Електролізер і спосіб виготовлення катода електролізера
Номер патенту: 59357
Опубліковано: 15.09.2003
Автори: Фор Жан-Клод, Мояна Коррадо, Борріоне Пьєрлуіджі
Формула / Реферат
1. Електролізер для діафрагмового хлор-лужного електролізу, який містить кришку, провідну основу, яка підтримує аноди, катод у формі ящика, забезпеченого зовнішньою стінкою та внутрішньою стінкою, зібраних разом з пластин вуглецевої сталі за допомогою зварних з’єднань, причому катод містить один або більше мідних листів для проведення і розподілення електричного струму та трубчасті пальці, виконані з сітки або перфорованого листа, покриті пористою діафрагмою, нанесеною з водної суспензії волокон і полімерного матеріалу, причому пальці кріпляться до внутрішньої стінки, кришка і катод забезпечуються впуском і виводами для подачі розсолу і вивантаження хлору, що виділяється, водню і одержуваної каустичної соди, який відрізняється тим, що один або більше мідних листів кріпляться до зовнішньої стінки за допомогою болтів, і між мідним листом та зовнішньою стінкою вставляється провідний елемент, причому провідний елемент здатний деформуватися і зберігати пружність при деформуванні, і тим, що один або більше мідних листів і катод легко роз'єднуються.
2. Електролізер за п. 1, який відрізняється тим, що провідний елемент виконаний з нікелю, срібла або міді.
3. Електролізер за п. 1, який відрізняється тим, що провідний елемент виконаний з однієї або більше накладених одна на одну сіток або неплощинних розтягнутих листів.
4. Електролізер за п. 1, який відрізняється тим, що провідним елементом є піна металу.
5. Електролізер за п. 1, який відрізняється тим, що провідним елементом є шар металу, нанесений термічним напиленням на зовнішню стінку.
6. Електролізер за п. 1, який відрізняється тим, що провідний елемент містить піну металу і шар металу, нанесений термічним напиленням на зовнішню стінку.
7. Електролізер за п. 1, який відрізняється тим, що він додатково містить пружину, встановлену між кожною головкою болтів і мідним листом.
8. Електролізер за п. 1, який відрізняється тим, що він додатково містить ущільнення, встановлене між мідним листом і зовнішньою стінкою катода по периферії провідного елемента.
9. Електролізер за п. 3 або 4, який відрізняється тим, що поверхні зовнішньої стінки в контакті з провідним елементом покриваються провідним мастилом.
10. Електролізер за п. 1, який відрізняється тим, що зварні з’єднання є вільними від внутрішніх напружень.
11. Електролізер за п. 1, який відрізняється тим, що він додатково містить контактні штирі, приєднані до зовнішніх стінок для з'єднання внутрішніх стінок і пальців у зоні, відповідній одному або більше мідних листів.
12. Спосіб виготовлення катода електролізера за п. 10, який відрізняється тим, що зварні з’єднання, вільні від внутрішніх напружень, одержуються за допомогою термообробки, що знімає напруження, катода без одного або більше мідних листів.
Текст
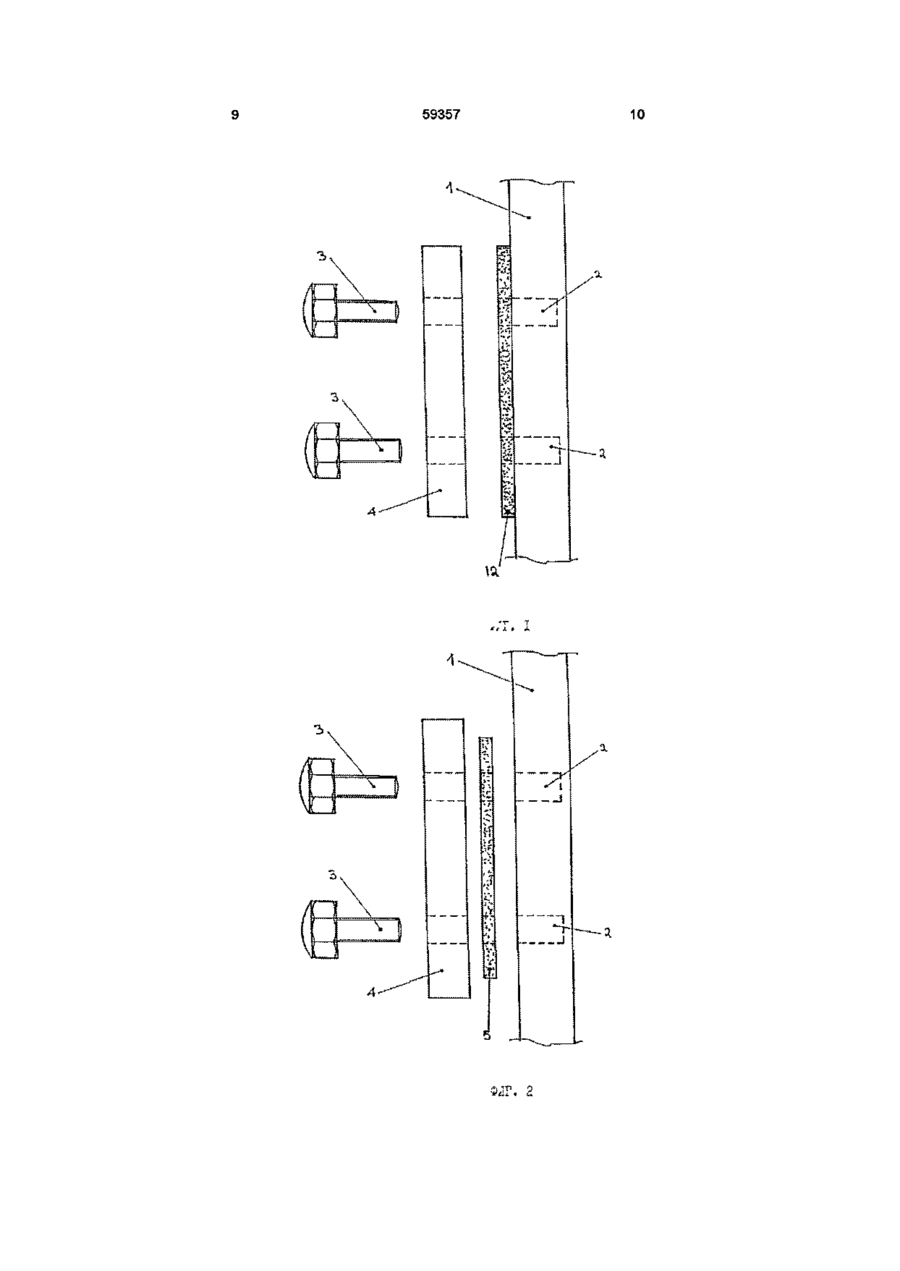
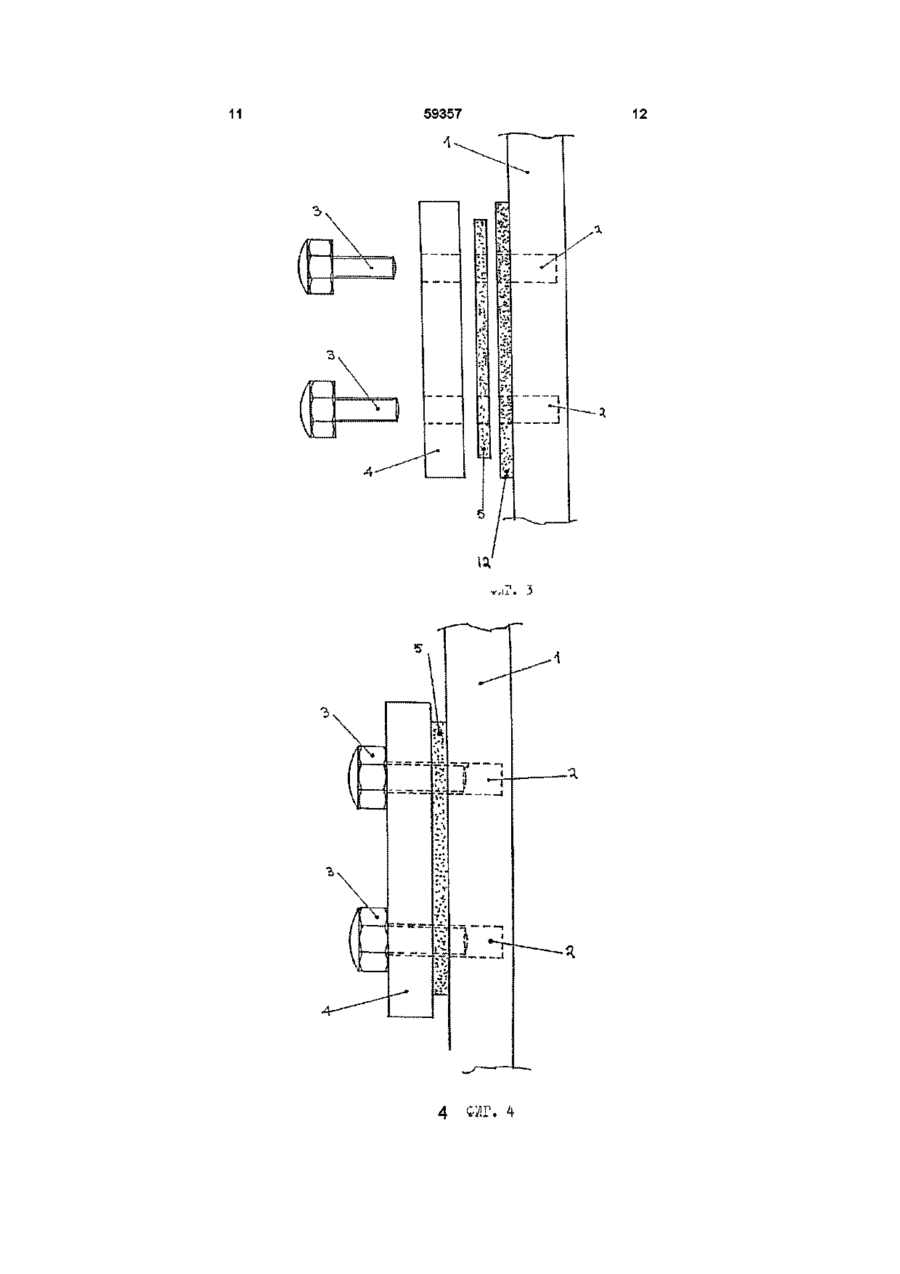
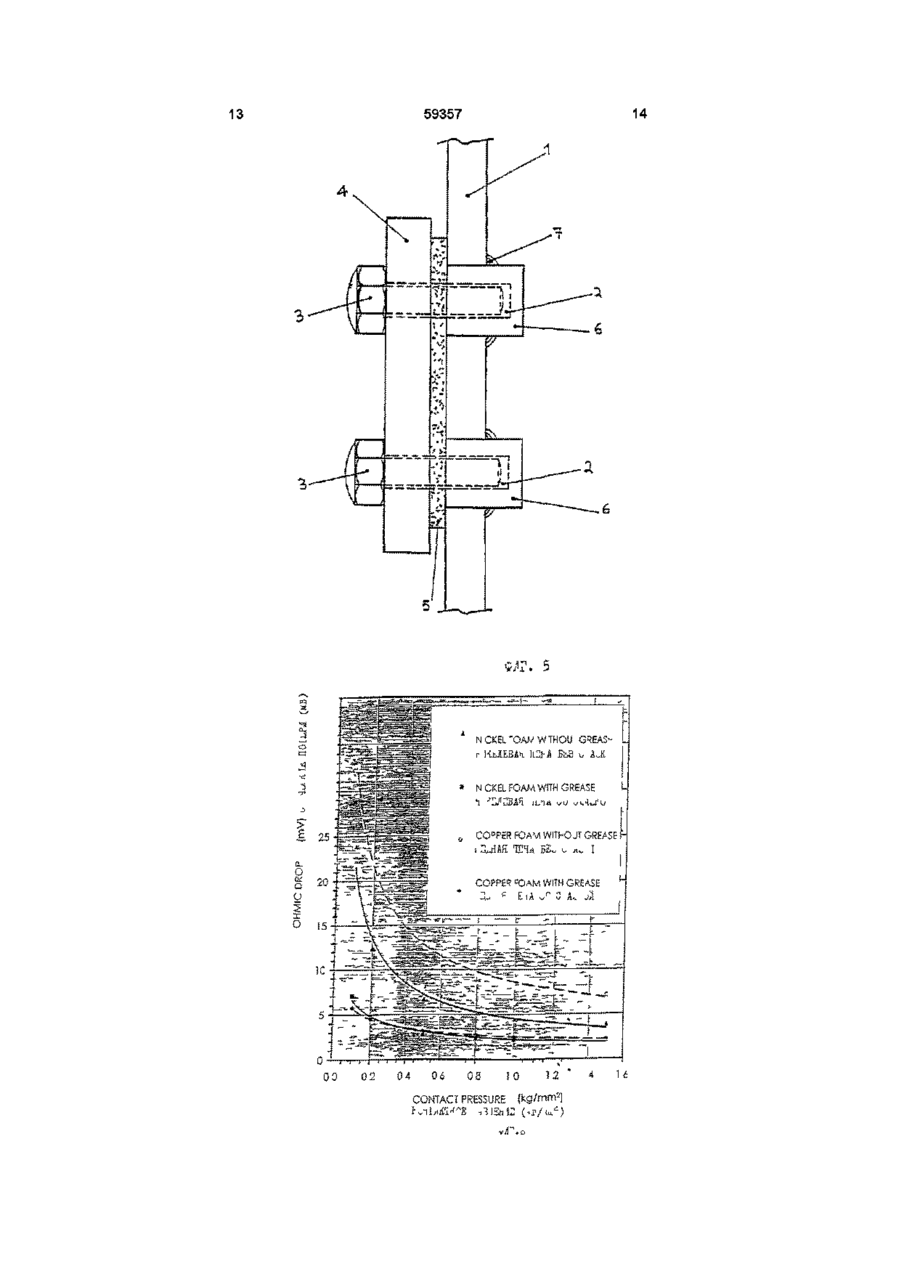
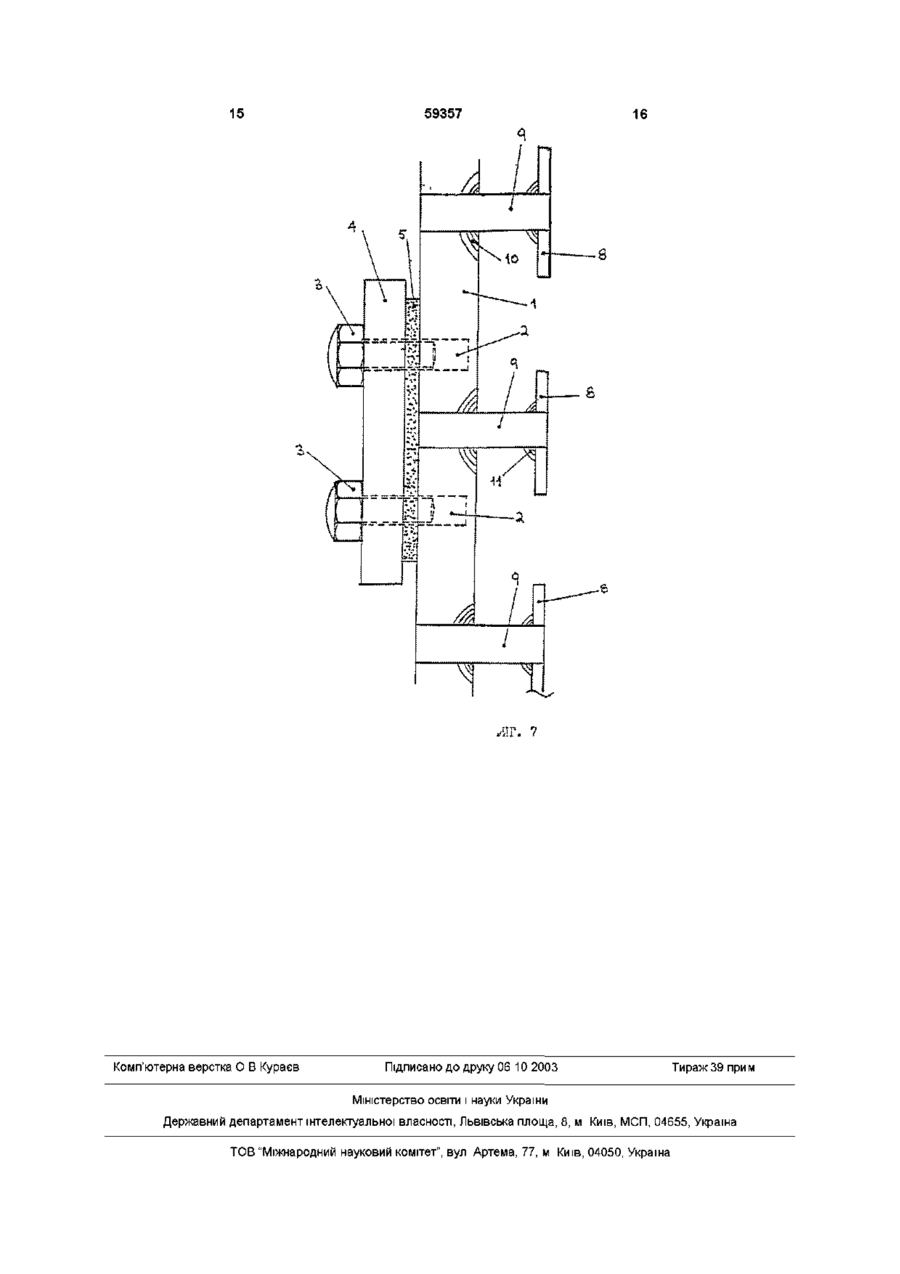
1 Елеісгролізер для діафрагмового хлорлужного елеісгролізу, який містить кришку, провідну основу, яка підтримує аноди, катод у формі ящика, забезпеченого зовнішньою стінкою та внутрішньою стінкою, зібраних разом з пластин вуглецевої сталі за допомогою зварних з'єднань, причому катод містить один або більше мідних листів для проведення і розподілення електричного струму та трубчасті пальці, виконані з сітки або перфорованого листа, покриті пористою діафрагмою, нанесеною з водної суспензії волокон і полімерного матеріалу, причому пальці кріпляться до внутрішньої стінки, кришка і катод забезпечуються впуском і виводами для подачі розсолу і вивантаження хлору, що виділяється, водню і одержуваної каустичної соди, який відрізняється тим, що один або більше мідних листів кріпляться до зовнішньої стінки за допомогою болтів, і між мідним листом та зовнішньою стінкою вставляється провідний елемент, причому провідний елемент здатний деформуватися і зберігати пружність при деформуванні, і тим, що один або більше мідних листів і катод легко роз'єднуються 2 Електролізер за п 1, який відрізняється тим, що провідний елемент виконаний з нікелю, срібла 3 Електролізер за п 1, який відрізняється тим, що провідний елемент виконаний з однієї або більше накладених одна на одну сіток або неплощинних розтягнутих листів 4 Електролізер за п 1, який відрізняється тим, що провідним елементом є піна металу 5 Електролізер за п 1, який відрізняється тим, що провідним елементом є шар металу, нанесений термічним напиленням на зовнішню стінку 6 Електролізер за п 1, який відрізняється тим, що провідний елемент містить піну металу і шар металу, нанесений термічним напиленням на зовнішню стінку 7 Електролізер за п 1, який відрізняється тим, що він додатково містить пружину, встановлену МІЖ КОЖНОЮ ГОЛОВКОЮ бОЛТІВ І МІДНИМ ЛИСТОМ 8 Електролізер за п 1, який відрізняється тим, що він додатково містить ущільнення, встановлене між мідним листом і зовнішньою стінкою катода по периферії провідного елемента 9 Електролізер за п 3 або 4, який відрізняється тим, що поверхні зовнішньої стінки в контакті з провідним елементом покриваються провідним мастилом 10 Електролізер за п 1, який відрізняється тим, що зварні з'єднання є вільними від внутрішніх напружень 11 Електролізер за п 1, який відрізняється тим, що він додатково містить контактні штирі, приєднані до ЗОВНІШНІХ стінок для з'єднання внутрішніх стінок і пальців у зоні, ВІДПОВІДНІЙ одному або більше МІДНИХ ЛИСТІВ 12 Спосіб виготовлення катода електролізера за п 10, який відрізняється тим, що зварні з'єднання, ВІЛЬНІ від внутрішніх напружень, одержуються за допомогою термообробки, що знімає напруження, катода без одного або більше мідних листів або МІДІ Виробництво хлора та каустичної соди шляхом електроліза водних розчинів хлористого натрія (далі визначених як розсіл) є одним із най більш важливих промислових процесів Хлор в ДІЙСНОСТІ є вихідним матеріалом для одержання широкого ряду розчинників, ХІМІЧНИХ проміжних О і ю C O ю 59357 сполучень і пластичних мас, таких як перхлоретілен, пропіленоксид, полівінілхлорид і поліуретан, Хлор-лужний електроліз здійснюється у теперішній час із застосуванням трьох різних технологій, діафрагм мої, з ртутним катодом і мембранної Мембранна технологія розроблена в останні роки та використовується в теперішній час при будівництві нових заводів Однак, значна частина світового виробництва хлора і каустичної соди здійснюється за діафрагмною технологією та технологією І ртутним катодом, які зазнали повільної еволюції в часі в плані економії енергії, надійності роботи та регулювання забруднення завдяки можливості звільнитися від волокон, що використовуються для одержання діафрагми, або витоку ртуті Це безперервне поліпшення фактично робить менш цікавою з економічної точки зору заміну існуючих діафрагмних або ртутних установок сучасними мембранними електролізерами Зокрема, відносно діафрагмних електролізерів, що є предметом цього винаходу, їх конструкція по суті складається з трьох частин кришки, основи, на яку кріпляться аноди, і катодів, забезпечених порожнистими всередині елементами з досить плоским перерізом, відомими як пальці, розділених анодами Конструкція основи чітко показана в патенті США №3591483 Вона, переважно, містить провідний лист, такий як мідна пластина, забезпечена отворами, до якої кріпляться аноди Сторона пластини, повернута до анодів, захищена гумовим листом або, переважно, тонким листом титану Однак, в більш прогресивному варіанті, як описано и патенті США 3674676, аноди містять дві протилежні рухомі поверхні, підкріплені гнучким пристроєм, який забезпечує їх розширення з мінімізацією відстані анод-катодні пальці та ВІДПОВІДНИМ зниженням напруження електролізера, тобто зниженням енергоспоживання Ще більш сучасна катодна конструкція описана в патенті США 3390072 Вона містить порожнистий ящик (без кришки і днища), зовнішня стінка якого виконана з чотирьох пластин вуглецевої стали, зварених вздовж їх вертикальних ребер Ящик додатково забезпечений внутрішньою стінкою, що має приварені до неї пальці, виконані з перфорованого листа або металевої сітки, покриті пористою діафрагмою Геометричні розміри сполучень між зовнішньою, внутрішньою стінками і пальцями оптимізуються, як описано в патенті DE 4117521А1, який визначає розміри різних частин, забезпечуючи мінімізацію корозійного впливу католиту на вуглецеву сталь Пориста діафрагма, нанесена на пальці, виконується з суміші, яка містить волокна азбесту або інших інертних матеріалів, таких як оксид цирконія, і полімерний матеріал Суміш у ВІДПОВІДНІЙ водній суспензії наноситься вакуумною фільтрацією Полімерний матеріал забезпечує функцію Єднання при обробці катода з діафрагмою, нанесеною на пальці, при температурі 250-350°С у ВІДПОВІДНІЙ термошафі Відповідна температура і необхідний час вибираються залежно від полімерного матеріалу, що використовується, ВІДПОВІДНИМИ матеріалами є полімери з різним ступенем фторування, такі як 4 полівшіл-денфторид, сополімери етілену з хлортрифторетіленом, політетрафтор-етілен Для тою, щоб покращити струморозподілення для пальців, повинна бути ВІДПОВІДНО вибрана товщина зовнішньої стінки Вищезазначений патент США №3390072 описує використання одного або більше мідних листів, накладених на зовнішню стінку для того, щоб уникнути використання надмірно товстих пластин вуглецевої стали Ці МІДНІ листи можуть бути накладеш за допомогою дугового зварювання або з'єднанням вибухом Цей другий спосіб, хоча він є набагато більш дорогим, є особливо переважним, тому що він забезпечує рівномірний електричний контакт Ію всій границі розділу між міддю та вуглецевою сталлю У випадку мідних листів, накладених за допомогою дугового зварювання, навпроти, електричний контакт в основному локалізується на дільницях зварювання Тому в останньому випадку МІДНІ ЛИСТИ Є менш ефективними в рівномірному розподіленні електричного струму серед різних пальців і в мінімізації омічних втрат, тобто розсіюванні електричної енергії завдяки електричному опору структури Хоча характеристики як кришки, так і провідної основи, забезпеченої анодами, є задовільними, катод, як показано раніше, негативно підданий досить серйозним ускладненням, які цей винахід має намір подолати, як пояснюється в наступному описі Ці труднощі можуть бути підсумовані таким чином а) Тріщини в зонах зварювання, що з'єднують пластини зовнішньої стінки, внутрішню стінку та катодні пальці Ця проблема, відома в техніці, добре зображена на рисунку на стор 176 видання "Corrosion Data Survey", NACE Editions, 1985 Ha рисунку ясно видно, що деякі комбінації концентрації каустичної соди і температури викликають тріщини в частинах із вуглецевої сталі з внутрішніми напруженнями, такими як верхівки зварних швів Рисунок показує також, що тріщини виключаються, якщо частини з вуглецевої сталі піддаються термообробці, що знімає напруження Ця обробка, то полягає у нагріванні при 600°С протягом приблизно 1 години, не може бути застосована до існуючих катодів через сильну різницю в коефіцієнтах термічного розширення вуглецевої сталі й МІДІ, яка буде викликати ПОМІТНІ деформації 3 іншого боку, термообробка тільки конструкції з вуглецевої сталі була б даремною, тому що наступне зварювання мідних листів буде знову вводити внутрішні напруження Ця ситуація накладає обмеження як на концентрацію акустичної соди, що одержується на катоді, так і на температуру електроліза, що знижує, але не виключає ризик розтріскування Ь) Порушення катодної структури і тріщини в зонах зварювання між мідним листом і стінками з вуглецевої сталі завдяки термічній втомі в процесі фази стабілізації діафрагми при 250350°С Ці проблеми також обумовлені різними коефіцієнтами термічного розширення МІДІ і вуглецевої сталі, як розглянуто вище Навіть якщо температури стабілізації діафрагми є значно нижчими від температур, типових для знімаючої напруження обробки, труднощі є також сильними, тому що діафрагми, що найбільш широко сьогодні використовуються, мають термін служби 9-15 МІСЯЦІВ, І 59357 тому їхнє одержання, включаючи стабілізацію, повторюється більш, ніж один раз протягом сксплутаційного терміну катода, с) Забруднення сіллю МІДІ суспензії, що використовується для нанесення діафрагми У зв'язку з тим, що катод повністю занурюється до ємності, що містить суспензію, і тому що суспензія містить ПОМІТНІ КІЛЬКОСТІ хлоридів і є насиченою повітрям, як частини з вуглецевої сталі, так і МІДНІ частини неминучо піддаються корозії Поступове наростання концентрації МІДІ В суспензії може призвести до зниження якості діафрагми, зокрема, найбільш цінними властивостями є такі, що прогнозуються на більш тривалий експлуатаційний період Метою цього винаходу с забезпечення нової катодної конструкції, виконаної з роз'ємних частіш, що переборює всі вищезазначені недоліки існуючих аналогів Цей винахід стосується хлор-лужного діафрагмного електролізера, обладнаного покращеним катодом, який відрізняється тим, що мідний лист або листи для розподілення електричного струму не є виконаними як одне ціле з катодом, а можуть бути легко відокремлені Тому конструкція з вуглецевої стали після зборки різних частин за допомогою зварювання, але без мідних листів, може бути піддана термообробці, що знімає напруження, до роботи в електролізері, Крім того, конструкція з вуглецевої стали може бути направлена до термошафи окремо для стабілізації пористої діафрагми після кожного повторного нанесення Для того, щоб покращити струморозподілення, між конструкцією з вуглецевої стали і мідним листом або листами вводиться високопровідний елемент, який може бути виконаний або з деформованого шару, введеного між мідним листом і сталевою поверхнею зовнішньої стінки, або шару, термічне нанесеної о на сталеву поверхню, або їх комбінації За допомогою цього винаходу вдається уникнути тріщин в процесі роботи, деформацій в процесі фази стабілізації діафрагми і забруднення водних суспензій, що використовуються для нанесення діафрагми, тобто всіх труднощів, які негативно впливають на існуючі катоди Крім того, з катодами цього винаходу будь-яке обмеження концентрації каустичної соди, що одержується, і температури електроліза може бути обумовлене технологічними причинами, і немає необхідності підтримувати ЦІЛІСНІСТЬ катодної структури в часі Винахід буде проілюстровано з посиланням на малюнки, з яких на фігурах 1, 2 і 3 показані в розібраному вигляді компоненти системи з'єднання між мідним листом і зовнішньою стінкою з вуглецевої стали катода винаходу, фіг 4 показує систему з фіг 2 після зборки, фіг 5 показує іншу конструкцію болтового з'єднання з фіг 4, на фіг 6 представлена діаграма, що показує ОМІЧНІ втрати при з'єднанні фіг 2 як функцію як різних матеріалів, так і механічного навантаження, прикладеного за допомогою болтів, на фіг 7 представлений ескіз додаткового поперечного перерізу зовнішньої стінки катода винаходу, включаючи систему з'єднання з фіг 2 6 На фіг 1 зовнішня стінка 1 катода винаходу забезпечується різьбовими отворами 2 для встановлення болтів 3, здатних притиснути мідний лист 4 до вказаної зовнішньої стінки Зовнішня стінка 1 забезпечується високопровідним елементом 12, який складається з металевого шару, нанесеного на неї способами термічного напилення, такими як газополум'яне або плазмене напилення В протилежність опису будь-якого аналогу режим напилювальної установки є таким, що шар провідного елемента 12 забезпечується пористістю Експериментальні дані показують, що пористість, визначена як відношення об'єму пор до суцільного об'єму, повинна бути не менше 10% і, переважно, 20-30% Пористість необхідна тому, що при зборці компонентів, показаних на фіг1, вимагається деяка деформованість провідного елемента 12 для компенсації всіх відхилень від ПЛОСКІСТНОСТІ провідних поверхонь При розгляді тепер фіг 2, на якій представлений додатковий варіант винаходу, видно, що високопровідним елементом 5, який розділяє мідний лист 4 і зовнішню стінку 1, є матеріал, що має деформованість та залишкову пружність при деформуванні Цей матеріал може бути вибраний з групи, що містить одиничну та накладені одна на одну сітки, неплоскі розтягнуті листи, металеві піни, такі, як, наприклад, тип, що поставляється фірмою Сумітомо (Японія) ПІД торговельною маркою Селмет На фіг 3 представлений особливо переважний варіант винаходу, в якому зовнішня стінка 1 катода винаходу забезпечується провідним елементом 12 з фіг 1, а деформований елемент 5 з фіг 2 додатково розміщується між зовнішньою стінкою 1 і мідним листом 4 Вцьому випадку обидва елементи 5 і 12 спільно деформуються настільки, скільки вимагається для оптимального безперервного контакту між поверхнями стінки 1 і мідним листом 4, до того ж елемент 12 забезпечує границю розділу з найменшим опором як до зовнішньої стінки І завдяки металургійному зв'язку між стінкою 1 з вуглецевої стали і напиленими частками металу, так і до елемента 5 завдяки звичайній провідній поверхні окислів металів обох елементів 5 і 12 Коли компоненти, представлені на фіг 2, збираються разом (див фіг 4), кожний болт 3 може сприйняти навантаження 5-1 Отн з тиском на мідний лист 4, провідний елемент 5, що деформується, і зовнішню стінку 1 в границях 0 5-2кг/мм2 Як показано на фіг 5, для того, щоб покращити стабільність тиску контакту, різьбові отвори 2 можуть бути отримані у втулці 6, яка фіксована зварними швами 7 на стороні зовнішньої стінки 1, протилежній стороні в контакті з мідним листом 4 Крім того, між головкою болта 3 і мідним листом 4 може бути введена відповідна пружина, не показана для простоти на рисунках, для того, щоб підтримувати тиск, що чиниться болтом, як можна постійним незалежно від розмірних модифікацій, викликаних змінами температури З'єднання між мідним листом 4 і зовнішньої стінкою І винаходу може бути забезпечене периферійним ущшьненням, не показаним на рисунках, яке забезпечує герметизацію зони коні акту і дозволяє уникнути ризика корозії в зоні границі контакту завдяки агресивним агентам, які можуть бути 59357 присутні у навколишньому середовищі Ущільнення також має функцію запобігання того, щоб можливі промивні рідини електролізера могли проникати до зони контакту, викликаючи ржавіння поверхні вуглецевої стали Необхідно тільки, щоб поверхня вуглецевої стали була вільна від оксида, що легко одержується при піскоструйній обробці Як пояснено раніше, немає необхідності в механічній обробці, тому що можливі відхилення профіля легко компенсуються провідними елементами 5 і/або 12 винаходу На фіг 6 представлені ОМІЧНІ втрати катодного з'єднання з фіг 2 як функція тиску прижиму, типу провідного елемента та покращення, досягнутого за рахунок введення провідного мас шла, такого як Алкоа EJC, №2 ЩІЛЬНІСТЬ струму в з'єднанні складає 0 25А/мм2, тобто приблизно подвійна ЩІЛЬНІСТЬ струму, типова при звичайній промисловій роботі Що стосується типу металу, що використовується для провідних елементів 5 і 12, отримані результати показують, що срібло та нікель забезпечують кращі характеристики, ніж мідь, але остання є також придатною Коли в якості з'єднання - 5 фіг 2 використовується піна металу, вона характеризується показником 30пор/см, поведінка якої показана на фіг,6 Однак, прийнятні результати одержують з 1 2пор/см Тільки З більш грубими пінами приблизно з 3 пор/мм результати є менш задовільними На фіг 7 представлено поперечний переріз зовнішньої стінки покращеного катода, забезпеченого системою з'єднання винаходу і контактними штирями для струмопередачі РІЗНІ частини вказані тими ж цифрами, які використані на інших рисунках Внутрішня стінка 8 має різні анодні пальці, фіксовані на ній, і контактні штирі 9 фіксуються за допомогою зварних швів 10 і 11 до зовнішньої стінки 1 і внутрішньої стінки 8 Контактні штирі 9 дозволяють передати електричний струм безпосередньо з зони контакту між мідним листом 4 і зовнішньою стінкою 1 до внутрішньої стінки 8 і потім до пальців, покритих діафрагмою Цей пристрій 8 дозволяє скоротити шлях електричного струму від мідного листа до пальців і тому знизити ОМІЧНІ втрати, тобто розсіювання електричної енергії Застосування контактних штирів відомо в техніці, але було обмежене верхніми і нижніми частинами зовнішньої стінки по відношенню до мідного листа В ДІЙСНОСТІ, дотепер було неможливо зварювати контактні штирі згідно з центральною зоною мідного листа, щоб уникнути руйнування поверхні розділу вуглецева сталь - мідь Цей винахід вирішує цю проблему, тому що МІДНІ листи накладуються тільки згодом, і тому таке обмеження виключається Додатковою метою цього винаходу є забезпечення способу одержання катода для електролізера цього винаходу Цей спосіб направлений на одержання катода, зварювання якого вільне від внутрішніх напружень Це досягається внаслідок того, що конструкція, виконана з вуглецевої стали, вільна від мідних пластин, піддається термообробці, що знімає напруження, яка проводиться при 550-600°С протягом однієї години Конструкція з вуглецевої сталі після цього піддається процесу нанесення діафрагми Додатковою метою цього винаходу є забезпечення способу одержання діафрагми електролізера Цей спосіб відрізняється тим, що конструкція з вуглецевої сталі катода, яка була термічне релаксована і знову є вільною від мідних пластин, піддасться нанесенню діафрагми у ВІДПОВІДНОСТІ З ВІДОМОЮ технологією та її стабілізації шляхом обробки у термошафі, яка проводиться при 250350°С в залежності від типу використовуваного полімерного зв'язуючого Тільки В КІНЦІ ЦІЄЇ обробки є катодна конструкція, з'єднана з мідними пластинами, як описано вище Незважаючи на те, що винахід описано з посиланням на окремі варіанти, повинно бути зрозуміло, що модифікації, заміни, опущення та зміни його є можливими без відступу від його духу і призначені бути охопленими прикладеною формулою винаходу 59357 10 11 59357 12 ! і *.i7. 3 4 СИ . 4 - Г 13 14 59357 4 s 00 02 04 06 C D E ? F A W H J G ES OP S O M T OT RAE i OS 10 12 * 4 2 C N A T P E S R {kg/mm ) O T C R SU E 1 15 59357 16 ЛІГ. ? Комп'ютерна верстка О В Кураєв Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrolyzer and method for making the electrolyzer cathode
Назва патенту російськоюЭлектролизер и способ изготовления катода электролизера
МПК / Мітки
МПК: C25B 11/00, C25B 9/04
Мітки: електролізера, електролізер, катода, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/8-59357-elektrolizer-i-sposib-vigotovlennya-katoda-elektrolizera.html" target="_blank" rel="follow" title="База патентів України">Електролізер і спосіб виготовлення катода електролізера</a>
Спосіб виготовлення катода хімічного джерела струму
Номер патенту: 20866
Опубліковано: 07.10.1997
Автори: Шембель Олена Мойсіівна, Апостолова Раіса Данілівна, Нагірний Віктор Михайлович
МПК: H01M 4/06
Мітки: спосіб, струму, джерела, виготовлення, хімічного, катода
Формула / Реферат:
Способ изготовления катода, химического источника тока, преимущественно рулонного типа, с анодом из щелочного металла и жидким активным катодным веществом, например, Li/SO2 или Li/SOCl2, включающий изготовление катода из графитовой ткани и нанесение на нее пироуглеродного покрытия, отличающийся тем, что на одном из длинных и коротких торцевых участков прямоугольной тканевой заготовки предварительно перед сборкой наносят слой...
Спосіб виготовлення інертного катода для літієвих хімічних джерел струму
Номер патенту: 20790
Опубліковано: 07.10.1997
Автори: Апостолова Раіса Данілівна, Нагірний Віктор Михайлович, Шембель Олена Мойсіівна
МПК: H01M 4/06
Мітки: катода, виготовлення, джерел, літієвих, струму, спосіб, хімічних, інертного
Формула / Реферат:
Способ изготовления инертного катода для литиевых химических источников тока с жидким активным катодным реагентом, например, диоксидом серы и тионилхлоридом, включающий нанесение на металлическую основу катода слоя катодной массы, содержащей смесь графита, сажи и связующего компонента - фторопласта, отличающийся тем, что на металлическую основу катода перед покрытием ее катодной массой наносят электролитическое композиционное покрытие на...
Електролізер для переробки металевих відходів
Номер патенту: 30507
Опубліковано: 15.11.2000
Автори: Козак Степан Іванович, Кунтий Орест Іванович, Котур Марія Григорівна, Срібний Василь Михайлович, Яворський Віктор Теофілович
МПК: C25D 17/00
Мітки: відходів, переробки, металевих, електролізер
Формула / Реферат:
1. Електролізер для переробки металевих відходів, що містить ванну, катоди і насипні аноди зі струмопідводами, який відрізняється тим, що ванна додатково містить направляючі, в яких встановлені з'ємні перфоровані перегородки з діелектричного матеріалу з утворенням анодних і катодних просторів, при цьому внутрішня поверхня принаймні двох бокових стінок ванни виконана з металу, нерозчинного в електроліті, наприклад, титану, і є струмопідводом...
Бездіафрагмовий електролізер для виробництва магнію
Номер патенту: 48303
Опубліковано: 15.08.2002
Автори: Шнейдер Валерій Пінхусович, Єрмоленко Віктор Миколайович
МПК: C25C 3/22, C25C 3/04, C25C 7/00
Мітки: магнію, електролізер, бездіафрагмовий, виробництва
Формула / Реферат:
1. Бездіафрагмовий електролізер для виробництва магнію, який включає футеровану ванну з перекриттям, одне або більше робочих відділень і збірну комірку, що розділені вогнетривкою перегородкою, та канал санітарно-технічного відсмоктування, який відрізняється тим, що канал санітарно-технічного відсмоктування створений перегородкою каналу, що установлена уздовж збірної комірки і занурена в розплав нижнім кінцем, який не досягає до днища...
Електролізер для розчинення металу в розчині сульфатної кислоти
Номер патенту: 42230
Опубліковано: 15.10.2001
Автори: Котур Марія Григорівна, Срібний Василь Михайлович, Козак Степан Іванович, Кунтий Орест Іванович, Яворський Віктор Теофілович
МПК: C25B 9/00
Мітки: металу, електролізер, розчинення, кислоти, сульфатної, розчині
Формула / Реферат:
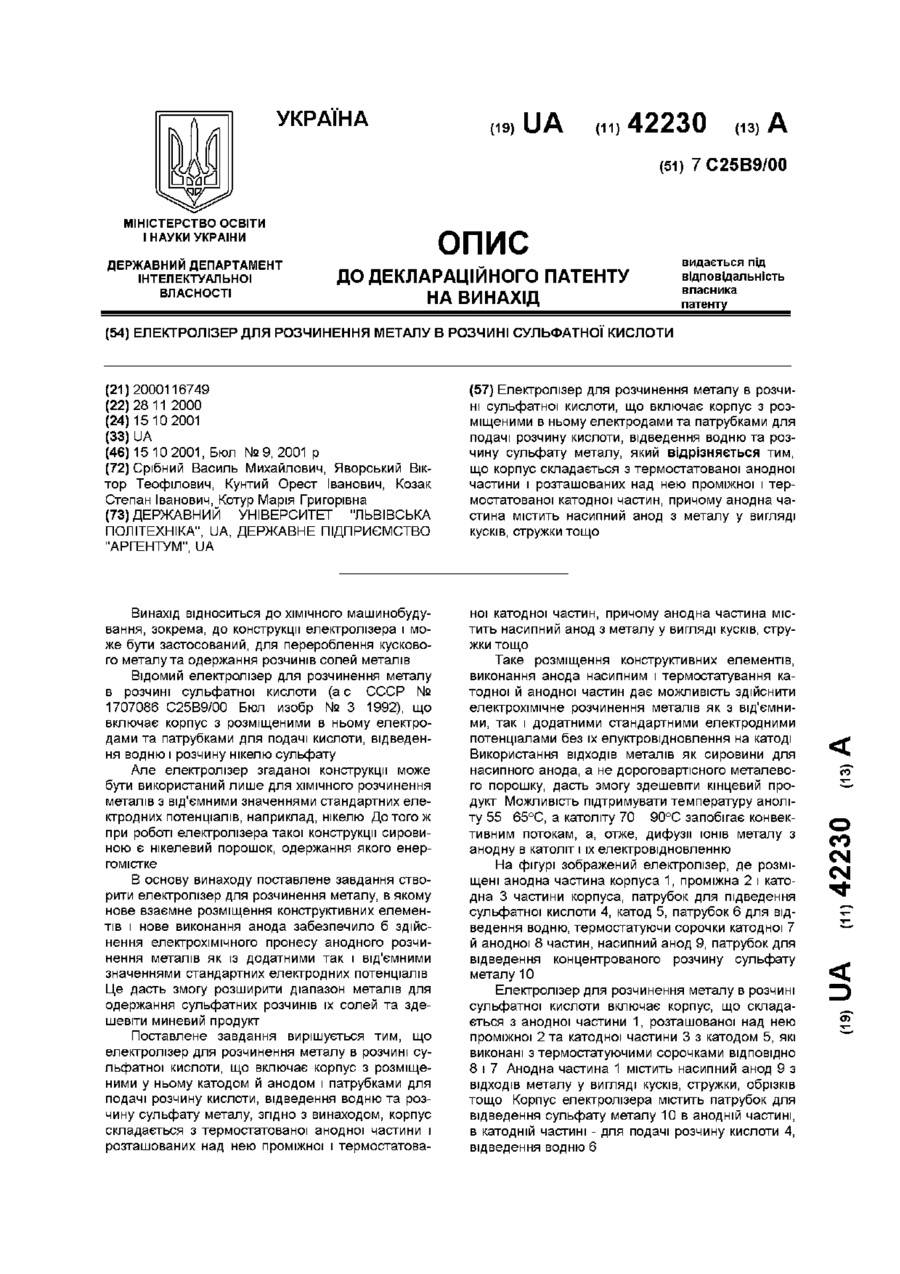
Електролізер для розчинення металу в розчині сульфатної кислоти, що включає корпус з розміщеними в ньому електродами та патрубками для подачі розчину кислоти, відведення водню та розчину сульфату металу, якиії відрізняється тим, що корпус складається з термостатованої анодної частини і розташованих над нею проміжної і термостатованої катодної частин, причому анодна частина містить насипний анод з металу у вигляді кусків, стружки тощо.
Попередній патент: Композиція на основі поліетилену, спосіб виготовлення зчленувань для труб та спосіб виготовлення труб
Наступний патент: Суміш для гідроксилювання, спосіб гідроксилювання ароматичних сполук та спосіб одержання фенолу
Випадковий патент: Спосіб гідравлічного розриву пласта