Вузол подушок валків кліті кварто
Номер патенту: 31316
Опубліковано: 15.12.2000
Автори: Трофімов Віталій Олександрович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович, Піховкін Микола Миколайович, Мацко Сергій Володимирович, Тилик Василь Трохимович, Штехно Олег Миколайович
Текст
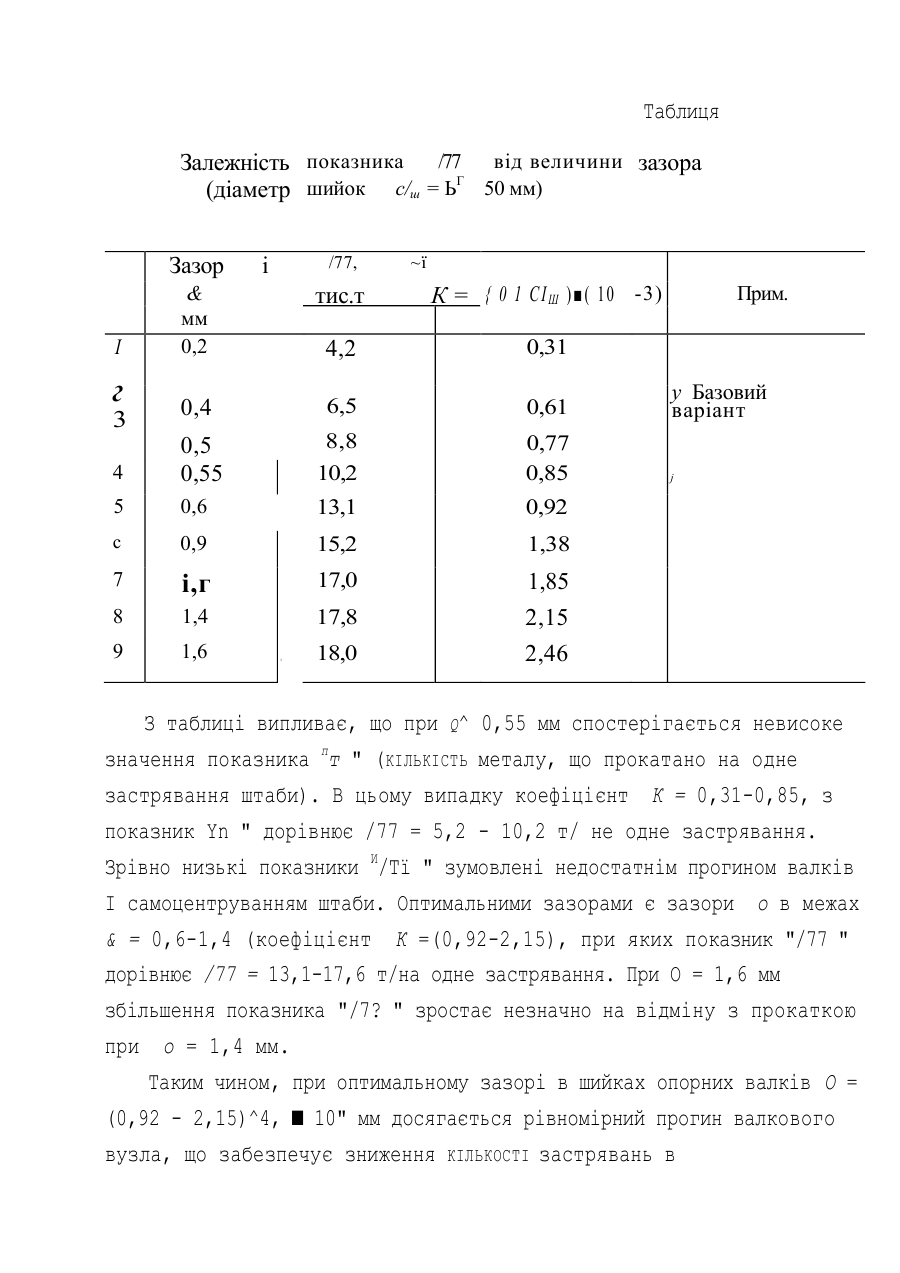
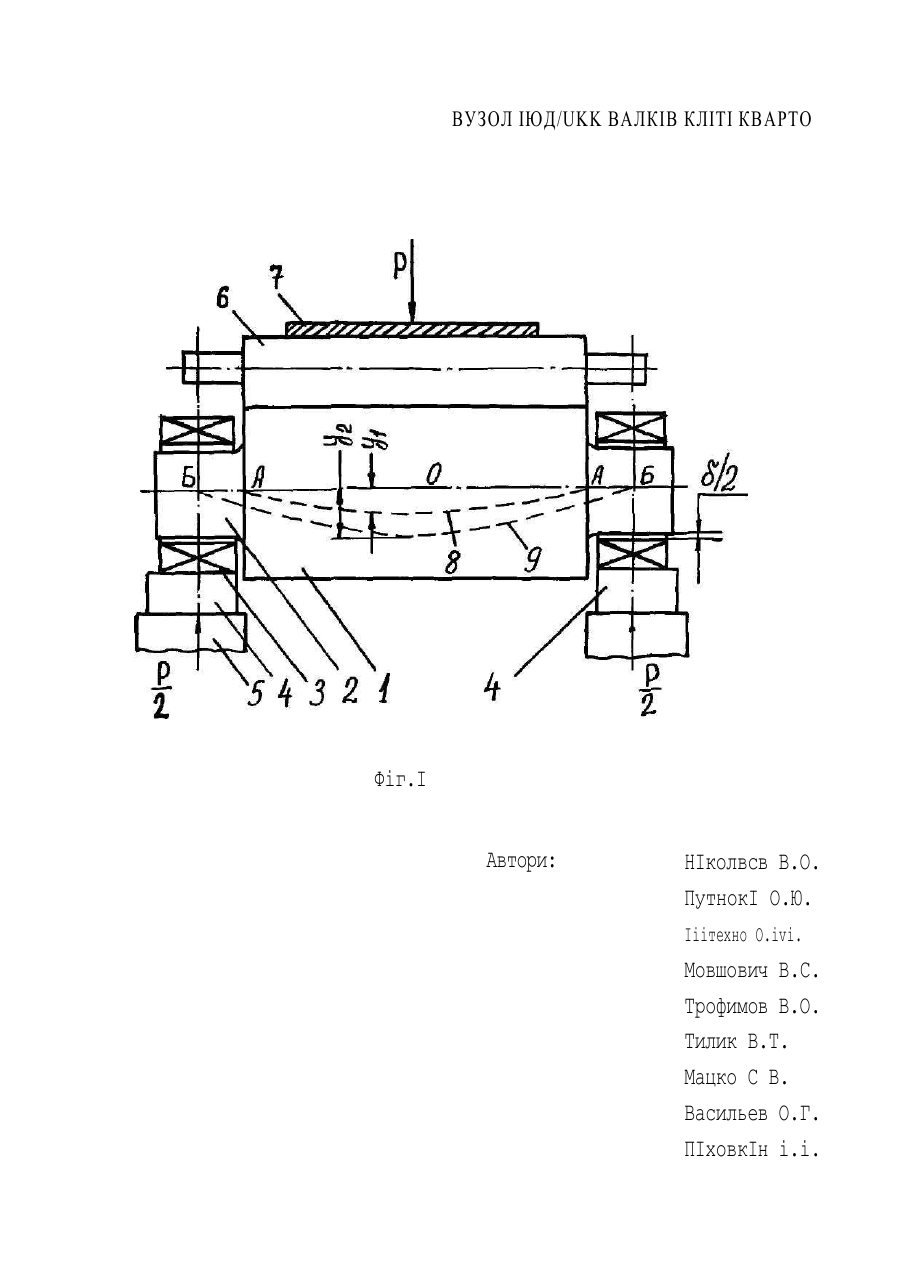
В£І B27/IQ ВУЗОЛ ПОДУШОК ВАЛКІВ КЛІТІ КВАРТО Винахід належить до прокатного виробництва, зокрема до обладнання листового прокатного стана та прокатки штаб. Відомий вузол подушок валків КЛІТІ кварто, який містить подушки, опорні валки та підшипники кадіння (М.М.Сафьян. Прокатка широкополосной стали.-4.Металлургия,1969,с.169,рис.69). Опорні валки з подушками та підшипниками качіння установлені в прокатній КЛІТІ (чстирьохвалкозої КЛІТІ). Недоліком даного технічного рішення є те, що не виявлений необхідний зазор між шийкою опорного валка та внутрішнім діаметром підшипника качіння, а це не визначає оптимальну величину прогину опорного валка, профіль поперечного перерізу штаби, ідо прокатують, степінь Іі центрування в КЛІТІ, степінь нерівномірності деформації пс ширині штаби, не виключає серповидності після КЛІТІ та Імовірність застрявання штаби штабиУв клітях або на ділянці після чистовоі КЛІТІ безперервного стана, що сприяє зниженню його продуктивності тфростанню витрат ме талу в результаті появи недокатів. Найбільш близьким до запропонованого є технічне рішення , яке дане в роботі А.А.аорольова .Конструкция и расчет машин и механизмов прокатных станов.-Металлургия ДЫ&, с. 138, рис. to). З цій роботі представлений вузол подушок валків КЛІТІ кварто, включаючий подушки, опорні валки та підшипники качіння, в якому зазор мілроеадковими поверхнями дорівнює о ~ К с/ L С/ - діаметр посадки; К коефіцієнт; к~ (J,08-0,19) * І0~_/. Недоліком цього технічного рішення є те, ідо прийнятий зазор не забеспечуе достатній прогин опорного валка, центрування штаби по осі КЛІТІ, рівномірність деформації по ширині штаби, не запобігає утворенню серповидності штаби, застряванню II в лінії стана, не забеспечуе скорочення витрат металу та г збільшення продуктивності стана. Тобто в технічному рішенні відсутнє дослідження впливу зазора між посадковими поверхнями підшипника та шийки на прогин валкового вузла та СТІЙКОСТІ штаби у кліті, а та-кож немає оптимізації розмірів зазору. Задачою винаходу є вдосконалення конструкції вузла подушок валміж посадочними поверхнями шийки ків КЛІТІ кварто шляхом оптимізації зазорауипорного валка та внут рішнім кільцем підшипника качіння. Технічним результатом винаходу є отримання рівномірного прогину валкового вузла, отже рівномірності деформації металу по ширині штаби І самоцентрування II У валках. Рішення задачі забезпечується тим, що в вузлі валків кліті кварто, включаючому подушки, опорні валки та підшипники качіння, в яких передбачений зазор між посадковими поверхнями підшипника та шийки передбачена слідуюча ВІДМІННІСТЬ : зазор між поверхнями шийки опорного валка та внутрішнім кільцем підшипника качіння приймають рівним = (0,92 - 2 де cfw - діаметр шийки опорного валка. Ліж суттєвими прикметами винаходу та технічним результатом, що досягається, Існуг наступний причинно-наслідковий зв'язок. Використання оптимального зазора між шийками опорного валка та внутрішнім кільцем підшипника зменшує защімлення шийок опорних валків в підшипниках І тому саме збільшується прогин опорних валків за рахунок чого І досягається рівномірний прогин валкового вузла, а отже, рівномірний обтиск кромок штаби та самоцентрування II у валках, разом з цим усунення серповидності штаби та застрявання II в лінії стала. На фіг Л наведений вузол подушок валків КЛІТІ кварто, включаючий опорний валок 1, з шийками 2, які містяться в підшипниках ка чіння 3 установленні в подушках 4. Останні розташовуються на нижній поперечній станині 5 КЛІТІ (НИЖНЯ пара валків). На опорний валок через робочий валок 6 від штаби 7 передається сила прокатки г . Сугтевість винаходу міститься в слідуючому. ПІД час прокатки штаби 7 внаслідок дії сил г робочі та опорні валки прогинаються відносно опор 1,2. Величина прогину Ц-и (криві 8,9) при ПОСТІЙНІЙ СИЛІ г залежить від степені защемлення шийок опорного валка в підшипниках. Величина прогину опорного валка буде мінімальна при повному защімленню шийок в підшипниках, коли о = 0 (зазор відсутній). В цьому випадку вигин відбувається відносно точок А І величина прогину рівна Uj . При наявності зазору о > 0 плече моменту вигину, сам момент вигину та величина прогину опорного валка збільшується. Прогин зростає до Уд (ОБ - плече моменту вигину). Завдяки прогину опорного, а отже І робочого валків, поперечний переріз штаби, що прокатується набуває випуклої форми, що забезпечує самоцентрування штаби по осі КЛІТІ, а також запобігає утворенню серповидності штаби. Чим більше зазор, тим більше прогин опорного валка, тим більше СТІЙКІСТЬ штаби по осі валків, тим менше Імовірність застрявання штаби в лінії стана, тим вище ефективність процесу прокатки. Ефективність запропонованого винаходу випробували в чистовій КЛІТІ 10 безперервного стана 1680 горячої прокатки меткомбінату "Залоріжсталь". В дослідах змінювали зазор О в межах 0,2-1,6 мм в шийках нижнього опорного валка. ДОСЛІДНІ дані наведені в табл. на основі досліджень більше 20 вузлів подушок валків. На кожному комплекті прокатували до 120 тис/тон штаб. В процесі досліджень фіксували КІЛЬКІСТЬ серповидних штаб (застрявання штаб в лінії стана). Ефективність винаходу оцінювали шляхом прокатки металу при різних зазорах С показником т - & / Ґіг ( Q - об'єм проката на комплекті валків 1 Пя - КІЛЬКІСТЬ застрявань). Таблиця Залежність показника /77 від величини зазора Г (діаметр шийок с/ш = Ь 50 мм) Зазор і /77, ~ї & мм 0,2 тис.т К = { 0 1 СІ Ш ) ( 10 -3) 4,2 0,31 0,4 6,5 0,61 у Базовий варіант 4 0,5 0,55 8,8 10,2 0,77 0,85 j 5 0,6 13,1 0,92 с 0,9 15,2 1,38 7 і,г 17,0 8 1,4 17,8 9 1,6 1,85 2,15 2,46 I г 3 і 18,0 Прим. З таблиці випливає, що при Q^ 0,55 мм спостерігається невисоке значення показника пт " (КІЛЬКІСТЬ металу, що прокатано на одне застрявання штаби). В цьому випадку коефіцієнт К = 0,31-0,85, з показник Yn " дорівнює /77 = 5,2 - 10,2 т/ не одне застрявання. Зрівно низькі показники И/Тї " зумовлені недостатнім прогином валків І самоцентруванням штаби. Оптимальними зазорами є зазори о в межах & = 0,6-1,4 (коефіцієнт К =(0,92-2,15), при яких показник "/77 " дорівнює /77 = 13,1-17,6 т/на одне застрявання. При О = 1,6 мм збільшення показника "/7? " зростає незначно на відміну з прокаткою при о = 1,4 мм. Таким чином, при оптимальному зазорі в шийках опорних валків О = (0,92 - 2,15)^4, 10" мм досягається рівномірний прогин валкового вузла, що забезпечує зниження КІЛЬКОСТІ застрявань в о 1,76 - 4,3 рази, зростання продуктивності стана та зниження витрат металу навїдміну з базовим варіантом (дос.І-4), який застосовують в практиці роботи стана. ВУЗОЛ ІЮД/UKK ВАЛКІВ КЛІТІ КВАРТО Фіг.І Автори: НІколвсв В.О. ПутнокІ О.Ю. Ііітехно O.ivi. Мовшович B.C. Трофимов В.О. Тилик В.Т. Мацко С В. Васильев О.Г. ПІховкІн і.і.
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit of cushions of shafts of four-high stand
Автори англійськоюNikolaiev Viktor Oleksandrovych, Putnoki Oleksandr Yuliusovych, Shtekhno Oleh Mykolaiovych, Movshovych Vilord Solomonovych, Trofymov Vitalii Oleksandrovych, Tylyk Vasyl Trokhymovych, Matsko Serhii Volodymyrovych, Vasyl’iev Oleksandr Hennadiiovych, Pikhovkin Mykola Mykolaiovych
Назва патенту російськоюУзел подушек валков клети кварто
Автори російськоюНиколаев Виктор Александрович, Путноки Александр Юлиусович, Штехно Олег Николаевич, Мовшович Вилорд Соломонович, Трофимов Виталий Александрович, Тылык Василий Трофимович, Мацко Сергей Владимирович, Машко Сергей Владимирович, Васильев Александр Геннадиевич, Пиховкин Николай Николаевич
МПК / Мітки
МПК: B21B 27/06
Мітки: валків, кварто, кліті, вузол, подушок
Код посилання
<a href="https://ua.patents.su/6-31316-vuzol-podushok-valkiv-kliti-kvarto.html" target="_blank" rel="follow" title="База патентів України">Вузол подушок валків кліті кварто</a>
Вузол подушок робочих та опорних валків кліток кварто
Номер патенту: 14113
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: опорних, робочих, вузол, кліток, валків, кварто, подушок
Формула / Реферат:
Узел подушек рабочих и опорных валков клетей кварто, содержащий подушки рабочих валков, установленные в расточках подушек опорных валков, подшипниковые опоры, гидравлическое уравновешивающее устройство верхнего рабочего валка и устройство для самоустановки верхнего рабочего валка относительно смежного с ним опорного валка, состоящего из гидроцилиндра, размещенного в подушке рабочего валка со стороны подушки опорного валка, а его ось...
Вузол валків прокатної кліті кварто
Номер патенту: 1641
Опубліковано: 25.10.1994
Автори: Костигов Валентин Михайлович, Костюченко Михайло Іванович, Малахов Віктор Григорович, Кізійов Володимир Григорович, Дишковець Геннадій Анатолійович, Самченко Анатолій Іванович, Мірошниченко Анатолій Костянтинович, Гуськов Олександр Миколайович, Стрємоухов Віталій Сергійович, Романов Микола Митрофанович, Архипенко Євген Іванович
МПК: B21B 27/02
Мітки: вузол, кварто, кліті, прокатної, валків
Формула / Реферат:
1. Узел валков прокатной клети кварто, содержащий опорные и рабочие валки, один из которых имеет гладкие бандажи с винтовыми гребнями, отличающийся тем, что, с целью повышения срока службы валков, гладкие бандажи выполнены с диаметром на 30—50 % выше высоты бандажей с гребнями и твердостью, равной 0,7—0,9 твердости контактирующих с ними валков. 2. Узел по п. 1, отличающийся тем, что бандажи с гребнями выполнены с упрочненным...
Вузол подушок чотирьохвалкової листової кліті

Номер патенту: 17812
Опубліковано: 03.06.1997
Автори: Карташов Анатолій Андрійович, Клєвцов Олег Михайлович, Васильєв Олександр Геннадійович, Ємельяненко Анатолій Григорович, Кудрин Володимир Іванович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Штехно Олег Миколайович
МПК: B21B 31/00
Мітки: вузол, подушок, листової, кліті, чотирьохвалкової
Формула / Реферат:
Узел подушек четырехвалковой листовой клети, содержащий подушки рабочих валков, установленные в расточках подушек опорных валков, гидравлическое устройство противоизгиба рабочих валков, совмещенное с уравновешивающим устройством, и содержащее плунжеры в подушках рабочих валков и систему подачи масла к плунжерам, отличающийся тем, что по оси гидравлического плунжера противоизгиба в расточке подушки верхнего рабочего валка установлен ползун с...
Вузол валків прокатної кліті штабового стану
Номер патенту: 5713
Опубліковано: 28.12.1994
Автори: Герд Байсеманн, Хуго Фельдманн, Хорст Гертнер, Фрідріх Холльманн
МПК: B21B 1/22
Мітки: штабового, валків, вузол, прокатної, стану, кліті
Формула / Реферат:
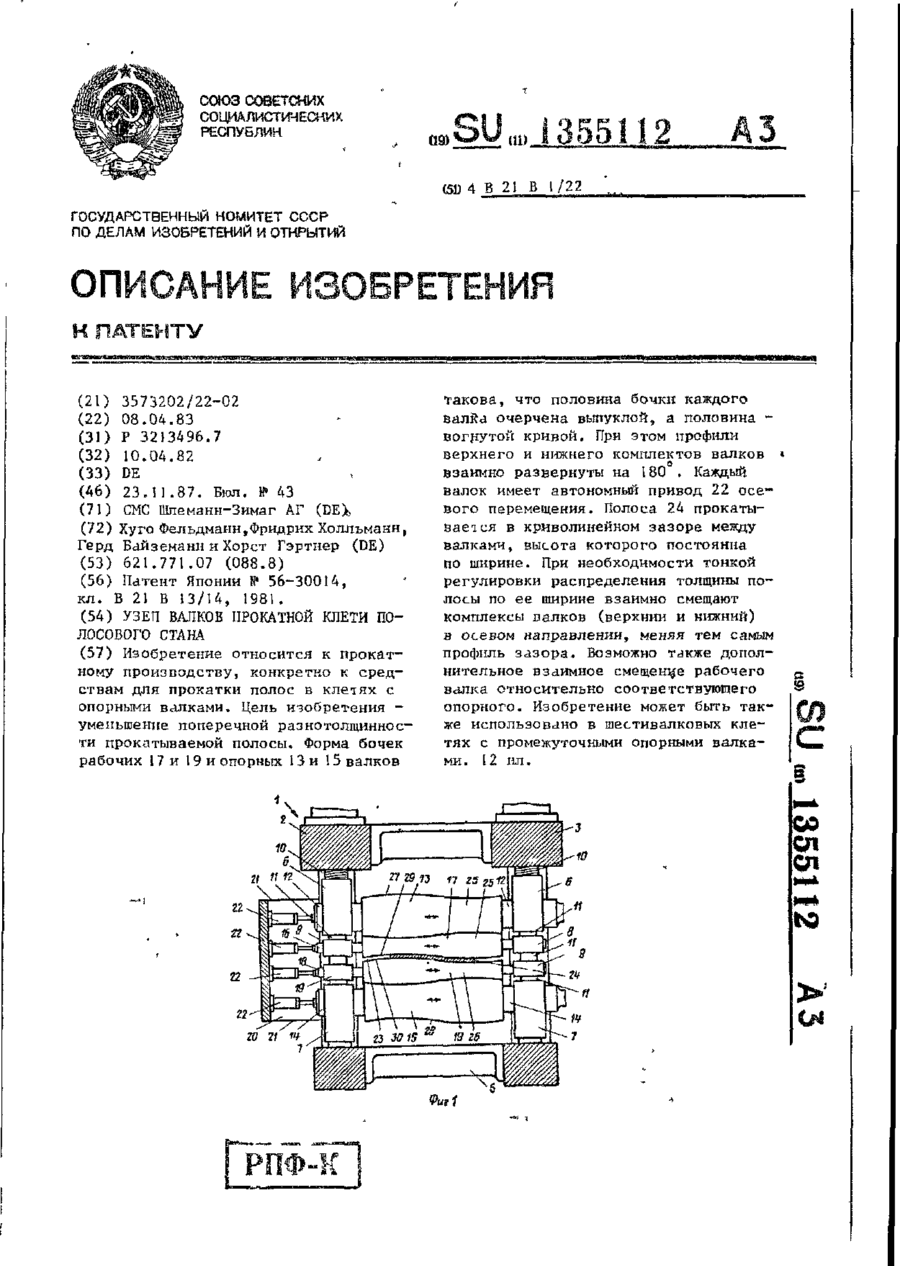
Узел валков прокатной клетки полосового стана, содержащий два комплекта валков, верхний и нижний, каждый из которых имеет один рабочий и по меньшей мере один опорный валки, причем по меньшей мере два соседних валка из каждого комплекта выполнены профилированными с криволинейным центрально-симметричным и взаимносовпадающим по форме контуром бочки, а контуры бочек одноименных валков разных комплектов расположены центрально-симметрично...
Комплект валків прокатної кліті листового стану
Номер патенту: 12070
Опубліковано: 25.12.1996
Автори: Пилипенко Сергій Степанович, Васильєв Олександр Геннадійович, Тилик Василь Трохимович, Штехно Олег Миколайович, Мовшович Вілорд Соломонович, Ніколаєв Віктор Олександрович, Трофімов Віталій Олександрович
МПК: B21B 27/00
Мітки: стану, валків, комплект, листового, прокатної, кліті
Формула / Реферат:
Комплект валков прокатной клети листового стана, содержащий опорные и рабочие валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками микрошероховатости, образованной линиями выступов и впадин, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки путем улучшения условий захвата смазки при сохранении центрирования полосы, на более низких участках микрошероховатости линии выступов и...
Попередній патент: Валкові вузли неперервного стана
Наступний патент: Спосіб формування додаткового кровопостачання при дистрофії яєчок
Випадковий патент: Пристрій для транспортування і очистки коренебульбоплодів