Пристрій для механізованої наплавки
Номер патенту: 35035
Опубліковано: 15.03.2001
Автори: Сотник Владислав Вітальович, Яблоков Володимир Васильович, Гуляєв Андрій Володимирович, Грибачов Михайло Васильович
Формула / Реферат
1. Пристрій для механізованої наплавки, що містить джерело зварювання, приводи коливача електроду, подачі електродного дроту та обертання деталі, блок ручного керування, що включає елемент регулювальних робіт приводу коливача електроду, і датчик обороту деталі, який відрізняється тим, що споряджений блоком автоматичного керування, датчиками положення електроду, горіння дуги, часу наплавки і пристроєм подачі захисного середовища, з'єднаними з блоком автоматичного керування, датчиком витрати електродного дроту, пов'язаним із приводом подачі електродного дроту, та індикаторами, один із яких призначений для інформації про включення автоматичного режиму, другий - про перебування електроду в заданому положенні на траєкторії його прямування, третій - про відсутність запалювання дуги після початку подачі електродного дроту, причому блок автоматичного керування з'єднаний із джерелом.зварювання, пристроєм подачі захисного середовища, приводами коливача електроду, подачі електродного дроту та обертання деталі і призначений для включення і виключення їх в автоматичному режимі в послідовності, що задається через заданий час незалежно від блоку ручного керування, чий елемент регулювальних робіт приводу коливача електроду виконаний у вигляді перемикача, один із контактів якого з'єднаний із першим входом датчика положення електроду і може бути використаний для установки електроду в потрібне положення під час регулювальних робіт, а другий пов'язаний із блоком автоматичного керування, при цьому датчик положення електроду призначений також для використання в автоматичних циклах включення пристрою і встановлення електроду в задане положення після закінчення наплавки, датчик горіння дуги встановлений із можливістю керуванні ним зварювального струму і до його першого виходу підключений третій індикатор, а датчик обороту деталі має додаткові ланцюги, які підключені до блоку автоматичного керування для запуску автоматичного циклу виключення пристрою наприкінці наплавки.
2. Пристрій за п. 1, відрізняється тим, що блок автоматичного керування містить вмикач, вимикач, пусковий модуль, перший, другий, третій і четвертий модулі, призначені для комутації відповідно джерела зварювання, приводів коливача електроду, подачі електродного дроту та обертання деталі, задатчики включення джерела зварювання і приводу обертання деталі, кожний із яких споряджений лічильником, який з'єднаний із перемикачем, задатчики положення електроду, ключі і елементи затримки, виконані регульованими, причому до входів пускового модуля роздільно підключені вмикач, другий вихід датчика обороту деталі, вимикач, перший вихід датчика положення електроду за допомогою послідовно включених першого ключа і першого задатчика положення електроду, до першого виходу пускового модуля підключені перший індикатор, датчик часу наплавки, перший вхід датчика обороту деталі за допомогою другого ключа, вхід керування якого з'єднаний з другим виходом пускового модуля, перший вхід другого модуля, до виходу якого підключений привід коливача електроду, перші входи першого, третього і четвертого модулів за допомогою третього ключа, і другий вхід датчика положення електроду, другий вихід якого за допомогою другого задатчика положення електроду пов'язаний з другим індикатором і з другим входом другого модуля, а до третього виходу датчика положення електроду підключені вхід задатчика включення джерела зварювання за допомогою четвертого ключа, вхід задатчика включення обертання деталі за допомогою послідовно з'єднаних п'ятого і шостого ключів і другий вхід датчика обороту деталі, перший вхід якого з'єднаний з входом керування першого і третього ключів, при цьому вихід задатчика включення джерела зварювання з'єднаний із другим входом першого модуля, до виходу якого підключені джерело зварювання та пристрій подачі захисного середовища за допомогою елементу затримки із затримкою часу на відключення. вхід керування четвертого ключа, вхід збросу лічильника задатчика включення джерела зварювання і, за допомогою першого елементу затримки із затримкою часу на включення, другий вхід третього модуля, вихід якого пов'язаний із входом датчика горіння дуги за допомогою другого елемента затримки із затримкою часу на включення і з'єднаний з приводом подачі електродного дроту, вихід задатчика включення обертання деталі з'єднаний із другим входом четвертого модуля, до виходу якого підключені привід обертання деталі, вхід керування шостого ключа і вхід збросу лічильника задатчика включення обертання деталі, вхід керування п'ятого ключа з'єднаний з другим виходом датчика горіння дуги, третій вхід другого модуля підключений до другого контакту елементу регулювальних робіт приводу коливача електроду, а приводи подачі електродного дроту і обертання деталі виконані регульованими.
Текст
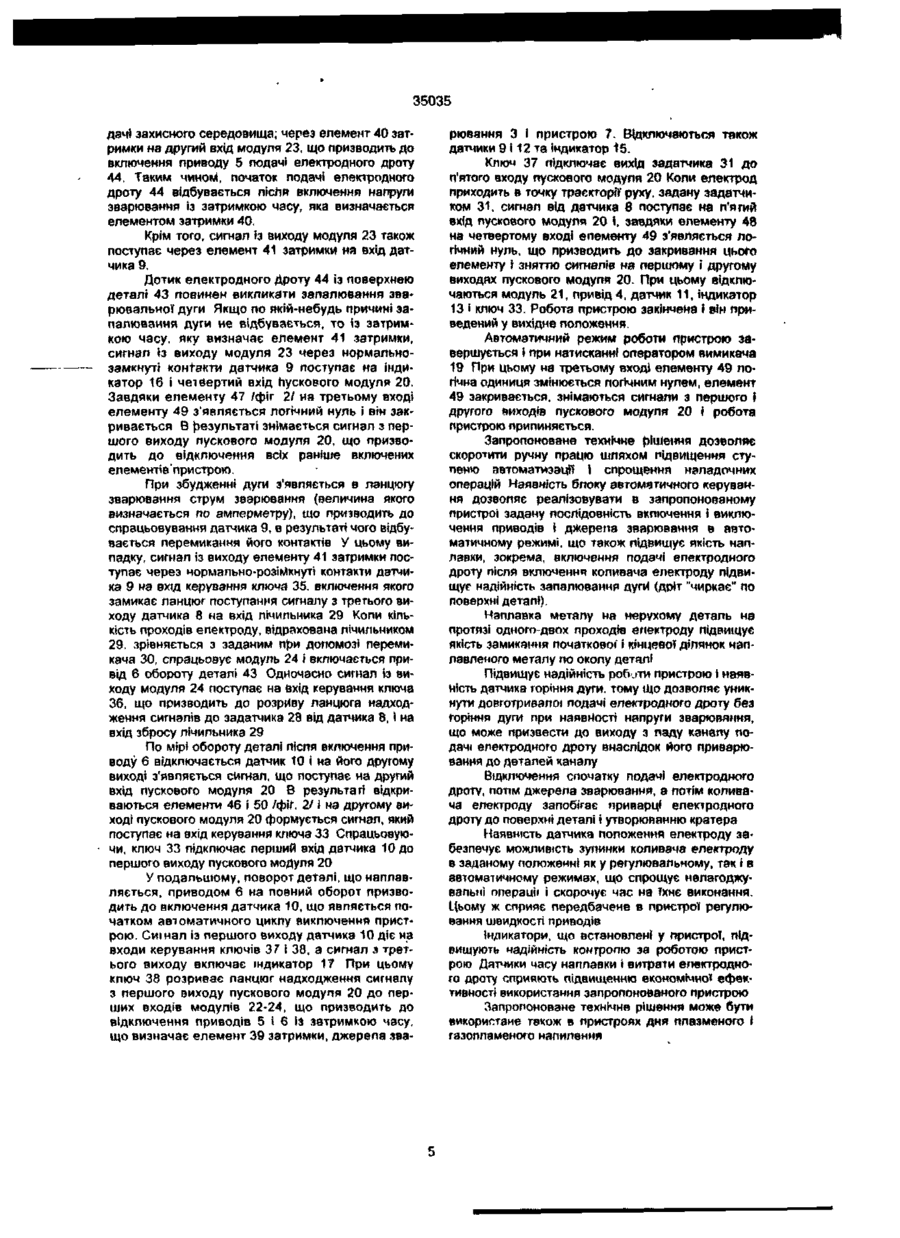
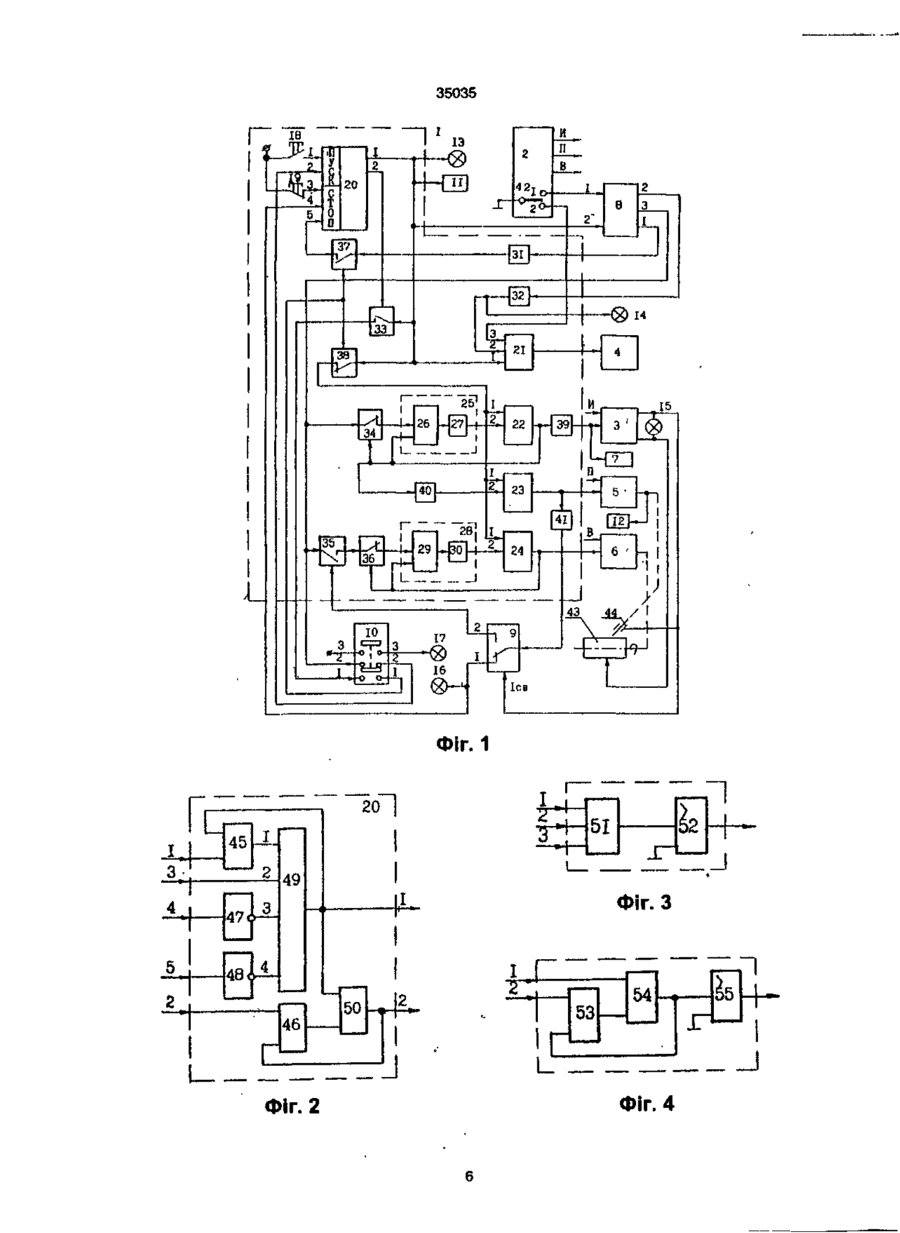
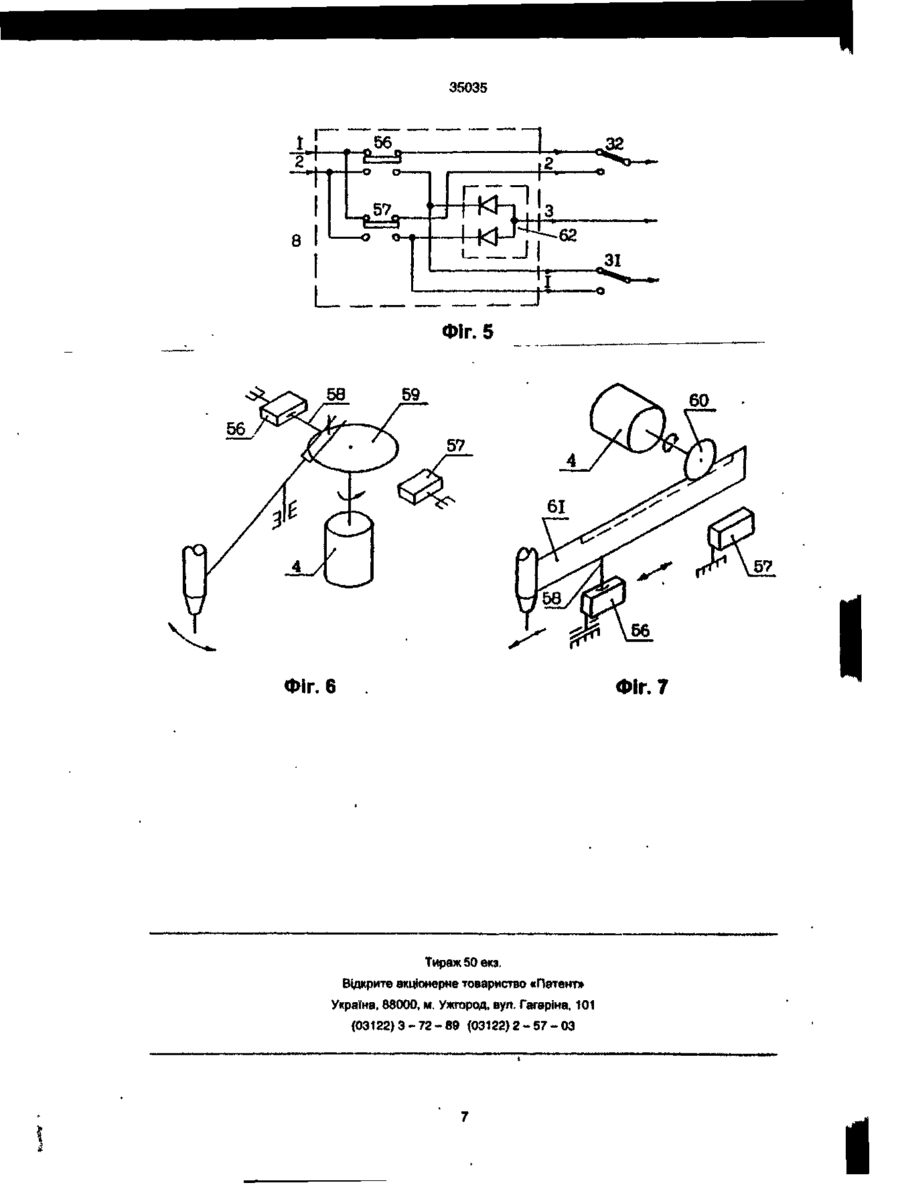
1 Пристрій для механізованої наплавки, що містить джерело зварювання, приводи коливача електроду, подачі електродного дроту та обертання деталі, блок ручного керування, що включає елемент регулювальних робіт приводу коливача електроду, і датчик обороту деталі, який відрізняється тим, що споряджений блоком автоматичного керування датчиками положення електроду, горіння дуги, часу наплавки і пристроєм подачі захисного середовища, з'єднаними з блоком автоматичного керування, датчиком витрати електродного дроту, пов'язаним із приводом подачі електродного дроту, та індикаторами, один із яких призначений для інформації про включення автоматичного режиму, другий - про перебування електроду в заданому положенні на траєкторії його прямування третій - про відсутність запалювання дуги після початку подачі електродного дроту Причому блок автоматичного керування з'єднаний із джерелом зварювання, пристроєм подачі захисного середовища приводами коливача електроду, подачі електродного дроту та обертання деталі і призначений для включення і виключення їх в автоматичному режимі в ПОСЛІДОВНОСТІ, що задається через заданий час незалежно від блоку ручного керування, чий елемент регулювальних робіт приводу коливача електроду виконаний у виді перемикача, один із контактів якого з'єднаний із першим входом датчика положення електроду і може бути використаний для установки електроду в потрібне положення під час регулювальних робіт, а другий пов'язаний із блоком автоматичного керування, при цьому датчик положення електроду призначений також для використання в автоматичних циклах включення пристрою і встановлення електроду в задане положення після закінчення наплавки, датчик горіння дуги встановлений із можливістю керування ним зварювального струму і до його першого виходу подключений третій індикатор, а датчик обороту деталі має додаткові лан цюги, які підключені до блоку автоматичного керування для запуску автоматичного циклу виключення пристрою наприкінці наплавки 2 Пристрій по п 1, відрізняється тим, що блок автоматичного керування містить вмикач, вимикач, пусковий модуль, перший другий, третій і четвертий модулі, призначені для комутації ВІДПОВІДНО джерела зварювання, приводів коливача електроду, подачі електродного дроту та обертання деталі задатчики включення джерела зварювання і приводу обертання деталі, кожний із яких споряджений лічильником, який з'єднаний із перемикачем, задатчики положення електроду, ключі і елементи затримки, виконані регульованими причому до входів пускового модуля роздільно підключені вмикач, другий вихід датчика обороту деталі вимикач, перший вихід датчика положення електроду за допомогою послідовно включених першого ключа і першого задатчика положення електроду, до першого виходу пускового модуля підключені перший індикатор, датчик часу наплавки, перший вхід датчика обороту деталі за допомогою другого ключа вхід керування якого з'єднаний 3 другим виходом пускового модуля, перший вхід другого модуля, до виходу якого підключений привід коливача електроду, перші входи першого третього і четвертого модулів за допомогою третього ключа і другий вхід датчика положення електроду другий вихід якого за допомогою другого задатчика положення електроду пов'язаний«з другим індикатором і з другим входом другого модуля, а до третього виходу датчика положення електроду підключені вхід задатчика включення джерела зварювання за допомогою четвертого ключа, вхід задатчика включення обертання деталі за допомогою послідовно з'єднаних п'ятого і шостого ключів і другий вхід датчика обороту деталі, перший вхід якого з'єднаний з входом керування першого і третього ключів, при цьому вихід задатчика включення джерела зварювання з'єднаний із другим входом першого модуля до виходу якого підключені джерело зварювання та пристрій подачі захисного середовища за допомогою елементу затримки із затримкою часу на відключення, вхід керування четвертого ключа, вхід збросу лічильника задатчика включення джерела зварювання і, за допомогою першого елементу затримки із затримкою часу на включення, другий вхід третього модуля, вихід якого пов'язаний із входом ю to о ю со < en* 35035 датчика горіння дуги за допомогою другого елемента затримки із затримкою часу на включення і з'єднаний з приводом подачі електродного дроту, вихід задатчика включення обертання деталі з'єднаний із другим входом четвертого модуля, до виходу якого підключені привід обертання деталі, вхід керування шостого ключа і вхід збросу лічильника задатчика включення обертання деталі, вхід керування п'ятого ключа з'єднаний з другим виходом датчика горіння дуги, третій вхід другого модуля підключений до другого контакту елементу регулювальних робіт приводу коливача електроду, а приводи подачі електродного дроту і обертання деталі виконані регульованими. Винахід відноситься до області зварювання і наплавки зокрема до обладнання для механізованої наплавки Відомі пристрої для механізованого зварювання і наплавки, основним недоліком яких с відсутність автоматичного режиму роботи (1 МаНЬІЧРВ Б F Основы автоматизации технического обслуживания и ремонта автомобилей, - М : Транспорт, 1978, с 178-179; 2 Воротников В Я и др Модернизация сварочного оборудования для получения комбинированных наплавленных покрытий Сварочное производство, 1989, № 6, с 20, 3 Горстко Л Г , Ладугин В А , Клещев С И Установка УНО-2 для автоматической наплавки осей Сварочное производство, 1989, № 8, с 27, 28 В частности, правый столбик на с 28; 4 Тихончук П П., Фурманчук В С Автоматическая установка для наплавки внутренних поверхностей обечаек резиносмесителей Сварочное проичводство, 1989, № 8, с 26, 27 В частности, первый абзац на с 27) Відомий також пристрій для наплавки (Зотов Ю Ф , Шамугия 3 А Наплавка цилиндрических деталей колеблющимся электродом Сварочное производство, 1981, № 4, с 20, 21), прийнятий в^ якості прототипу Відомий пристрій містить джерело зварювання, приводи коливача електроду, подачі електродного дроту та обороту деталі, блок ручного керування, що включає елемент регулювальних робіт коливача, а також датчик обороту деталі і світловий сигнал обороту деталі Істотним недоліком відомого пристрою є низький рівень автоматизації включення і виключення численних блоків здійснюється оператором вручну Крім того, датчик обороту деталі вплиеає тільки на світловий сигнал (включає його), а виключення пристрою наприкінці наплавки виконується оператором вручну Тому оператор повинен постійно стежити за зазначеним світловим сигналом, щоб не пропустити момент виключеМня пристрою У результаті якість замикання шва в значній мірі залежить від дій оператора У відомому пристрої затруднене налагоджування наплавочної головки відносно поверхні деталі, що підлягає наплавленню, тому що положення електроду після закінчення попередньої наплавки являється випадковим Відсутність можливості плавного регулювання приводів подачі електродного дроту й оборогу деталі знижує точність налагоджування режиму наплавки Ціллю ЦЬОГО винаходу являється підвищення ступеню автоматизації", скорочення ручної праці та підвищення якості наплавки Вказана ціль досягається тим, що пристрій для механізованої наплавки, який містить джерело зварювання, приводи коливача електроду, подачі електродного дроту та обороту деталі, блок ручного керування який включає елемент регулювальних робіт приводу коливача електроду, і датчик обороту деталі, відрізняється тим. що споряджений блоком автоматичного керування, датчиками положення електроду, горіння дуги, часу наплавки і пристроєм подачі захисного середовища, з'єднаними з блоком автоматичного керування, датчиком витрати електродного дроту, пов'язаним із приводом подачі електродного дроту та індикаторами, один із яких призначений для інформації про включення автоматичного режиму, другий - про перебування електроду в заданому положенні на траєкторії' його прямування, третій - про відсутність запалювання дуги після початку подачі електродного дроту, причому блок автоматичного керування з'єднаний із джерелом зварювання, пристроєм подачі захисного середовища, приводами коливача електроду, подачі електродного дроту, та обороту деталі і призначений для включення і виключення їх в автоматичному режимі в послідовності, що задається через заданий час незалежно від блоку ручного керування, чий елемент регулювальних робіт приводу коливача електроду виконаний у виді перемикача, один із контактів якого з'єднаний із першим входом датчика положення електроду і може бути використаний для установки електроду в потрібне положення під час регулювальних робіт, а другий пов'язаний із блоком автоматичного керування, при цьому датчик положення електроду призначений також для використання в автоматичних циклах включення пристрою і встановлення електроду в задане положення після закінчення наппавки, датчик горіння дуги встановлений із можливістю керування ним зварювального струму і до його першого виходу підключений третій індикатор, а датчик обороту деталі має додаткові ланцюги, які підключені до блока автоматичного керування для запуску автоматичного циклу виключення пристрою наприкінці наплавки. Блок автоматичного керування містить вмикач, вимикач, пусковий модуль, перший, другий, третій і четвертий модулі, призначені для комутації відповідно джерела зварювання і приводів коливача і електроду, подачі електродного дроту та обороту деталі, задатчики включення джерела зварювання приводу обороту деталі, кожний із яких споряджений лічильником, який з'єднаний із перемикачем, задатчики положення електроду, ключі і елементи затримки, виконані регульованими, причому до входів пускового модуля роздільно підключені вмикач, другий вихід датчика обороту деталі, вимикач, перший вихід датчика положення 35035 електроду за допомогою послідовно включених першого ключа і першого задатчика положення електроду, до першого виходу пускового модуля підключені перший індикатор, датчик часу наплавки, перший вхід датчика обороту деталі за допомогою другого ключа, вхід керування якого з'єднаний з другим виходом пускового модуля, перший вхід другого модуля, до виходу якого підключений привід коливача електроду, перші входи першого, третього і четвертого модулів за допомогою третього ключа, і другий вхід датчика положення електроду, другий вихід якого за допомогою другого задатчика положення електроду пов'язаний з другим індикатором і з другим входом другого модуля, а до третього виходу датчика положення електроду підключені вхід задатчика включення джерела зварювання за допомогою четвертого ключа, вхід задатчика включення обороту деталі за допомогою послідовно з'єднаних п'ятого і шостого ключів і другий вхід датчика обороту деталі, перший вхід якого з'єднаний з входом керування першого і третього ключів, при цьому вихід задатчика включення джерела зварювання з'єднаний із другим входом першого модуля, до виходу якого підключені джерело зварювання та пристрій подачі захисного середовища за допомогою елементу затримки із затримкою часу на відключення, вхід керування четвертого ключа, вхід збросу лічильника задатчика включення джерела зварювання і, за допомогою першого елементу затримки із витримкою часу на включення, другий вхід третього модуля, вихід якого пов'язаний із входом датчика горіння дуги за допомогою другого елементу затримки із витримкою часу на включення і з'єднаний з приводом подачі електродного дроту, вихід задатчика включення обороту деталі з'єднаний із другим входом четвертого модуля, до виходу якого підключені привід обороту деталі, вхід керування шостого ключа і вхід збросу лічильника задатчика включення обороту деталі, вхід керування п'ятого ключа з'єднаний з другим виходом датчика горіння дуги, третій вхід другого модуля підключений до другого контакту елементу регулювальних робіт приводу коливача електроду, а приводи подачі електродного дроту і обороту деталі виконані регульованими На фіг.1 приведена функціональна схема пристрою, що пропонується; на фіг 2 - варіант пускового модуля, на фіг. З - варіант модуля комутації приводу коливача електроду, на фіг. 4 - варіант модулів комутації джерела зварювання і приводів подачі електродного дроту та обороту деталі, на фіг. 5 - варіант датчика і задатчиків положення електроду, на фіг. 6 і фіг. 7- варіанти кінематичної схеми приводу коливача електроду з датчиком положення електроду. Пристрій містить /фіг. 1/ блок 1 автоматичного керування, блок 2 ручного керування, джерело зварювання 3, привід 4 коливача електроду, привід 5 подачі електродного дроту, привід 6 обороту деталі, пристрій 7 подачі захисного середовища, датчик 8 положення електроду, датчик 9 горіння дуги, датчик 10 обороту деталі, датчик 11 часу наплавки, датчик 12 витрати електродного дроту та індикатори, наприклад світлові. 13 - включення автоматичного режиму, 14 - перебування електро.ду в заданому положенні; 15 - наявності на виході джерела зварювання 3 зварювальної напруги; 16 відсутності запалювання дуги після подачі електродного дроту; 17 • здійснення деталлю, що наплавляється, одного обороту. Блок 1 автоматичного керування споряджений вмикачем 18 і вимикачем 19, які підключені до входів, наприклад, 1 і 3 пускового модуля 20, модулями 21-24 для комутації приводу 4 коливача електроду, джерела зварювання 3, приводів 5 подачі електродного дроту та 6 обороту деталі відповідно, задатчиком 25 включення джерела зварювання, що містить лічильник 26 І перемикач 27, задагчиком 28 включення обороту деталі, що містить лічильник 29 і перемикач ЗО, задатчиками 31 І 32 положення електроду, ключами 33 - 38, елементами 39-41 затримки. Вмикач 18 і вимикач 19 виконані, наприклад, у вигляді кнопок "Пуск" і "Стоп" відповідно, а їх вхід підключений до джерела напруги живлення /джерело не показано/. Елемент 42 регулювальних робіт приводу коливача виконаний у вигляді перемикача, один із контактів якого з'єднаний із входом, наприклад першим, датчика 8\ а другий - з одним із входів модуля 21. До одного з виходів пускового модуля 20, наприклад до першого, підключені датчик 11, сигнальний пристрій 13, другий вхід датчика 8, перший вхід модуля 21, за допомогою ключа 33 перший вхід датчика 10 і за допомогою ключа 38 перші входи модулів 22-24. До другого виходу пускового модуля 20 підключений вхід керування ключа 33. Перший вихід датчика 8 з'єднаний із входом задатчика 31, вихід якого за допомогою ключа 37 пов'язаний з п'ятим входом пускового модуля 20. До другого виходу датчика 8 підключений вхід задатчика 32, вихід якого з'єднаний із другим входом модуля 21 і індикатором 14. Третій вихід датчика 8 пов'язаний із другим входом датчика 10, за допомогою ключа 34 - із входом 26, а за допомогою послідовно з'єднаних ключів 35 і 36 - із входом 29. До виходів лічильників 26 і 29 за допомогою перемикачів 27 і ЗО підключені другі входи модулів 22 і 24 відповідно. Перший вихід датчика 10 з'єднаний з входом керування ключів 37 і 38. До другого виходу датчика 10 підключений другий вхід пускового модуля 20, до третього виходу підключений індикатор 17, а третій вхід з'єднаний з джерелом напруги живлення Вихід модуля 21 пов'язаний із приводом 4 коливача електроду. До виходу модуля 22 підключений вхід ключа 34, вхід збросу лічильника 26, за допомогою елементу 39 -джерело зварювання З І пристрій 7, а за допомогою елементу 40 - другий вхід модуля 23. Один із виходів джерела зварювання З пов'язаний із деталлю 43, а другий вихід - з електродним дротом 44. Крім того, на виході джерела зварювання 3 розміщений вольтметр (не показаний) і індикатор 15, а зварювальний електричний ланцюг містить амперметр (не показаний) і пов'язаний з датчиком 9 горіння дуги. Причому в якості датчика 9 доцільно використовувати магнітокерований контакт, який спрацьовує при наявності струму в ланцюгу зварювання. 35035 Вихід модуля 23 пов'язаний з приводом 5, що подає електродний дріт 44, і за допомогою елементу 41 із входом датчика 9, перший вихід якого з'єднаний із четвертим входом пускового модупя 20 і індикатором 16, а другий вихід - із входом керування ключа 35. Привід 5 пов'язаний із датчиком 12 витрати електродного дроту. До виходу модуля 24 підключені вхід керування ключа 36, вхід збросу лічильника 29 і привід 6 обороту деталі 43. Джерело зварювання З, приводи 5 І 6 також пов'язані окремо з блоком 2 ручного керування. Приводи 4-6 виконані регульованими, наприклад, на основі електродвигуна постійного струму. У якості ключів 32 - 38 можуть бути застосовані електронні ключі, які повертаються у вихідне положення після зняття сигналу з входу керування ЯК варіант /фіг. 21, пусковий Модуль 20 може включати елементи 45 і 46 логіки "АБО", елементи 47 і 48 логіки "НІ" і елементи 49 і 50 логіки "І". Модуль 21 комутації приводу коливача електроду може бути виконаний у вигляді елементу 51 логіки "АБО", вихід якого з'єднаний Із входом підсилювача 52 /фіг. З/ Модулі 2 2 - 2 4 , як варіант /фіг 4/, можуть бути виконані однаковими і містити елемент 53 логіки "АБО", елемент 54 логіки "І" і підсилювач 55. Одним із можливих варіантів виконання датчика 8 положення електроду може бути передбачено наявність у нього кінцевих вимикачів, наприклад 56 і 57 /фіг 5/, які розташовані на пристрої для наплавки таким чином, щоб спрацьовування одного з них відбувалося при переході електроду в одну з крайніх точок ділянки, що наплавляється, а іншого - у протилежну Зокрема, вимикачі 56 і 57 можуть бути встановлені з можливістю взаємодії в зазначених положеннях електроду з приводом 4 коливача електроду, наприклад, за допомогою кулачка 58, установленого на диску із ексцентриком 59 /фіг 6/ У випадку, коли коливання електроду забезпечується за допомогою зубчатої рейки 61, що рухається зворотньо-поступально за допомогою зубчатого колеса 60 за рахунок реверса електродвигуна приводу 4 /фіг II, вимикачі 56 і 57 можуть бути додатково використані для регулювання амплітуди коливань, наприклад переміщенням одного з еимикэчш 56 Для підключення задатчиків 25 і 28 датчик 8 споряджений елементом 62 логіки "АБО". В якості задатчиків 31 і 32 положення електроду можуть бути застосовані перемикачі /фіг. 5/. Пристрій може працювати в двох режимах, у режимі регулювальних робіт і в автоматичному. При роботі в режимі регулювальних робіт здійснюється роздільна комутація (включення І виключення) джерела зварювання 3 і приводів 4 6 за допомогою блока 2 ручного керування /фіг. 1/. Зокрема, при переводі перемикача 42 у положення 2 включається модуль 21 і, відповідно, привід 4 коливача електроду Робота приводу 4 продовжується до повернення перемикача 42 у нейтральне положення При установці перемикача 42 у положення 1 подається сигнал на перший вхід датчика 8 /фіг 5/. Якщо електрод у цей момент не знаходиться в точці траєкторії руху, заданої задатчи ком 32, а значить на кінцевий вимикач 56 і 57 не діє кулачок 58, включається привід 4, у даному випадку через нормально замкнуті контакти вимикача 56 і контакти задатчика 32. Рух електроду буде продовжуватись до моменту дії кулачка 58 на вимикач 56. У вихідному положенні при автоматичному режимі роботи пристрою електрод 44 поставлений відносно поверхні деталі 43, яка наплавляється, і на пристрій подана напруга живлення. При цьому на третьому вході пускового модуля присутній сигнал логічної одиниці, а на першому, другому, четвертому і п'ятому - логічного нуля. Отже, на перший вхід елементу 49 поступає сигнал логічного нуля, а на його інші входи - логічної одиниці. Датчик 10 у вихідному стані включений, тобто його контакти 1 -1 і 3 - 3 замкнуті і тому індикатор 17 включений. Робота пристрою в автоматичному режимі починається після короткочасного натискання оператором вмикача 18 При цьому на вхід елементу 45 поступає сигнал логічної одиниці, який з виходу елементу 45 подається на перший вхід елементу 49 В результаті, елемент 49 відчиняється і на його виході формується сигнал логічної одиниці, який поступає на другий вхід елементу 45, що дозволяє зберегти відкритий стан елементів 45 і 49 після відпускання вмикача 18 (ланцюг с гає на саможивлення), на один із входів елементу 50 (на другому вході елементу 50 логічний нуль) і на перший вихід пускового модуля 20 /фіг 21. З першого виходу пускового модуля 20 сигнал поступає на датчик 11 (починається відлік часу наплавки), індикатор 13, перший вхід модуля 21, другий вхід датчика 8, вхід нормально-розімкнутого ключа 33 і через нормально-замкнутий ключ 38 на перші входи модулів 22-24 /фіг. 1/. Надходження сигналу на перший вхід модуля 21 /фіг. З/ призводить до включення приводу 4 і електрод Починає коливання (зворотньо-поступальне) і рухається уздовж поверхні, яка наплавляється. При приході електроду в задану, наприклад, крайню точку ділянки, що наплавляється, спрацьовує вимикач 56 або 57 і елемент 62 формує сигнал на третьому виході датчика 8. Цей сигнал поступає на другий вхід датчика 10, на вхід нормально-розімкнутого ключа 35 і через нормальнозамкнутий ключ 34 на вхід лічильника 26. Коли кількість проходів електроду між крайніми точками ділянки, що наплавляється, відрахована лічильником 26, порівнюється із заданим при допомозі перемикача 27, задатчик 25 видає сигнал, що поступає на другий вхід модуля 22 При цьому відкривається елемен г 53 /фіг. 4/ і елемент 54. Сигнал із виходу останнього елементу поступає на другий вхід елементу 53, фіксуючи відкритий стан елементів 53 і 54, та на підсилювач 55 З виходу модуля 22 сигнал поступає: на вхід керування ключа 34, що призводить до розмикання ключа і припинення надходження сигналу від датчика 8 до задатчика 25; на вхід збросу лічильника 26, переводячи його у вихідний, нульовий стан; на джерело зварювання 3, у результаті чого відбувається його включення і на його виході з'являється напруга зварювання, розмір якої показує вольтметр, і включається індикатор 15; на пристрій 7 по 35035 дачі захисного середовища; через елемент 40 затримки на другий вхід модуля 23. що призводить до включення приводу 5 подачі електродного дроту 44. Таким чиноМ, початок подачі електродного дроту 44 відбувається пісЛя включення напруги зварювання із затримкою часу, яка визначається елементом затримки 40. Крім того, сигнал із виходу модуля 23 також поступає через елемент 41 затримки на вхід датчика 9. Дотик електродного Дроту 44 із поверхнею деталі 43 повинен викликати запалювання зварювальної дуги Якщо по якій-небудь причині запалювання дуги не відбувається, то із затримкою часу, яку визначає елемент 41 затримки, сигнал із виходу модуля 23 через нормальнозамкнуті контакти датчика 9 поступає на індикатор 16 і четвертий вхід Иускового модуля 20. Завдяки елементу 47 /фіг 21 на третьому вході елементу 49 з'являється логічний нуль і він закривається В результаті знімається сигнал з першого виходу пускового модуля 20, що призводить до відключення всіх раніше включених елементів пристрою. При збудженні дуги з'являється в ланцюгу зварювання струм зварювання (величина якого визначається по амперметру), що призводить до спрацьовування датчика 9, в результаті чого відбувається перемикання його контактів У цьому випадку, сигнал із виходу елементу 41 затримки поступає через нормально-розіМкнуті контакти датчика 9 »а вхід керування ключй 35. включення якого замикає ланцюг поступання сигналу з третього виходу датчика 8 на вхід лічильника 29 Коли кількість проходів електроду, відрахована лічильником 29. зрівняється з заданим при допомозі перемикача ЗО, спрацьовує модуль 24 і включається привід 6 обороту деталі 43 Одночасно сигнал із виходу модуля 24 поступає на вхід керування ключа 36, що призводить до розриву ланцюга надходження сигналів до задатчика 28 від датчика 8, і на вхід збросу лічильника 29 По мірі обороту деталі після включення приводу 6 відключається датчик 10 і на його другому виході з'являється сигнал, що поступає на другий вхід пускового модуля 20 В результаті відкриваються елементи 46 і 50 /фіг. 2/ і на другому виході пускового модуля 20 формується сигнал, який поступає на вхід керування ключа 33 Спрацьовуючи, ключ 33 підключає перший вхід датчика 10 до першого виходу пускового модуля 20 У подальшому, поворот деталі, що наплавляється, приводом 6 на повний оборот призводить до включення датчика 10, що являється початком автоматичного циклу виключення пристрою. Сиінал із першого виходу датчика 10 діє на входи керування ключів 37 і 38, а сигнал з третього виходу включає індикатор 17 При цьому ключ 38 розриває ланцюг надходження сигналу з першого виходу пускового модуля 20 до перших входів модулів 22-24, що призводить до відключення приводів 5 і в із затримкою часу, що визначає елемент 39 затримки, джерела зва рювання З І пристрою 7. Відключаються також датчики 9 і 12 та індикатор 15. Ключ 37 підключає вихід задатчика 31 до п'ятого входу пускового модуля 20 Коли електрод приходить в точку траєкторії руху, задану задатчиком 31, сигнал від датчика 8 поступає на п'ягий вхід пускового модуля 20 І, завдяки елементу 48 на четвертому вході елементу 49 з'являється логічний нуль, що призводить до закривання цьою елементу і зняттю сигналів на першому і другому виходах пускового модуля 20. При цьому відключаються модуль 21, привід 4, датчик 11, індикатор 13 і ключ 33. Робота пристрою закінчена і він приведений у вихідне положення. Автоматичний режим роботи пристрою завершується і при натисканні оператором вимикача 19 При цьому на третьому вході елементу 49 логічна одиниця змінюється логічним нулем, елемент 49 закривається, знімаються сигнали з першого І другого виходів пускового модуля 20 і робота пристрою припиняється. Запропоноване технічне рішення дозволяє скоротити ручну працю шляхом підвищення ступеню автоматизації \ спрощення наладочних операцій Наявність блоку автоматичного керування дозволяє реалізовувати в запропонованому пристрої задану послідовність включення і виключення приводів і джерела зварювання в автоматичному режимі, що також підвищує якість наплавки, зокрема, включення подачі електродного дроту після включення коливача електроду підвищує надійність запалювання дуги (дріт "чиркає" по поверхні деталі). Наплавка металу на нерухому деталь на протязі одного-двох проходів електроду підвищує якість замикання початкової і кінцевої ділянок наплавленого металу по окопу деталі Підвищує надійність роботи пристрою і наявність датчика горіння дуги, тому Що дозволяє уникнути довготривалої подачі електродного дроту без горіння дуги при наявності напруги зварювання, що може призвести до виходу з паду канапу подачі електродного дроту внаслідок його приварювання до деталей каналу Відключення спочатку подачі електродного дроту, потім джерела зварювання, а потім коливача електроду запобігає приварці електродного дроту до поверхні деталі і утворюванню кратера Наявність датчика положення електроду забезпечує можливість зупинки коливача електроду в заданому положенні як у регулювальному, так і в автоматичному режимах, що спрощує налагоджувальні операції і скорочує час на їхнє виконання. Цьому ж сприяє передбачене в пристрої регулювання швидкості приводів індикатори, що встановлені у пристрої, підвищують надійність контролю за роботою пристрою Датчики часу наплавки і витрати електродного дроту сприяють підвищенню економічної ефективності використання запропонованого пристрою Запропоноване технічне рішення може бути використане також в пристроях дня плазменого І газоппаменого напилення 35035 ФІГ. 1 20 | З 51 49 Фіг. З 47 1 — 48 46 50 гг—і 53 54 J І Фіг. 2 55 Фіг. 4 35035 IL 56 Г 57. л 8 62 ЗІ l_ Фіг. 5 58 59 60 Фіг. 7 ФІГ. 6 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3 І
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for mechanized hard-facing
Автори англійськоюYablokov Volodymyr Vasyliovych, Hrybachov Mykhailo Vasyliovych, Huliaev Andrii Volodymyrovych, Sotnyk Vladyslav Vitaliiovych
Назва патенту російськоюУстройство для механизированной наплавки
Автори російськоюЯблоков Владимир Васильевич, Грибачев Михаил Васильевич, Гуляев Андрей Владимирович, Сотник Владислав Витальевич
МПК / Мітки
МПК: B23K 9/12
Мітки: наплавки, механізованої, пристрій
Код посилання
<a href="https://ua.patents.su/8-35035-pristrijj-dlya-mekhanizovano-naplavki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для механізованої наплавки</a>
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь
Номер патенту: 14650
Опубліковано: 20.01.1997
Автори: Поліщук Микола Олександрович, Сенцюк Богдан Володимирович, Стасишин Петро Іванович, Єфремов Михайло Васильович
МПК: B23K 9/04
Мітки: поверхонь, конічних, внутрішніх, пристрій, автоматичної, наплавки, циліндричних
Формула / Реферат:
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь, який містить станину, електродвигун, планшайбу для кріплення та обертання деталі, що наплавляється, зварювальну головку з кареткою і механізм переміщення, який відрізняється тим, що станина виконана з двох стінок, причому на одній з них кріпиться планшайба, оснащена штангою, що має можливість обертатись, а на іншій - механізм переміщення, оснащений...
Пристрій для механізованої прокладки кабелів

Номер патенту: 5777
Опубліковано: 29.12.1994
Автор: Вуколов Борис Петрович
МПК: H02G 1/08
Мітки: пристрій, кабелів, прокладки, механізованої
Формула / Реферат:
Устройство для механизированной прокладки кабелей, содержащее бесконечный тяговый канат с приводом, подвесы кабеля в виде кольца из гибкой нити и линейные опоры с роликами под канат, отличающееся тем, что, с целью расширения эксплуатационных возможностей, каждая линейная опора снабжена фрикционом, жестко закрепленным на валу с одним из роликов, полым кольцом из эластичного материала для поддержания и направления кабеля, шкивами,...
Місцевий відсмоктувач зварювальних аерозолів до пальника механізованої електрозварки металів у середовищі захисних газів
Номер патенту: 465
Опубліковано: 29.12.1999
Автори: Бутвин Олександр Миколаєвич, Енан Алім Амідович
МПК: B23K 9/16
Мітки: механізованої, пальника, захисних, газів, місцевий, відсмоктувач, металів, зварювальних, середовищі, електрозварки, аерозолів
Формула / Реферат:
Місцевий відсмоктувач зварювальних аерозолів до пальника механізованої електрозварки металів у середовищі захисних газів, що містить відсмоктувальну насадку аркоподібної форми, рухомо закріплену на газовідвідній трубці з прохідним півкільцевим перерізом, який в і д-різняється тим, що газовідвідна трубка містить накладку, яка жорстко з'єднана з газовідвідною трубкою відсмоктувана та рукояткою пальника з допомогою шарнірної скоби та натяжного...
Спосіб механізованої обробки виробів
Номер патенту: 25407
Опубліковано: 30.10.1998
Автори: Забара Наталія Олександрівна, Запорожець Олександр Андрійович, Джемелінський Віталій Васильович
МПК: B24B 31/06, B24B 31/00
Мітки: виробів, обробки, механізованої, спосіб
Формула / Реферат:
Способ механизированной обработки изделий, включающий нагрузку их в вибрационную установку вместе с наполнителем, водой и водосмываемой абразивной пастой, содержащей поверхностно-активные вещества, отделение изделий и полирование, отличающийся тем, что в качестве наполнителя используют проволоку диаметром 3 - 4мм, длиной 6 - 8мм с косым срезом, отвечающую по твердости материалу изделий при следующем соотношении компонентов, мас.%: ...
Пристрій для газокисневого різання і зварювання металів

Номер патенту: 770
Опубліковано: 15.03.2001
Автори: Кагановський Андрій Йосипович, Лисенко Юрій Миколайович
МПК: F23D 14/42, F23D 14/40, B23K 7/00, B23K 5/00
Мітки: металів, пристрій, зварювання, різання, газокисневого
Формула / Реферат:
1. Пристрій для газокисневого різання і зварювання металів, який містить корпус з виконаними в ньому, каналами подачі кисню і горючого газу, наконечник з мундштуком, інжектор і змішувальну камеру з циліндричною частиною і дифузором, який відрізняється тим, що циліндрична частина змішувально; камери пристрою виконана в одній деталі з інжектором, указана деталь виконана змінною, а в корпусі виконана порожнина для установки указаної змінної...
Попередній патент: Ремінь поясний
Наступний патент: Спосіб підвищення імуногенності вакцини бцж
Випадковий патент: Формувач послідовності пачок з програмованим періодом, кількістю тактових імпульсів в пачці і затримкою початку формування