Піроксиліновий зернений порох
Номер патенту: 42169
Опубліковано: 15.10.2001
Автори: Китаєв Олексій Васильович, Чопик Лев Степанович, Іванов Микола Олександрович, Чернишев Юрій Олексійович, Фролов Володимир Михайлович
Формула / Реферат
Піроксиліновий зернений порох на основі нітратів целюлози, який відрізняється тим, що в його склад у виді тонкого прошарку, товщиною не більше ніж 0,2 від товщини склепіння порохового елементу, що горить, уведені бутілакрілат у суміші з нітроцелюлозою, причому кількість бутілакрілату в суміші не перевищує 30 відсотків.
Текст
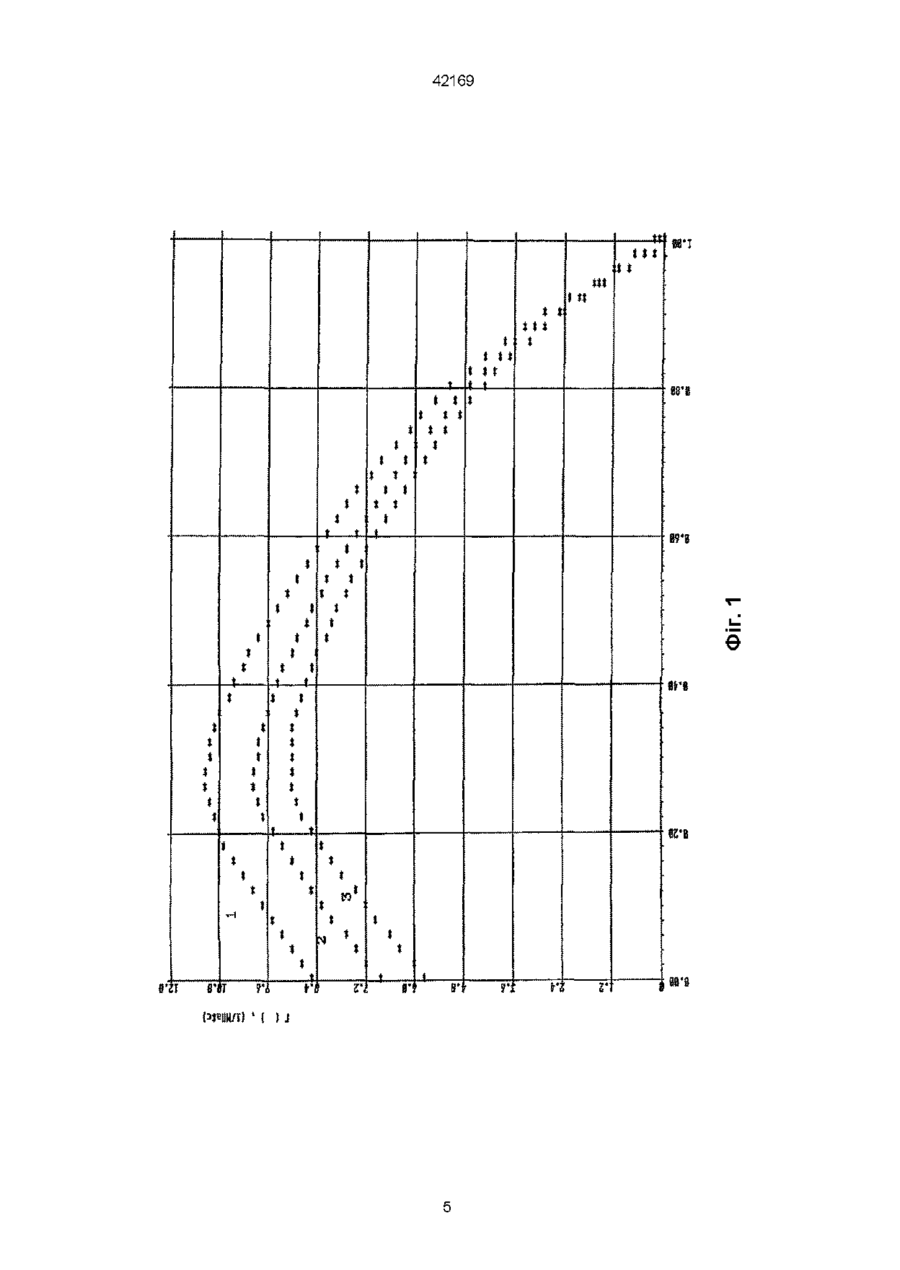
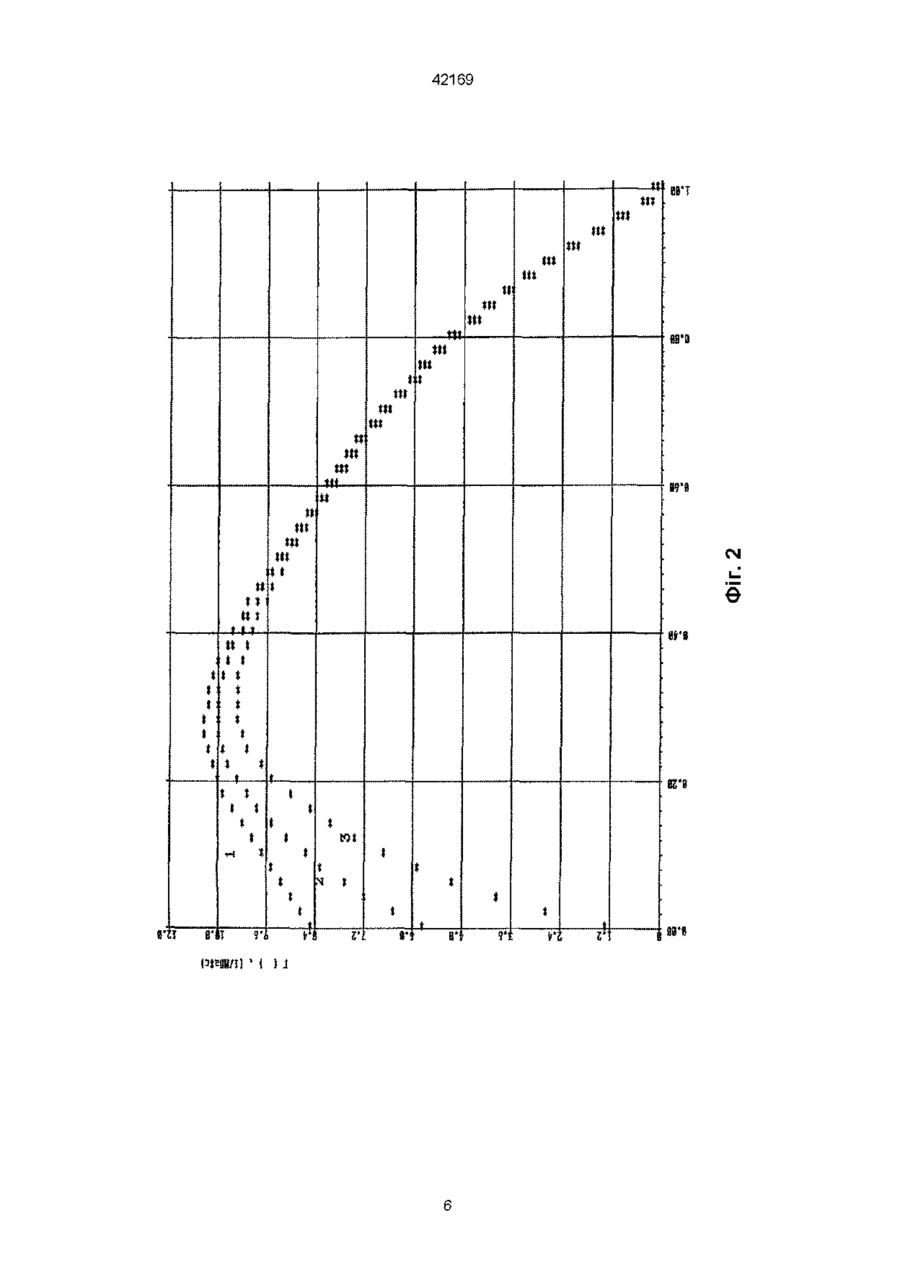
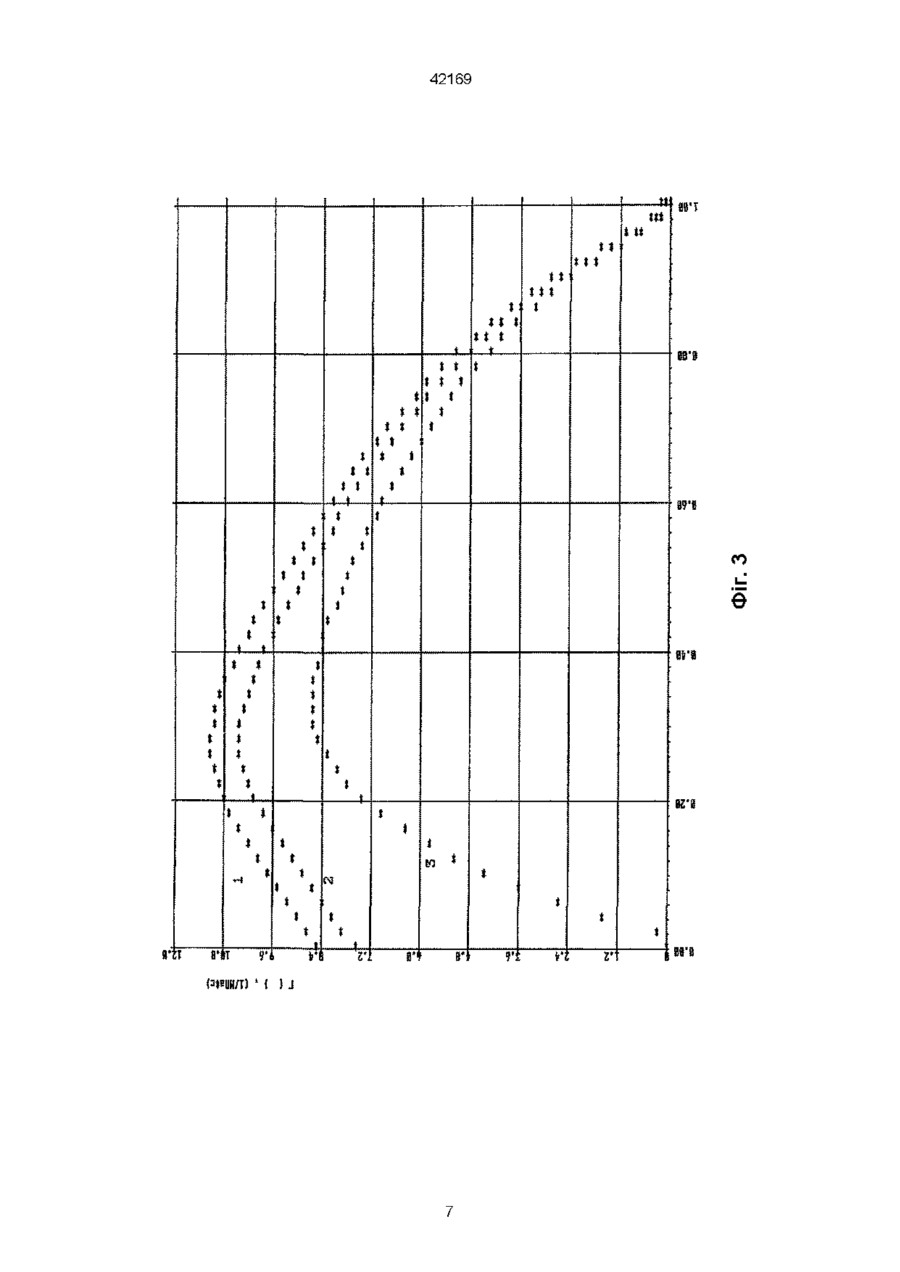
Піроксиліновий зернений порох на основі нітратів целюлози, який відрізняється тим, що в його склад у виді тонкого прошарку, товщиною не більше ніж 0,2 від товщини склепіння порохового елементу, що горить, уведені бутілакрілат у суміші з нітроцелюлозою, причому КІЛЬКІСТЬ бутілакрілату Винахід відноситься до виготовлення порохів і може бути використаний для виробництва порохів, що призначаються для спорядження спортивномисливських набоїв та набоїв до стрілецьких систем зброї ВІДОМІ порохи, до складу яких, для одержання прогресивного горіння (Внутренняя баллистика М Е Серебряков и др - Москва-Ленинград Государственное издательство оборонной промышленности, 1939 - С 95), вводяться спеціальні речовини - флегматизатори, що уповільнюють швидкість горіння ЗОВНІШНІХ прошарків пороху Флегматизатор проникає в товщину пороху ззовні і має концентрацію, що поступово зменшується вглиб рійність), а водночас, і балістичні характеристики пострілу Глибина проникнення фл є гмати затору, концентрація котрого експоненціально падає всередину порохового елементу, складає біля 0,1-0,2 мм, і залежить в основному від природи флегматизатору, а концентрація на поверхні порохових елементів - від процесу флегматизації (концентрації і КІЛЬКОСТІ фл є гмати затору, якості та величині поверхні порохових елементів, часу флегматизації, температури, при якій проводиться процес і т ін ) Глибину флегматизації і зміну концентрації флегматизатору в порохових елементах можна виявити дослідами в манометричній бомбі Для цього спочатку спалюються нефлегматизований порох, а потім - флегматизований (із різноманітною відсотковою КІЛЬКІСТЮ введеного фл є гмати затору) Далі порівнюються отримані криві питомої швидкості газоутворення При цьому, чим більше відрізняються початкові ділянки кривих питомих швидкостей газоутворення флегматизованого і нефлегматизованого порохів, тим більша КІЛЬКІСТЬ флегматизатору знаходиться у флегматизованому пороху і тим вище його концентрація на поверхні порохового елементу ВІДПОВІДНО ДО ЦЬОГО ШВИД КІСТЬ горіння буде змінюватися від найменшої в ЗОВНІШНІХ прошарках до нормальної - у внутрішніх, властивої для даної природи пороху Флегматизація пороху провадиться в спеціальних обертових барабанах, у які поміщаються порохові елементи і вводиться розчин речовини, що флегматизує КІЛЬКІСТЬ флєгматизатора, запровадженого в порохові елемента, складає в середньому від 0,5 до 2,5 ВІДСОТКІВ від маси пороху Тому флегматизація найбільш ефективна для порохів з прогресивною (багатоканальних) або постійною (одноканальних, пластинчастих і т п ) поверхнею горіння, у яких газоприхід зростає за рахунок збільшення поверхні каналів, що горять, або за рахунок збільшення одиничної швидкості горіння пороху При цьому відношення глибини проникнення флегматизатору до величини діаметра або товщини порохового елементу, як правило, не перевищує 0,1 Це пов'язане з тим, що флегматизатор знижує енергетичні властивості пороху (наприклад, кало в суміші не перевищує ЗО ВІДСОТКІВ Товщина згорілого склепіння сферичних порохових елементів ЛІНІЙНО залежить від діаметру елемента і відносної маси згорілого пороху, а початкова поверхня обернено пропорційна діаметру Манометричні іспити показують, що максимальна приведена швидкість газоутворення відповідає згоранню пороху на 0,4 від початкової маси Для порохового елементу діаметром 0,6 мм склепіння згорить на 47 мк, а діаметром 0,3 мм - на 23 мк, при цьому відношення згорілої частини склепіння до діаметра елемента складе 0,08 Це означає, що флегматизатор у такі порохи повинний проникати на глибину, меншу, ніж 0,1-0,2 мм Томутакі флег (О 42169 матизатори, як камфора, МГФ, ТГМ і ш із глибиною проникнення флегматизатора 0,1-0,2 мм будуть мало ефективні для дрібних марок порохів, що мають депресивну форму горіння, тому що будуть значно знижувати енергетику пороху Відношення початкових поверхонь для елементів із діаметрами 0,6 і 0,3 мм складає 0,5, тому для одержання близьких за подобою профілів флєгматизатору в порохових елементах потрібно буде фл є гмати затору в два рази більше для елементів із діаметром 0,3 мм, ніж із діаметром 0,6 мм ВІДОМІ флегматизовані порохи з дегресивною (наприклад, сферичні порохи) поверхнею горіння (Пороха лаковые, отраслевой стандарт, общие технические условия, ОСТ В 84-2432-89), що мають діаметр 0,6 мм і містять у своєму складі високоенергетичні компоненти (нітроефір, нітроамін, нітропохідні) Високоенергетичний компонент вводиться в процесі виготовлення порохової маси для підвищення калорійності пороху і компенсує введення енергетично баластного фл є гмати затору Найбільш близьким до пропонованого винаходу є порох, що виготовляється згідно з патентом України № 10976 на винахід "Засіб виготовлення пороху" за пунктом три По цьому засобі піроксилінові порохи (вихідну сировину) подрібнюються у водяному середовищі і з загальної маси відбираються фракції з нижнім ЛІНІЙНИМ розміром не менше 0,06 мм Верхня межа фракції визначається пластичними властивостями вихідної сировини і балістичних вимог до патронів Фракції вище гранично припустимої повертаються на повторне здрібнювання і наступну класифікацію в заданих межах Отримана фракція здрібненого пороху відокремлюється від водяного середовища і потім піддається одночасній абразивній обробці і графітуванню Після відділення порохового пилу елементи фракції поліруються в тому самому абразивному середовищі з додаванням етанолу і графіту Здрібнені порохові елементи, відділені від абразивного середовища, додатково розділяються на фракції, сушаться і після ІСПИТІВ класифікуються за імпульсом тиску Порохи з імпульсом тиску менше 0,050 МПахс (розміри елементів порядку 0,16-0,25 мм) для збільшення дулової швидкості польоту дробового заряду (за рахунок збільшення маси заряду) піддаються спеціальній обробці - флегматизації Для цього готувалися три види спиртового розчину фл є гмати затор у ТГМ-3 з КІЛЬКІСТЮ флегматизатора в розчинах 1, 2 і 3 відсотки від маси пороху, що флегматизується Порох, який флегматизується, містився в барабан разом з абразивними тілами, 1/3 частиною спиртового розчину фл є гмати затор у й обертався протягом 20 хвилин Потім у барабан додавалося ще 1/3 розчину флегматизатора, і операція повторювалася Подібні операції повторювалися для кожного розчину флегматизатора і пороху, що піддавався флегматизації, але з використанням нових абразивних тіл Після відділення від абразивних тіл порох сушився, зволожувався і випробувався для визначення імпульсу тиску Зазначеннями імпульсів тиску будувалася апроксимаційна залежність, за якою визначалася КІЛЬКІСТЬ фл є гмати затору, необхідного для флегматизації пороху під задане значення імпульсу тиску під конкретний патрон Істотним недоліком такої спеціальної обробки дрібнодисперсних порохів (введенням у його склад фл є гмати затору) є те, що флегматизатор проникає в порох (як указувалося вище) на глибину порядку 0,2 мм, що збігається з товщиною палаючого склепіння пороху Це означає, що таким шляхом неможливо формувати крутий профіль зміни швидкості горіння пороху, а значить відбувається зниження енергетичних характеристик пороху і його швидкості горіння по всій товщині палаючого склепіння Це підтверджується дослідженнями порохів при горінні їх у манометричній бомбі (див мал 1) На малюнку видно, що, дійсно, крива питомої швидкості газоутворення флегматизованого пороху на всьому протязі знаходиться на значній відстані від кривої питомої швидкості газоутворення нефлегматизованого пороху Це означає, що для дрібних марок порохів із дегресивною поверхнею горіння, флегматизація в звичайному розумінні (одержання крутого профілю розподілу фл є гмати затору по глибині порохового елементу відомими флегматизаторами) неможлива Іншим, не менш істотним, недоліком флегматизованих дрібнодисперсних порохів з дегресивною формою горіння є те, що їх неможливо використовувати в багатьох системах стрілецької зброї Це зв'язане з тим, що вільний об'єм під порох у патроні стрілецької зброї жорстко обмежений на відміну від мисливського патрону Наприклад, у патроні до пістолету Макарова вільний об'єм складає 0,5 см , а імпульс тиску пороху повинний бути на рівні 0,05 МПахс Тому, якщо зафлегматизувати порох з імпульсом тиску 0,04 МПахс до імпульсу тиску 0,05 МПахс, то навіть збільшення заряду пороху в патроні не призведе до збільшення дулової швидкості кулі в результаті зниження енергетики пороху і зростання маси часток пороху, що недогоріли В основу винаходу поставлена задача зниження швидкості газоутворення зернених порохів тільки в початковій стадії процесу горіння (на глибині склепіння порядку 0,2 мм) при збереженні швидкості газоутворення в частині, що залишилася, палаючого зводу У порохових елементів з ЛІНІЙНИМИ розмірами від 0,16 до 0,6 мм глибина палаючого склепіння з різким профілем повинна складати від 15 до 50 мк Це може бути досягнуте шляхом уведення до складу піроксилінового зерненого пороху на малу глибину речовини, що дозволяє змінювати швидкість горіння пороху в залежності від його концентрації в складі пороху Експериментальним шляхом, як матеріал, що вводиться у вигляді тонкого шару на порохові елементи, була обрана суміш нітроцелюлози і бутілакрілату, що вводиться у вигляді розчину Це дозволило формувати крутий профіль зміни швидкості газоутворення палаючого пороху від найменшої (фіг 1, криві 2 і 3) до швидкості відповідної швидкості горіння вихідного пороху (фіг 1, крива 1), що, як показано вище, неможливо зробити 42169 шляхом традиційної флегматизації зернених порохів Якщо використовувати тільки одну нітроцелюлозу, що наноситься у вигляді розчину на порохові елементи (наприклад, на спиртоефірному розчиннику), то перерозподілу профілю зміни швидкості газоутворення палаючого пороху від найменшої до швидкості, відповідної швидкості горіння вихідного пороху нітроцелюлози по товщині порохового елементу, не відбудеться через однакову природу матеріалів Буде нарощуватися ЛІНІЙНИЙ розмір порохового елементу, а швидкість горіння цього шару буде залежати від ступеня нітрації нанесеної на поверхню пороху нітроцелюлози Нанесення на поверхню порохового елементу інертного матеріалу знижує енергетику пороху і виступає в ролі "бронювання" порохового елементу (термінологія з області ракетної техніки), що різко знижує здатність запалюватися порохового заряду (фіг 3, крива 3), що призводить до нестабільності балістичних характеристик пострілу Зміною співвідношення бутілакрілату і нітроцелюлози, введених у порох, можна в заданих межах змінювати початкову швидкість газоутворення палаючого пороху в початковій стадії горіння Додатково проведені експерименти показали, що граничне співвідношення бутілакрілату в суміші (по сухому залишку) знаходиться на рівні 30%, що відповідає кривій 2 фіг 2 Подальше збільшення співвідношення бутілакрілату стосовно нітроцелюлози призводить до нестабільності запалення і газоутворення, а також знижує енергетику пороху, на що уже вказувалося вище Приклад конкретного виконання готувалися 15% спиртові розчини бутілакрілату і спирторозчинної нітроцелюлози, що змішувалися в співвідношеннях 1 2 та 2 1, після чого старанно перемішувались при температурі 40°С Використовувався порох із розмірами елементів від 0,16 до 0,22 мм, виготовлений за пунктом 1 патенту України № 10976 на винахід "Засіб виготовлення пороху" Для цього піроксилінові порохи (вихідна сировина) подрібнювалися у водяному середовищі і з загальної маси відбиралися фракції з нижнім ЛІНІЙНИМ розміром не менше 0,06 мм Фракції вище гранично припустимої верталися на повторне здрібнювання і наступну класифікацію в заданих межах Отримана фракція здрібненого пороху відокремлюється від водяного середовища і потім піддається одночасній абразивній обробці і графітуванню Після відділення порохового пилу елементи фракції полірувалися в тому самому абразивному середовищі з додаванням етанолу і графіту Здрібнені порохові елементи, відділені від абразивного середовища, додатково розділялися на фракції, сушилися і після ІСПИТІВ класифікувалися за імпульсом тиску Для виготовлення зразка 1 використовувалася суміш розчинів 1 2, а зразка 2 - суміш розчинів 2 1 Спочатку порох завантажувався разом з абразивними тілами в барабан для флегматизації порохів Потім у барабані розпорошувалася 1/3 суміші розчинів і здійснювалося перемішування пороху з абразивними тілами протягом 20 хвилин із швидкістю 15 об/хв Подібна операція повторюва лася ще ДВІЧІ до повної витрати розчину КІЛЬКІСТЬ розчину розраховувалася за 5% сухим залишком від маси завантаженого пороху Після відділення від абразивних тіл, отриманий зразок пороху сушився, зволожувався і випробовувався в манометричній бомбі в порівнянні з вихідним порохом Результати балістичних ІСПИТІВ наведені на фіг 2 3 графіків, що наведені на фіг 2, видно, що початкова ділянка питомої швидкості газоутворення зразка з введеним у його склад булл акрі л атом у суміші з нітроцелюлозою у вигляді тонкого прошарку (криві 2 і 3) значно відрізняються від вихідного зразка пороху (крива 1) Це вказує на те, що суміш бутілакрілату і нітроцелюлози не розподіляється по всій глибині порохового елементу, а незначно проникає вглиб порохового елементу, чим знижує газоприхід тільки в початковий період горіння пороху Вибір процентних концентрацій розчинів і їхнє співвідношення залежить від використовуваного розчинника (спирт, ацетон, бутілацетат і т п або їхня суміш), а також від геометричних розмірів порохових елементів (запобігання агломерації) та маси пороху, що завантажується Розчинник обирається з умови розчинності в ньому бутілакрілату і нітроцелюлози, розчинність якої залежить від утримання в ній азоту Концентрація суміші розчинів визначається експериментально з умови запобігання агломерації порохових елементів і, у першу чергу, залежить від геометричних розмірів порохових елементів На фіг 3 (крива 2) показаний графік питомої швидкості газоутворення для зразка, при виготовленні якого використовувався тільки розчин нітроцелюлози без бутілакрілату (у КІЛЬКОСТІ 5% по сухому залишку від маси вихідного пороху) у порівнянні з вихідним зразком (фіг 1, крива 1) Відсутність крутого профілю на початковій ДІЛЯНЦІ кривої показує, що відбувається нарощування товщини порохового елементу з розчину з більш низьким утриманням нітроцелюлози (спирторозчинна нітроцелюлоза), чим у вихідного пороху, а це не призводить до бажаного результату Використання розчину бутілакрілату без додатку нітроцелюлози фіг 3 (крива 3) призводить до зниження питомої швидкості газоутворення Це вказує нате, що глибина проникнення бутілакрілату в цьому випадку більше, ніж у суміші з нітроцелюлозою Крім того, віддалення кривої питомої швидкості газоутворення від осі ординат указує на затримку запалення порохового заряду, а це позначається на стабільності балістичних характеристик пострілу Таким чином, використання тільки розчину бутілакрілату, не дає можливості регулювати газоприхід на початковій ДІЛЯНЦІ горіння пороху, не зменшуючи енергетичний потенціал пороху і не погіршуючи його займистість Крім того, аналіз графіків питомої швидкості газоутворення (фіг 2, криві 2, 3 і фіг 3, крива 3) показує, що співвідношення бутілакрілату в суміші не повинно перевищувати 30%, тому що крива З (фіг 2) практично виходить із початку координат Були проведені порівняльні іспити патронів до пістолета Макарова, у яких як пороховий заряд використовувалися порохові елементи з ЛІНІЙНИМИ розмірами 0,16-0,25 мм Дулова швидкість польоту 42169 кулі цих патронів склала 350 м/с Після флегматизації порохових елементів (вводилося 3% флегматизатора) і збільшення маси заряду збільшення дулової швидкості не спостерігалося, незначно знизився максимальний тиск Подальше збільшення маси флєгматизатора, що вводиться, призвело до зниження дулової швидкості При вве денні до складу порохових елементів суміші нітроцелюлози і бутілакрілату в співвідношенні 2 1 дулова швидкість польоту кулі в цих патронів досягла 370 м/с, а максимальний тиск знизився на 100 кгс/див2, що ще раз підтверджує виконання поставленої мети шляхом уведення до складу пороху суміші нітроцелюлози і бутілакрілату 42169 I I t tt 08'T t t it * 4_ t і t t t $ t I і Ї І t t 1 t І t I t І t t t t t t t t t і I t I 4 t t t І Є t t 4 1I t t t t t t І t I I 1 і X 8і Т Г. V с )J t Ї t ІI t tt Г в 42169 it ш lit ttt ttt t t tt ttt ttt Ш tt ttt tit ttt ttt и m 11 nt ill ttt 11 t CM Є ttt t tt t t t t t * 1 t: * І : 1 І t t t t t t і • t t t t t t і t t : ї В*І Ї V t t t t t t $ t 4 f tot t і і : VI t t a} * t 4": t г * 42169 t It Ш tJ і і і t і t і t » 4. t t t І 1 tI I і * t І t і t і t і » t і t і t t 4 t t І t t t і і % t t t t t t I t t і ї CO Є « 1 І t t 4. t t . І t t I t * і CO * t і t д 9't 42169 ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Киів-133, бульв Лесі Українки, 26 (044)295-81-42, 295-61-97 Підписано до друку Обсяг обл -вид арк 2002 р Формат 60x84 1/8 Тираж 50 прим Зам УкрІНТЕІ, 03680, Киів-39 МСП, вул Горького, 180 (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюPyroxylin chopped gunpowder
Автори англійськоюChernyshev Yurii Oleksiiovych, Chopyk Lev Stepanovych, Frolov Volodymyr Mykhailovych, Ivanov Mykola Oleksandrovych, Kytaiev Oleksii Vasyliovych
Назва патенту російськоюПироксилиновый зерненый порох
Автори російськоюЧернышев Юрий Алексеевич, Чопик Лев Степанович, Фролов Владимир Михайлович, Иванов Николай Александрович, Китаев Алексей Васильевич
МПК / Мітки
МПК: C06B 21/00
Мітки: піроксиліновий, зернений, порох
Код посилання
<a href="https://ua.patents.su/8-42169-piroksilinovijj-zernenijj-porokh.html" target="_blank" rel="follow" title="База патентів України">Піроксиліновий зернений порох</a>
Вибухова речовина

Номер патенту: 39066
Опубліковано: 15.05.2001
Автори: Кожевніков Борис Михайлович, Таран Вячеслав Михайлович, Банішевський Віктор Васильович
МПК: C06B 45/00
Формула / Реферат:
(21)2001031459 Дата прийняття рішення12 квітня(54)(57)1. Вибухова речовина, що містить гексоген і флегматизатор, яка відрізняється тим, що додатково містить баліститний порох подрібнений і зв'язуюче, наприклад, індустріальне масло, при наступному співвідношенні компонентів, мас.%:гексоген 11,4-33,25флегматизатор ...
Спосіб формування пороховмісного свердловинного заряду
Номер патенту: 37064
Опубліковано: 16.04.2001
Автори: Туручко Іван Іванович, Косьмін Ігор Вікторович, Прокопенко Віктор Степанович
МПК: C06B 21/00, F42D 1/08, F42D 1/10
Мітки: формування, заряду, свердловинного, спосіб, пороховмісного
Текст:
...тим, що в способі формування пороховмісного свердловин ного заряду, який включає заповнення свердловини трубчастим порохом і додатковими компонентами заряду вибухової речовини, заряд розміщують в оболонці, наприклад, у плівковому р укаві. Крім того, як додаткові компоненти заряду використовують, принаймні, два компоненти, причому один із них - окислювач, наприклад, аміачна селітра, а інший - промислова вибухова речовина. Крім того, як один з...
Метальний заряд і спосіб його виготовлення
Номер патенту: 37404
Опубліковано: 15.05.2001
Автори: Легейда Генадій Андрійович, Нелаєв Віктор Петрович
МПК: F42B 7/00, C06B 21/00
Мітки: виготовлення, метальний, заряд, спосіб
Формула / Реферат:
1. Метальний заряд, що містить пороховий брикет довільної наперед заданою геометрії та щільності, який відрізняється тим, що заряд виконано складеним, одна з частин якого виконана у вигляді наважок насипного пороху чи суміші наважок насипних порохів, а інша - у вигляді одного чи декількох брикетів, при цьому загальна маса складеного заряду забезпечує тиск у стволі, що не перевищує заданий рівень.2. Спосіб виготовлення метального...
Спосіб одержання нітроцелюлози
Номер патенту: 31690
Опубліковано: 15.12.2000
Автори: Хвалін Владелен Євгенович, Ситник Микола Давидович, Матюхін Іван Іванович, Шляхова Тетяна Борисівна
МПК: C08L 97/00, C08B 5/00
Мітки: спосіб, одержання, нітроцелюлози
Текст:
...Ш, в'язкість якої по ГОСТ 5936-75, знаходиться на рівні 1,1-1,3 °Е. Придатність нітро целюлози, одержаної із целюлози з льону для лаків і фарб визнача ди лляхом порівняння щілоності підготовлених нітроцелюлозних плівок на основ! целюлози із льоку і нітроцелюлози, яка використс віється для приготування лаків і фарб. ., Із щх нітроцелюлоз готували розчини в ацетоні І0*-ної концентрації» «озування плівок проводилось на парафіновій...
Спосіб створення регульованих зусиль для розколу гірських порід та пристрій для його здійснення
Номер патенту: 35766
Опубліковано: 16.04.2001
Автор: Жуков Сергій Олександрович
МПК: E21C 37/02
Мітки: гірських, регульованих, створення, зусиль, пристрій, здійснення, порід, розколу, спосіб
Формула / Реферат:
1. Спосіб створення регульованих зусиль для розколу гірських порід, що полягає в підвищенні тиску робочого тіла в силовому циліндрі, який відрізняється тим, що робочим тілом є газова суміш продуктів згорання порохового заряду і горючої рідини, а зростання тиску в силовому циліндрі забезпечують у дві фази: на першій фазі ударом бойка по капсулю ініціюють детонацію капсуля і запалення ним порохового заряду, газоподібні продукти...
Попередній патент: Спосіб специфічної імунотерапії алергічних ринітів
Наступний патент: Спосіб визначення енергетичного обміну при експериментальному хламідіозі
Випадковий патент: Торговий автомат з безкоштовними розіграшами