоновлены экспериментальным путем. Ниже ра служит величина КПл - 1,25. Таким обраприведены результаты экспериментов. зом, если в плющенной заготовке Кпл > 1,25 35 1. Волочение медных и алюминиевых - ее обрабатывают на приводных валках. образцов при разных значениях вытяжки Это оборудование обычного типа, с гладки(1,12-1,61) и отношения линейного обжатия ми валками d = 360-400 мм. по ширине к линейному обжатию по толщине Ab/Ah = 53,4-2,53. При этом коэффициПриводные валки являются основой линии плющения, включающей также отдаю- 40 ент трения определяется расчетным путем через оптимальные углы волочения и покащее устройство, прямильное устройство, затели деформации. Из этих экспериментов направляющие ролики, приемный барабан. следует, что минимальному коэффициенту При величине Кпл < 1,25 пруто-к плющат трения соответствует диапазон вытяжек на неприводных валках, установленных в одной технологической линии с волочиль- 45 1,25-1.45 и ДЬ/Ah в пределах 22.8-33,4%. 2. Волочение медных и алюминиевых ным оборудованием, перед первым перехообразцов при постоянной вытяжке (1,25 и дом волочения. Неприводные валки также представляют содой оборудование обычно- 1,45) и изменяющимся отношении Д b/Ah в широких пределах - до 100%. Эксперименго типа с диаметром валков 160-200 мм На валках за один переход снимается 50 ты показали, что наименьшему приведенному напряжению волочения соответствует припуск, который потребовал бы несколько Ab/Ah в диапазоне 20-80%. При этом за переходов волочения. Не менее важно то, пределами этого соотношения поверхности что волочение обеспечивается заготовкой профиля либо не проработаны ( A b / A h 86%). волоки (нет резких переходов от профиля заготовки к профилю проволоченной провоЭксперименты также показали, что при локи), сократить число переходов при воловыше установленных режимах волочения чении, уменьшить износ волокон, а также снижается количество необходимых переповысить экономичность производства: нет 11 12345 ходов. Таким образом, производительность при волочении возрастает до 1,8 раза, соответственно снижается износ инструмента и расход электроэнергии. После волочения проволока поступает на отжиг. Медная проволока проходит рекристаллизационный отжиг в конвейерной муфельной печи ОКБ3003 с гидравлическим затвором при температуре 650-700°С. Время отжига 20-60 мин. Атмосферой отжига служит водяной пар. Алюминий отжигают в подобных печах, но без защитной атмосферы. Температура отжига 500-580°С, время 40-60 мин. Наложение изоляции - основная из операций, завершающих производство проводов. Она излагается на примере обмотки медных проводов марок ПБ, ПБУ, ПБП и алюминиевых проводов марок АПБ, АПБУ. Процесс ведется на одноходовых горизонтальных обмоточных машинах 0-8М и марок ОГ-8...48. обмотчики которых несут от 2 до 8 лент каждый. Линейная скорость машин и скорость вращения лентообмотчиков, зависит от пластичности бумаги, применяемой для обмотки. В основном применяется кабельная бумага марок К-120, КМП-120, которую нарезают на ленты различной ширины в зависимости от конструкции провода. Готовят ленты на бумагорезательных машинах типа Д\/-750, Венгрия и С4-04. В зависимости от необходимой толщины изоляции и марки провода на машины устанавливают от 1 до 48 роликов с бумажной лентой. Для определения влияния влажности краев ленты на ее пластичность при обмотке и связанных с этим производительности процесса и качестве обмотки был проведен ряд исследовательских экспериментов. Установлено, что в процессе обмотки за счет вибрации оборудования и других факторов происходит изгиб провода на участках между опорами и дезориентация (перекос) ленты на пути от роликов к проводу. В результате этих явлений лента ложится на сюрону сечения не всей своей поверхностью, а вначале одним из своих краев. Естественно, что материал этого края испы- тывает значительно большую нагрузку, чем противоположного. Происходит как бы удар края ленты о сторону сечения провода. Еще большая нагрузка припадает на такой край в месте ребер сечения. Это уже не говоря о том, что неравнобокость сечения проволоки и без того усложняет условия проведения обмотки и равномерность наложения изоляции. При достаточно высокой скорости вращения лентообмотчиков. порядка 400-500 5 10 15 20 25 30 35 40 45 50 55 12 об/мин, такой перегруженный край не выдерживает нагрузки и иа нем возникает поперечный надрыв, который под действием усилия натяжения ленты вызовет разрыв ленты. Для устранения этого явления края ленты увлажняли с 2-х сторон в ролике иа различную часть ее ширины: 3; 6; 9%...40% ее ширины. Одновременно повышали для каждой увлажненной ширины ленты скорость вращения обмотчика, от 400 об/мин до 800 об/мин при необходимом натяжении ленты, Установлено, что оптимальным является увлажнение краев ленты на ширину 1520%, такая лента выдерживает скорость обмотки 700 об/мин и даже 750 об/мин без снижения качества изоляции. Например, лента из бумаги К-120 с обычно принятой шириной 22-26 мм на машине ОҐ-20 при обмотке провода АПБ выдерживает не менее 700 об/мин без дефектов слоя и разрывов. Механизм этого явления заключается в следующем. Увлажненные края ленты приобретают значительно большую пластичность, чем соответствующие части сухой ленты. И вместо касания стороны сечения проволоки по линии увлажненный край образует с ней достаточную контактную площадку, за счет приобретенных пластичных зон. Подобные эксперименты проводились также при одновременном увеличении ширины ленты. При увлажнении краев на 2532 % такая лента может нормально работать и при увеличении ширины ее до 20%. Соответственно увеличивается и производительность процесса обмотки. В этом явлении виден также и запас прочности, имеющийся у ленты при обмотке. Так, согласно техническим требованиям лента из кабельной бумаги К-120 при ширине полотна 15 ±_1 мм имеет прочность на разрыв по длине 13 КГС, в то время, как усилие натяжения ленты при обмотке составляет только 50-60% этой величины. За счет приведенных решений производительность процесса наложения изоляции в целом возрастает до 30% при обеспечении необходимого качества. Увлажнение краев ленты выполняется путем контакта торцев ролика с бумагой с влагосодержэщей поверхностью. В зависимости от объема выпуска проводов это может выполняться механизированным путем либо оператором с помощью средств дозирования степени увлажнения ленты. Сушка ленты происходит в межоперационный период, естественным путем и усадки изоляции не дает 12345 13 Использование предлагаемого способа изготовления медных и алюминиевых обмогочных проводов прямоугольного сечения за счет применения новых решений позво Диаметр прутка ляет на 28-30% увеличить производительность и экономичность производства проводов при обеспечении необходимого качества. Габариты плющенной заготовки и вид валков Приводные 14 14 6,5x21,0 7,2x19,6 8,5x17,5 5.5x16,0 6.0x15.6 7,0x14.0 7,5x13,4 10,5x11.5 9 4,6x14.0 5.1x13.2 6,0x11.0 7.0x9,5 Упорядник Замовлення 4061 Клл Неприводные 9.0x17 8,0x16,5 9.0x15.0 9.5x14,7 11 Величина Техред М.Моргентал 1.5 1.4 1,26 1,21 1.17 1,07 1.05 1,46 1,42 1,27 1,22 1,05 1,55 1.46 1,22 1,05 Коректор ЛЛукач Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for copper and aluminium winding wires of square section
Автори англійськоюMukhin Anatolii Mykhailovych, Diakov Anatolii Pavlovych, Nestryzhenyi Viktor Ivanovych, Dolinin Ihor Mykolaiovych, Rubtsov Petro Hryhorovych, Kamyshan Volodymyr Vasyliovych, Nedozhdii Iryna Ivanivna
Назва патенту російськоюСпособ изготовления медных и алюминиевых обмоточных проводов прямоугольного сечения
Автори російськоюМухин Анатолий Михайлович, Дьяков Анатолий Павлович, Нестриженый Виктор Иванович, Долинин Игорь Николаевич, Рубцов Петр Григорьевич, Камишан Владимир Васильевич, Недождий Ирина Ивановна
МПК / Мітки
МПК: H01B 13/06
Мітки: виготовленння, мідних, проводів, алюмінієвих, обмотувальних, перерізу, прямокутного, спосіб
Код посилання
<a href="https://ua.patents.su/8-12345-sposib-vigotovlennnya-midnikh-ta-alyuminiehvikh-obmotuvalnikh-provodiv-pryamokutnogo-pererizu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовленння мідних та алюмінієвих обмотувальних проводів прямокутного перерізу</a>
Спосіб безперервного розливу заготівок прямокутного поперечного перерізу
Номер патенту: 4927
Опубліковано: 28.12.1994
Автори: Плискановський Олександр Станіславович, Богаченко Олексій Георгієвич, Ленський Валерій Георгійович, Ємельянов Володимир Володимирович, Ісаєв Олег Борисович, Ревтов Микола Іванович, Носоченко Олег Васильович, Юшко Ігор Олегович, Ніколаїв Геннадій Андрійович
МПК: B22D 11/00
Мітки: заготівок, спосіб, поперечного, прямокутного, перерізу, безперервного, розливу
Формула / Реферат:
Способ непрерывного литья заготовок прямоугольного поперечного сечения, включающий подачу металла в кристаллизатор, вытягивание из него заготовки и подачу в него холодильников в виде ленты со скоростью, определяемой в зависимости от скорости разливки, отличающийся тем, что, с целью повышения качества металла, в качестве холодильника используют стальную ленту с Тл £ Тс - 5, а скорость ее ввода в кристаллизатор определяют по...
Пристрій для виготовлення багатовиткових спіральових кілець з дроту прямокутного перерізу
Номер патенту: 4982
Опубліковано: 28.12.1994
Автори: Махтюк Леонід Лейбович, Гураль Іван Григорович
МПК: B21F 37/00
Мітки: перерізу, виготовлення, багатовиткових, дроту, спіральових, прямокутного, пристрій, кілець
Формула / Реферат:
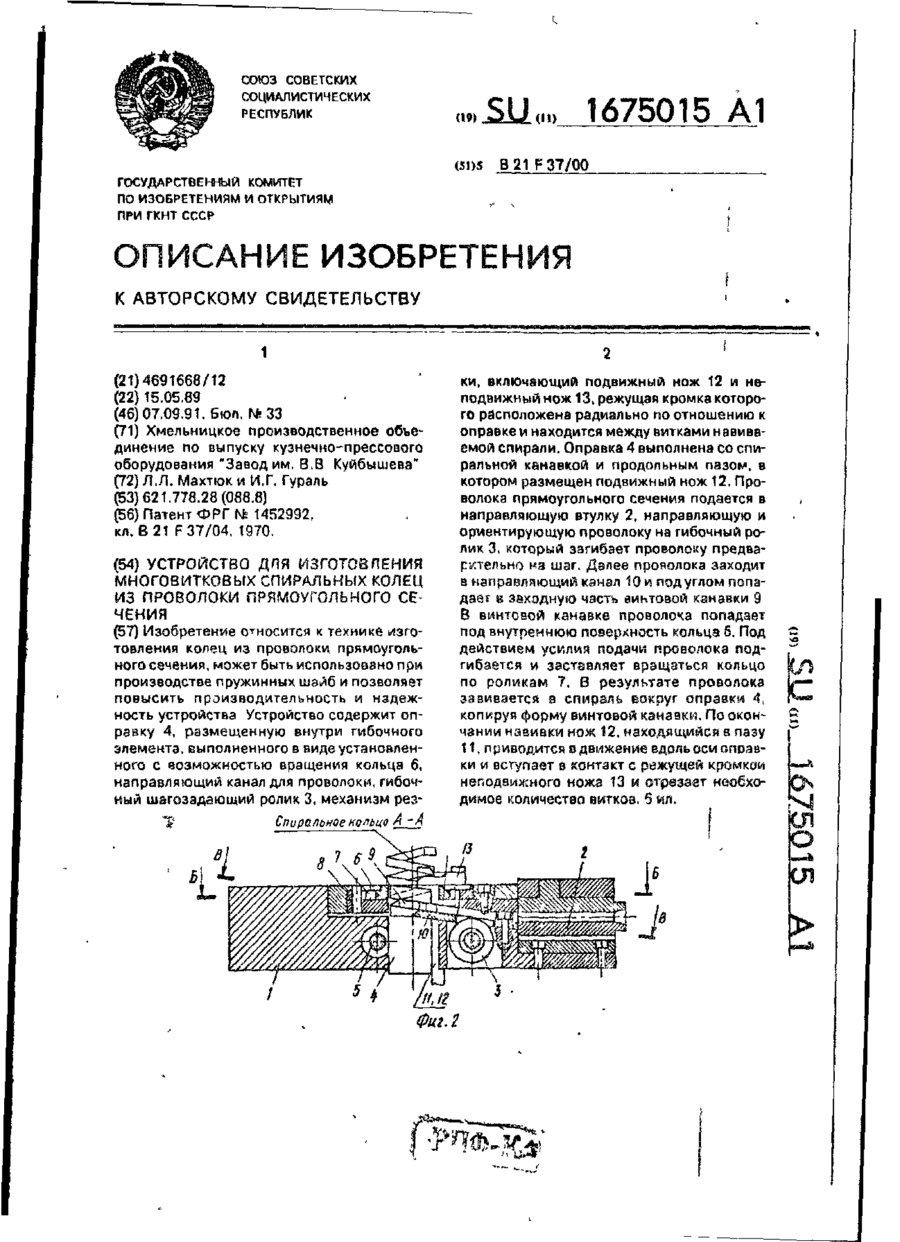
Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения, содержащее установленные в корпусе две плиты, образующие направляющий канал для проволоки, гибочный шагозадающий ролик, навивочную оправку, гибочный элемент и механизм резки, включающий подвижный и неподвижный ножи, отличающееся тем, что, с целью увеличения производительности и повышения надежности, гибочный элемент выполнен в виде кольца,...
Спосіб виготовлення гнутих профілів розставленого перерізу
Номер патенту: 1706
Опубліковано: 25.10.1994
Автор: Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: розставленого, профілів, виготовлення, перерізу, спосіб, гнутих
Формула / Реферат:
1. Способ изготовления гнутых профилей расставленного сечения, включающий разделение исходной заготовки на полосы по продольной зигзагообразной линии разрезкой, выведение из зацепления разделенных участков, относительное их смещение, последующее возвращение разделенных участков полос в одну плоскость и их сварку с последующим профилированием, отличающийся тем, что исходную заготовку разделяют на полосы по продольной зигзагообразной линии,...
Пристрій для знімання ізоляції з проводів
Номер патенту: 9310
Опубліковано: 30.09.1996
Автори: Монастиренко Олександр Сергійович, Шевченко Микола Максимович
МПК: H02G 1/12
Мітки: пристрій, ізоляції, проводів, знімання
Формула / Реферат:
Устройство для снятия изоляции с проводов, содержащее два зачистных круга с приводом их вращения, расположенные на параллельных валах с зазором между их рабочими поверхностями, отличающееся тем, что, с целью повышения производительности и качества обрабатываемых проводов, круги выполнены из материала, обладающего адгезией к материалу изоляции провода, например из винипласта при изоляции провода из поливинилхлорида.
Ручний пневмопрес для обпресовування наконечників монтажних проводів
Номер патенту: 9305
Опубліковано: 30.09.1996
Автори: Порубльов Василь Іванович, Яблочніков Василь Вікторович
МПК: H01R 43/04
Мітки: проводів, наконечників, пневмопрес, обпресовування, монтажних, ручний
Формула / Реферат:
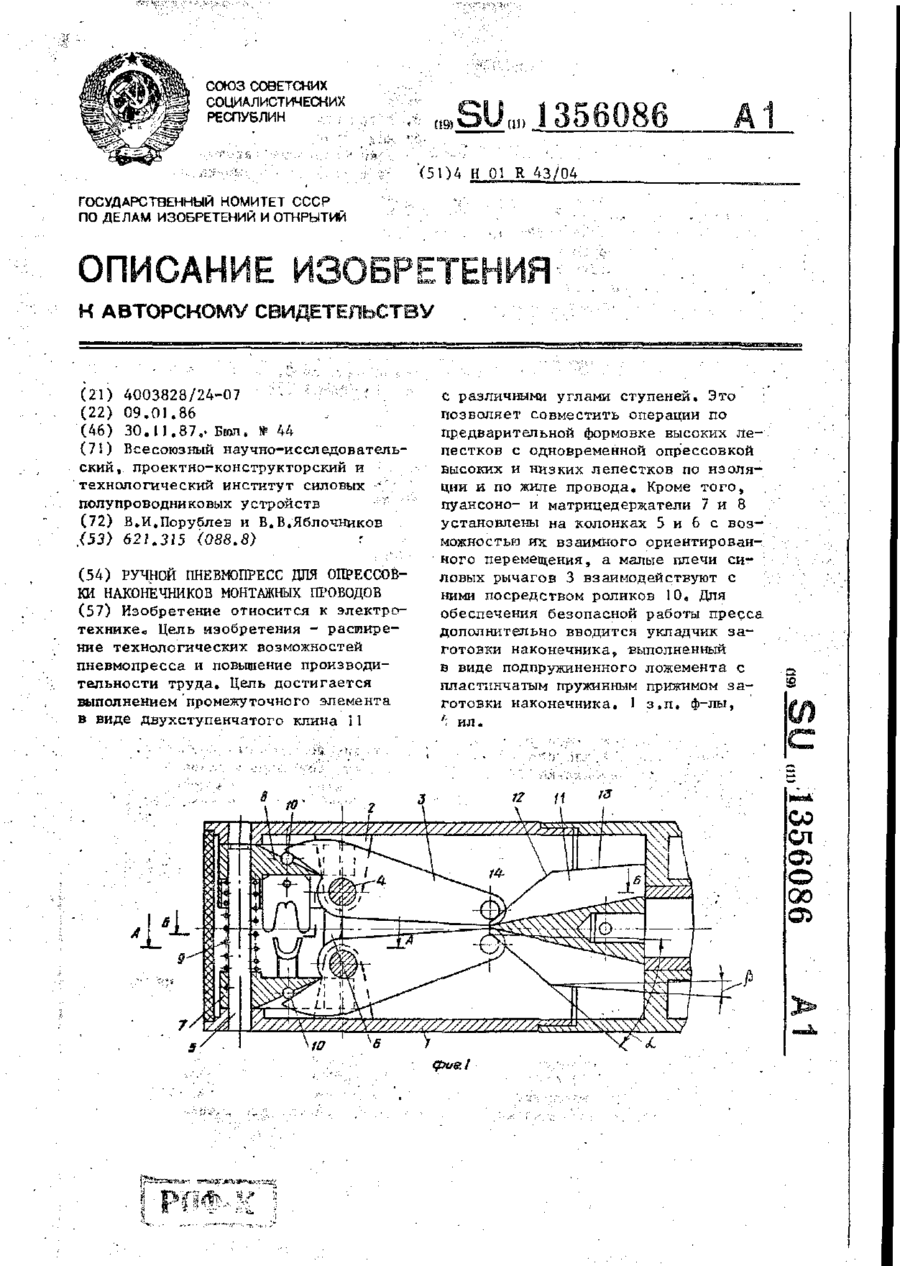
1. Ручной пневмопресс для опрессовки наконечников монтажных проводов, содержащий корпус со смонтированным в нем пневмоцилиндром, шток которого неподвижно соединен с промежуточным элементом, взаимодействующим с двумя двуплечими шарнирно установленными силовыми рычагами, концы коротких плеч которых взаимодействуют со сменными пуансонами и матрицами, отличающийся тем, что, с целью расширения технологических возможностей пневмопресса в...