Термопластична полімерна композиція
Формула / Реферат
1. Термопластичная полимерная композиция, содержащая полиэтилен и полиамид с добавкой до 1 % от массы указанной композиции в целом вещества, улучшающего смешивание, отличающаяся тем, что в качестве указанной добавки она содержит неионогенное поверхностно-активное вещество, а в качестве полиамида - высокомолекулярный поликапроамид при следующем соотношении указанных основных компонентов, мас,%:
Полиэтилен 51,0-99,0
Высокомолекулярный
поликапроамид 1,0-49,0
2. Термопластичная полимерная композиция по п. 1, отличающаяся тем, что она содержит указанные основные компоненты в следующем соотношении, мас.%:
Полиэтилен 90,0-99,0
Высокомолекулярный
поликапроамид 1,0-10,0
3. Термопластичная полимерная композиция по п. 1, отличающаяся тем, что она содержит указанные основные компоненты в следующем соотношении, мас.%:
Полиэтилен 51,0-90,0
Высокомолекулярный
поликапроамид 10,0-49,0
Текст
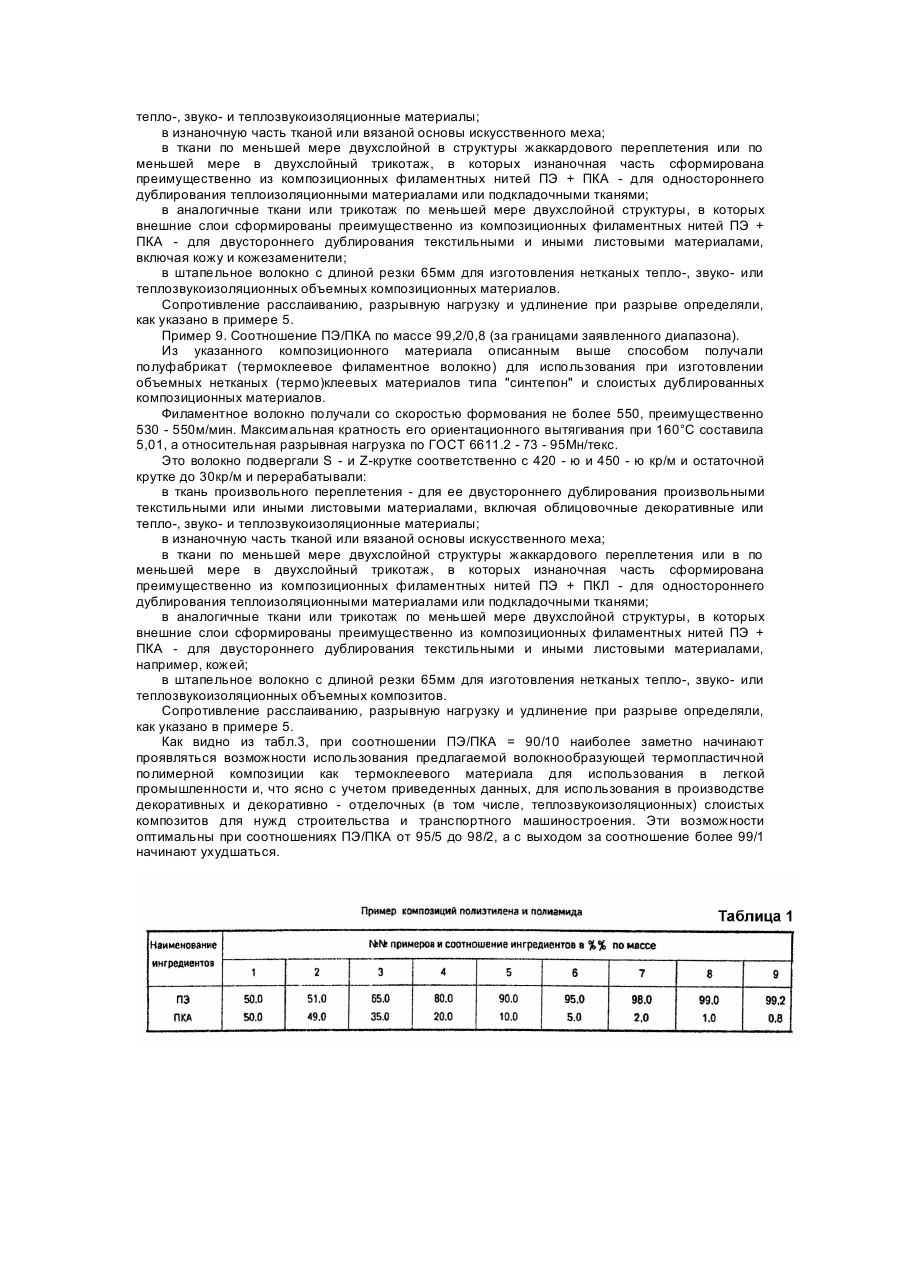
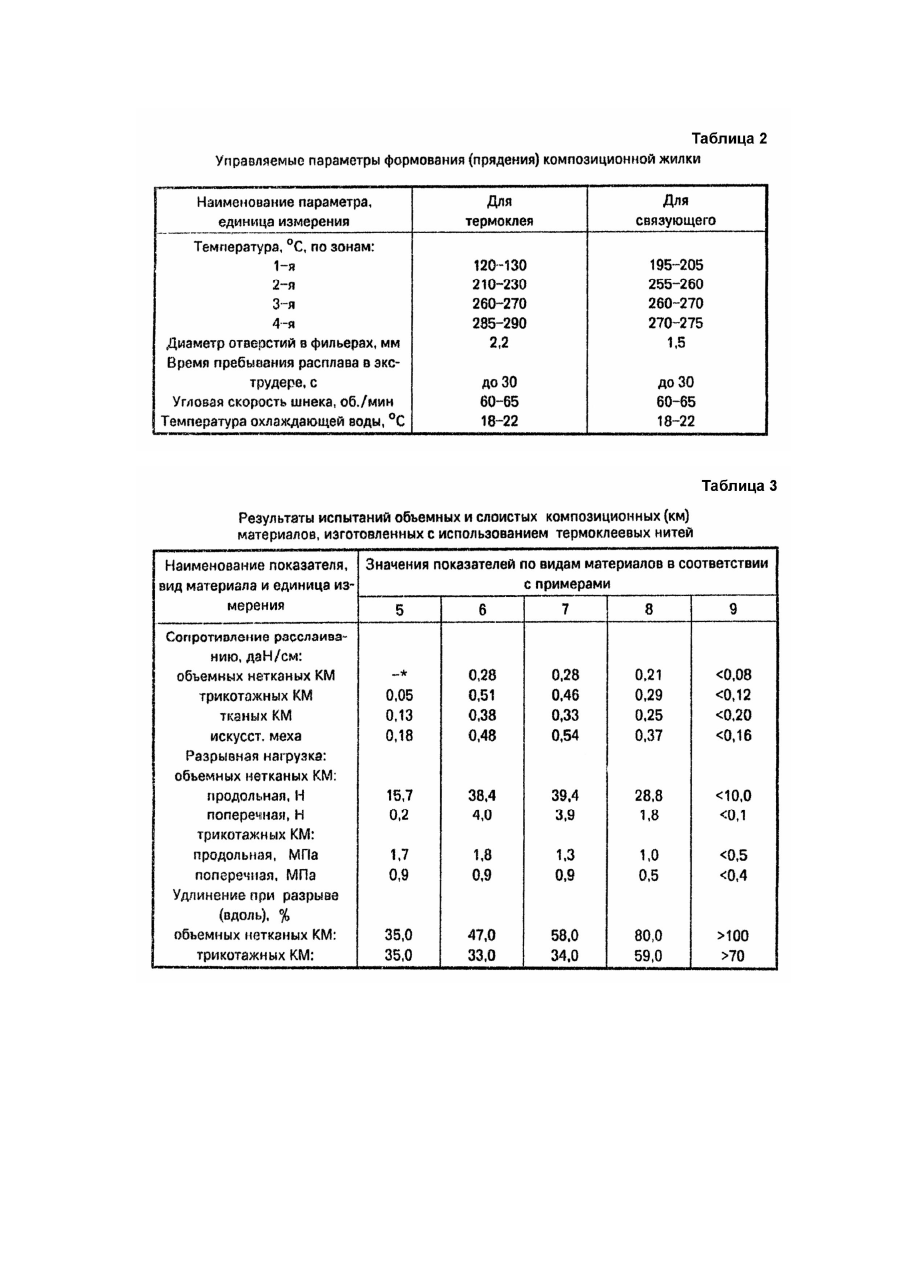
Изобретение относится к термопластичным полимерным композициям, которые предназначены для переработки в филаментное или штапельное волокно, используемое в качестве клеевых (связующих) компонентов при изготовлении композиционных материалов типа: клеевых тканей и, предпочтительно, клеевого трикотажа; нетканых объемных изотропных преимущественно теплоизоляционных подкладочных материалов типа "синтепон" для одежды или теплозвукоизоляционных материалов для нужд строительства; наполненных дисперсными отходами обработки древесины (опилками, стружкой и т.п.) или иного преимущественно растительного сырья изотропных композиционных материалов в виде пластин, плит, погонажных профилированных заготовок для мебельной промышленности или строительства. Известна наиболее близкая к предлагаемой термопластичная полимерная композиция [1], содержащая (% по массе): Полиэтилен 50,0 - 99,5 Низкомолекулярный полиамид 0,5 - 50,0 в качестве основных ингредиентов, и добавку до 1% от массы указанной композиции в целом хлорированного полиэтилена для улучшения совместимости указанных ингредиентов, которую вносят в их гомогенизированный расплав перед выдуванием. В примере 1 сказано, что полиамид - 6 (капрон) имеет степень полимеризации 250 - 300. Из этого следует, что он выполняет в готовых изделиях роль пластификатора. Соответственно, известная композиция предназначена для переработки экструзией, литьем под давлением и выдуванием, а в особенности - для выдувания при температуре заготовок порядка 225 - 250°C изделий типа канистр, при изготовлении которых необходима повышенная устойчивость к растрескиванию в местах стыка стенок. Естественно, что описанная композиция не может быть переработана в волокнистые материалы, пригодные для последующего использования в качестве связующих в более сложных композиционных материалах. В основу изобретения положена задача путем уточнения количественного соотношения указанных термопластичных полимеров и изменения добавки создать такую термопластичную полимерную композицию полиэтилена и полиамида, которая была бы пригодна для переработки в волокно и тем самым обеспечивала бы, во-первых, возможность использования волокон в качестве клея (связующего) в производстве слоистых или изотропных объемных и плотных композиционных материалов и, во-вторых, снижение удельных энергозатрат как на производство клеевых (связующих) материалов в виде филаментных нитей (жилок) или штапельных волокон, так и на изготовление конечных продуктов в виде слоистых или изотропных объемных и плотных композиционных материалов. Поставленная задача решена тем, что термопластичная полимерная композиция полиэтилена и полиамида с добавкой до 1% от массы указанной композиции в целом вещества, улучшающего смешивание, согласно изобретению, содержит указанные ингредиенты в следующем соотношении (% по массе): Полиэтилен (ПЭ) 51,0 - 99,0 Высокомолекулярный полиамид (ПКА) 1,0 - 49,0 а в качестве добавки взято неионогенное поверхностно-активное вещество (далее сокращенно ПАВ), введенное на стадии механического смешивания гранул указанных основных ингредиентов. Указанную добавку вносят на стадии приготовления механической смеси гранул основных ингредиентов, опудривая гранулы полиамида. Использование высокомолекулярного (со степенью полимеризации обычно не менее 10000) полиамида позволяет формовать из предложенной композиции волокна. При этом из факта преобладания полиэтилена в композиции следует, что режимы формования (прядения) волокон из расплава можно устанавливать, ориентируясь на полиэтилен как основной волокнообразующий ингредиент и обеспечивая расплавление высокомолекулярного полиамида лишь в той степени, которая достаточна для поддержания гогоменности композиции перед фильерой. Из того же факта следует, что режимы склеивания слоев или связывания волокнистых или дисперсных частиц в производстве соответствующих композиционных материалов тем более можно устанавливать, исходя из необходимости подплавления одного лишь полиэтилена. При этом полиамид, остающийся в твердом состоянии, будет служить микроволоконной арматурой клеевого слоя. Таким образом, удельные затраты энергии на изготовление и, особенно, на использование предлагаемого композиционного материала в сравнении с известными композициями термопластичных полимеров должны быть меньше и что поэтому применение предлагаемой композиции в качестве термического клея или связующего весьма целесообразно. Первое дополнительное отличие состоит в том, что указанные ингредиенты взяты в следующем соотношении (% по массе): ПЭ 90,0 - 99,0 ПКА 1,0 - 10,0 Эта волокнообразующая полимерная композиция наиболее пригодна для изготовления объемных (в частности, типа рыхлого войлока) изотропных композиционных материалов для нужд швейной и обувной промышленности и слоистых (в частности, дублированных) тканей, трикотажа, натуральной или искусственной кожи как материалов для производства одежды и обуви или декоративных, декоративно-отделочных, тепло-, звуко- и теплозвукоизоляционных материалов для нужд транспортного машиностроения и строительства. Для этого частного случая количественного соотношения указанных ингредиентов характерно наиболее заметное снижение удельных энергозатрат как на производство тонких филаментных нитей или штапельного волокна, поскольку температура расплава должна обеспечивать перевод полиамида лишь в вязкотекучее состояние, так и на склеивание листов или волокон при изготовлении соответственно слоистых или объемных изотропных композиционных материалов, поскольку для надежного соединения листов или волокон достаточно нагреть клеевой (связующий) материал лишь до температуры подплавления полиэтилена, оставляя полиамидный ингредиент, как уже было указано, в твердом состоянии в качестве внутренней арматуры адгезионного соединения. Второе дополнительное отличие состоит в том, что указанные ингредиенты взяты в следующем соотношении (% по массе): ПЭ 51,0 - 90,0 ПКА 10,0 - 49,0 Волокнообразующие термопластичные полимерные композиции в указанном интервале соотношений ингредиентов наиболее пригодны для изготовления однократным формованием (прядением) из расплава относительно толстых филаментных волокон в виде жилок (преимущественно с последующей резкой на короткие - менее 15мм - отрезки) и для получения с их использованием плотных изотропных композиционных материалов, в частности, на основе дисперсных наполнителей из растительных отходов. Далее сущность изобретения поясняется конкретными примерами предлагаемого состава, описанием способов прядения волокон из расплавов, описанием способов изготовления слоистых и изотропных композиционных материалов и результатами испытаний. Для изготовления опытных партий волокон были приготовлены, как описано ниже, смеси полиэтилена с поликапроамидом, конкретные данные о которых приведены в табл.1. Как видно из табл.1, примеры 1 и 9 относятся к композициям, в которых соотношение ингредиентов выходит за пределы заявленного диапазона; примеры 2 и 8 - к композициям, в которых соотношение ингредиентов соответствует границам заявленного диапазона; прочие примеры задают соотношения в границах заявленного диапазона, причем пример 5 относится к границе поддиапазонов соотношений ингредиентов. Способы изготовления термоклеевого и связующего материалов из волокнообразующих термопластичных полимерных композиций частично совпадают и в общем виде заключаются в следующем. На первой стадии получения и клеев, и связующих: дозируют взятые в гранулах (с поперечником обычно около 3мм) полиэтилен высокой плотности (например, марки 277 - 73 со средним показателем текучести расплава ПТР = 14,0) и полиамид (более конкретно - поликапроамид с относительной вязкостью расплава при 270°C в 1% - ном водном растворе серной кислоты в интервале 2,63 - 2,70) в требуемом для каждого конкретного случая соотношении по массе; гранулы полиамида обрабатывают преимущественно неионогенным поверхностно-активным веществом (далее сокращенно - ПАВ), например, взятым в количестве до 1% от расчетной массы смеси полимеров порошкообразным оксиэтилированным ПАВ марки НИОГЕН - 246, что впоследствии должно препятствовать расслаиванию механической смеси полиамида и полиэтилена; механически смешивают гранулы полиэтилена и полиамида (как правило, в шаровой мельнице в течение 1,0 - 1,5 часов); полученную смесь сушат под вакуумом при температуре 80 - 90°C и остаточном давлении 1 5мм рт.ст. до остаточной влажности не более 0,1% (обычно в течение суток). На второй стадии высушенную смесь гранул полиэтилена и полиамида перерабатывают в экструзионном плавителе шнекового типа с получением полуфабриката в виде филаментной жилки при следующих управляемых параметрах (см. табл.2). На третьей стадии полученную жилку рубят на отрезки длиной: 2,5 - 3,0мм - для последующей переработки отрезков повторным прядением из расплава в филаментные (термо)клеевые нити; 10 - 15мм - для последующего непосредственного использования в качестве термопластичного связующего в производстве плотных изотропных композиционных материалов. Эта третья стадия является заключительной при получении связующего для производства плотных изотропных композиционных материалов, а способ получения термоклеевых материалов в виде нитей предусматривает следующие дополнительные операции: введение антистатической присадки (в частности, оксифоса, 10 - 15% водным раствором которого опрыскивают ранее полученные из жилки рубленые гранулы композиции полиэтилена и полиамида); вакуумную сушку гранул с соблюдением режимов, которые указаны выше для сушки смеси гранул полиэтилена и полиамида; прядение композиционной филаментной нити из расплава рубленых гранул при соблюдении следующих режимов: - температура по зонам плавителя, °C: 1 - я - 288 - 232 2 - я - 243 - 247 3 - я - 279 - 281 4 - я - 294 - 296 - подача расплава, г/мин - 10 - 15 (в среднем 12,5); - скорость формования, м/мин - не более 550; - время пребывания расплава в плавителе, мин - 3 - 4; - линейная плотность элементарной нити - преимущественно в пределах от 2,5 до 4текс; термоориентационное вытягивание композиционной филаментной нити с кратностью вытяжки от 1,29 до 6,94 при температуре около 160°C; крутку (сначала S - крутку, затем - Z - крутку) композиционной филаментной нити соответственно с числом кручений до 420 и до 450кр/м (то есть с остаточным числом кручений до 30кр/м); текстурирование композиционной филаментной нити. Этой операцией заканчивается процесс изготовления композиционных (термо)клеев для производства слоистых (дублированных) композиционных материалов произвольного назначения. Применительно же к производству объемных (нетканых) композиционных материалов резкой филаментного композиционного волокна получают штапельное волокно длиной, как правило, от 55 до 70мм (а по принятому стандарту - обычно 65мм). Более конкретные данные о режимах изготовления клеев (связующих) согласно изобретению, технологии их применения и о свойствах полученных продуктов приведены в примерах. Пример 1. Соотношение полиэтилен (ПЭ)/поликапроамид (ПКА) по массе 50/50 (прототип). По описанному выше способу была получена только жилка, ибо филаментная нить на базе полиэтилена устойчиво формуется лишь начиная с соотношения ПЭ/ПКА = 65/35 и более в пользу полиэтилена. Рубленую, как указано, жилку в виде отрезков длиной 10 - 15мм использовали для приготовления смесей с предварительно высушенными до остаточной влажности не более 0,5% опилками сосновой древесины путем механического смешивания указанных ингредиентов с последующим дополнительным перемешиванием в шнековом смесителе-плавителе и экструзионного формования из таких смесей листов изотропного композиционного материала толщиной 5мм при температуре на выходе из шнекового смесителя 170°C и давлении 5 - 10МПа. Поскольку полиамид в составе связующего при указанной температуре остается в твердом состоянии, устойчивая (без самопроизвольных разрывов) экструзия листа происходила только при давлении выше 8,5МПа и концентрации связующего в смеси с опилками более 70% по массе, что экономически нецелесообразно. Даже при максимальном давлении экструзии лист получался рыхлым, непригодным для дальнейшего использования без припрессовывания с обеих сторон прочных листов какого-либо иного материала, например, фанеры. На изломе листа явно видны пучки волокон полиамида. Пример 2. Соотношение ПЭ/ПКА по массе 51/49 (связующее для плотных изотропных композиционных материалов с дисперсными наполнителями). Аналогично описанному в примере 1 формовали листы из смесей рубленой полученной по описанному выше способу жилки с сосновыми опилками. Устойчивая экструзия листа наблюдалась при концентрации связующего в смеси на уровне 65% по массе и давлении 7,0 7,5МПа. При давлении не менее 8МПа лист получался достаточно плотным, пригодным для дальнейшего использования в качестве облицовочного материала или "сухой штукатурки" внутри помещений при строительстве (например, дачных домиков) после одностороннего фанерования или двусторонней оклейки тонколистовыми отделочными материалами типа шпона или крафтбумаги. При концентрации связующего около 70% поверхность листа выглядела гладкой и ровной, что при тонировании опилок подходящим красителем или пигментом обеспечивает применение плотного изотропного композиционного материала для облицовки без фанерования. При двустороннем фанеровании или двусторонней оклейке декоративными отделочными материалами типа моющихся обоев получаемый материал может быть использован для изготовления звукоизоляционных, в частности, переносных перегородок в жилых зданиях и в рабочих помещениях, например, конструкторских бюро. Волокна полиамида трудноразличимы на изломе невооруженным глазом и обычно наблюдаются изолированно одно от другого. Пример 3. Соотношение ПЭ/ПКА по массе 65/35 (связующее для плотных изотропных композиционных материалов с дисперсными наполнителями). Аналогично описанному в примере 1 формовали листы из смесей рубленой полученной по описанному выше способу жилки с сосновыми опилками. Устойчивая экструзия листа наблюдалась при концентрации связующего в смеси на уровне 48 - 50% по массе и давлении 5,5 - 6,0МПа. При указанных условиях лист получался гладким, непосредственно пригодным для использования в качестве облицовочного материала в строительстве, а после фанерования или нанесения односторонних полимерных покрытий - для изготовления деталей мебели (например, стенок шкафов и т.п.). Волокна полиамида заметны на изломе только при пяти - шестикратном увеличении и равномерно распределены в массе опилок и полиэтилена. Пример 4. Соотношение ПЭ/ПКА по массе 80/20 (связующее для плотных изотропных композиционных материалов с дисперсными наполнителями). Аналогично описанному в примере 1 формовали листы из смесей рубленой полученной по описанному выше способу жилки с сосновыми опилками. Устойчивая экструзия листа наблюдалась при концентрации связующего в смеси на уровне 32 - 35% по массе и давлении около 5МПа. При указанных условиях лист получался гладким, непосредственно пригодным для использования в качестве облицовочного материала в строительстве, в производстве тары (ящиков и т.д.) и для изготовления деталей мебели типа стенок шкафов, ящиков письменных столов и т.п. Волокна полиамида малозаметны на изломе даже при пяти-шестикратном увеличении и равномерно распределены в массе опилок и полиэтилена. Применительно к рецептурам композиционного волокнистого связующего, указанным в примерах 2, 3, 4, следует дополнительно отметить, что эти связующие вполне пригодны для изготовления полуфабрикатов типа плит толщиной более 10мм в простейших обогреваемых пресс-формах на обычных гидравлических или механических (в частности, винтовых) прессах в условиях лесоперерабатывающих или сельскохозяйственных предприятий. Пример 5. Соотношение ПЭ/ПКА по массе 90/10 (связующее для плотных изотропных композиционных материалов с дисперсными наполнителями и термоклеевой материал для производства объемных изотропных и слоистых, например дублированных, композиционных материалов). Из указанного композиционного материала получали по описанным выше способам два типа полуфабрикатов: рубленую на отрезки длиной 10 - 15мм жилку - для изготовления композиционных материалов с дисперсными наполнителями и филаментное волокно - для использования в качестве термоклея при изготовлении объемных нетканых (термо)клеевых материалов типа "синтепон" и слоистых дублированных композиционных материалов. Рубленую жилку использовали аналогично описанному в примере 1 для изготовления экструзией листов из смеси указанного связующего с сухими сосновыми опилками. Было установлено, что устойчивая экструзия листа наблюдалась при концентрации связующего в смеси на уровне 28 - 30% по массе и при давлении менее 5МПа. При указанных условиях лист получался гладким, непосредственно пригодным для использования в качестве облицовочного или тепло(звуко)изоляционного материала в строительстве, в производстве тары (ящиков и т.д.) и для изготовления деталей мебели типа стенок шкафов, ящиков письменных столов и т.п. Эксперименты с экструдированием профильных изделий типа плинтусов показали перспективность использования получаемых изделий в обычном гражданском строительстве и в производстве деталей корпусной мебели. Если концентрация связующего в виде рубленой жилки составляет не менее 60% от массы композиционных материалов на растительных наполнителях, то становится возможным и их переработка в изделия литьем под давлением. Водопоглощение композиционных материалов с использованием указанного композиционного связующего в количестве не менее 35% по массе, определенное общеизвестным методом замачивания образцов в воде комнатной температуры в течение 24 часов, оказалось менее 5% (преимущественно менее 3%), что свидетельствует о возможности использования указанных композиционных материалов с дисперсными наполнителями во влажной среде (в частности, для облицовки наружных стен дачных домиков и т.п. сооружений). Волокна полиамида незаметны на изломе даже при пяти-шестикратном увеличении. Филаментное волокно получали со скоростью формования не более 210м/мин, преимущественно 180 - 190м/мин. Максимальная кратность его ориентационного вытягивания при 160°C составила 1,29, а относительная разрывная нагрузка по ГОСТ 6611.2 - 73 - 98Мн/текс. Это волокно подвергали S - и Z - крутке соответственно с 80 - ю и 100 - а кр/м и остаточной круткой до 20кр/м и перерабатывали: в редкую ткань полотняного переплетения для ее двустороннего дублирования материалами верха одежды или обуви и теплоизолирующими материалами типа "синтепон", искусственного меха или подкладочными текстильными материалами; в изнаночную часть тканой основы искусственного меха для дополнительного закрепления его ворса и/или дублирования такого меха тканями, трикотажем или кожей и ее заменителями; в двухслойный трикотаж с лицевой и изнаночной сторонами при повышенной плотности застила термоклеевыми нитями изнаночной стороны (при этом вязка была затруднена частыми обрывами термоклеевых нитей на вязальных машинах); в ткани двухслойной структуры жаккардового переплетения, в которых изнаночная часть сформирована преимущественно из композиционных филаментных нитей ПЭ + ПКА для одностороннего дублирования теплоизоляционными материалами или подкладочными тканями; в штапельное волокно с длиной резки 65мм для изготовления нетканых тепло-, звуко- или теплозвукоизоляционных объемных композиционных материалов, которые, в частности, непосредственно пригодны для одно- или двустороннего дублирования. Упомянутую редкую ткань полотняного переплетения использовали для двустороннего дублирования двояко: настилали совместно ткань верха, (термо)клеевую ткань и подкладочную ткань и прессовали пакеты при температуре 150 - 180 (предпочтительно 160)°C при давлении 0,5 - 0,7 (предпочтительно 0,55 - 0,65)МПа в течение 20 - 30с, а потом раскраивали на заготовки (в частности, на образцы для определения сопротивления расслаиванию, разрывной нагрузки и удлинения при разрыве), или сначала раскраивали указанные ткани, а затем совмещали заготовки и соединяли их в пакеты под прессом при указанных режимах. Этот же процесс использовали для дублирования натуральной кожи. Первый процесс двустороннего дублирования может быть реализован на непрерывно действующем оборудовании и потому более производителен и может быть использован в производстве дублированных текстильных материалов для швейных фабрик массового пошива одежды, а второй более пригоден при индивидуальном пошиве (особенно в случаях, когда дублирование должно придать повышенную жесткость и несминаемость только некоторым деталям одежды). Аналогичным образом (перед раскроем или после раскроя и при тех же режимах) односторонне дублировали подкладочными тканями жаккардовые ткани или искусственный мех с (термо)клеевыми филаментными нитями ПЭ/ПКА в изнаночной части. Объемные композиционные материалы типа "синтепон" с использованием штапельного волокна из композиции полиэтилена с полиамидом изготовляли следующим образом. В штапельное лавсановое или вискозное волокно (а предпочтительно - в их смесь в соотношении 70/30% по массе) с длиной резки 65мм вводили от 20 до 30% по массе (термо)клеевых штапельных волокон ПЭ/ПКА. Смесь опрыскивали антистатиками, разрыхляли в непрерывном режиме на стандартных рыхлителях и выдерживали примерно 24 часа в лабазах, продувая нагретым воздухом для темперирования и сушки. Затем пневмотранспортом смесь переносили в загрузочный бункер технологической линии по производству нетканых полотен и партиями через весовой дозатор и рыхлитель - подавали в виброшахту чесальной машины. Оттуда разрыхленная смесь поступала на игольчатые чесальные барабаны и преобразовывалась на них в начес из четырех одинаковых равномерных слоев шириной 2м. Начес подавали в камеру термообработки, где при температуре 150 - 160°C в течение примерно 30с происходило подплавление полиэтиленового ингредиента связующего и соединение исходного лавсанового и/или вискозного штапеля в упругий формоустойчивый холст объемного теплоизоляционного материала для изготовления преимущественно верхней одежды. Сопротивление расслаиванию определяли: для объемных нетканых материалов - по ГОСТ 25441 - 82, отождествляя сопротивление расслаиванию с раздирающей нагрузкой, которую измеряли на разрывных машинах с использованием образцов ("элементарных проб") шириной 70 и длиной 200мм; для тканей, трикотажа и искусственного меха - по ТУ 17 - 21 - 335 - 80, как это описано ниже. Методика согласно указанным ТУ предусматривает использование разрывных машин, способных регистрировать усилия до 10даН, и прямоугольных в плане образцов меха, в основу которого включены нити из филаментных композиционных(ПЭ/ПКА) волокон. Образцы имели размеры 149 - 151мм по основе и 29 - 31 по утку. К образцам при температуре 150 - 160°C и давлении 0,5даН/кв.см в течение 30с со стороны основы симметрично припрессовывали полоски бязи (артикула 144, или 208, или 252) шириной 34 - 36мм, оставляя с одного конца каждого образца непропрессованные участки длиной 39 41мм для закрепления свободных частей в захватах разрывной машины. После вылеживания склеенных образцов на воздухе при комнатной температуре в течение 1 - 2 часов их расслаивали со скоростью 110мм/мин и фиксировали среднее по 10 образцам удельное (отнесенное к ширине склейки) расслаивающее усилие в даН/см. Разрывную нагрузку и удлинение при разрыве для объемных и слоистых композиционных материалов, изготовленных с использованием филаментных нитей из композиции ПЭ/ПКА, определяли по ГОСТ 3813 - 72. При этом указанные показатели для тканей отдельно не определяли, поскольку плотность застила термоклеевыми нитями подлежащих дублированию сторон по меньшей мере двухслойных тканей в силу очевидных особенностей ткацкого производства всегда выше, чем при вязке по меньшей мере двухслойного трикотажа. Соответственно, для оценки промышленной применимости и эффективности термоклеевых волоконных композиций полиэтилена и полиамида вполне достаточно данных по трикотажу. Конкретные данные о результатах испытаний объемных и дублированных композиционных материалов, изготовленных с использованием термоклеевых нитей, для этого и последующих примеров см. в табл.3. Пример 6. Соотношение ПЭ/ПКА по массе 95/5 (термоклеевой материал для производства объемных изотропных и слоистых, в частности, дублированных композиционных материалов). Из указанного композиционного материала получали описанным выше способом полуфабрикат в виде филаментного волокна для использования в качестве термоклея при изготовлении объемных нетканых (термо)клеевых материалов типа "синтепон" и слоистых (дублированных) композиционных материалов. Филаментное волокно получали со скоростью формования не более 550м/мин, преимущественно 450 - 480м/мин. Максимальная кратность его ориентационного вытягивания при 160°C составила 6,93, а относительная разрывная нагрузка по ГОСТ 6611.2 - 73 - 202Мн/текс. Это волокно подвергали S- и Z-крутке соответственно с 350 - ю и 370 - ю кр/м и остаточной круткой до 20кр/м и перерабатывали: в редкую ткань саржевого переплетения - для ее двустороннего дублирования текстильными материалами или кожей и теплоизолирующими или подкладочными материалами; в изнаночную часть тканой или вязаной основы искусственного меха; в ткани по меньшей мере двухслойной структуры жаккардового переплетения или в по меньшей мере в двухслойный трикотаж, в которых изнаночная часть сформирована преимущественно из композиционных филаментных нитей ПЭ + ПКА - для одностороннего дублирования таких тканей теплоизоляционными материалами или подкладочными тканями; в аналогичные ткани или трикотаж по меньшей мере двухслойной структуры, в которых внешние слои сформированы преимущественно из композиционных филаментных нитей ПЭ + ПКА - для двустороннего дублирования таких тканей текстильными материалами или кожей и кожезаменителями; в штапельное волокно с длиной резки 65мм для изготовления нетканых тепло-, звуко- или теплозвукоизоляционных объемных композиционных материалов. Сопротивление расслаиванию, разрывную нагрузку и удлинение при разрыве определяли как указано в примере 5. Пример 7. Соотношение ПЭ/ПКА по массе 98/2 (термоклеевой материал для производства объемных изотропных и слоистых, в частности, дублированных композиционных материалов). Из указанного композиционного материала получали описанным выше способом полуфабрикат в виде филаментного волокна для использования в качестве термоклея при изготовлении объемных нетканых (термо)клеевых материалов типа "синтепон" и слоистых дублированных композиционных материалов. Филаментное волокно получали со скоростью формования не более 550м/мин, преимущественно 480 - 500м/мин. Максимальная кратность его ориентационного вытягивания при 160°C составила 6,94, а относительная разрывная нагрузка по ГОСТ 6611.2 - 73 - 214Мн/текс. Это волокно подвергали S - и Z-крутке соответственно с 420 - ю и 450 - ю кр/м и остаточной круткой до 30кр/м и перерабатывали: в ткань произвольного переплетения - для ее двустороннего дублирования другими произвольными текстильными и/или неткаными материала, и/или кожей и кожезаменителями; в изнаночную часть тканой или вязаной основы искусственного меха; в по меньшей мере двухслойные ткани жаккардового переплетения или в по меньшей мере в двухслойный трикотаж, в которых изнаночная часть была сформирована преимущественно из композиционных филаментных нитей ПЭ + ПКА - для одностороннего дублирования теплоизоляционными материалами или подкладочными тканями; в аналогичные ткани или трикотаж по меньшей мере двухслойной структуры, в которых внешние слои сформированы преимущественно из композиционных филаментных нитей ПЭ + ПКА - для двустороннего дублирования другими произвольными текстильными материалами или кожей и кожезаменителями; в штапельное волокно с длиной резки 65мм для изготовления нетканых тепло-, звуко- или теплозвукоизоляционных объемных композиционных материалов. Сопротивление расслаиванию, разрывную нагрузку и удлинение при разрыве определяли, как указано в примере 5. Пример 8. Соотношение ПЭ/ПКА по массе 99/1 (термоклеевой материал для производства объемных изотропных и слоистых, в частности, дублированных композиционных материалов). Из указанного композиционного материала получали описанным выше способом полуфабрикат в виде филаментного волокна для использования в качестве термоклея при изготовлении объемных нетканых (термо)клеевых материалов типа "синтепон" и слоистых дублированных композиционных материалов. Филаментное волокно получали со скоростью формования не более 550м/мин, преимущественно 490 - 510м/мин. Максимальная кратность его ориентационного вытягивания при 160°C составила 5,47, а относительная разрывная нагрузка по ГОСТ 6611.2 - 73 - 151Мн/текс. Это волокно подвергали S - и Z-крутке соответственно с 420 - ю и 450 - ю кр/м и остаточной круткой до 30кр/м и перерабатывали: в ткань произвольного переплетения - для ее двустороннего дублирования произвольными текстильными или иными листовыми материалами, включая облицовочные декоративные или тепло-, звуко- и теплозвукоизоляционные материалы; в изнаночную часть тканой или вязаной основы искусственного меха; в ткани по меньшей мере двухслойной в структуры жаккардового переплетения или по меньшей мере в двухслойный трикотаж, в которых изнаночная часть сформирована преимущественно из композиционных филаментных нитей ПЭ + ПКА - для одностороннего дублирования теплоизоляционными материалами или подкладочными тканями; в аналогичные ткани или трикотаж по меньшей мере двухслойной структуры, в которых внешние слои сформированы преимущественно из композиционных филаментных нитей ПЭ + ПКА - для двустороннего дублирования текстильными и иными листовыми материалами, включая кожу и кожезаменители; в штапельное волокно с длиной резки 65мм для изготовления нетканых тепло-, звуко- или теплозвукоизоляционных объемных композиционных материалов. Сопротивление расслаиванию, разрывную нагрузку и удлинение при разрыве определяли, как указано в примере 5. Пример 9. Соотношение ПЭ/ПКА по массе 99,2/0,8 (за границами заявленного диапазона). Из указанного композиционного материала описанным выше способом получали полуфабрикат (термоклеевое филаментное волокно) для использования при изготовлении объемных нетканых (термо)клеевых материалов типа "синтепон" и слоистых дублированных композиционных материалов. Филаментное волокно получали со скоростью формования не более 550, преимущественно 530 - 550м/мин. Максимальная кратность его ориентационного вытягивания при 160°C составила 5,01, а относительная разрывная нагрузка по ГОСТ 6611.2 - 73 - 95Мн/текс. Это волокно подвергали S - и Z-крутке соответственно с 420 - ю и 450 - ю кр/м и остаточной крутке до 30кр/м и перерабатывали: в ткань произвольного переплетения - для ее двустороннего дублирования произвольными текстильными или иными листовыми материалами, включая облицовочные декоративные или тепло-, звуко- и теплозвукоизоляционные материалы; в изнаночную часть тканой или вязаной основы искусственного меха; в ткани по меньшей мере двухслойной структуры жаккардового переплетения или в по меньшей мере в двухслойный трикотаж, в которых изнаночная часть сформирована преимущественно из композиционных филаментных нитей ПЭ + ПКЛ - для одностороннего дублирования теплоизоляционными материалами или подкладочными тканями; в аналогичные ткани или трикотаж по меньшей мере двухслойной структуры, в которых внешние слои сформированы преимущественно из композиционных филаментных нитей ПЭ + ПКА - для двустороннего дублирования текстильными и иными листовыми материалами, например, кожей; в штапельное волокно с длиной резки 65мм для изготовления нетканых тепло-, звуко- или теплозвукоизоляционных объемных композитов. Сопротивление расслаиванию, разрывную нагрузку и удлинение при разрыве определяли, как указано в примере 5. Как видно из табл.3, при соотношении ПЭ/ПКА = 90/10 наиболее заметно начинают проявляться возможности использования предлагаемой волокнообразующей термопластичной полимерной композиции как термоклеевого материала для использования в легкой промышленности и, что ясно с учетом приведенных данных, для использования в производстве декоративных и декоративно - отделочных (в том числе, теплозвукоизоляционных) слоистых композитов для нужд строительства и транспортного машиностроения. Эти возможности оптимальны при соотношениях ПЭ/ПКА от 95/5 до 98/2, а с выходом за соотношение более 99/1 начинают ухудшаться.
ДивитисяДодаткова інформація
Назва патенту англійськоюThermoplastic plymeric composiition
Автори англійськоюYakovlev Kostiantyn Viktorovych
Назва патенту російськоюТермопластическая полимерная композиция
Автори російськоюЯковлев Константин Викторович
МПК / Мітки
МПК: C08L 33/00, C08L 23/06
Мітки: полімерна, термопластична, композиція
Код посилання
<a href="https://ua.patents.su/8-21907-termoplastichna-polimerna-kompoziciya.html" target="_blank" rel="follow" title="База патентів України">Термопластична полімерна композиція</a>
Полімерна композиція для виготовлення фрикційного матеріалу
Номер патенту: 7790
Опубліковано: 26.12.1995
Автори: Лєвіт Міхаіл Захаровіч, Крайнова Наталія Алєксандровна, Чагіна Татьяна Ніколаєвна, Кузнецова Галіна Івановна, Бикова Надєжда Алєксандровна
МПК: C08L 9/00, C08K 13/04, C08J 5/14
Мітки: композиція, полімерна, виготовлення, матеріалу, фрикційного
Формула / Реферат:
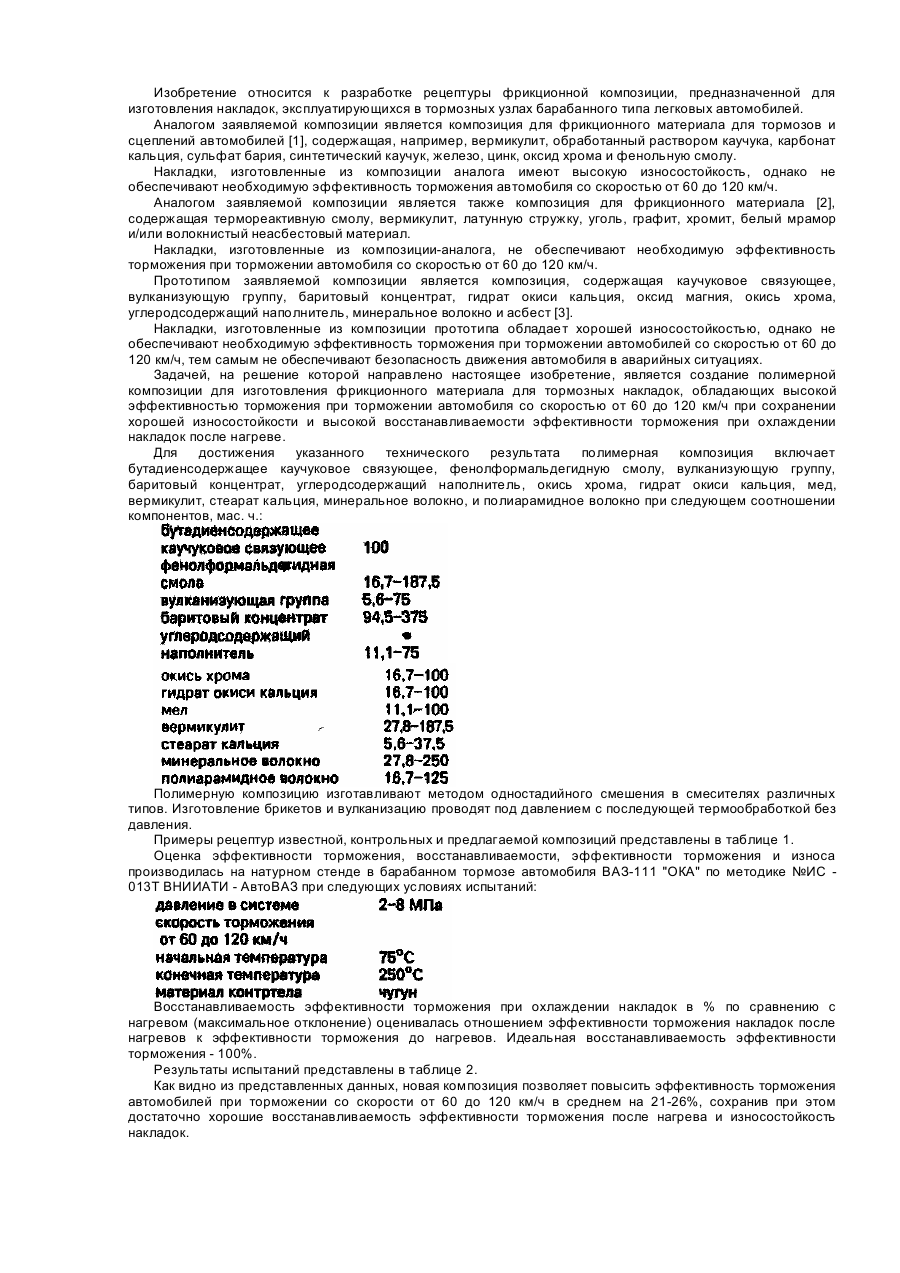
Полимерная композиция для изготовления фрикционного материала, включающая бутадиенсодержащий каучук, вулканизующую группу, баритовый концентрат, углеродсодержащий наполнитель, оксид хрома, гидроксид кальция и минеральное волокно, отличающаяся тем, что композиция дополнительно содержит фенолформальдегидную смолу, мел, вермикулит, стеарат кальция и полиарамидное волокно, при следующем соотношении компонентов, мас.ч.:бутадиенсодержащий...
Полімерна фрікційна композиція
Номер патенту: 8166
Опубліковано: 26.12.1995
Автори: Козлова Галина Павловна, Травін Владімір Леонідович, Королев Євген Олександрович, Журавель Владімір Павлович, Ніконова Людмила Михайловна, Чумічев Борис Митрофанович, Лузінова Єлена Івановна, Новосельцев Павло Васильович, Изюмова Вера Івановна
МПК: C08L 61/00, C08L 9/02, C08K 7/00, C08J 5/14, C08K 3/08
Мітки: фрикційна, композиція, полімерна
Формула / Реферат:
Полимерная фрикционная композиция, содержащая фенолформальдегидную смолу, бутади-еннитрильный каучук с содержанием связанного нитрила акриловой кислоты 27-30%, базальтовое и стеклянное волокно, концентрат баритовый, глинозем, порошок медный, бронзовую стружку и графит, отличающаяся тем, что, с целью повышения износостойкости и прочности соединения колодки с накладкой при обычных и повышенных температурах, она дополнительно содержит...
Полімерна композиція

Номер патенту: 2779
Опубліковано: 26.12.1994
Автори: Нестор Людмила Іллівна, Смик Любомир Павлович, Соколовський Михайло Федорович, Нестор Василь Петрович
МПК: C08K 13/02, C08L 27/18, C08J 5/16
Мітки: композиція, полімерна
Формула / Реферат:
Полимерная композиция, включающая фторопласт-4, базальтовое волокно, расширенный графит, этиловый спирт и добавку, отличающаяся тем, что, с целью повышения прочности на сжатие и улучшения антифрикционных свойств, она в качестве добавки содержит клиноптилолит при следующем соотношении компонентов, мас.%:базальтовое волокно 2,7—6,3 расширенный графит 7,2—9,0...
Полімерна герметизуюча композиція
Номер патенту: 10453
Опубліковано: 25.12.1996
Автори: Баглай Анатолій Прохорович, Трофімов Віктор Васильович, Махлін Вадим Олександрович, Данилова Людмила Костянтинівна, Вишневський Віктор Васильович, Жданов Юрій Павлович
МПК: C09K 3/10, C08K 7/00, C08K 3/00
Мітки: композиція, герметизуюча, полімерна
Формула / Реферат:
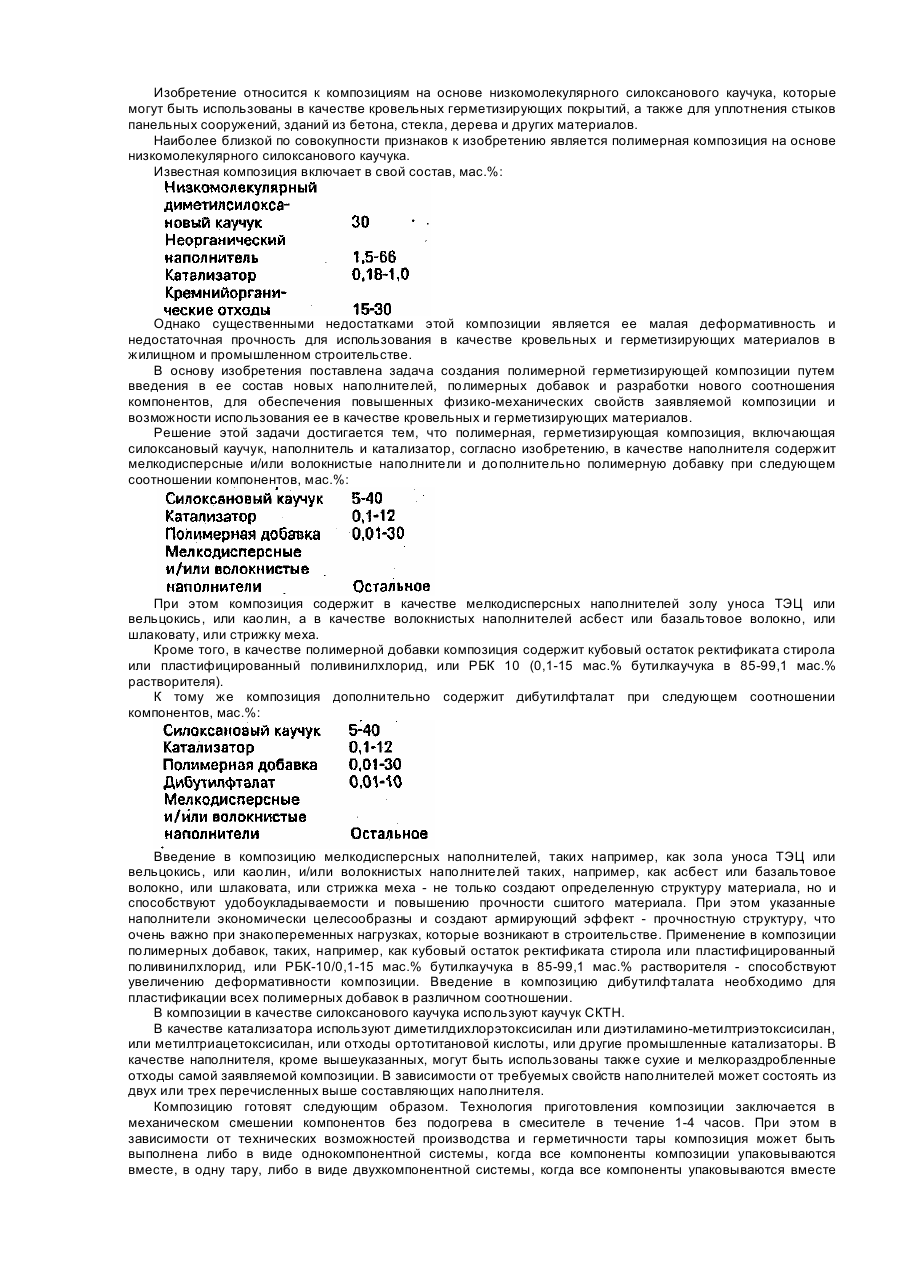
1. Полимерная герметизирующая композиция, включающая, силоксановый каучук, наполнитель и катализатор, отличающаяся тем, что в качестве наполнителя она содержит мелкодисперсные и/или волокнистые наполнители и дополнительно полимерную добавку при следующем соотношении компонентов, мас. %:силоксановый каучук 5-40катализатор...
Полімерна композиція
Номер патенту: 21928
Опубліковано: 30.04.1998
Автори: Потапова Наталія Ніколаєвна, Віноградскій Вадім Олєговіч, Левченко Олександр Леонідович, Ємєльянова Антоніна Тімофєєвна, Докукіна Людміла Фьодоровна, Гаврічєнкова Елєонора Алєксандровна, Салтан Олександр Миколайович, Рупішев Владімір Гєннадієвіч, Гінзбург Лєонід Ісааковіч, Аннушкіна Світлана Грігорьєвна
МПК: C07C 15/46, C08L 25/00, C08L 55/00, C08F 257/00
Мітки: композиція, полімерна
Формула / Реферат:
Полимерная композиция, включающая акрилонитрилбутадиенстирольный сополимер и полимерную добавку на основе сополимера стирола, отличающаяся тем, что в качестве сополимера стирала композиция содержит сополимер стирола с 20-60% метилметакрилата или сополимер стирола с 7-10% акрилонитрила и 43-50% метилметакрилата при следующем соотношении компонентов, мас.%:Акрилонитрилбутадиен-стирольный сополимер ...
Попередній патент: Кабіна ліфта
Наступний патент: Модульний з’єднувач для зрощування проводів
Випадковий патент: Спосіб дехромування шкіряних відходів