Спосіб виготовлення порожнистих предметів, зокрема пластмасових заготовок, і пристрій для його здійснення
Формула / Реферат
1. Способ изготовления полых предметов, в частности пластмассовых заготовок для последующей переработки в изделия из полиэтилентерефталата, в котором исходный материал для изготовления указанных заготовок впрыскивают в пресс-форму, которая имеет поверхность матрицы и ответную поверхность пуансона, между которыми формуют заготовки, пресс-форму раскрывают по поверхностям матрицы и пуансона, причем в этом случае каждый из пуансонов поверхности пуансона несет заготовку, и приводят захват, на котором расположен набор приемных элементов, с помощью приводного двигателя в движение в заданном направлении перемещения между отклоненным, изолированным положением и указанным рабочим положением, в котором указанный захват неподвижен и стоит готовый для другого перемещения в рабочее положение, в котором захват направлен на поверхность пуансона пресс-формы, и размещают заготовки в захвате с помощью всасывающего средства, при этом каждую заготовку размещают в соответствующем приемном элементе, отличающийся тем, что используют по меньшей мере один второй захват и указанный второй захват перемещают посредством второго приводного двигателя между изолированным положением и рабочим положением, в котором захват направлен на поверхность пуансона пресс-формы, причем перемещения указанных захватов между собой синхронизированы с целью последовательного приема и выгрузки сформованых заготовок.
2. Способ по п. 1 отличающийся тем, что захваты перемещают взад и вперед в направлении их соответствующих продольных осей, причем захваты располагают над пресс-формой и их соответствующие перемещения относительно друг друга своевременно переключают.
3. Способ по любому из пп. 1-2, отличающийся тем, что указанные по меньшей мере два захвата располагают на носителе в вертикальной плоскости, перпендикулярной относительно основания, и перемещают с помощью дополнительного привода в указанной вертикальной плоскости во втором направлении между положением ожидания и указанным изолированным рабочим положением.
4. Способ по любому из пп. 1-3, отличающийся тем, что указанные по меньшей мере два захвата последовательно перемещают в двух направлениях, перпендикулярных друг другу, причем указанное первое направление перемещения выбирают таким, чтобы оно было вертикальным относительно основания, и оба захвата перемещают между верхним и нижним рабочим положением.
5. Способ по любому из пп. 1-4, отличающийся тем, что для охлаждения получаемых литьем под давлением заготовок устанавливают время первого охлаждения в поверхности матрицы таким, что в конце установленного времени первого охлаждения поверхность матрицы и поверхность пуансона пресс-формы отделяют друг от друга на расстояние, достаточное для установки одного из указанных захватов в промежуток, образованный при этом между поверхностями матрицы и пуансона, приемную поверхность указанного одного захвата направляют на поверхность пуансона, указанный один захват перемещают из указанного верхнего положения в указанный промежуток, и таким путем переводят указанный один захват в указанное нижнее рабочее положение относительно поверхности пуансона, и заготовки охлаждают там в приемных элементах в течение установленного времени второго охлаждения, в конце указанного времени охлаждения заготовки перемещают от поверхности пуансона к указанному одному захвату и каждую заготовку размещают в соответствующем приемном элементе, соответствующем каждому пуансону, после чего указанный один захват перемещают назад в изолированное верхнее положение, оба захвата перемещают крест-накрест до тех пор, пока другой захват не переместиться в изолированное верхнее положение, а первый захват - в указанное положение ожидания, перемещение, выполненное указанным первым захватом, затем действуют аналогично другим захватом, и последним с поверхности пуансона пресс-формы принимают другой набор заготовок, после этого указанный другой захват отводят назад в верхнее положение.
6. Устройство для изготовления полых предметов, в частности пластмассовых заготовок для последующей переработки в изделия из полиэтилентерефталата, содержащее предназначенную для формования указанных заготовок пресс-форму, имеющую поверхность матрицы и поверхность пуансона с возможностью их разделения, причем на поверхности пуансона расположен ряд выступающих пуансонов для удержания заготовок, и содержащее захват, имеющий набор приемных элементов с возможностью их направления на указанные пуансоны для охлаждения и приема заготовок, и приводной двигатель для перемещения указанного захвата между изолированным положением и соединенным рабочим положением, в котором указанный захват соединяют с поверхностью пуансона, отличающееся тем, что оно дополнительно содержит по меньшей мере один второй захват, включающий другой набор приемных элементов с возможностью их направления на пуансоны поверхности пуансона пресс-формы, и другим приводным двигателем, который имеет функцию перемещения указанного второго захвата между указанным изолированным положением и указанным рабочим положением, причем захват соединен с поверхностью пуансона, а перемещение последнего захвата синхронизировано с перемещением первого захвата.
Текст
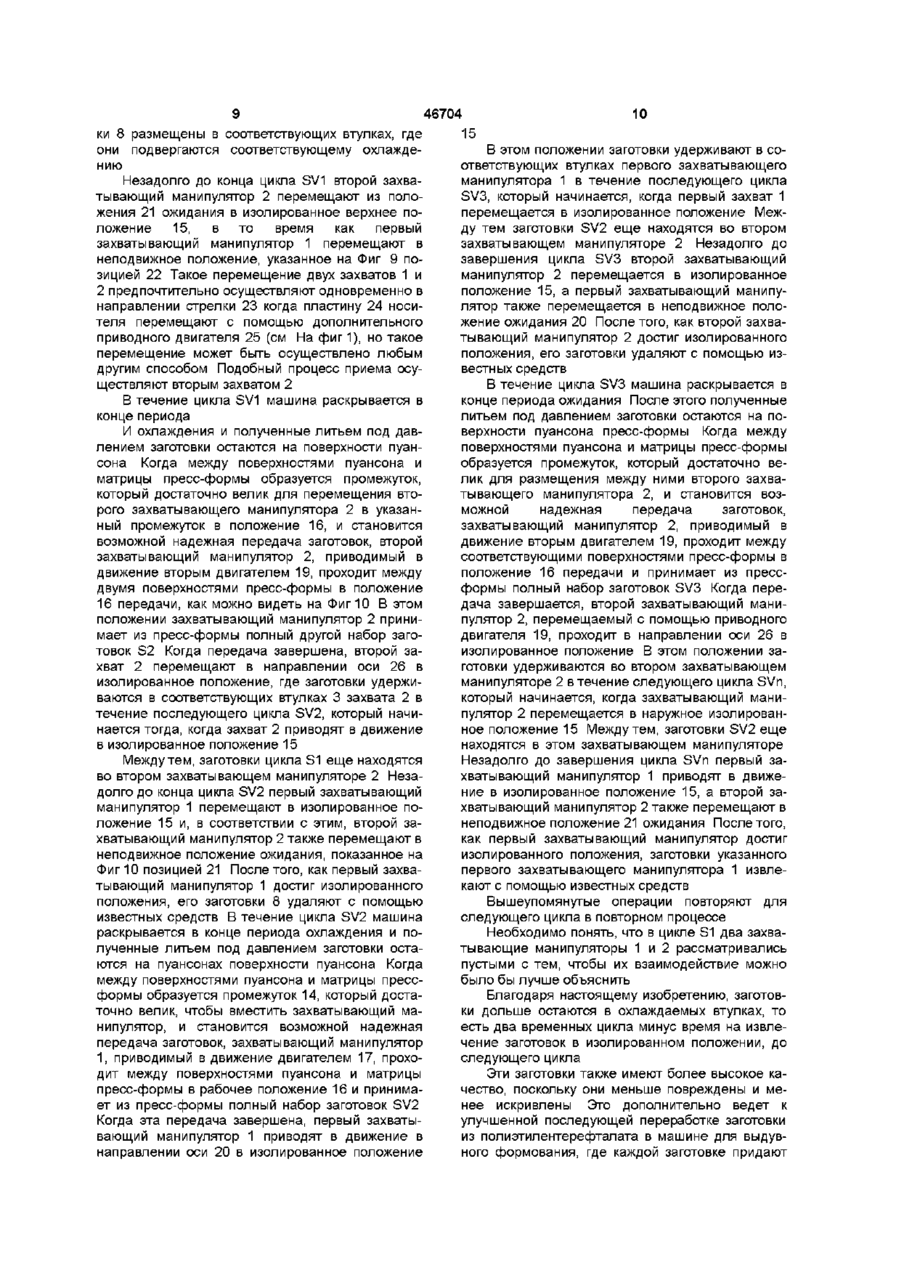
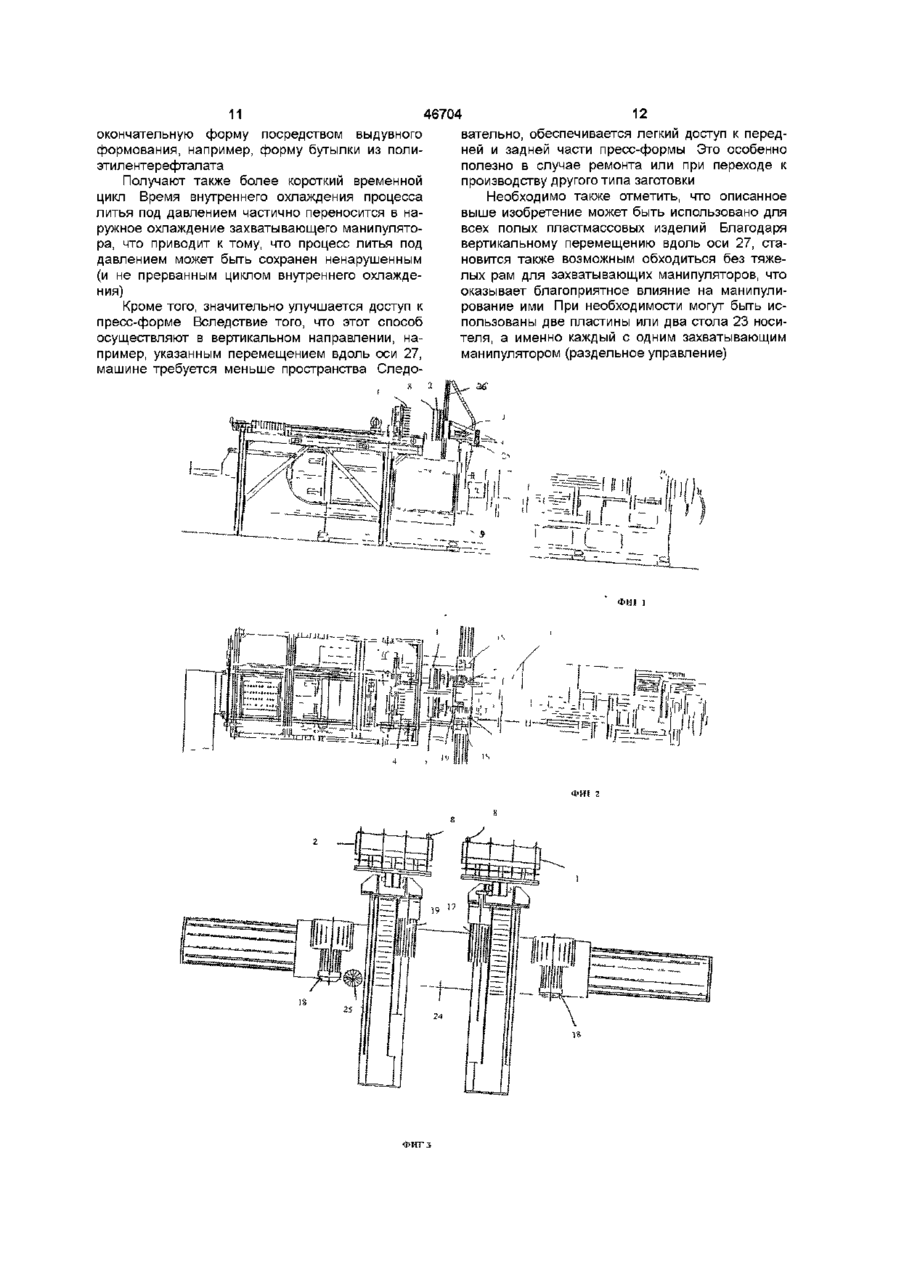
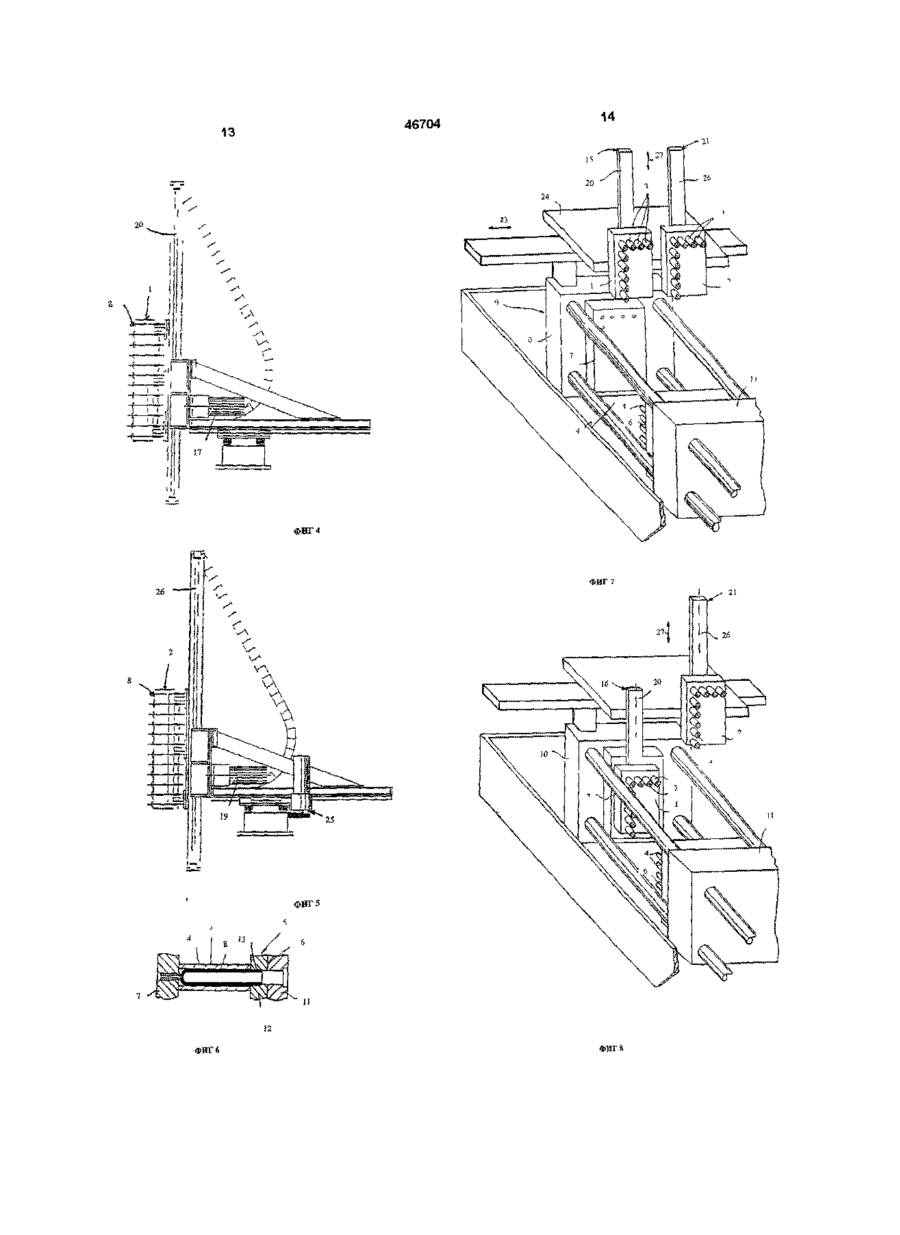
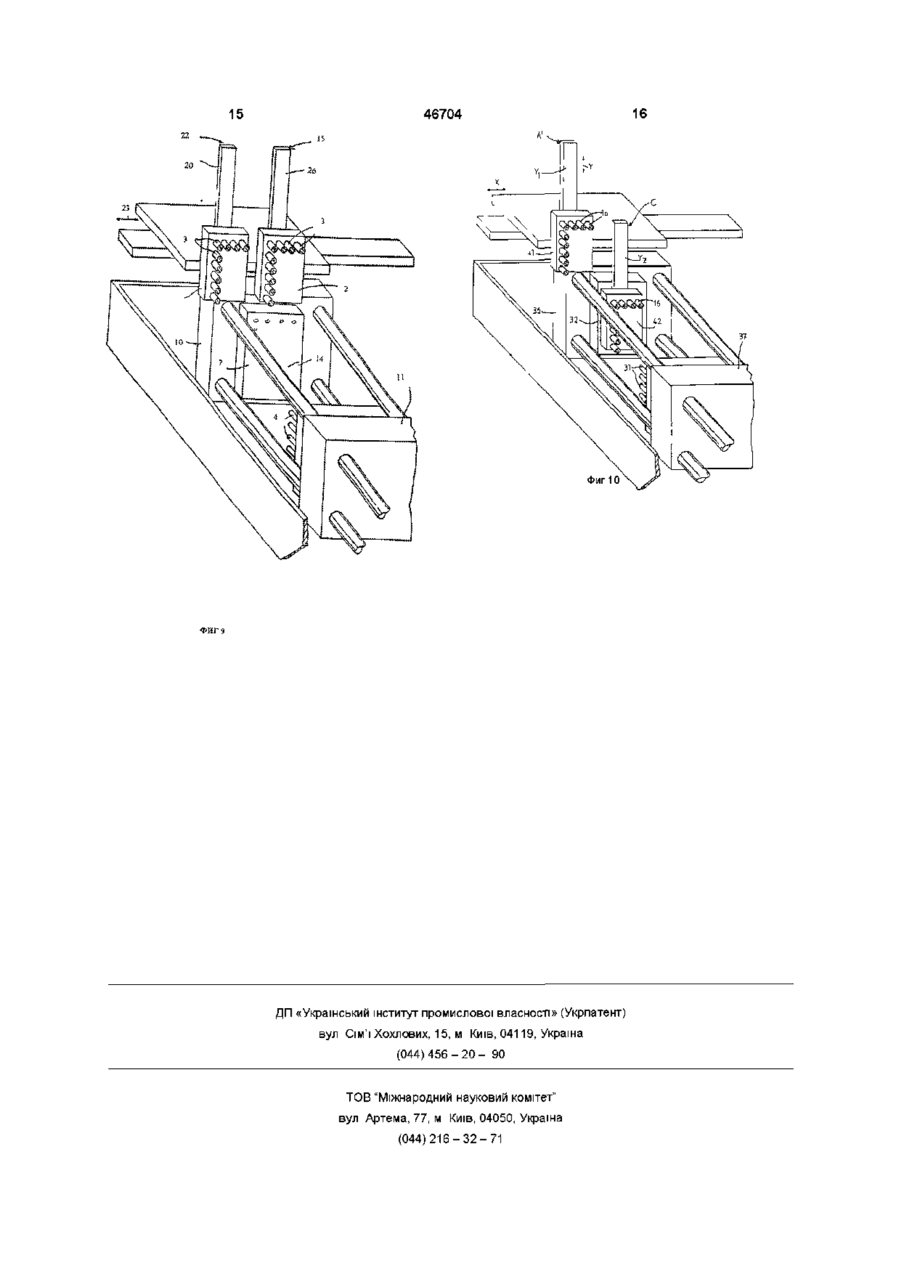
1 Способ изготовления полых предметов, в частности пластмассовых заготовок для последующей переработки в изделия из полиэтилентерефталата, в котором исходный материал для изготовления указанных заготовок впрыскивают в пресс-форму, которая имеет поверхность матрицы и ответную поверхность пуансона, между которыми формуют заготовки, пресс-форму раскрывают по поверхностям матрицы и пуансона, причем в этом случае каждый из пуансонов поверхности пуансона несет заготовку, и приводят захват, на котором расположен набор приемных элементов, с помощью приводного двигателя в движение в заданном направлении перемещения между отклоненным, изолированным положением и указанным рабочим положением, в котором указанный захват неподвижен и стоит готовый для другого перемещения в рабочее положение, в котором захват направлен на поверхность пуансона пресс-формы, и размещают заготовки в захвате с помощью всасывающего средства, при этом каждую заготовку размещают в соответствующем приемном элементе, отличающийся тем, что используют по меньшей мере один второй захват и указанный второй захват перемещают посредством второго приводного двигателя между изолированным положением и рабочим положением, в котором захват направлен на поверхность пуансона пресс-формы, причем перемещения указанных захватов между собой синхронизированы с целью последовательного приема и выгрузки сформованых заготовок 2 Способ по п 1 отличающийся тем, что захваты перемещают взад и вперед в направлении их соответствующих продольных осей, причем захваты располагают над пресс-формой и их соответст вующие перемещения относительно друг друга своевременно переключают 3 Способ по любому из пп 1-2, отличающийся тем, что указанные по меньшей мере два захвата располагают на носителе в вертикальной плоскости, перпендикулярной относительно основания, и перемещают с помощью дополнительного привода в указанной вертикальной плоскости во втором направлении между положением ожидания и указанным изолированным рабочим положением 4 Способ по любому из пп 1-3, отличающийся тем, что указанные по меньшей мере два захвата последовательно перемещают в двух направлениях, перпендикулярных друг другу, причем указанное первое направление перемещения выбирают таким, чтобы оно было вертикальным относительно основания, и оба захвата перемещают между верхним и нижним рабочим положением 5 Способ по любому из пп 1-4, отличающийся тем, что для охлаждения получаемых литьем под давлением заготовок устанавливают время первого охлаждения в поверхности матрицы таким, что в конце установленного времени первого охлаждения поверхность матрицы и поверхность пуансона пресс-формы отделяют друг от друга на расстояние, достаточное для установки одного из указанных захватов в промежуток, образованный при этом между поверхностями матрицы и пуансона, приемную поверхность указанного одного захвата направляют на поверхность пуансона, указанный один захват перемещают из указанного верхнего положения в указанный промежуток, и таким путем переводят указанный один захват в указанное нижнее рабочее положение относительно поверхности пуансона, и заготовки охлаждают там в приемных элементах в течение установленного времени второго охлаждения, в конце указанного времени охлаждения заготовки перемещают от поверхности пуансона к указанному одному захвату и каждую заготовку размещают в соответствующем приемном элементе, соответствующем каждому пуансону, после чего указанный один захват перемещают назад в изолированное верхнее положение, оба захвата перемещают крест-накрест до тех пор, пока другой захват не переместиться в изолированное верхнее положе О о (О 46704 ниє, а первый захват - в указанное положение указанные пуансоны для охлаждения и приема ожидания, перемещение, выполненное указанным заготовок, и приводной двигатель для перемещепервым захватом, затем действуют аналогично ния указанного захвата между изолированным другим захватом, и последним с поверхности пуположением и соединенным рабочим положениансона пресс-формы принимают другой набор ем, в котором указанный захват соединяют с позаготовок, после этого указанный другой захват верхностью пуансона, отличающееся тем, что отводят назад в верхнее положение оно дополнительно содержит по меньшей мере 6 Устройство для изготовления полых предметов, один второй захват, включающий другой набор в частности пластмассовых заготовок для послеприемных элементов с возможностью их направдующей переработки в изделия из полиэтилентеления на пуансоны поверхности пуансона прессрефталата, содержащее предназначенную для формы, и другим приводным двигателем, который формования указанных заготовок пресс-форму, имеет функцию перемещения указанного второго имеющую поверхность матрицы и поверхность захвата между указанным изолированным полопуансона с возможностью их разделения, причем жением и указанным рабочим положением, прина поверхности пуансона расположен ряд выстучем захват соединен с поверхностью пуансона, а пающих пуансонов для удержания заготовок, и перемещение последнего захвата синхронизиросодержащее захват, имеющий набор приемных вано с перемещением первого захвата элементов с возможностью их направления на Настоящее изобретение относится к способу изготовления полых предметов, в частности, пластмассовых заготовок для последующей переработки в изделия из полиэтилентерефталата Известно использование одного захвата с втулками, в котором после завершения цикла заготовки выгружают и размещают на охлаждаемой воздухом ленте конвейера, имеющей штыри В этом случае, в первую очередь, недостатком является то, что охлаждение после одного временного цикла извлечения из пресс-формы не осуществляется достаточно интенсивно Недостатком этого способа является то, что позиционирование пуансонов увеличивает сложность производственного процесса В другом известном способе используют захват с втулками, причем в этом случае заготовки охлаждают и транспортируют к другой установке для охлаждения, которая находится вне устройства для осуществления данного способа Помимо недостаточного охлаждения, недостаток в этом случае применения заключается в большой сложности установок для охлаждения Охлаждение пресс-формы дольше, и как правило, не соответствует усадке заготовок Это ведет к неравномерному охлаждению заготовок и к возможности их повреждения Было установлено, что заготовки, в частности заготовки из полиэтилентерефталата, имеют наилучшие характеристики охлаждения на наружной стенке (тепло рассеивается наружу) и наибольшая площадь поверхности для рассеивания тепла точно соответствует наружной поверхности По этой причине использование охлаждаемых втулок является особенно выгодным Таким образом, очень выгодно, когда изготовление заготовок позволяет как можно дольше охлаждать их во втулках и поддерживать охлаждение в процессе литья под давлением как можно более короткое время Наиболее близкими аналогами заявляемых объектов являются способ и устройство для изготовления полых предметов, в частности пластмассовых заготовок из полиэтилентерефталата (ЕР, заявка 0283644, В29С 45/42, 1988) Согласно известному техническому решению гранулы полиэтилентерефталата предварительно подвергают сушке, а затем перерабатывают способом литья под давлением в заготовки В этом случае процесс литья под давлением содержит ряд последовательных операций, а именно дозирование и впрыск в пресс-форму исходных материалов, охлаждение и извлечение из пресс-формы В случае получения заготовок принято извлекать изделия из пресс-формы посредством одного захвата, выполненного с возможностью охлаждения полученных заготовок Захват заменяет процесс выталкивания заготовок из пресс-формы После снятия заготовок для предотвращения деформации их охлаждают Время охлаждения оказывает существенное влияние на суммарное время процесса Применение одного захвата означает, что охлаждение обязательно входит в процесс производства заготовок, что не только удлиняет временной цикл процесса, но и оказывает влияние на производительность процесса В основу заявляемого изобретения поставлена задача усовершенствования способа изготовления полых предметов путем введения дополнительных операций способа для минимизации времени охлаждения и повышения производительности процесса Поставленная задача достигается тем, что в способе изготовления полых предметов, в частности пластмассовых заготовок для последующей переработки в изделия из полиэтилентерефталата, в котором исходный материал для изготовления указанных заготовок впрыскивают в прессформу, которая имеет поверхность матрицы и ответную поверхность пуансона, между которыми формуют заготовки, пресс-форму раскрывают по поверхностям матрицы и пуансона, причем в этом случае каждый из пуансонов поверхности пуансона несет заготовку, и приводят захват, на котором расположен набор приемных элементов, с помощью приводного двигателя в движение в заданном направлении перемещения между отклонен 46704 ным, изолированным положением и указанным рабочим положением, в котором указанный захват неподвижен и стоит готовый для другого перемещения в рабочее положение, в котором захват направлен на поверхность пуансона прессформы, и размещают заготовки в захвате с помощью всасывающего средства, при этом каждую заготовку размещают в соответствующем приемном элементе, используют по меньшей мере один второй захват и указанный второй захват перемещают посредством второго приводного двигателя между изолированным положением и рабочим положением, в котором захват направлен на поверхность пуансона пресс-формы, причем перемещения указанных захватов между собой синхронизированы с целью последовательного приема и выгрузки сформованых заготовок Кроме того, захваты перемещают взад и вперед в направлении их соответствующих продольных осей, причем захваты располагают над пресс-формой и их соответствующие перемещения относительно друг друга своевременно переключают Кроме того, указанные по меньшей мере два захвата располагают на носителе в вертикальной плоскости, перпендикулярной относительно основания, и перемещают с помощью дополнительного привода в указанной вертикальной плоскости во втором направлении между положением ожидания и указанным изолированным рабочим положением Кроме того, указанные по меньшей мере два захвата последовательно перемещают в двух направлениях, перпендикулярных друг другу, причем указанное первое направление перемещения выбирают таким, чтобы оно было вертикальным относительно основания, и оба захвата перемещают между верхним и нижним рабочим положением Кроме того, для охлаждения получаемых литьем под давлением заготовок устанавливают время первого охлаждения в поверхности матрицы таким, что в конце установленного времени первого охлаждения поверхность матрицы и поверхность пуансона пресс-формы отделяют друг от друга на расстояние, достаточное для установки одного из указанных захватов в промежуток, образованный при этом между поверхностями матрицы и пуансона, приемную поверхность указанного одного захвата направляют на поверхность пуансона, указанный один захват перемещают из указанного верхнего положения в указанный промежуток, и таким путем переводят указанный один захват в указанное нижнее рабочее положение относительно поверхности пуансона, и заготовки охлаждают там в приемных элементах в течение установленного времени второго охлаждения, в конце указанного времени охлаждения заготовки перемещают от поверхности пуансона к указанному одному захвату и каждую заготовку размещают в соответствующем приемном элементе, соответствующем каждому пуансону, после чего указанный один захват перемещают назад в изолированное верхнее положение, оба захвата перемещают крест-накрест до тех пор, пока другой захват не переместиться в изолированное верхнее положение, а первый захват - в указанное положение ожидания, переме щение, выполненное указанным первым захватом, затем действуют аналогично другим захватом, и последним с поверхности пуансона пресс-формы принимают другой набор заготовок, после этого указанный другой захват отводят назад в верхнее положение Введение дополнительных операций способа согласно настоящему изобретению позволяет осуществлять извне охлаждение, выполняемое в процессе литья под давлением, что приводит как к уменьшению временного цикла процесса, так и к улучшению качества заготовки, приводит к значительному уменьшению усилий, связанных с перемещением захватов, что значительно уменьшает момент инерции, и следовательно увеличивает скорость перемещения захватов В основу заявляемого изобретения также поставлена задача усовершенствования устройства для изготовления полых предметов путем введения дополнительных элементов конструкции для минимизации времени охлаждения и повышения производительности процесса Поставленная задача достигается тем, что устройство для изготовления полых предметов, в частности пластмассовых заготовок для последующей переработки в изделия из полиэтил ентерефталата, содержащее предназначенную для формования указанных заготовок пресс-форму, имеющую поверхность матрицы и поверхность пуансона с возможностью их разделения, причем на поверхности пуансона расположен ряд выступающих пуансонов для удержания заготовок, и содержащее захват, имеющий набор приемных элементов с возможностью их направления на указанные пуансоны для охлаждения и приема заготовок, и приводной двигатель для перемещения указанного захвата между изолированным положением и соединенным рабочим положением, в котором указанный захват соединяют с поверхностью пуансона, дополнительно содержит по меньшей мере один второй захват, включающий другой набор приемных элементов с возможностью их направления на пуансоны поверхности пуансона пресс-формы, и другим приводным двигателем, который имеет функцию перемещения указанного второго захвата между указанным изолированным положением и указанным рабочим положением, причем захват может быть соединен с поверхностью пуансона, а перемещение последнего захвата синхронизировано с перемещением первого захвата Для такой конструкции устройства требуется меньшее число втулок, что приводит к тому, что каждый захват значительно легче и им проще манипулировать Возможность перемещения захватов в вертикальном направлении (те направлении подвешивания) приводит к значительному уменьшению усилий, связанных с этим перемещением Другие специфические признаки и преимущества настоящего изобретения станут очевидными из более подробного описания иллюстрированного варианта воплощения, которое следует со ссылкой на прилагаемые чертежи Фиг 1 - схематический вид сбоку устройства, соответствующего настоящему изобретению Фиг 2 - схематический вид сверху устройства, 8 46704 соответствующего настоящему изобретению в этом случае в процессе выталкивания заготовки ФигЗ - детализированное изображение части 8 могут быть просто перемещены во втулки 3 одустройства, соответствующего настоящему изоного захватывающего манипулятора 1, находящебретению гося в рабочем положении 16 (Фиг 8) ЗахватыФиг 4 и Фиг 5 - дополнительные элементы вающий манипулятор может быть приведен в изображения части устройства, показанного на движение с помощью, например, гидравлического, ФигЗ электрического или пневматического приводного двигателя 17 Втулки на захватывающем манипуФиг 6 - частичный разрез пресс-формы, в коляторе располагают в соответствии с соответстторой получают заготовку в соответствии с навующими пуансонами на пресс-форме стоящим изобретением Фиг 7 - Фиг 10 - схематическое изображение При достижении рабочего положения 16, в коустройства, соответствующего настоящему изотором концы втулок 3 находятся на малом расбретению, в разных положениях стоянии от соответствующих вершин пуансонов, заготовки 8, которые уже частично вытолкнуты из На Фиг 1 и Фиг 2, а более детализировано на пуансонов 4, всасывают в соответствующие втулФигЗ, показано устройство, соответствующее наки 3 под воздействием соответствующего всасыстоящему изобретению, которое содержит плавающего средства 18, например, под воздействистину выталкивателя в с двумя или более захваем всасывающего насоса Когда заготовки 8 тами переданы из пуансона во втулку, один захватыКаждый захват 1, 2, называемый ниже захвавающий манипулятор 1 возвращается в изолиротывающим манипулятором, снабжен набором втуванное положение, которое на Фиг 7 показано полок 3, причем для каждого пуансона 4 прессзицией 15 Заготовки могут быть переданы формы 5, которая имеет поверхность пуансона 6 и различными способами, например, с помощью поверхность 7 матрицы предусмотрена одна втулвсасывания втулками или посредством выталкика Число втулок в захватывающем манипуляторе вания заготовок из пуансонов, а также выталкива1, 2 определяется числом пуансонов 4 в пресснием, а затем всасыванием форме Способ изготовления содержит литье под давлением, так называемых, заготовок 8 с помоВ соответствии с настоящим изобретением щью машины 9 для литья под давлением, имеюобеспечивают так называемое многоосное устщей встроенную форму для литья под давлением ройство захватывающего манипулятора, которое В конце первого временного цикла машину рассодержит, по меньшей мере второй захват 2, прикрывают и пресс-форма 5 разделяется на поверхчем каждый из двух захватов 1, 2 приводят в дейность 7 матрицы формы, или поверхность полосствие отдельно с помощью предназначенного для ти, с одной стороны, и поверхность 6 пуансона - с этой цели отдельного привода 17, 19 другой Поверхность 7 матрицы пресс-формы 5 Ниже со ссылкой на Фиг 7 - Фиг 10 описано расположена на неподвижной плите 10 машины, в взаимодействие двух захватывающих манипулято время как поверхность 6 пуансона закреплена торов 1, 2, которые в соответствии с настоящим на подвижной плите 11 машины Когда указанный изобретением синхронизировано В течение укацикл закончен, полые изделия 8 остаются на созанного первого циклаS1 машина раскрывается в ответствующих пуансонах 6 поверхности пуансона конце первого периода охлаждения (первое охлавследствие удерживающего действия, так назыждение), в котором отлитые под давлением заговаемого пуансонного выталкивателя 12 посредсттовки 8 находятся в покое на поверхности пуансовом локально установленного зажимного соедина пресс-формы, как показано на Фиг 8 Как только нения, например, резьбового соединения 13, между поверхностью 6 пуансона и поверхностью 7 показанного на Фиг 6 Пуансонный выталкиватель матрицы пресс-формы образуется промежуток 14, содержит, например, два полукольца, которые который достаточно велик для размещения первосоединены друг с другом вокруг основания каждого захватывающего манипулятора 1 между пого пуансона 4 В процессе выталкивания заготовок верхностями пуансона и матрицы пресс-формы, и пуансонный выталкиватель толкает на некоторое становится возможным надежная передача загорасстояние вдоль стенки пуансона по направлетовок, захватывающий манипулятор 1 перемещанию к вершине пуансона, в процессе которого, ют с помощью приводного двигателя 17 вдоль оси вследствие указанного резьбового соединения 13 20 между поверхностями пуансона и матрицы между пуансонным выталкивателем 12 и заготовпресс-формы, как показано на Фиг 8, до тех пор, кой 8, основные заготовки 8 выталкиваются вдоль пока она не станет в положение передачи, котопуансона 4 и, таким образом, заготовка готова рое является рабочим положением, обозначенбыть принятой захватом 1, 2 ным позицией 16 После этого первый захват 1 принимает из поверхности 6 пуансона прессВ процессе раскрыва машины поверхность формы полный первый набор заготовок S1 когда пуансона раскрывается подвижной плитой 11 и заготовки переданы, первый захватывающий мамежду поверхностями матрицы и пуансона обранипулятор 1, имеющий ось 20 отводится в изолизуется промежуток Указанный промежуток 14 порованное или верхнее положение (см Фиг 7) В лучают для того, чтобы дать доступ одному из этом положении заготовки 8 удерживаются в созахватывающих манипуляторов 1, 2 между поответствующих втулках 3 первого захватывающеверхностями матрицы и пуансона Один захватыго манипулятора 1 в течение последующего цикла вающий манипулятор, например, захватывающий SV1, который начинается с того момента, когда манипулятор 1, перемещают из верхнего, изолипервый захват 1 приводят в указанное изолиророванного положения 15 (Фиг 7) до тех пор, пока ванное положение 15 В этом положении заготовон не расположится между пресс-формой, причем 46704 ки 8 размещены в соответствующих втулках, где они подвергаются соответствующему охлаждению Незадолго до конца цикла SV1 второй захватывающий манипулятор 2 перемещают из положения 21 ожидания в изолированное верхнее положение 15, в то время как первый захватывающий манипулятор 1 перемещают в неподвижное положение, указанное на Фиг 9 позицией 22 Такое перемещение двух захватов 1 и 2 предпочтительно осуществляют одновременно в направлении стрелки 23 когда пластину 24 носителя перемещают с помощью дополнительного приводного двигателя 25 (см На фиг 1), но такое перемещение может быть осуществлено любым другим способом Подобный процесс приема осуществляют вторым захватом 2 В течение цикла SV1 машина раскрывается в конце периода И охлаждения и полученные литьем под давлением заготовки остаются на поверхности пуансона Когда между поверхностями пуансона и матрицы пресс-формы образуется промежуток, который достаточно велик для перемещения второго захватывающего манипулятора 2 в указанный промежуток в положение 16, и становится возможной надежная передача заготовок, второй захватывающий манипулятор 2, приводимый в движение вторым двигателем 19, проходит между двумя поверхностями пресс-формы в положение 16 передачи, как можно видеть на Фиг 10 В этом положении захватывающий манипулятор 2 принимает из пресс-формы полный другой набор заготовок S2 Когда передача завершена, второй захват 2 перемещают в направлении оси 26 в изолированное положение, где заготовки удерживаются в соответствующих втулках 3 захвата 2 в течение последующего цикла SV2, который начинается тогда, когда захват 2 приводят в движение в изолированное положение 15 Между тем, заготовки цикла S1 еще находятся во втором захватывающем манипуляторе 2 Незадолго до конца цикла SV2 первый захватывающий манипулятор 1 перемещают в изолированное положение 15 и, в соответствии с этим, второй захватывающий манипулятор 2 также перемещают в неподвижное положение ожидания, показанное на Фиг 10 позицией 21 После того, как первый захватывающий манипулятор 1 достиг изолированного положения, его заготовки 8 удаляют с помощью известных средств В течение цикла SV2 машина раскрывается в конце периода охлаждения и полученные литьем под давлением заготовки остаются на пуансонах поверхности пуансона Когда между поверхностями пуансона и матрицы прессформы образуется промежуток 14, который достаточно велик, чтобы вместить захватывающий манипулятор, и становится возможной надежная передача заготовок, захватывающий манипулятор 1, приводимый в движение двигателем 17, проходит между поверхностями пуансона и матрицы пресс-формы в рабочее положение 16 и принимает из пресс-формы полный набор заготовок SV2 Когда эта передача завершена, первый захватывающий манипулятор 1 приводят в движение в направлении оси 20 в изолированное положение 10 15 В этом положении заготовки удерживают в соответствующих втулках первого захватывающего манипулятора 1 в течение последующего цикла SV3, который начинается, когда первый захват 1 перемещается в изолированное положение Между тем заготовки SV2 еще находятся во втором захватывающем манипуляторе 2 Незадолго до завершения цикла SV3 второй захватывающий манипулятор 2 перемещается в изолированное положение 15, а первый захватывающий манипулятор также перемещается в неподвижное положение ожидания 20 После того, как второй захватывающий манипулятор 2 достиг изолированного положения, его заготовки удаляют с помощью известных средств В течение цикла SV3 машина раскрывается в конце периода ожидания После этого полученные литьем под давлением заготовки остаются на поверхности пуансона пресс-формы Когда между поверхностями пуансона и матрицы пресс-формы образуется промежуток, который достаточно велик для размещения между ними второго захватывающего манипулятора 2, и становится возможной надежная передача заготовок, захватывающий манипулятор 2, приводимый в движение вторым двигателем 19, проходит между соответствующими поверхностями пресс-формы в положение 16 передачи и принимает из прессформы полный набор заготовок SV3 Когда передача завершается, второй захватывающий манипулятор 2, перемещаемый с помощью приводного двигателя 19, проходит в направлении оси 26 в изолированное положение В этом положении заготовки удерживаются во втором захватывающем манипуляторе 2 в течение следующего цикла SVn, который начинается, когда захватывающий манипулятор 2 перемещается в наружное изолированное положение 15 Между тем, заготовки SV2 еще находятся в этом захватывающем манипуляторе Незадолго до завершения цикла SVn первый захватывающий манипулятор 1 приводят в движение в изолированное положение 15, а второй захватывающий манипулятор 2 также перемещают в неподвижное положение 21 ожидания После того, как первый захватывающий манипулятор достиг изолированного положения, заготовки указанного первого захватывающего манипулятора 1 извлекают с помощью известных средств Вышеупомянутые операции повторяют для следующего цикла в повторном процессе Необходимо понять, что в цикле S1 два захватывающие манипуляторы 1 и 2 рассматривались пустыми с тем, чтобы их взаимодействие можно было бы лучше объяснить Благодаря настоящему изобретению, заготовки дольше остаются в охлаждаемых втулках, то есть два временных цикла минус время на извлечение заготовок в изолированном положении, до следующего цикла Эти заготовки также имеют более высокое качество, поскольку они меньше повреждены и менее искривлены Это дополнительно ведет к улучшенной последующей переработке заготовки из полиэтилентерефталата в машине для выдувного формования, где каждой заготовке придают 12 11 46704 вательно, обеспечивается легкий доступ к передокончательную форму посредством выдувного ней и задней части пресс-формы Это особенно формования, например, форму бутылки из полиполезно в случае ремонта или при переходе к этил ентерефталата производству другого типа заготовки Получают также более короткий временной цикл Время внутреннего охлаждения процесса Необходимо также отметить, что описанное литья под давлением частично переносится в навыше изобретение может быть использовано для ружное охлаждение захватывающего манипулятовсех полых пластмассовых изделий Благодаря ра, что приводит к тому, что процесс литья под вертикальному перемещению вдоль оси 27, стадавлением может быть сохранен ненарушенным новится также возможным обходиться без тяже(и не прерванным циклом внутреннего охлажделых рам для захватывающих манипуляторов, что ния) оказывает благоприятное влияние на манипулирование ими При необходимости могут быть исКроме того, значительно улучшается доступ к пользованы две пластины или два стола 23 носипресс-форме Вследствие того, что этот способ теля, а именно каждый с одним захватывающим осуществляют в вертикальном направлении, наманипулятором (раздельное управление) пример, указанным перемещением вдоль оси 27, машине требуется меньше пространства Следо ФИІ 1 13 ФИГй 46704 14 ФИГ 8 15 46704 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 16
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 49/06, B29C 33/44, B29C 45/00, B29C 45/42
Мітки: предметів, зокрема, порожнистих, пристрій, виготовлення, спосіб, пластмасових, заготовок, здійснення
Код посилання
<a href="https://ua.patents.su/8-46704-sposib-vigotovlennya-porozhnistikh-predmetiv-zokrema-plastmasovikh-zagotovok-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожнистих предметів, зокрема пластмасових заготовок, і пристрій для його здійснення</a>
Установка для виготовлення порожнистих біметалічних заготовок черв’ячних коліс
Номер патенту: 6661
Опубліковано: 29.12.1994
Автор: Блескун Валерій Пилипович
Мітки: порожнистих, коліс, виготовлення, заготовок, установка, біметаличних, черв'ячних
Формула / Реферат:
(56) 1. Установка для изготовления полых биметаллических заготовок червячных колес, содержащая охладительную трубку для намораживания металла и профилирующее устройство, выполненное в виде калиброванной втулки, отличающаяся тем, что она снабжена направляющей устройством в виде корпуса, в нижней части которого со стороны внутренней поверхности выполнены выступы, а профилирующее устройство выполнено с зубчатой внутренней поверхностью и...
Спосіб безперервного лиття порожнистих біметалевих заготівок черв’ячних коліс та пристрій для його здійснення
Номер патенту: 22694
Опубліковано: 07.04.1998
Автори: Блескун Валерій Пилипович, Бичков Юрій Борисович, Шиндякін Валерій Анатолійович, Горелік Вадім Семенович
МПК: B22D 11/10
Мітки: лиття, спосіб, біметалевих, заготівок, пристрій, безперервного, здійснення, коліс, черв'ячних, порожнистих
Формула / Реферат:
1, Способ непрерывного литья полых биметаллических заготовок червячных колес, включающий пропускание исходной трубной заготовки через расплав плакирующего металла и профилирующее устройство с зубчатой внутренней поверхностью, отличающийся тем, что плакирующй металл намораживают на исходную заготовку с зубчатой наружной поверхностью.2. Устройство для непрерывного литья полых биметаллических заготовок червячных колес, содержащее...
Спосіб виготовлення шин та прес-форма для його здійснення
Номер патенту: 5381
Опубліковано: 28.12.1994
Автори: Науменко Олександр Петрович, Столяр Ігор Анатолійович, Дзюра Євген Антонович, Коваленко Олексій Андрійович
МПК: B29C 35/02, B29L 30/00, B29D 30/00
Мітки: шин, виготовлення, прес-форма, здійснення, спосіб
Формула / Реферат:
1. Способ изготовления шин, при котором в пресс-форму концентрично устанавливают предварительно изготовленные кольцевые заготовки, выполненные из одинаковых или различных резиновых смесей, и при смыкании пресс-формы производят формование шин с последующей вулканизацией, отличающийся тем, что перед формованием шины осуществляют одновременную фиксацию кольцевых заготовок, причем образующую посадочную часть шины заготовку фиксируют по...
Спосіб виготовлення пластмасових труб з волокнистим і піщаним наповнювачем відцентровим литтям та установка для його здійснення
Номер патенту: 41876
Опубліковано: 15.10.2001
Автори: Ратейзер Рейнхарт, Джост Ральф
МПК: B29C 41/04, B29C 41/34
Мітки: пластмасових, здійснення, литтям, установка, спосіб, труб, виготовлення, наповнювачем, волокнистим, піщаним, відцентровим
Формула / Реферат:
1. Способ изготовления пластмассовых труб с волокнистым и песчаным наполнителем центробежным литьем, в соответствии с которым компоненты синтетической смолы, стекловолокна и песок вводят из впрыскивающей тележки, движущейся в направлении оси изготавливаемой трубы во вращающуюся матрицу, отличающийся тем, что песок подают из неподвижного большого бункера в промежуточный рабочий бункер на тележке непрерывно и оттуда вводят в матрицу.2....
Спосіб упаковування безпіддонного штабеля штучних предметів та пристрій для його здійснення
Номер патенту: 2855
Опубліковано: 26.12.1994
Автори: Соломенко Марат Георгійович, Волевач Олег Микитович, Киливник Зоя Йосипівна, Степанова Раїса Миколаївна, Чернега Анатолій Павлович
МПК: B65B 9/00
Мітки: штабеля, предметів, здійснення, спосіб, безпіддонного, упаковування, штучних, пристрій
Формула / Реферат:
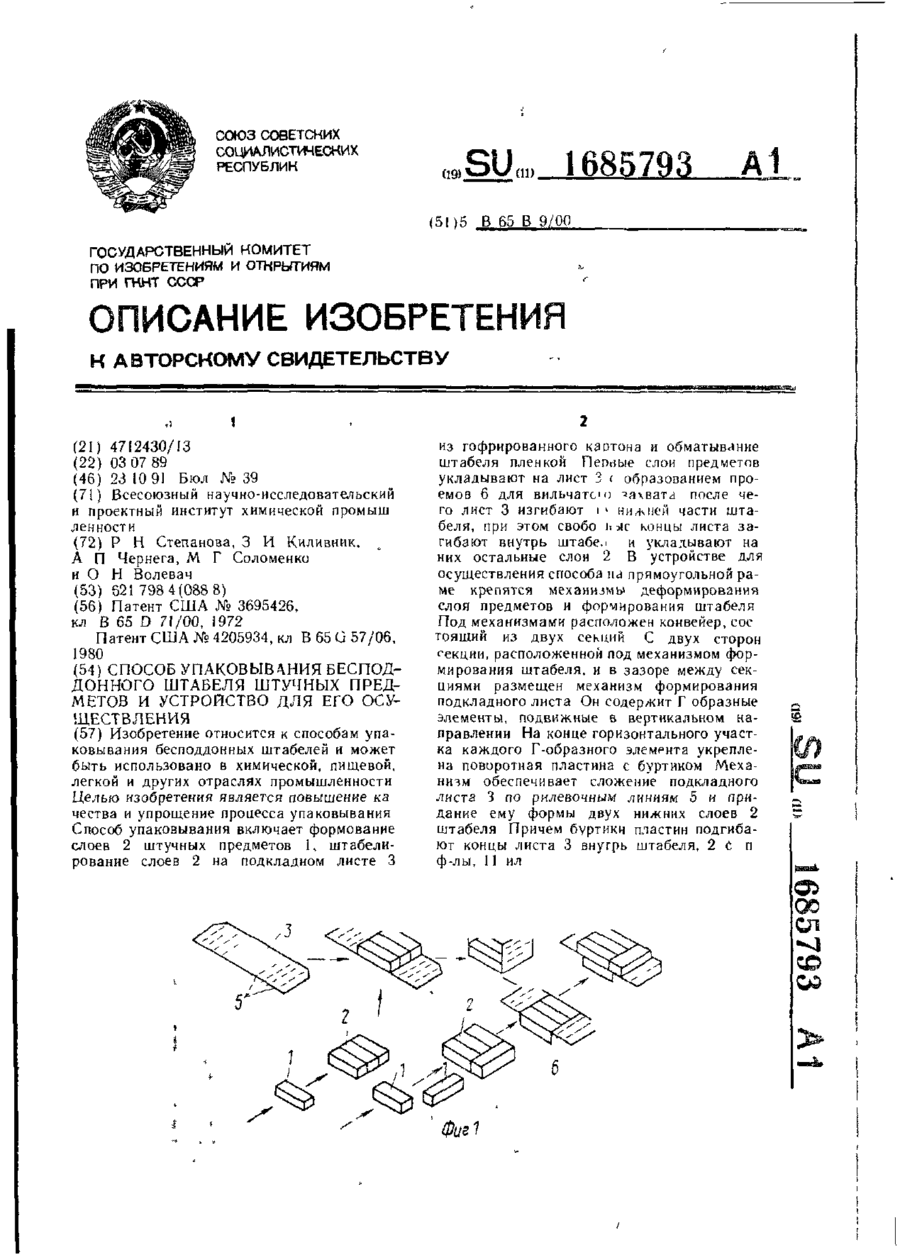
1. Способ упаковывания бесподдонного штабеля -штучных предметов, включающий формирование слоев предметов, штабелирование слоев предметов на подкладном листе из гофрированного картона с образованием проемов для вильчатого захвата и обматывания штабеля растягивающейся пленкой, отличающийся тем, что, с целью повышения качества и упрощения процесса упаковывания, штабелирование слоев предметов производят в два этапа, на первом из которых слои...
Попередній патент: Композиція поліфункціональної присадки, що підвищує індекс в’язкості , та мастило
Наступний патент: Електростанція з комбінованим циклом та спосіб виробництва енергії на ній
Випадковий патент: Система позиціювання ротора гідрогенератора