Ріжучий інструмент для нарізання пазів або шипів переважно у дерев’яних виробах
Текст
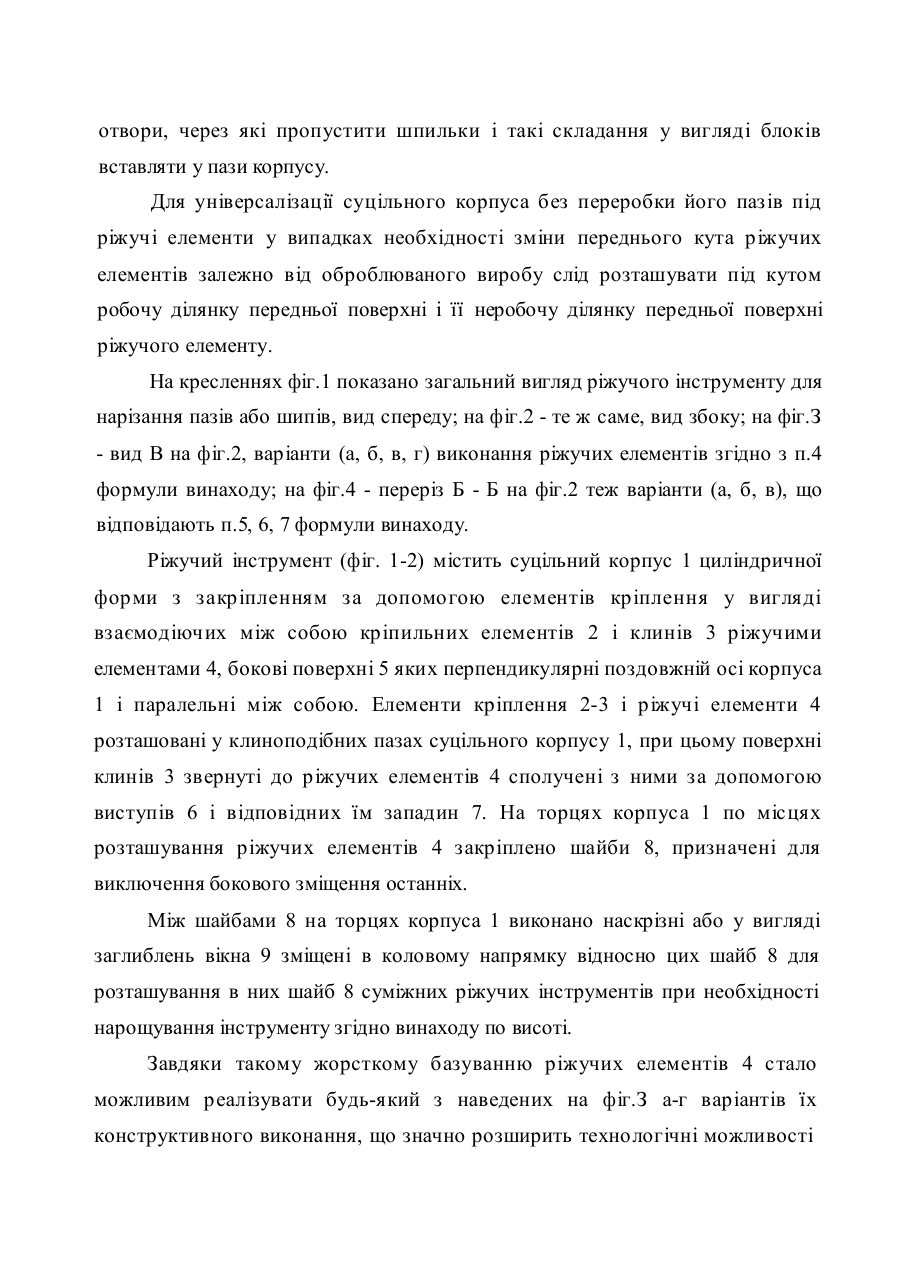
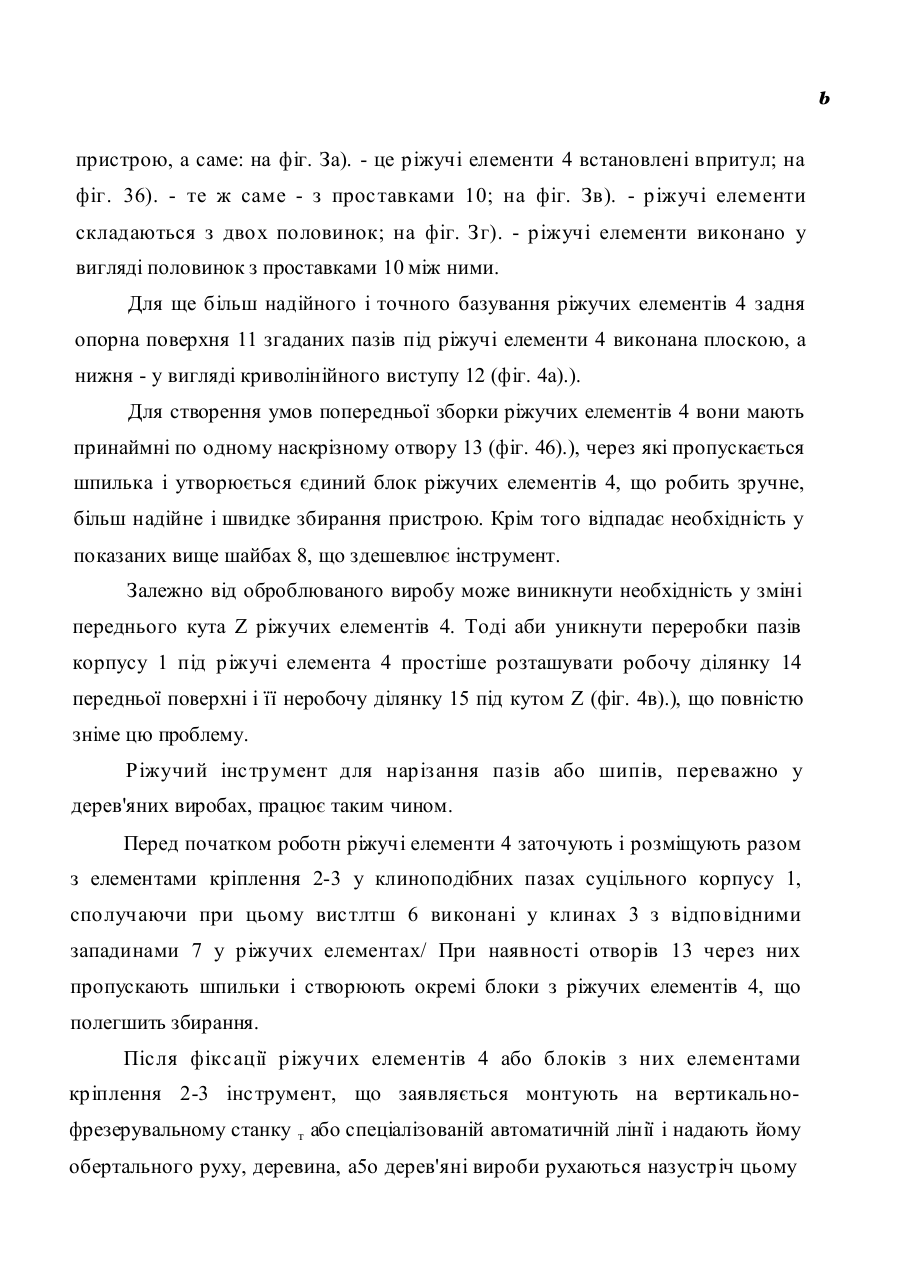
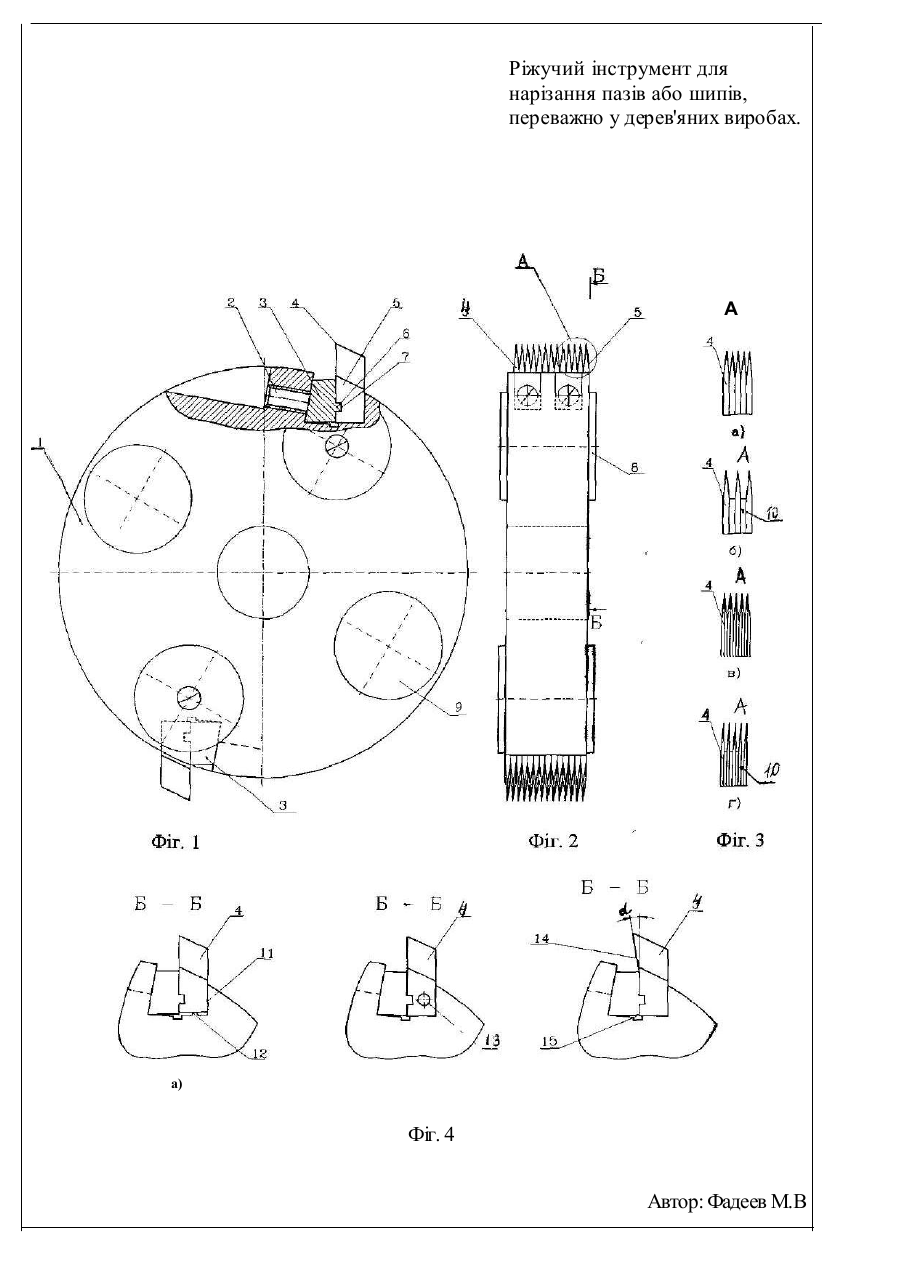
99ОШЗЄ МПК6 B27F 1/2 B27G 13/14 Ріжучий інструмент для нарізання пазів або шипів, переважно у дерев'яних виробах. Винахід відноситься до деревообробної промисловості і може бути використаний для нарізання пазів або шипів. Відомий найбільш близький за технічною суттю до об'єкту, що заявляється, ріжучий інструмент для нарізання пазів або шипів у дерев'яних виробах (див. Морозов В.Г, "Дереворежущий инструмент". Справочник, - М. Лесн.пром-сть 1988.- с.208-209, рис. 80а), що містить корпус із закріпленими за допомогою елементів кріплення ріжучими елементами, бокові поверхні яких перпендикулярні поздовжній осі корпуса і паралельні між собою, збірний корпус цього інструменту складається з встановлених на торцях втулки двох фланців, між якими на осях розміщених в пазах фланців, закріплено окремі ріжучі елементи за допомогою кріпильних елементів наприклад болтів та гайок. При використанні ріжучого інструменту для нарізання пазів або шипів пред'являються високі вимоги по точності (до 0,003ч-0,004 мм) виготовлення ріжучих елементів як по геометричних параметрах окремих елементів, так і по кроку усієї збірки ріжучих елементів, крім того усі одноіменні точки ріжучих елементів повинні знаходитись на суворо одній відстані згідно заданої похибки відносно осі інструменту. Одночасно слід зауважити, що крокова похибка не повинна перевищувати вищевказані величини ( як між двома суміжними ріжучими елементами, так і накопичену похибку між вершинами будь-яких ріжучих елементів). А оскільки ріжучі елементи в інструменті за прототипом розташовані на осях, які в свою чергу розміщено в пазах фланців, осі мають можливість зміщення від осі інструменту і перекосу, що ще в більшій мірі стає наявним при великих зусиллях різання, а внаслідок - неможливість забезпечення високої точності установки ріжучих елементів, що призведе до неприпустимих похибок при виготовленні шипів або пазів і неможливості їх стику; крім того нежорстке закріплення фланців на втулці і нерівномірна їх стяжка осями може призвести до крокової похибки діаметрально протилежних ріжучих елементів, що призведе в свою чергу до відповідної похибки за кроком виготовлених шипів або пазів; при необхідності сполучення дерев'яних виробів різної товщини використовують ріжучий інструмент невеликої висоти (до ЗО мм), в таких випадках стикують між собою по висоті кількаЦ таких інструментів з виконанням при цьому вимог за шагом між окремими інструментами, цей прийом знижує собівартість інструменту, але використати його у рішенні за прототипом неможливо по вищевказаним причинам, тому його виготовляють виходячи з максимально існуючих товщин сполучень, що робить його не універсальним і дорогим; при великих відстанях між фланцями під дією великих зусиль різання теж може мати місце прогин осей, а значить - похибка виготовлення шипів або пазів, для виключення такого явища необхідно виготовляти осі великої товщини, що призведе до використання ріжучих елементів більшої висоти, а значить - до збільшення витрат дорогих матеріалів, які, як правило, для цього використовуються, наприклад твердого сплаву. В основу винаходу поставлено задачу такого вдосконалення ріжучого інструменту, при якому за рахунок зміни конструкції його корпусу і елементів кріплення забезпечується підвищення точності установки ріжучих елементів, зменшення крокової похибки суміжних і діаметрально протилежно розташованих ріжучих елементів, можливість стикування кількох інструментів по висоті і, як наслідок, відповідно підвищиться точність виготовлення шипів -з або пазів, розширяться технологічні можливості інструменту, зменшиться його собівартість. Для рішення цієї задачі в ріжучому інструменті для нарізання пазів та шипів, переважно у дерев'яних виробах, що містить корпус з закріпленими за допомогою елементів кріплення ріжучими елементами, бокові поверхні яких перпендикулярні поздовжній осі корпуса і паралельні між собою; Згідно винаходу елементи кріплення виконано у вигляді взаємодіючих між собою кріпильних елементів і клинів, розташованих разом з ріжучими елементами у клиноподібних пазах суцільного корпуса, при цьому поверхні клинів звернуті до ріжучих елементів сполучені з ними за допомогою виступів і відповідних їм западин, крім того на торцях корпуса по місцях розташування ріжучих елементів може бути закріплено шайби призначені для виключення бокового зміщення останніх, при цьому на торцях корпуса виконано наскрізні або у вигляді заглиблень вікна, розміри яких відповідають розмірам згаданих шайб, зміщені в коловому напрямку відносно них, а ріжучі елементи можуть бути встановлені впритул або між ними є проставки або кожен ріжучий елемент складається з двох половинок розташованих впритул або кожен ріжучий елемент складається з двох половинок, між якими є проставки; задня опорна поверхня згаданих пазів під ріжучі елементи може бути виконана плоскою, а нижня - у вигляді криволінійного виступу; ріжучі елементи можуть мати на боковій поверхні принаймні по одному наскрізному отвору, призначеному для пропусканні через ці отвори шпильок для здійснення попередньої збірки їх у єдиний блок, а робочу ділянку попередньої поверхні може бути виконано під кутом до її неробочої ділянки. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному. Оскільки корпус інструменту згідно винаходу виконано суцільним, а елементи кріплення мають клини з'єднані з ріжучими елементами за допомогою івиступів і відповідних їм западин значно підвищується жорсткість їх базування і стає неможливим зміщення ріжучих елементів в будь-яких площинах хфи будь-яких зусиллях різання, тобто значно підвищується точність їх установки і стабільність інструменту в динаміці: неможливий прогин і зміщення ріжучих елементів, відсутність крокової похибки, внаслідок чого підвищується точность виготовлення пазів або шипів у виробах, крім того відсутність крокової і геометричної похибки дасть можливість використовувати з'єднані по виооті окремі інструменти невеликої висоти, як наслідок - можливість сполучення виробів різної будь-якої товщини без невиправданих витрат, тобто зниження собівартості інструменту, що заявляється. Для ще більшого підвищення точності нарізання пазів або шипів шляхом виключення бокового зміщення ріжучих елементів на торцях корпуса по місцях розташування ріжучих елементів закріплено шайби, а для можливості зборки кількох таких інструментів впритул на торцях корпуса виконано наскрізні аоо у вигляді заглиблень вікна у відповідності з розмірами шайб, зміщені в коловому напрямку для можливості розташування в них виступаючих шайб суміжзих інструментів при їх стикуванні по висоті впритул. Завдяки виконанню суцільного корпуса з одночасним жорстжим базуванням ріжучих елементів з"явилась можливість виконувати: і розташовувати ріжучі елементи у відповідності з будь-яким варіантом за ш. 4 формули винаходу. При виконанні задньої опорної поверхні згаданих пазів плоскою, а нижньої - у вигляді криволінійного виступу базування ріжучих елементів СЧ-де відбуватися по площині і лінії, що, зрозуміло, точніше ніж по двох площинах, це має особливий сенс при похибці кутів опорних поверхонь і ріжучих елементів. Для спрощення конструкції шляхом виключення бокового зміщєзня ріжучих елементів без наявності шайб, а також для одночасного спрощеаля зборки на бокових поверхнях ріжучих елементів слід виконати наскрізні отвори, через які пропустити шпильки і такі складання у вигляді блоків вставляти у пази корпусу. Для універсалізації суцільного корпуса без переробки його пазів під ріжучі елементи у випадках необхідності зміни переднього кута ріжучих елементів залежно від оброблюваного виробу слід розташувати під кутом робочу ділянку передньої поверхні і її неробочу ділянку передньої поверхні ріжучого елементу. На кресленнях фіг.1 показано загальний вигляд ріжучого інструменту для нарізання пазів або шипів, вид спереду; на фіг.2 - те ж саме, вид збоку; на фіг.З - вид В на фіг.2, варіанти (а, б, в, г) виконання ріжучих елементів згідно з п.4 формули винаходу; на фіг.4 - переріз Б - Б на фіг.2 теж варіанти (а, б, в), що відповідають п.5, 6, 7 формули винаходу. Ріжучий інструмент (фіг. 1-2) містить суцільний корпус 1 циліндричної форми з закріпленням за допомогою елементів кріплення у вигляді взаємодіючих між собою кріпильних елементів 2 і клинів 3 ріжучими елементами 4, бокові поверхні 5 яких перпендикулярні поздовжній осі корпуса 1 і паралельні між собою. Елементи кріплення 2-3 і ріжучі елементи 4 розташовані у клиноподібних пазах суцільного корпусу 1, при цьому поверхні клинів 3 звернуті до ріжучих елементів 4 сполучені з ними за допомогою виступів 6 і відповідних їм западин 7. На торцях корпуса 1 по місцях розташування ріжучих елементів 4 закріплено шайби 8, призначені для виключення бокового зміщення останніх. Між шайбами 8 на торцях корпуса 1 виконано наскрізні або у вигляді заглиблень вікна 9 зміщені в коловому напрямку відносно цих шайб 8 для розташування в них шайб 8 суміжних ріжучих інструментів при необхідності нарощування інструменту згідно винаходу по висоті. Завдяки такому жорсткому базуванню ріжучих елементів 4 стало можливим реалізувати будь-який з наведених на фіг.З а-г варіантів їх конструктивного виконання, що значно розширить технологічні можливості ь пристрою, а саме: на фіг. За). - це ріжучі елементи 4 встановлені впритул; на фіг. 36). - те ж саме - з проставками 10; на фіг. Зв). - ріжучі елементи складаються з двох половинок; на фіг. Зг). - ріжучі елементи виконано у вигляді половинок з проставками 10 між ними. Для ще більш надійного і точного базування ріжучих елементів 4 задня опорна поверхня 11 згаданих пазів під ріжучі елементи 4 виконана плоскою, а нижня - у вигляді криволінійного виступу 12 (фіг. 4а).). Для створення умов попередньої зборки ріжучих елементів 4 вони мають принаймні по одному наскрізному отвору 13 (фіг. 46).), через які пропускається шпилька і утворюється єдиний блок ріжучих елементів 4, що робить зручне, більш надійне і швидке збирання пристрою. Крім того відпадає необхідність у показаних вище шайбах 8, що здешевлює інструмент. Залежно від оброблюваного виробу може виникнути необхідність у зміні переднього кута Z ріжучих елементів 4. Тоді аби уникнути переробки пазів корпусу 1 під ріжучі елемента 4 простіше розташувати робочу ділянку 14 передньої поверхні і її неробочу ділянку 15 під кутом Z (фіг. 4в).), що повністю зніме цю проблему. Ріжучий інструмент для нарізання пазів або шипів, переважно у дерев'яних виробах, працює таким чином. Перед початком роботн ріжучі елементи 4 заточують і розміщують разом з елементами кріплення 2-3 у клиноподібних пазах суцільного корпусу 1, сполучаючи при цьому вистлтш 6 виконані у клинах 3 з відповідними западинами 7 у ріжучих елементах/ При наявності отворів 13 через них пропускають шпильки і створюють окремі блоки з ріжучих елементів 4, що полегшить збирання. Після фіксації ріжучих елементів 4 або блоків з них елементами кріплення 2-3 інструмент, що заявляється монтують на вертикальнофрезерувальному станку т або спеціалізованій автоматичній лінії і надають йому обертального руху, деревина, а5о дерев'яні вироби рухаються назустріч цьому інструменту поступально. При доторканні з деревиною починається нарізання пазів або шипів. Завдяки можливості установки ріжучих елементів 4 впритул вони при нарізанні пазів або шипів можуть рухатись "слід у слід", що дозволить зменшити навантаження на кожний окремий ріжучий елемент 4 і підвищить його термін служби. Для нарізання пазів або шипів у виробах різної товщини використовують залежні від ситуації кілька інструментів з'єднаних в стик, при цьому при попередньому збиранні спочатку шайби 8 кожного наступного інструменту закріплені на його торці розміщують у вікнах 9 попереднього інструменту і т.д., що дозволить відтворити високу крокову точність між окремими інструментами з одночасним зменшенням собівартості такого збірного інструменту. Ріжучий інструмент для нарізання пазів або шипів, переважно у дерев'яних виробах. А а) Фіг. 4 Автор: Фадеев М.В
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B27G 13/00, B27F 1/00
Мітки: переважно, інструмент, пазів, нарізання, шипів, виробах, дерев'яних, ріжучий
Код посилання
<a href="https://ua.patents.su/8-33354-rizhuchijj-instrument-dlya-narizannya-paziv-abo-shipiv-perevazhno-u-derevyanikh-virobakh.html" target="_blank" rel="follow" title="База патентів України">Ріжучий інструмент для нарізання пазів або шипів переважно у дерев’яних виробах</a>
Пристрій для вибірки пазів у дерев’яних виробах
Номер патенту: 664
Опубліковано: 16.10.2000
Автор: Колесніков Євген Миколайович
МПК: B27F 1/00
Мітки: пазів, пристрій, вибірки, дерев'яних, виробах
Формула / Реферат:
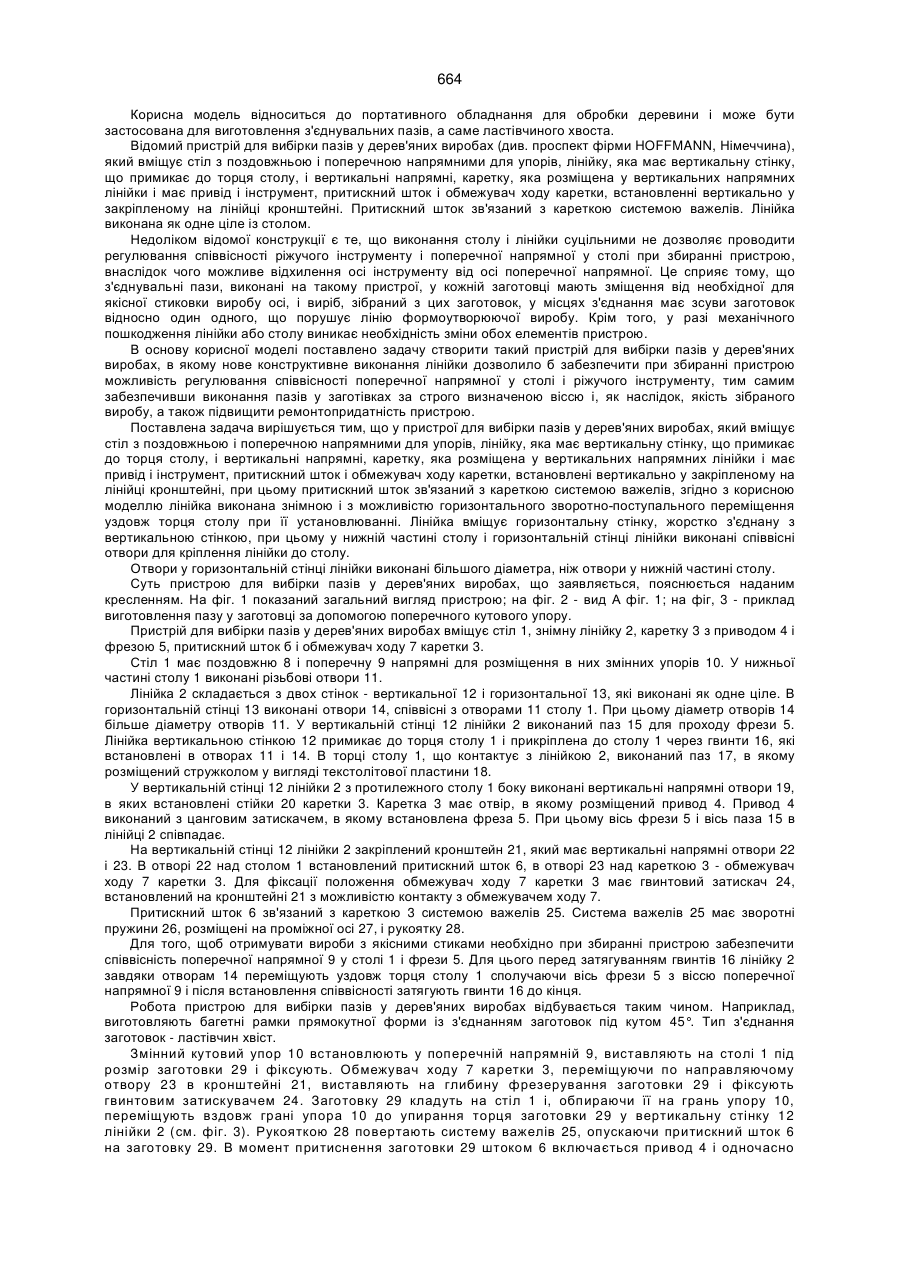
1. Пристрій для вибірки пазів у дерев'яних виробах, який вміщує стіл з поздовжньою і поперечною напрямними для упорів лінійку, яка має вертикальну стінку, що примикає до торця столу, і вертикальні напрямні, каретку, яка розміщена у вертикальних напрямних лінійки і має привід і інструмент, притискний шток ι обмежувач ходу каретки, встановлені вертикально у закріпленому на лінійці кронштейні, при цьому притискний шток зв'язаний з кареткою...
Ріжучий інструмент
Номер патенту: 16555
Опубліковано: 29.08.1997
Автори: Червяков Володимир Миколайович, Топоров Олег Олексійович, Кушніров Павло Васильович
МПК: B23C 5/02
Мітки: ріжучий, інструмент
Формула / Реферат:
Режущий инструмент, содержащий корпус, в отверстиях которого установлены цилиндрические режущие вставки с центральными отверстиями, закрепляемые с помощью винтов, установленных в резьбовых отверстиях корпуса, перпендикуляр осям отверстий под режущие вставки, отличающийся тем, что, с целью повышения стойкости инструмента путем увеличения жесткости креплений режущих вставок, центральные отверстия во вставках выполнены диаметром, определяемым из...
Ріжучий інструмент
Номер патенту: 9945
Опубліковано: 30.09.1996
Автори: Жеребний Михайло Олександрович, Жеребний Сергій Михайлович
МПК: B23B 27/00
Мітки: ріжучий, інструмент
Формула / Реферат:
(57) 1. Режущий инструмент, содержащийдержавку, в пазу которой, сужающемся в направлении от вершины, закрепляется режущая пластина, имеющая переднюю поверхность и хвостовик, ограниченный опорными поверхностями прилежащей и противолежащей к передней поверхности, предназначенными для взаимодействия с соответствующими поверхностями гнезда державки, отличающийся тем, что опорная поверхность режущей пластины, противолежащая передней поверхности,...
Ріжучий інструмент

Номер патенту: 9947
Опубліковано: 30.09.1996
Автор: Жеребний Михайло Олександрович
МПК: B23B 27/00
Мітки: інструмент, ріжучий
Формула / Реферат:
(57) Режущий инструмент, содержащий державку, в гнезде которой размещена режущая пластина, закрепляемая с помощью клина, расположенного со стороны передней поверхности режущей пластины и имеющего полость, предназначенную для перемещения клина при закреплении режущей пластины, отличающийся тем, что режущий инструмент снабжен пружиной растяжения и упором, установленным в отверстии, выполненном в державке, и соединенным посредством указанной...
Збірний ріжучий інструмент
Номер патенту: 296
Опубліковано: 30.04.1993
Автори: Тернопол Сергій Олександрович, Татаринов Володимир Романович, Сиволоб Степан Андрійович, Лаврентьєв Микола Олександрович, Бєлаш Микола Миколайович
МПК: B23B 27/16
Мітки: збірний, ріжучий, інструмент
Формула / Реферат:
Сборный режущий инструмент, в наклонном прямоугольном уступе на торце державки которого размещена сменная режущая пластина, предназначенная для взаимодействия с упорной планкой с клиновым элементом, установленной с возможностью перемещения в продольной канавке державки, и прихватом с зажимными винтами, отличающийся, тем, что в державке параллельно уступу, расположенному на торце, выполнен выступ со скосом в сторону уступа, а прихват выполнен...
Попередній патент: Спосіб лікування кольпіту
Наступний патент: Екранований електроз’єднувач
Випадковий патент: Вітрова електрична установка (варіанти)