Шипове з’єднання виробів з деревини

Формула / Реферат
Шипове з'єднання виробів з деревини, кожний з яких має лицьову і торцеву поверхні і містить клинові шипові профілі на торцевій поверхні одного виробу і відповідні їм вушка, виконані на торцевій поверхні суміжного виробу, що з’єднані з шиповими профілями таким чином, що лицьові поверхні виробів утворюють при з’єднанні чи після чистової механічної обробки єдину лицьову поверхню, яке відрізняється тим, що перший від лицьової поверхні шип і відповідне йому вушко суміжного виробу віддалені від відповідної лицьової поверхні на відстань, більшу за величину припуску на механічну обробку з'єднання.
Текст
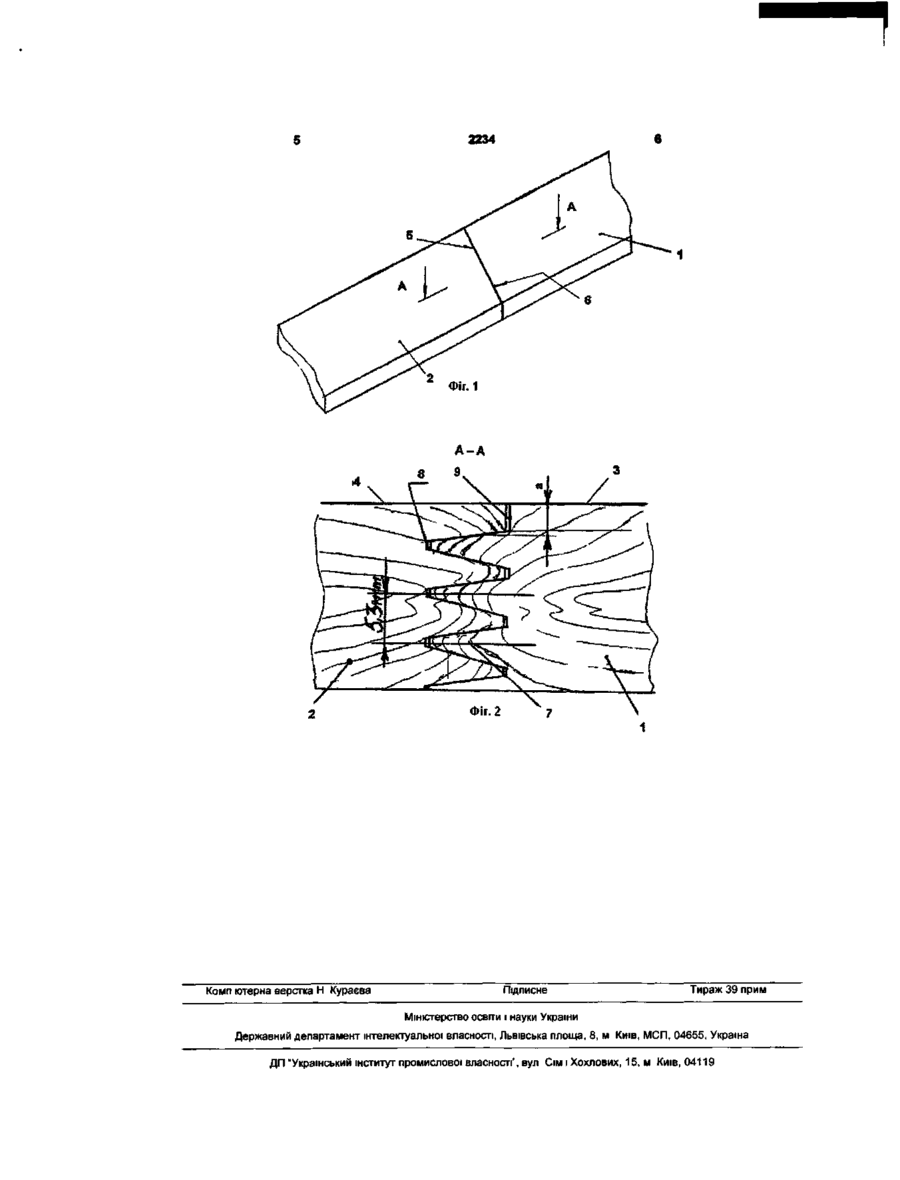
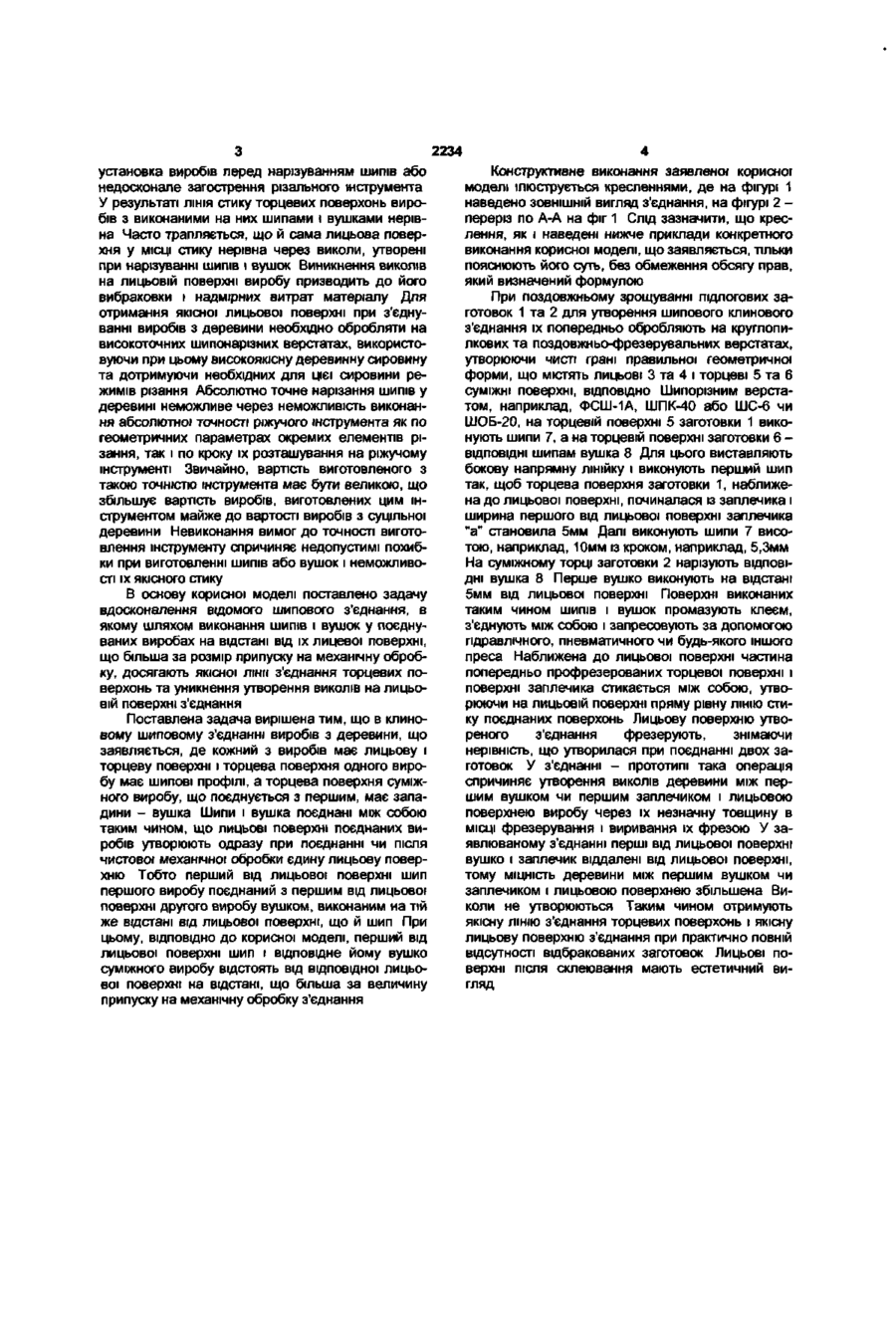
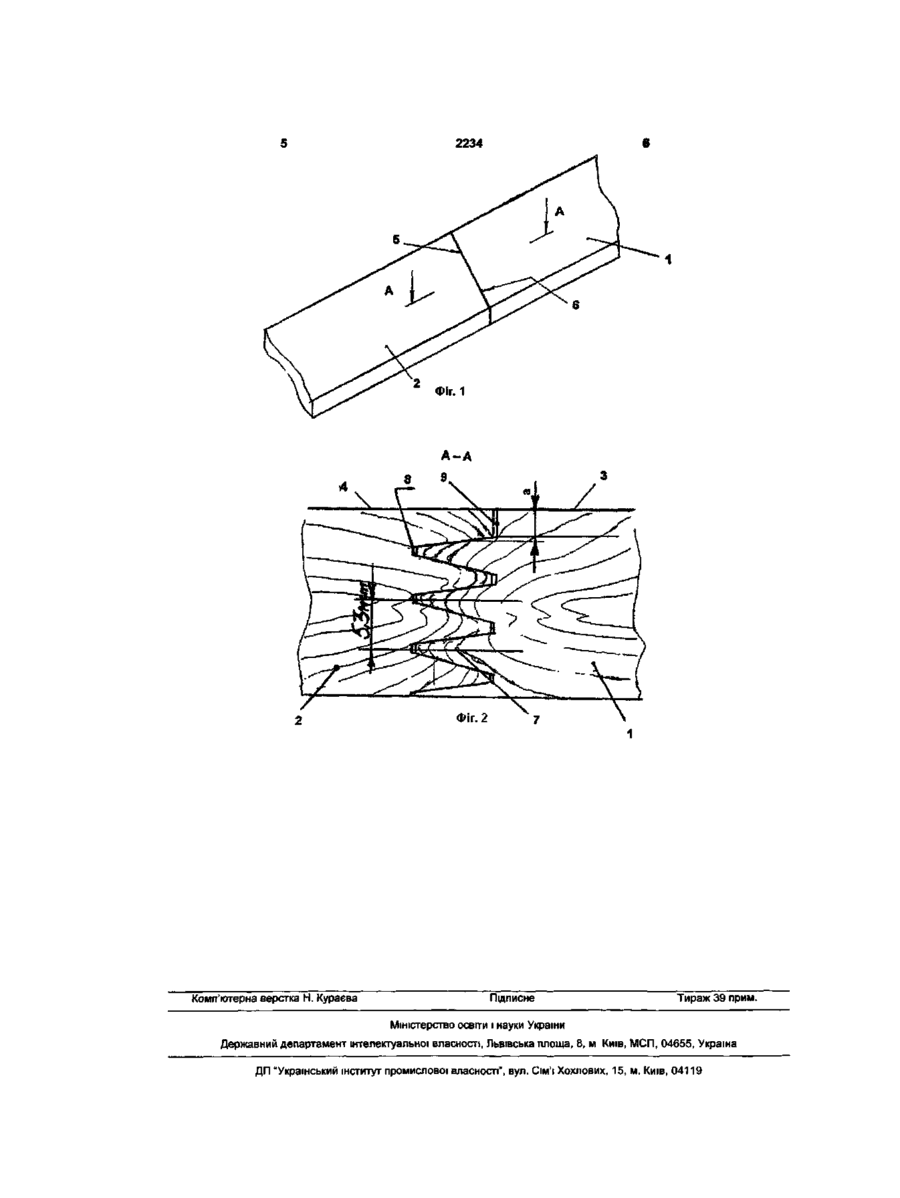
Шипове з'єднання виробів з деревини, кожний з яких має лицьову і торцеву поверхні і містить клинові шипові профілі на торцевій поверхні одного виробу і ВІДПОВІДНІ їм вушка, виконані на торце Корисна модель, що заявляється, відноситься до деревообробної промисловості і може бути застосована при зрощуванні короткомірних виробів або заготовок (далі - виробів) для одержання повномірних за довжиною виробів, зокрема, для зрощування дощок для підлоги Відоме шипове з'єднання КІНЦІВ ДВОХ виробів з деревини, кожний з яких має лицьову і торцеву поверхні На торцевій поверхні одного з виробів виконані прямокутні шипи, а на торцевій поверхні суміжного торця другого виробу виконані ВІДПОВІДНІ шипам вушка, поєднані з шипами так, що лицьові поверхні поєднуваних виробів утворюють єдину поверхню (Короткое В І Деревообробні верстати, К, "Будівельник", 1994, с 139, мал 104) На цій лицьовій поверхні в МІСЦІ поєднання торців виробів утворюється ЛІНІЯ Контур лінії залежить від контуру лицьових граней поєднуваних деталей і може бути достатньо рівним Але таке з'єднання мало придатне для зрощування підлогових дощок через його малу МІЦНІСТЬ, оскільки площина, яка проходить через вершини шипів у такому з'єднанні є найбільш слабким місцем і при використанні має недостатню МІЦНІСТЬ Підлогова дошка найчастіше проламується у МІСЦІ з'єднання Крім того, значним недоліком такого з'єднання є утворення зазорів між поєднуваними поверхнями після висихання деревини і через це неможливість утворення довговічного клейового з'єднання поєднуваних виробів Для збільшення МІЦНОСТІ з'єднання заплечики шипів і ВІДПОВІДНО торцеві поверхні вушок виконують так, що вони розташовані у різних площинах вій поверхні суміжного виробу, що з'єднані з шиповими профілями таким чином, що лицьові поверхні виробів утворюють при з'єднанні чи після чистової механічної обробки єдину лицьову поверхню, яке відрізняється тим, що перший від лицьової поверхні шип і відповідне йому вушко суміжного виробу віддалені від відповідної лицьової поверхні на відстань, більшу за величину припуску на механічну обробку з'єднання для чого бічні пласті шипів і вушок виконують різної довжини (к м РФ №16289, МПК Е04 F13/10, 2000 р ) МІЦНІСТЬ такого з'єднання порівняно з попереднім аналогом дещо збільшена Але можливість руйнування з'єднання при висиханні деревини не усунута В таких з'єднаннях між поверхнею пласті і бічною поверхнею шипа існує зазор, який не дає змоги склеїти поверхні контакту виробів, і в подальшому може спричинити руйнування виробу Щоб усунути руйнування з'єднання при всиханні деревини, поєднання виробів необхідно виконувати з розклинюванням Для виробів, що потребують збільшеної МІЦНОСТІ бажано використовувати клинове шипове з'єднання Клинові шипові з'єднання виконують з натягом, який створюється під час запресовування шипів у ВІДПОВІДНІ їм вушка Найбільш близьким до заявлюваної корисної моделі є шипове з'єднання виробів з деревини за допомогою клинових шипів (а с СРСР №1212790, МПК4 B27F 1/00, 1986 р ), у якому кожний з виробів має лицьову та торцеву поверхні, при цьому на торцевій поверхні, принаймні одного виробу виконано шипові профілі, а на торцевій поверхні другого виробу, що поєднується з першим виконані вушка таким чином, що при поєднанні ВІДПОВІДНИХ ШИПІВ і вушок лицьові поверхні кожного виробу утворюють після чистової механічної обробки єдину лицьову поверхню Недоліком відомого з'єднання є низька якість лінії стику сусідніх виробів Такий недолік є наслідком погрішності, яку спричиняють деформації недостатньо якісної деревини при нарізуванні шипів та вушок чи неточна * СО CM CM №* 2234 установка виробів перед нарізуванням шипів або недосконале загострення різального інструмента. У результаті ЛІНІЯ стику торцевих поверхонь виробів з виконаними на них шипами і вушками нерівна Часто трапляється, що й сама лицьова поверхня у МІСЦІ стику нерівна через виколи, утворені при нарізуванні шипів і вушок Виникнення виколів на лицьовій поверхні виробу призводить до його вибраковки і надмірних витрат матеріалу Для отримання якісної лицьової поверхні при з'єднуванні виробів з деревини необхідно обробляти на високоточних шипонарізних верстатах, використовуючи при цьому високоякісну деревинну сировину та дотримуючи необхідних для цієї сировини режимів різання Абсолютно точне нарізання шипів у деревині неможливе через неможливість виконання абсолютної точності ріжучого інструмента як по геометричних параметрах окремих елементів різання, так і по кроку їх розташування на ріжучому інструменті Звичайно, вартість виготовленого з такою точністю інструмента має бути великою, що збільшує вартість виробів, виготовлених цим інструментом майже до вартості виробів з суцільної деревини Невиконання вимог до точності виготовлення інструменту спричиняє недопустимі похибки при виготовленні шипів або вушок і неможливості їх якісного стику В основу корисної моделі поставлено задачу вдосконалення відомого шипового з'єднання, в якому шляхом виконання шипів і вушок у поєднуваних виробах на відстані від їх лицевої поверхні, що більша за розмір припуску на механічну обробку, досягають якісної лінії з'єднання торцевих поверхонь та уникнення утворення виколів на лицьовій поверхні з'єднання Поставлена задача вирішена тим, що в клиновому шиповому з'єднанні виробів з деревини, що заявляється, де кожний з виробів має лицьову і торцеву поверхні і торцева поверхня одного виробу має шипові профілі, а торцева поверхня суміжного виробу, що поєднується з першим, має западини - вушка Шипи і вушка поєднані між собою таким чином, що лицьові поверхні поєднаних виробів утворюють одразу при поєднанні чи після чистової механічної обробки єдину лицьову поверхню Тобто перший від лицьової поверхні шип першого виробу поєднаний з першим від лицьової поверхні другого виробу вушком, виконаним на тій же відстані від лицьової поверхні, що й шип При цьому, ВІДПОВІДНО до корисної моделі, перший від лицьової поверхні шип і відповідне йому вушко суміжного виробу відстоять від відповідної лицьової поверхні на відстані, що більша за величину припуску на механічну обробку з'єднання Конструктивне виконання заявленої корисної моделі ілюструється кресленнями, де на фігурі 1 наведено ЗОВНІШНІЙ вигляд з'єднання, на фігурі 2 переріз по А-А на фіг 1 Слід зазначити, що креслення, як і наведені нижче приклади конкретного виконання корисної моделі, що заявляється, тільки пояснюють його суть, без обмеження обсягу прав, який визначений формулою При поздовжньому зрощуванні підлогових заготовок 1 та 2 для утворення шипового клинового з'єднання їх попередньо обробляють на круглопилкових та поздовжньо-фрезерувальних верстатах, утворюючи чисті грані правильної геометричної форми, що містять лицьові 3 та 4 і торцеві 5 та 6 суміжні поверхні, ВІДПОВІДНО Шипорізним верстатом, наприклад, ФСШ-1А, ШПК-40 або ШС-6 чи ШОБ-20, на торцевій поверхні 5 заготовки 1 виконують шипи 7, а на торцевій поверхні заготовки 6 ВІДПОВІДНІ шипам вушка 8 Для цього виставляють бокову напрямну лінійку і виконують перший шип так, щоб торцева поверхня заготовки 1, наближена до лицьової поверхні, починалася із заплечика і ширина першого від лицьової поверхні заплечика "а" становила 5мм Далі виконують шипи 7 висотою, наприклад, 10мм із кроком, наприклад, 5,3мм На суміжному торці заготовки 2 нарізують ВІДПОВІДНІ вушка 8 Перше вушко виконують на відстані 5мм від лицьової поверхні Поверхні виконаних таким чином шипів і вушок промазують клеєм, з'єднують між собою і запресовують за допомогою гідравлічного, пневматичного чи будь-якого іншого преса Наближена до лицьової поверхні частина попередньо профрезерованих торцевої поверхні і поверхні заплечика стикається між собою, утворюючи на лицьовій поверхні пряму рівну ЛІНІЮ стику поєднаних поверхонь Лицьову поверхню утвореного з'єднання фрезерують, знімаючи нерівність, що утворилася при поєднанні двох заготовок У з'єднанні - прототипі така операція спричиняє утворення виколів деревини між першим вушком чи першим заплечиком і лицьовою поверхнею виробу через їх незначну товщину в МІСЦІ фрезерування і виривання їх фрезою У заявлюваному з'єднанні перші від лицьової поверхні вушко і заплечик віддалені від лицьової поверхні, тому МІЦНІСТЬ деревини між першим вушком чи заплечиком і лицьовою поверхнею збільшена Виколи не утворюються Таким чином отримують якісну ЛІНІЮ з'єднання торцевих поверхонь і якісну лицьову поверхню з'єднання при практично повній відсутності відбракованих заготовок Лицьові поверхні після склеювання мають естетичний вигляд 2234 Фіг. 1 А-А Комп ютерна верстка Н Кураєва Підписне Тираж 39 прим Міністерство освгти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності', вул Сім і Хохлових, 15, м Київ, 04119 УКРАЇНА (19) UА ( іі)2234 (із) U (51)7B27F1/OO МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ видається під відповідальність власника патенту (54) ШИПОВЕ З'ЄДНАННЯ ВИРОБІВ З ДЕРЕВИНИ (21) 2003098269 (22) 05 09 2003 (24) 15 12 2003 (46) 15 12 2003, Бюл № 12, 2003 р (72) Бабарик Олександр Григорович (73) Бабарик Олександр Григорович (57) Шипове з'єднання виробів з деревини, кожний з яких має лицьову і торцеву поверхні і містить клинові шипові профілі на торцевій поверхні одного виробу і ВІДПОВІДНІ їм вушка, виконані на торце Корисна модель, що заявляється, відноситься до деревообробної промисловості і може бути застосована при зрощуванні короткомірних виробів або заготовок (далі - виробів) для одержання повномірних за довжиною виробів, зокрема, для зрощування дощок для підлоги Відоме шипове з'єднання КІНЦІВ ДВОХ виробів з деревини, кожний з яких має лицьову і торцеву поверхні На торцевій поверхні одного з виробів виконані прямокутні шипи, а на торцевій поверхні суміжного торця другого виробу виконані ВІДПОВІДНІ шипам вушка, поєднані з шипами так, що лицьові поверхні поєднуваних виробів утворюють єдину поверхню (Короткое В І Деревообробні верстати, К, "Будівельник", 1994, с 139, мал 104) На цій лицьовій поверхні в МІСЦІ поєднання торців виробів утворюється ЛІНІЯ Контур лінії залежить від контуру лицьових граней поєднуваних деталей і може бути достатньо рівним Але таке з'єднання мало придатне для зрощування підлогових дощок через його малу МІЦНІСТЬ, оскільки площина, яка проходить через вершини шипів у такому з'єднанні є найбільш слабким місцем і при використанні має недостатню МІЦНІСТЬ Підлогова дошка найчастіше проламується у МІСЦІ з'єднання Крім того, значним недоліком такого з'єднання є утворення зазорів між поєднуваними поверхнями після висихання деревини і через це неможливість утворення довговічного клейового з'єднання поєднуваних виробів Для збільшення міцності з'єднання заплечики шипів і ВІДПОВІДНО торцеві поверхні вушок виконують так, що вони розташовані у різних площинах вій поверхні суміжного виробу, що з'єднані з шиповими профілями таким чином, що лицьові поверхні виробів утворюють при з'єднанні чи після чистової механічної обробки єдину лицьову поверхню, яке відрізняється тим, що перший від лицьової поверхні шип і відповідне йому вушко суміжного виробу віддалені від відповідної лицьової поверхні на відстань, більшу за величину припуску на механічну обробку з'єднання для чого бічні пласті шипів і вушок виконують різної довжини (к м РФ №16289, МПК Е04 F13/10, 2000 р ) МІЦНІСТЬ такого з'єднання порівняно з попереднім аналогом дещо збільшена Але можливість руйнування з'єднання при висиханні деревини не усунута В таких з'єднаннях між поверхнею пласті і бічною поверхнею шипа існує зазор, який не дає змоги склеїти поверхні контакту виробів, і в подальшому може спричинити руйнування виробу Щоб усунути руйнування з'єднання при всиханні деревини, поєднання виробів необхідно виконувати з розклинюванням Для виробів, що потребують збільшеної МІЦНОСТІ бажано використовувати клинове шипове з'єднання Клинові шипові з'єднання виконують з натягом, який створюється під час запресовування шипів у ВІДПОВІДНІ їм вушка Найбільш близьким до заявлюваної корисної моделі є шипове з'єднання виробів з деревини за допомогою клинових шипів (а с СРСР №1212790, МПК4 B27F 1/00, 1986 р ), у якому кожний з виробів має лицьову та торцеву поверхні, при цьому на торцевій поверхні, принаймні одного виробу виконано шипові профілі, а на торцевій поверхні другого виробу, що поєднується з першим, виконані вушка таким чином, що при поєднанні ВІДПОВІДНИХ ШИПІВ і вушок лицьові поверхні кожного виробу утворюють після чистової механічної обробки єдину лицьову поверхню Недоліком відомого з'єднання є низька якість Ліни стику сусідніх виробів Такий недолік є наслідком погрішності яку спричиняють деформації недостатньо якісної деревини при нарізуванні шипів та вушок чи неточна СО CM 2234 установка виробів перед нарізуванням шипів або недосконале загострення різального інструмента У результаті ЛІНІЯ стику торцевих поверхонь виробів з виконаними на них шипами і вушками нерівна Часто трапляється, що й сама лицьова поверхня у МІСЦІ стику нерівна через виколи, утворені при нарізуванні шипів і вушок Виникнення виколів на лицьовій поверхні виробу призводить до його вибраковки і надмірних витрат матеріалу Для отримання якісної лицьової поверхні при з'єднуванні виробів з деревини необхідно обробляти на високоточних шипонарізних верстатах, використовуючи при цьому високоякісну деревинну сировину та дотримуючи необхідних для цієї сировини режимів різання Абсолютно точне нарізання шипів у деревині неможливе через неможливість виконання абсолютної точності ріжучого інструмента як по геометричних параметрах окремих елементів різання, так і по кроку їх розташування на ріжучому інструменті Звичайно, вартість виготовленого з такою точністю інструмента має бути великою, що збільшує вартість виробів, виготовлених цим інструментом майже до вартості виробів з суцільної деревини Невиконання вимог до точності виготовлення інструменту спричиняє недопустимі похибки при виготовленні шипів або вушок і неможливості їх якісного стику В основу корисної моделі поставлено задачу вдосконалення відомого шипового з'єднання, в якому шляхом виконання шипів і вушок у поєднуваних виробах на відстані від їх лицевої поверхні, що більша за розмір припуску на механічну обробку, досягають якісної лінії з'єднання торцевих поверхонь та уникнення утворення виколів на лицьовій поверхні з'єднання Поставлена задача вирішена тим, що в клиновому шиповому з'єднанні виробів з деревини, що заявляється, де кожний з виробів має лицьову і торцеву поверхні і торцева поверхня одного виробу має шипові профілі, а торцева поверхня суміжного виробу, що поєднується з першим, має западини - вушка Шипи і вушка поєднані між собою таким чином, що лицьові поверхні поєднаних виробів утворюють одразу при поєднанні чи після чистової механічної обробки єдину лицьову поверхню Тобто перший від лицьової поверхні шип першого виробу поєднаний з першим від лицьової поверхні другого виробу вушком, виконаним на тій же відстані від лицьової поверхні, що й шип При цьому, ВІДПОВІДНО до корисної моделі, перший від лицьової поверхні шип і відповідне йому вушко суміжного виробу відстоять від відповідної лицьової поверхні на відстані, що більша за величину припуску на механічну обробку з'єднання Конструктивне виконання заявленої корисної моделі ілюструється кресленнями, де на фігурі 1 наведено ЗОВНІШНІЙ вигляд з'єднання, на фігурі 2 переріз по А-А на фіг 1 Слід зазначити, що креслення, як і наведені нижче приклади конкретного виконання корисної моделі, що заявляється, тільки пояснюють його суть, без обмеження обсягу прав, який визначений формулою При поздовжньому зрощуванні підлогових заготовок 1 та 2 для утворення шипового клинового з'єднання їх попередньо обробляють на круглопилкових та поздовжньо-фрезерувальних верстатах, утворюючи чисті грані правильної геометричної форми, що містять лицьові 3 та 4 і торцеві 5 та 6 суміжні поверхні, ВІДПОВІДНО Шипорізним верстатом, наприклад, ФСШ-1А, ШПК-40 або ШС-6 чи ШОБ-20, на торцевій поверхні 5 заготовки 1 виконують шипи 7, а на торцевій поверхні заготовки 6 ВІДПОВІДНІ шипам вушка 8 Для цього виставляють бокову напрямну лінійку і виконують перший шип так, щоб торцева поверхня заготовки 1, наближена до лицьової поверхні, починалася із заплечика і ширина першого від лицьової поверхні заплечика "а" становила 5мм Далі виконують шипи 7 висотою, наприклад, 10мм із кроком, наприклад, 5,3мм На суміжному торці заготовки 2 нарізують ВІДПОВІДНІ вушка 8 Перше вушко виконують на відстані 5мм від лицьової поверхні Поверхні виконаних таким чином шипів і вушок промазують клеєм, з'єднують між собою і запресовують за допомогою гідравлічного, пневматичного чи будь-якого іншого преса Наближена до лицьової поверхні частина попередньо профрезерованих торцевої поверхні і поверхні заплечика стикається між собою, утворюючи на лицьовій поверхні пряму рівну ЛІНІЮ стику поєднаних поверхонь Лицьову поверхню утвореного з'єднання фрезерують, знімаючи нерівність, що утворилася при поєднанні двох заготовок У з'єднанні - прототипі така операція спричиняє утворення виколів деревини між першим вушком чи першим заплечиком і лицьовою поверхнею виробу через їх незначну товщину в МІСЦІ фрезерування і виривання їх фрезою У заявлюваному з'єднанні перші від лицьової поверхні вушко і заплечик віддалені від лицьової поверхні, тому МІЦНІСТЬ деревини між першим вушком чи заплечиком і лицьовою поверхнею збільшена Виколи не утворюються Таким чином отримують якісну ЛІНІЮ з'єднання торцевих поверхонь і якісну лицьову поверхню з'єднання при практично повній відсутності відбракованих заготовок Лицьові поверхні після склеювання мають естетичний вигляд 2234 Фіг. 1 4 Комп'ютерна верстка Н. Кураєва Підписне Тираж 39 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул. Сім'ї Хохлових, 15, м. Київ, 04119
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B27F 1/00
Мітки: деревини, виробів, шипове, з'єднання
Код посилання
<a href="https://ua.patents.su/8-2234-shipove-zehdnannya-virobiv-z-derevini.html" target="_blank" rel="follow" title="База патентів України">Шипове з’єднання виробів з деревини</a>
Пристрій для просочування деревини
Номер патенту: 29308
Опубліковано: 16.10.2000
Автор: Піддубний Петро Іванович
МПК: B27K 3/02
Мітки: просочування, пристрій, деревини
Формула / Реферат:
Пристрій для просочування деревини, який містить просочувальну камеру з системами подачі просочуванної рідини, вакуумування, механізмами завантаження і розвантаження, герметизуючи прокладки і датчики рівня просочуванної рідини, який відрізняється тим, що просочувальна камера виконана у вигляді двох розрізнених між собою зон, причому одна із них з'єднана з системою вакуумування, а друга забезпечена системою вводу інертного газу, при цьому...
Консервант для деревини, спосіб обробки лісоматеріалів, концентрат для виготовлення консерванта для деревини
Номер патенту: 48228
Опубліковано: 15.08.2002
Автори: Фрічі Йоахім, Ранфт Фолькер, Ліхтенберг Флоріян
МПК: B27K 3/34, A01N 33/12, C07C 211/63, C07C 211/62
Мітки: виготовлення, лісоматеріалів, концентрат, обробки, консерванта, консервант, спосіб, деревини
Формула / Реферат:
1. Консервант для деревини, що має біоцидні властивості, який відрізняється тим, що він включає у водному розчині щонайменше одну сполуку з групи четвертинного амонію загальної формулиде R1 означає С8-С18алкільну групу або необов'язково заміщену бензильну групу, R2 означає С8-С18алкільну групу, R3 означає С1-С4алкільну групу або групу формули -[CH2-CH2O]n-H, R4 означає С1-С4алкільну групу, n означає число від 0,5 до 8, більш...
Спосіб просочування деревини
Номер патенту: 29307
Опубліковано: 16.10.2000
Автор: Піддубний Петро Іванович
МПК: B27K 3/02
Мітки: деревини, спосіб, просочування
Формула / Реферат:
Спосіб просочування деревини, включаючий завантаження у просочувальну камеру, вакуумування, просочування і розвантаження, який відрізняється тим, що просочування ведуть після вакуумування у атмосфері інертного газу, шляхом переміщення деревини по поверхні обертанного котка, покриваємого розчином просочуванної рідини.
Спосіб кутового з’єднання столярних виробів
Номер патенту: 49342
Опубліковано: 16.09.2002
Автор: Барановський Олександр Валентинович
МПК: B27F 1/00
Мітки: виробів, спосіб, кутового, столярних, з'єднання
Формула / Реферат:
1. Спосіб кутового з'єднання столярних виробів, що включає виготовлення із дерев'яної заготівки, яка склеєна з ламелей, профілю рами і профілю стулки вікна, розкроювання цих профілів у розмір на "вус", фрезерування внутрішніх пазів "під шип", який відрізняється тим, що ламелі виготовляють з одним або декількома внутрішніми базовими повздовжніми пазами, збирання заготівки здійснюється зміщенням ламелей до утворення...
Пристрій регулювання процесу сушіння будівельних матеріалів, переважно деревини і деревинних композитів
Номер патенту: 22045
Опубліковано: 30.04.1998
Автори: Поберейко Богдан Петрович, Сафаров Вячеслав Олександрович, Книш Юрій Вікторович, Гербей Володимир Михайлович, Соколовський Ярослав Іванович, Гнатишин Ярослав Михайлович, Яцун Андрій Михайлович, Шикеринець Ігор Михайлович
МПК: F26B 19/00
Мітки: будівельних, пристрій, переважно, композитів, сушіння, процесу, матеріалів, деревини, деревинних, регулювання
Формула / Реферат:
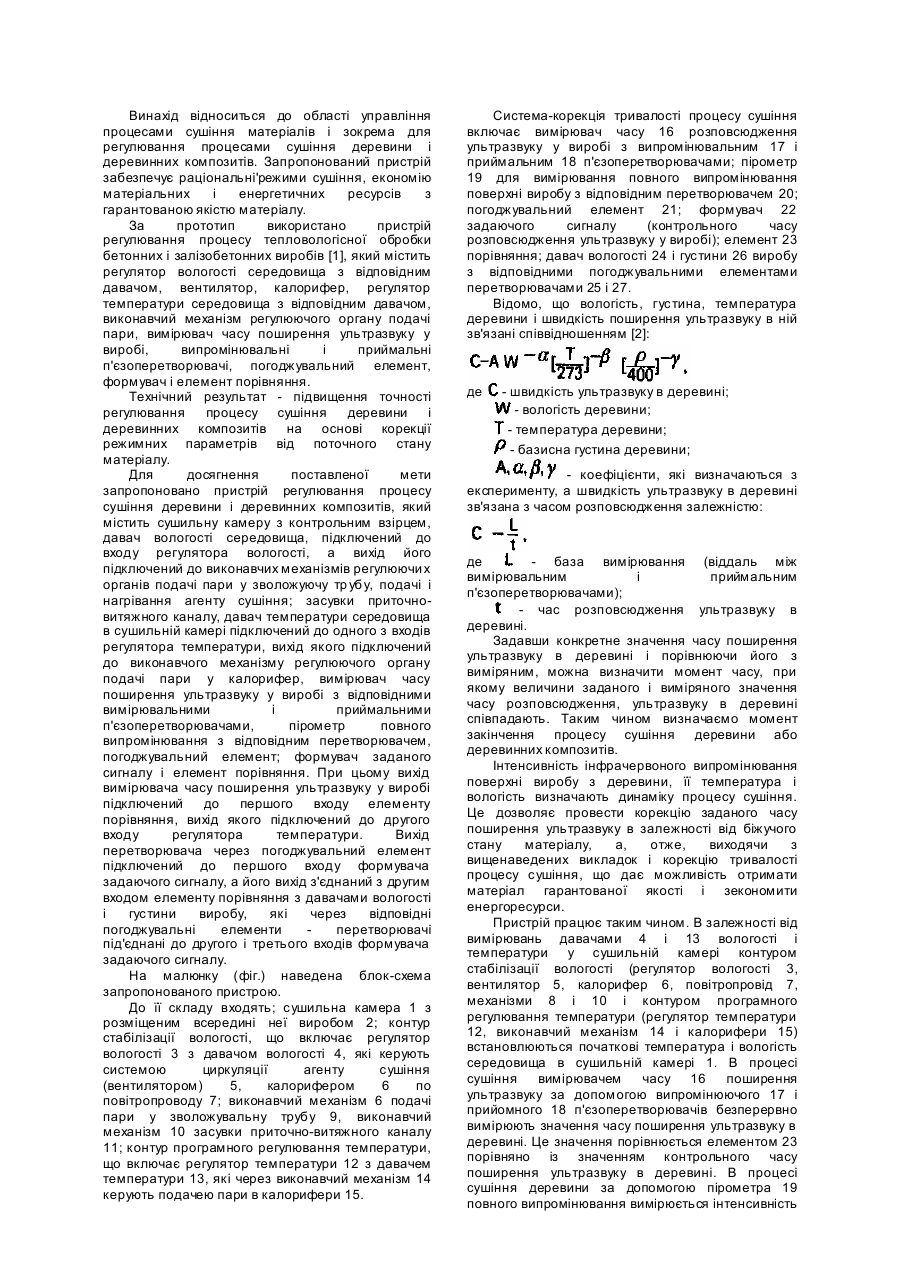
Пристрій регулювання процесу сушіння будівельних матеріалів, переважно деревини і деревинних композитів, який містить сушильну камеру з розміщеним в неї виробом, давач вологості у камері, підключений до входу регулятора вологості, вихід якого підключений до виконавчих механізмів регулюючих органів подачі і нагрівання повітря, давач температури середовища у камері, підключений до одного з входів регулятора температури, вихід якого...
Попередній патент: Спосіб виробництва аденозинтрифосфорної кислоти
Наступний патент: Пристрій для видобутку корисних копалин