Гартувальне середовище
Номер патенту: 20904
Опубліковано: 07.10.1997
Автори: Шабанов Володимир Борисович, Боровко Олексій Іванович, Большаков Володимир Іванович, Коржов Микола Миколайович, Дейнеко Леонід Миколайович, Кріпак Ігор Юрьєвич, Таран Юрій Миколайович
Формула / Реферат
Закалочная среда, содержащая поваренную соль и нагретую воду, отличающаяся тем, что используют 18,0-28,9% раствор поваренной соли, а воду берут при температуре от 60°С до температуры кипения.
Текст
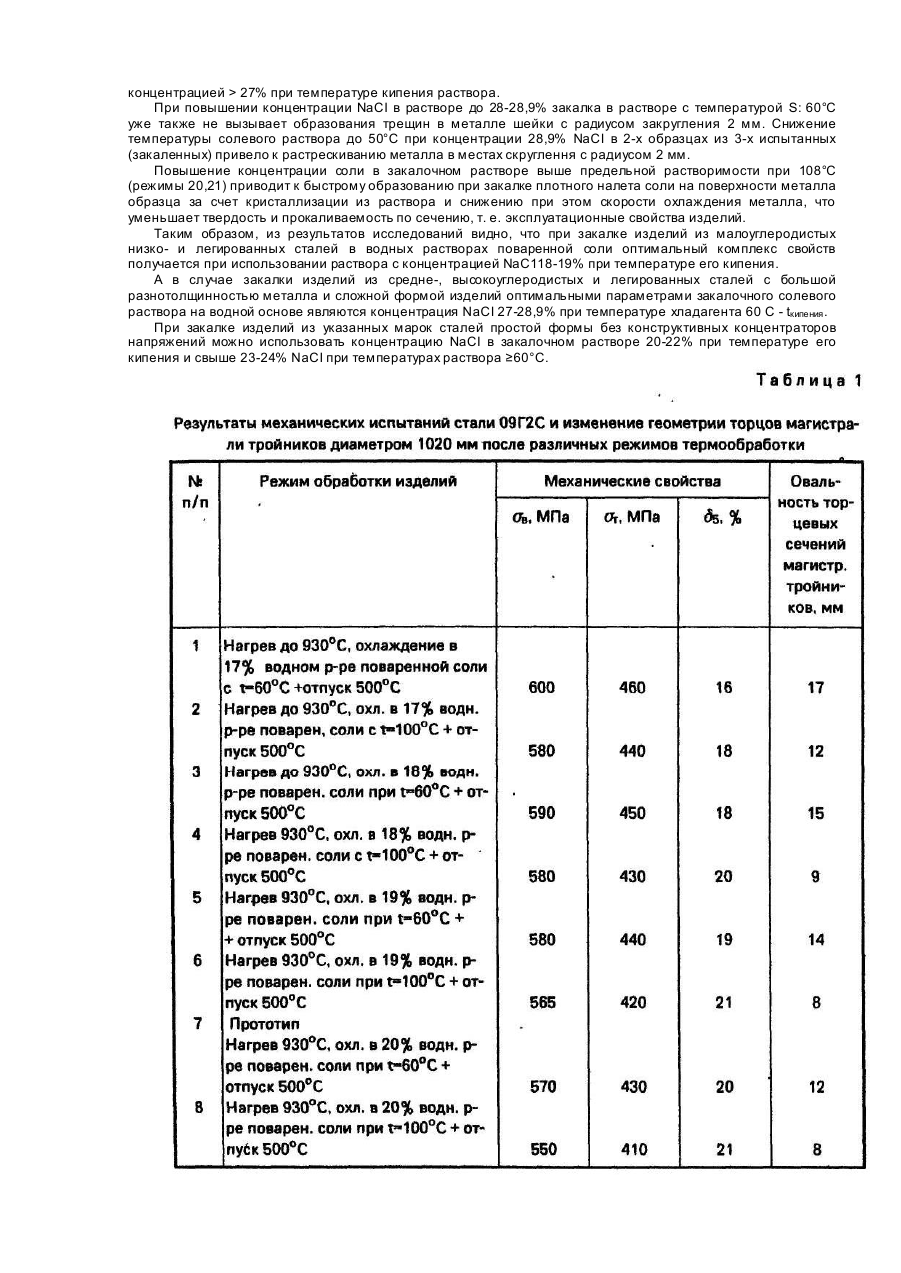
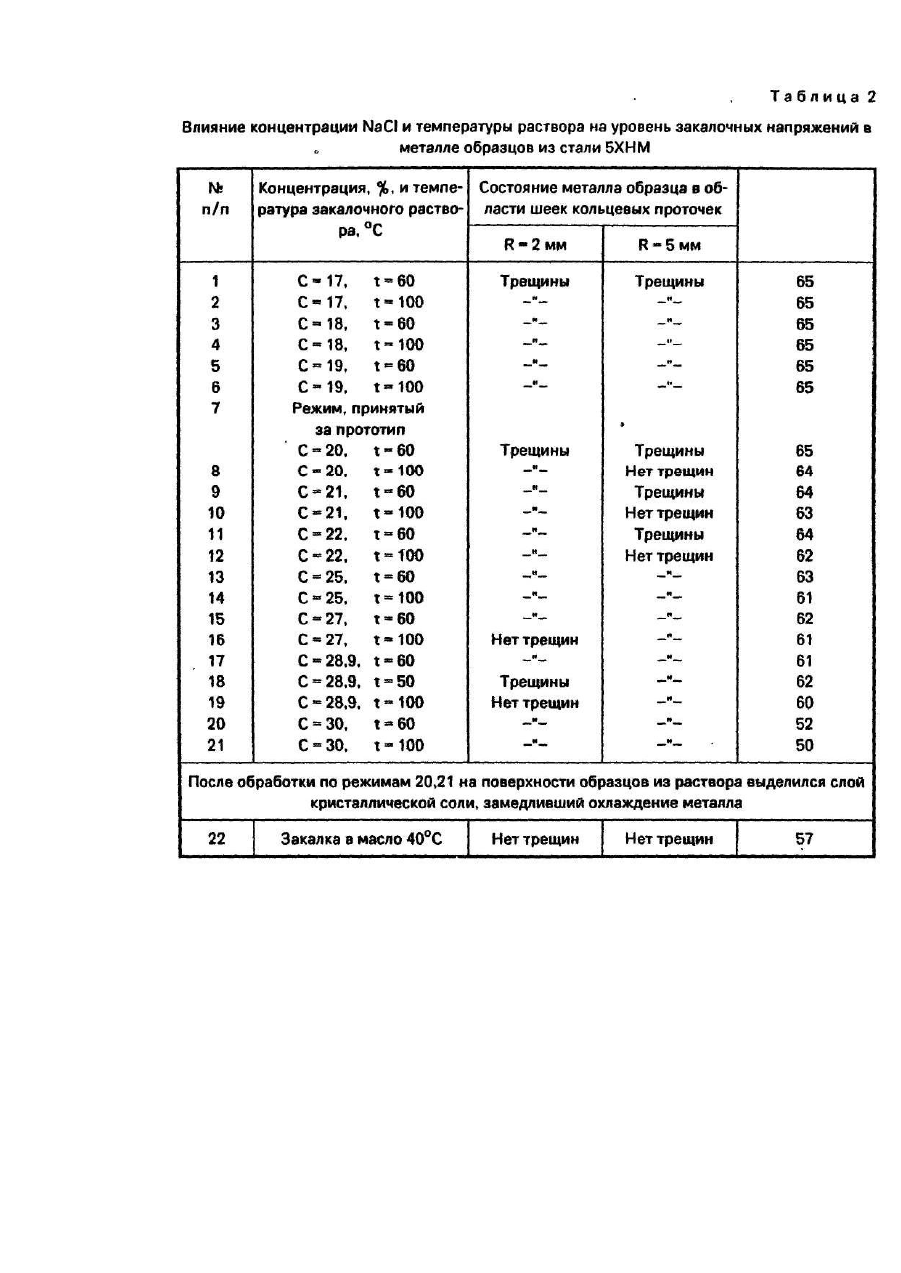
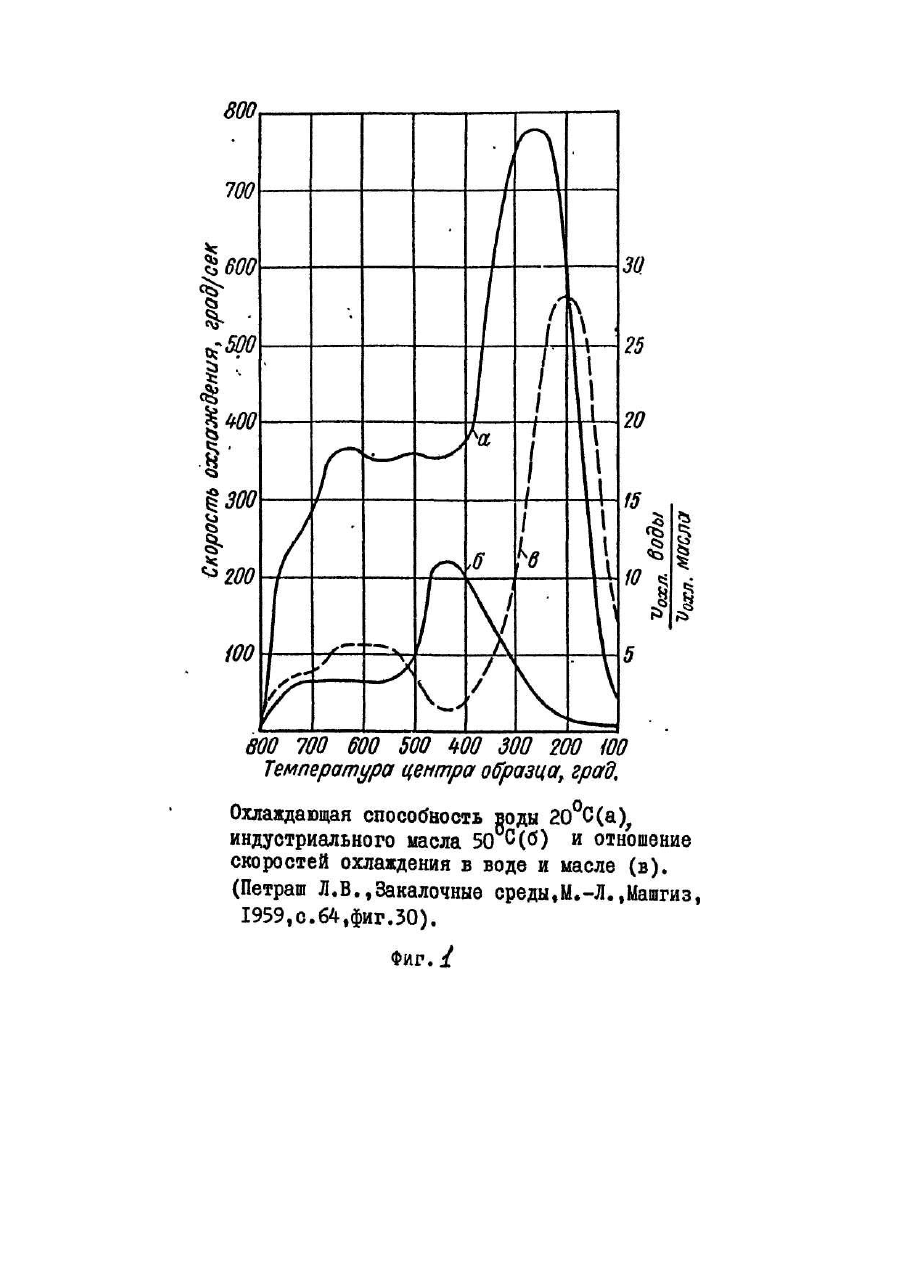
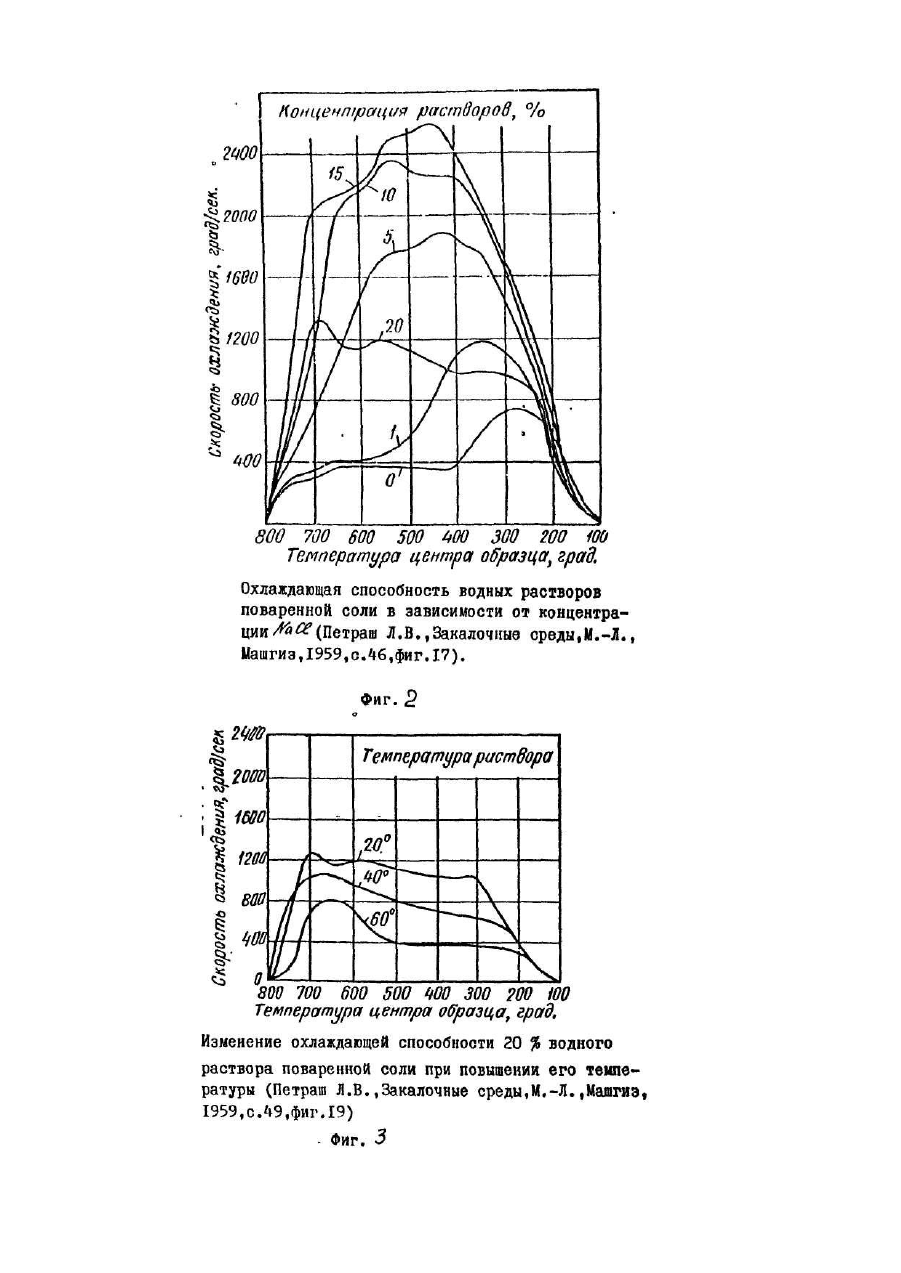
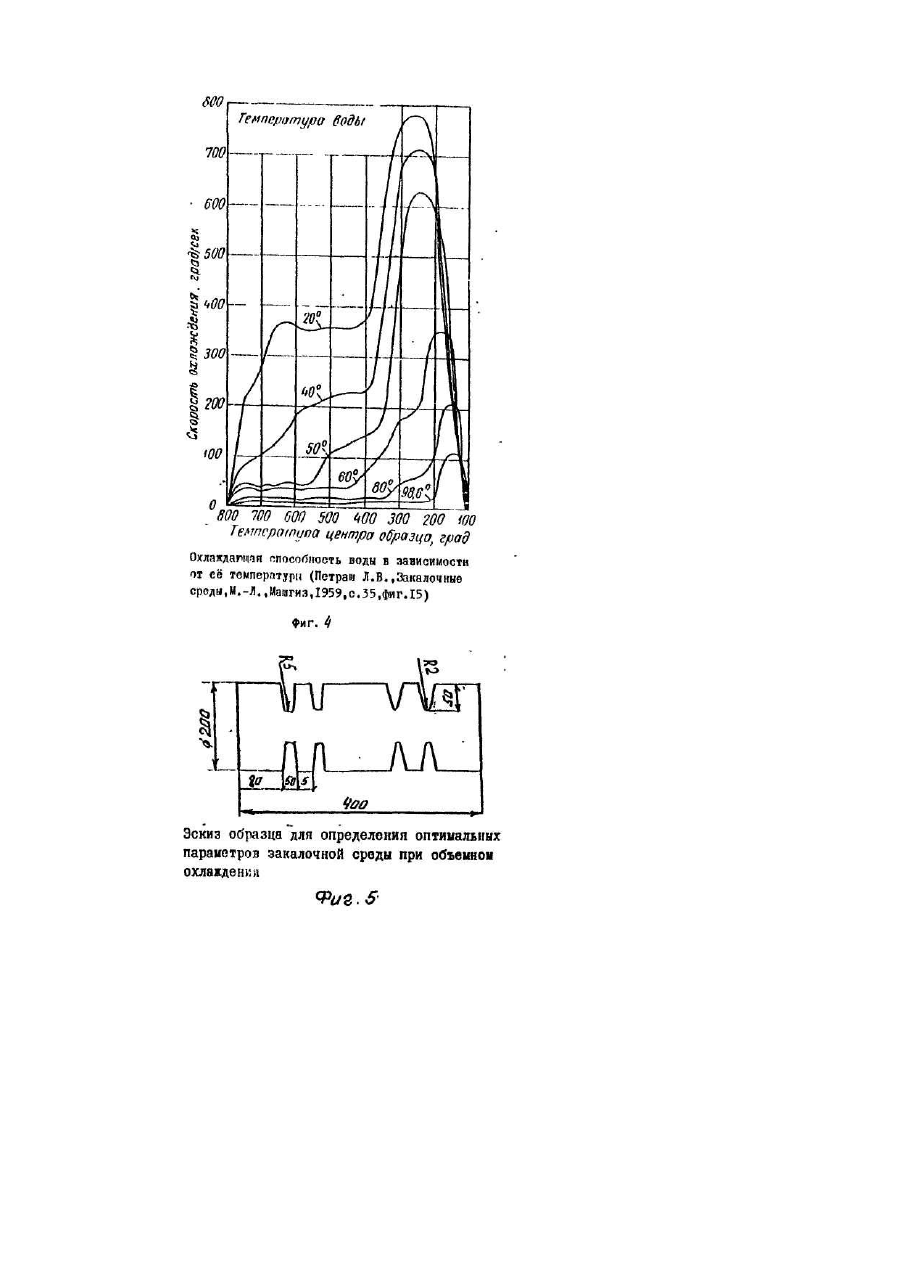
В практике упрочняющей термической обработки металлоизделий на Украине и за рубежом в качестве закалочных сред широкое применение нашли вода (+20-30°С), различные сорта масел, водные растворы органических и неорганических соединений, жидкостно-воздушные среды. Холодная вода для закалки металлоизделий из средне-, высокоуглеродистых и легированных сталей не применяется (или очень редко) во избежание коробления и растрескивания. Наибольшее применение для закалки указанных сталей нашли различные сорта масел. Однако в связи с наличием у закалочных масел целого ряда присущих им свойств (дороговизна, дефицит, пожароопасность, концерогенность продуктов сгорания, необходимость стабилизации температурного режима ванны и т. д.) в последние десятилетия усиленно ведутся поиски закалочных сред, способных заменить масло. Большое количество металлоизделий изготавливается из сталей с низкой мартенситной прокаливаемостью или же имеющих большие габариты (напр. штампы горячего деформирования от 50x100x150 мм до 450x900x950 мм) и поэтому для получения в них требуемой мартенситной или бейнитной прокаливаемости необходимо в процессе закалки такие детали охлаждать с большей интенсивностью, чем при закалке в масло, но с меньшей скоростью охлаждения, чем в холодной воде из-за опасности их разрушения. При этом из-за повышенной чувствительности деталей сложной формы и большой разнотолщинности из указанных марок сталей к трещинообразованию необходимо, чтобы закалочная среда для таких изделий обладала высокой скоростью охлаждения в области температур от аустенитизации до ~400°С и замедленной скоростью в нижнем интервале температур металла. Это объясняется тем, что мартенситная точка для большинства сталей лежит в области температур ~ 350-200°С и в случае охлаждения с высокой скоростью в нижнем интервале температур происходит суммирование термических и структурных напряжений, приводящих к разрушению или сильному короблению изделий. Такой формой кривой охлаждения обладают закалочные масла (фиг. 1), у которых максимум теплосъема сдвинут в область температур 450-500°С охлаждаемого металла, т. е. выше температуры начала мартенситного превращения. Только при таком условии теплосъема в процессе закалки деталей сложной формы и большой разнотолщинности из средне-, высокоуглеродистых и легированных сталей вероятность коробления и растрескивания металла сведена к минимуму. В промышленности при термической обработке металлоизделий применяются водные растворы на основе хлоридов [Авт. св. СССР № 1231884, 1340166 и др.] в качестве закалочных сред. Однако использование указанных сред с температурой 20-40°С для закалки инструмента ограничено по причине большого количества брака по трещинам. Это связано с тем, что указанные среды в холодном состоянии имеют высокую скорость охлаждения как в высокотемпературной области металла, так и в низкотемпературной, т. е. в области мартенситного превращения. Нагрев указанных сред до температур 60-80°С приводит к снижению скорости охлаждения в верхнем температурном интервале и незначительно в нижнем, но максимум теплосъема сдвигается в сторону высоких температур (до 350-450°С). Но главным недостатком закалочных сред на водной основе с хлоридами магния, кальция и др. является хлористый водород, который выделяется при разложении охлаждающей среды, соприкасающейся с нагретым металлом: напр. для бишофита (MgCI2 х 6Н2О) [Некрасов Б. В. Курс общей химии. М. - Л., Госхимиздат, 1952]. Выделяющийся газообразный хлористый водород представляет опасность для обслуживающего персонала и особенно при закалке крупногабаритных деталей и поэтому ограничивает использование таких охлаждающих сред в промышленности. Одним из хлоридов, водный раствор которого при соприкосновении с горячим металлом не разлагается с образованием хлористого водорода, является NaCI (поваренная соль), который при температурах до 800°С не претерпевает превращений, а с повышением температуры выше 800°С плавится [Краткий справочник по химии, Гороновский И. Т. и др. К., На укова думка, 1987, с. 166]. В водном растворе NaCI плавления соли не происходит. Известно, что в практике термической обработки используются водные растворы поваренной соли (фиг. 2) с концентрацией до 10% при температуре 20-30°С [Термическая обработка в машиностроении. Справочник, М., Ма шиностроение, 1980, с. 179-187] или до 20% NaCI [Петраш Л. В: Закалочные среды. М. Л., Машгиз, 1959, с. 46, фиг. 17]. Однако такие закалочные среды обладают более высокой скоростью охлаждения даже по сравнению с холодной водой (фиг. 2) и не могут использоваться для закалки металлоизделий сложной формы и большой разнотолщинности из средне-, высокоуглеродистых и легированных сталей по причине сильного коробления или разрушения изделий. В промышленности для определенных классов сталей и типоразмеров изделий нашли применение в качестве охлаждающих сред при закалке водные растворы полимеров [Авт. св. СССР № 469758, № 761579, № 724581, N2 1296603 и др.], обладающие теплотехническими параметрами, близкими к закалочным маслам. Однако широкое применение таких сред в промышленности ограничено целым рядом факторов, основными из которых являются: - чувствительность охлаждающей способности к изменению температуры среды. Указанные среды на основе полимеров можно эксплуатировать до температуры ≤40°С, что требует создания систем стабилизации температуры ванны; - длительность процесса приготовления закалочных сред и необходимость интенсивного перемешивания среды. Так напр, закалочная среда на основе Na - КМЦ приготавливается в течение 20-25 дней; - необходимость постоянного контроля концентрации компонентов, выделение газообразного хлористого водорода при закалке крупногабаритных изделий и т. д. Известна закалочная среда [Авт. св. № 1221906 А], в состав которой входит поваренная соль в концентрации от 12 до 26,4% (концентрация NaCI 26,4 мас.% соответствует предельному растворению соли в воде при 20°С). Кроме поваренной соли в состав синтетической закалочной среды по указанному авторскому свидетельству входят и другие компоненты: Na-КМЦ 2-6%; NaNO3 0,5-1,0%; HCI 0,001-0,002%, вода остальное. Добавление в водный солевой раствор других компонентов приводит к смещению максимума теплосъема в сторону низких температур закаливаемого металла, что повышает опасность трещинообразования и коробления изделий. Такой закалочной среде на основе натриевой соли карбоксилметилцеллюлозы (Na-КМЦ) присущи все недостатки, вышеизложенные для полимерных сред и поэтому она не может быть применена для закалки крупногабаритных изделий с большой разнотолщинностыо и сложной формы из средне-, и высокоуглеродистых и легированных сталей. Наиболее близкой по составу и совокупности признаков является закалочная среда (фиг. 3), содержащая поваренную соль (20%) и воду при температуре 60°С [Петраш Л. В. Закалочные среды. М. - Л., Машгиз, 1959, с. 49 фиг. 19, б]. К недостаткам этой закалочной среды следует отнести высокую скорость охлаждения в низкотемпературной области металла (400°С), так и в нижнем температурных интервалах. Это проявляется в трещинообразовании металла деталей (см. табл. 2, пример 2). В основу изобретения поставлена задача создания экологически чистой закалочной среды на водной основе, которая за счет подбора оптимальной концентрации соли и температуры раствора способна стабильно обеспечить при объемном охлаждении требуемую прокаливаемость металла изделий преимущественно из средне-, высокоуглеродистых и легированных сталей при отсутствии и х коробления и растрескивания. Поставленная задача решается тем, что в закалочной среде, содержащей поваренную соль и нагретую воду, используют 18,0-28,9% раствор поваренной соли, а воду берут от 60°С до температуры кипения. Сущность заявляемого технического решения состоит в необходимости создания закалочной среды на водной основе, способной заменить в промышленности дефицитные, дорогие и экологически вредные закалочные масла и обеспечить закаливаемым изделиям из широкого сортамента сталей заданную скорость охлаждения, промежуточную между маслом и холодной водой, устраняя при этом вероятность трещинообразования. Технический результат достигается за счет использования 18,0-28,9% раствора поваренной соли, а воду берут при температуре от 60°С до температуры кипения. Повышение концентрации соли в закалочном растворе от 18% до 28,9% и температуры раствора от 60°С до температуры кипения позволяет снизить скорость охлаждения (фиг. 2,3) закаливаемого металла от величин, близких к интенсивности охлаждения в холодной воде, до скорости охлаждения, соответствующей закалке в масле (фиг. 1). При этом повышение концентрации соли в растворе в заявляемых пределах и температуры раствора свыше 60°С уменьшает скорость охлаждения и смещает максимум теплосъема на кривых "скорость охлаждения - температура металла" (см. фиг. 2 и 3) в сторону температур охлаждаемого металла (> 400°С), что способствует значительному уменьшению уровня закалочных напряжений в изделии и снижению вероятности трещинообразования и степени коробления. В случае использования закалочной среды при температурах, близких (или равных)к кипению, процесс закалки осуществляется с использованием испарительного охлаждения, т. е. тепло, отбираемое от нагретого металла солевым раствором тратится на выпаривание воды из раствора в закалочном баке. Испарительное охлаждение является самым эффективным способом отбора тепла при закалке изделий, т. к. скрытая теплота парообразования составляет ~ 540 ккал, а при обычных условиях закалки в жидких средах, когда соблюдаются требования по стабилизации скорости и равномерности охлаждения за счет поддержания температуры хладагента в интервале 20-40°С, каждый килограмм охлаждающей среды отбирает от закаливаемого металла ~ 10 ккал тепла. Использование эффекта испарительного охлаждения при закалке металлоизделий в горячих средах позволяет значительно уменьшить количество хладагента и отказаться от создания холодильников и оборотных систем для стабилизации температурного режима закалочной среды. При использовании для закалки водного раствора поваренной соли с концентрацией 18% (нижний заявляемый предел) и температурой от 60°С до температуры кипения скорость охлаждения будет выше, чем в холодной воде, но максимум теплосъема будет сдвинут в сторону более высоких температур металла по сравнению с закалкой в холодной воде (см. напр. фиг. 1 и 3). А в связи с тем, что температура закаливаемого изделия не сможет опуститься ниже 60-100°С (т. е. ниже температуры раствора), то уровень остаточных напряжений в закаливаемом металле, а следовательно и степень коробления изделий, будет ниже, чем при закалке в холодной воде. Закалке в такой среде можно подвергать изделия простой формы и без значительной разнотолщинности как из сталей мартенситного, так и ферритоперлитного классов. Таким образом при закалке в водном растворе NaCI с концентрацией 18-19% и температурой 60°С - tкипения достигается интенсивность охлаждения металла, близкая к холодной воде, но при этом уровень остаточных напряжений, определяющий степень коробления и вероятность растрескивания металла, значительно ниже, чем при закалке в холодной воде. По мере повышения концентрации соли в закалочном растворе и его температуры будет снижаться скорость охлаждения металла (аналогично кривым охлаждения на фиг. 3, 4) и смещаться максимум теплосъема в сторону высоких температур металла, что благоприятно сказывается на уменьшении степени коробления изделий и снижении вероятности их растрескивания. Таким образом, изменяя концентрацию соли в растворе в пределах 18-28,9% и температуру хладагента от 60°С до кипения возможно обеспечить заданную скорость охлаждения, которая может изменяться в интервале значений, характерных для закалки в холодной воде до интенсивности охлаждения металла в масле. Предлагаемая закалочная среда прошла опытно-промышленное опробование на различных металлоизделиях из сталей ферритоперлитного и мартенситного классов на заводах Украины и России. Пример 1. Соединительные детали магистральных нефтегазопроводов - штам-посварные тройники с диаметром магистрали 1020 мм, толщиной стенки 42 мм и диаметром ответвления 530 мм были подвергнуты термообработке по различным режимам (табл. 1). Тройники были изготовлены из листовой малоуглеродистой низколегированной стали 09Г2С ферритоперлитного класса. Металл готового изделия должен иметь комплекс механических свойств не ниже нормированного (см, табл. 1) и допускаемый уровень овальности торцов магистрали тройника. Овальность торцов (коробление) магистрали тройника определяется в основном уровнем закалочных напряжений, возникающих в процессе закалки изделий. При отработке режима закалки тройников из стали 09Г2С изменяли концентрацию NaCI в растворе и его температуру. После закалки измеряли овальность торцов магистрали тройников, а после отпуска 500°С из металла образцов - свидетелей изготавливали разрывные образцы и испытывали их. Результаты исследований приведены в табл.1. Из данных, приведенных в табл. 1, видно, что при использовании в качестве закалочной среды водного раствора поваренной соли с концентрацией 18% и выше при температуре 100°С комплекс механических свойств металла и коробление торцов магистрали тройников удовлетворяют требованиям нормативных документов. При уменьшении концентрации NaCI до 17% в закалочном растворе и его температурах 60 и 100°С закалка тройников приводит к увеличению степени коробления торцов магистрали тройников после охлаждения и к получению в металле пластических свойств (относительное удлинение), ниже требований технических условий. Повышение концентрации соли в закалочной среде до 19% при температуре раствора 60°С дает коробление торцов магистрали тройников выше нормативных требований, а пластичность металла получается ниже уровня, определенного стандартом. При увеличении температуры раствора с концентрацией 19% до 100° С уровень коробления снижается до приемлемых значений и металлу обеспечивается требуемый уровень механических свойств. Но при этом уровень значений предела текучести и прочности снижается до предельно минимального значения, что говорит о нецелесообразности повышения концентрации поваренной соли в растворе свыше 19%. Закалка тройников в растворе соли с концентрацией 20% при температуре 60°С (режим, принятый за прототип) вызывает коробление торцов детали выше допустимого уровня, а прочностные характеристики металла находятся на минимально допустимом уровне. При повышении температуры этого раствора до 100°С термообработка тройника не обеспечивает металлу требуемого уровня предела текучести. Таким образом, оптимальными параметрами закалочной среды, обеспечивающими требуемый уровень механических свойств металлу тройника и приемлемые значения коробления торцов, являются концентрация NaCI в водном растворе 18-19% при температуре раствора 100°С. Аналогичные результаты были получены и при термообработке изделий из стали 15ХСНД. Пример 2. Из цилиндрических поковок диаметром 250 мм, изготовленных из полутеплостойкой инструментальной стали 5ХНМ мартенситного класса, которая используется для изготовления штампов горячего деформирования, были изготовлены опытные образцы в виде цилиндров (фиг. 5) длиной 400 мм с кольцевыми проточками глубиной 50 мм и с разными радиусами скруглення металла у основания проточки (2 и 5 мм). Закалка таких образцов позволяет имитировать условия, возникающие в металле реальных изделий из инструментальных марок сталей (напр, штампов горячего деформирования) при закалке. На опытных образцах определяли оптимальные температурно-концентрационные параметры закалочной среды, при которых в процессе закалки не происходит растрескивание металла образца в наиболее напряженных участках. Радиус закругления (2 мм) металла шейки в кольцевых проточках является минимально возможным, который используется при изготовлении инструмента, а радиус 5 мм является одним из распространенных на промышленных изделиях. При закалке образцов в солевом растворе с различными температурно-концентрационными параметрами поверхность металла в наиболее напряженных местах зачищали шлифовальной шкуркой и смачивали керосином для выявления трещин. Результаты исследований влияния параметров закалочной среды (концентрации соли в растворе в пределах 18-28,9%, температуры раствора 60°С - tкипeния) на уровень закалочных напряжений и твердость металла приведены в табл. 2. Из результатов испытаний, приведенных в табл. 2 видно, что при концентрации NaCI в закалочном растворе менее 20% при любых температурах хладагента металл образцов растрескивается в местах искусственного сделанных концентраторов напряжений (шейки кольцевых проточек). Повышение температуры раствора до 100°С при концентрации NaCI 20% вызывает растрескивание металла кольцевых проточек с радиусом скруглення шейки 2 мм, а в кольцевых проточках с радиусом скруглення 5 мм металл выдерживает возникающий уровень закалочных напряжений без нарушения сплошности. Это говорит о том, что изделия из инструментальных сталей типа 5ХН М, которые изготовлены с подобными радиусами скруглення разнотолщинных объемов металла могут подвергаться закалке в водных растворах поваренной соли с концентрацией 20% при температуре раствора 100°С (т. е. при температуре кипения). Для изделий из инструментальных марок сталей, в которых имеются радиусы скруглення разнотолщинных объемов металлов ≤ 2 мм закалку необходимо проводить в растворах поваренной соли с концентрацией > 27% при температуре кипения раствора. При повышении концентрации NaCI в растворе до 28-28,9% закалка в растворе с температурой S: 60°С уже также не вызывает образования трещин в металле шейки с радиусом закругления 2 мм. Снижение температуры солевого раствора до 50°С при концентрации 28,9% NaCI в 2-х образцах из 3-х испытанных (закаленных) привело к растрескиванию металла в местах скруглення с радиусом 2 мм. Повышение концентрации соли в закалочном растворе выше предельной растворимости при 108°С (режимы 20,21) приводит к быстрому образованию при закалке плотного налета соли на поверхности металла образца за счет кристаллизации из раствора и снижению при этом скорости охлаждения металла, что уменьшает твердость и прокаливаемость по сечению, т. е. эксплуатационные свойства изделий. Таким образом, из результатов исследований видно, что при закалке изделий из малоуглеродистых низко- и легированных сталей в водных растворах поваренной соли оптимальный комплекс свойств получается при использовании раствора с концентрацией NaC118-19% при температуре его кипения. А в случае закалки изделий из средне-, высокоуглеродистых и легированных сталей с большой разнотолщинностью металла и сложной формой изделий оптимальными параметрами закалочного солевого раствора на водной основе являются концентрация NaCI 27-28,9% при температуре хладагента 60 С - tкипения . При закалке изделий из указанных марок сталей простой формы без конструктивных концентраторов напряжений можно использовать концентрацию NaCI в закалочном растворе 20-22% при температуре его кипения и свыше 23-24% NaCI при температурах раствора ≥60°С.
ДивитисяДодаткова інформація
Автори англійськоюDeineko Leonid Mykolaiovych, Bolshakov Volodymyr Ivanovych, Shabanov Volodymyr Borysovych, Borovko Oleksandr Ivanovych, Korzhov Mykola Mykolaiovych, Kripak Ihor Yurievych, Taran Yurii Mykolaiovych
Автори російськоюДейнеко Леонид Николаевич, Большаков Владимир Иванович, Шабанов Владимир Борисович, Боровко Алексей Иванович, Коржов Николай Николаевич, Крипак Игорь Юрьевич, Таран Юрий Николаевич
МПК / Мітки
МПК: C21D 1/56
Мітки: гартувальне, середовище
Код посилання
<a href="https://ua.patents.su/8-20904-gartuvalne-seredovishhe.html" target="_blank" rel="follow" title="База патентів України">Гартувальне середовище</a>
Гартівне середовище
Номер патенту: 3273
Опубліковано: 27.12.1994
Автори: Кацалапенко Василь Єпіфанович, Алькема Віктор Григорович, Кураков Віктор Євгенович, Стаценко Світлана Миколаївна, Спиридонова Ірина Михайлівна
МПК: C21D 1/56
Мітки: середовище, гартівне
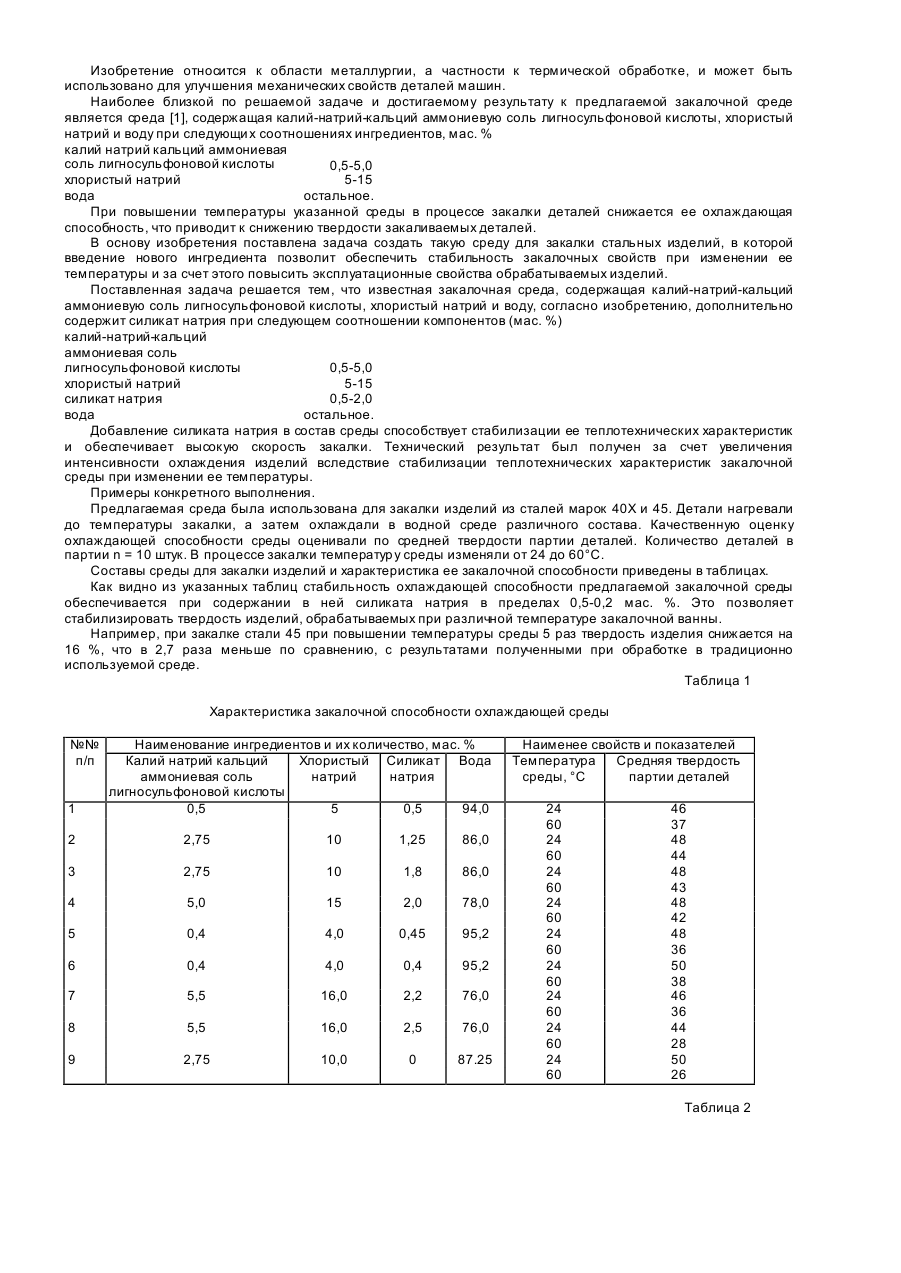
Формула / Реферат:
Закалочная среда, преимущественно для углеродистых и низколегированных сталей, содержащая калий-натрий-кальций аммониевую соль лигносульфоновой кислоты, хлористый натрий и воду, отличающаяся тем, что она дополнительно содержит силикат натрия при следующем соотношении компонентов (мас. %): калий-натрий-кальций аммониевая соль лигносульфоновой кислоты 0,5-5,0 хлористый натрий ...
Спосіб гартування виробів
Номер патенту: 16592
Опубліковано: 29.08.1997
Автор: Шнейдерман Олександр Шлемович
МПК: C21D 1/56
Мітки: виробів, спосіб, гартування
Формула / Реферат:
1. Способ закалки изделий, преимущественно из теплостойких сталей, включающий нагрев в вакуумной печи, выдержку и последующее охлаждение нейтральным газом, отличающийся тем, что, с целью повышения теплостойкости сталей, охлаждение нейтральным газом ведут при избыточном давлении со скоростью 50-250 град/мян до 550^>00°С и со скоростью 5-Ю град/мин до 100°С. 2. Способ по п. 1, отличающийся тем, что в качестве нейтрального газа используют...
Гартівне середовище для термічної обробки сталевих виробів
Номер патенту: 4005
Опубліковано: 27.12.1994
Автори: Кобаско Микола Іванович, Гранкін Василь Ігнатович
МПК: C21D 1/34
Мітки: середовище, термічної, виробів, гартівне, обробки, сталевих
Формула / Реферат:
Закалочная среда для термической обработки стальных изделий, содержащая воду и минеральную соль, отличающаяся тем, что, с целью улучшения качества изделия, в качестве минеральной соли она содержит хлориды одно- и двухвалентных элементов и дополнительно гидроокись кальция с водородным показателем рН 7,5-12,5 при следующем соотношении компонентов, мас.%:хлориды одно- и двухвалентных элементов 6-77...
Гартівне середовище

Номер патенту: 15034
Опубліковано: 30.06.1997
Автори: Панасюк Володимир Анатолійович, Корх Леонід Михайлович
МПК: C21D 1/56
Мітки: гартівне, середовище
Формула / Реферат:
Закалочная среда, содержащая воду и калий-натрий-кальцийаммониевую соль лигносульфоновой кислоты, отличающаяся тем, что она дополнительно содержит азотистокислый натрий и фтористый натрий при следующем соотношении компонентов, мас.%:Калий-натрий-кальпий-аммониевая соль лигносульфоновой кислоты 0,5-10,0 Азотистокислый натрий 1,1-3,0...
Охолоджуюче середовище
Номер патенту: 432
Опубліковано: 30.04.1993
Автори: Хусід Осип Семенович, Андріанова Ірина Ізмайлівна, Карнаух Анатолій Іванович
МПК: C21D 1/56
Мітки: охолоджуюче, середовище
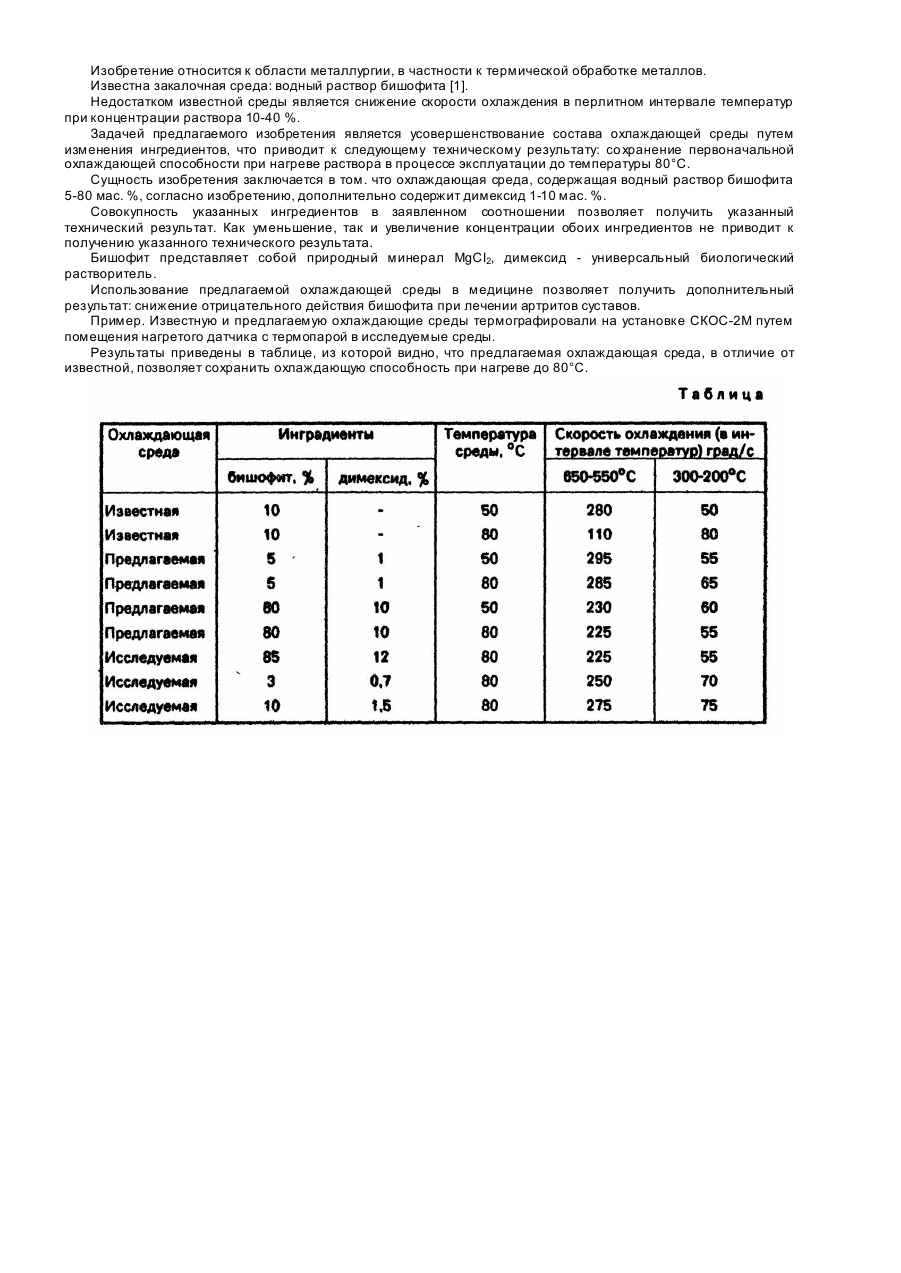
Формула / Реферат:
Охлаждающая среда, содержащая бишофит и воду, отличающаяся тем, что она дополнительно содержит димексид при следующем соотношении компонентов, мас. %: Бишофит 5-80 Димексид 1-10 Вода Остальное.
Попередній патент: Спосіб термічної обробки металовиробів, переважно штампів гарячого деформування
Наступний патент: Камера розрядна для хіміко-термічної обробки в тліючому розряді
Випадковий патент: Пристрій для обробки насіння рослин рідкими препаратами