Спосіб комплексного дрібнобульбашкового продування у печах і ковшах малої ємкості
Номер патенту: 72571
Опубліковано: 27.08.2012
Автори: Лабінцев Олексій Миколайович, Антонов Віктор Васильович
Формула / Реферат
1. Спосіб комплексного дрібнобульбашкового продування у печах і ковшах малої ємкості комбіновано різними газами через донні щілинні продувальні пристрої у металургійних ємкостях з метою рафінування і дегазації розплаву, який відрізняється тим, що у дуговій сталеплавильній печі і в сталерозливальному ковші встановлюються продувальні пристрої, загальна площа робочої поверхні кожного з яких знаходитися в межах 3-20 % від площі подини печі або днища ковша.
2. Спосіб за п. 1, який відрізняється тим, що у дуговій сталеплавильній печі продувальний пристрій встановлюється в міжелектродній зоні із зсувом його геометричного центру на 5-30 см від центру подини у напрямі випускного отвору печі; при цьому під час скачування шлаку і нахилу печі у бік робочого вікна продування збільшує рідкотекучість шлаку і прискорює його рух, а під час випуску металу і нахилу печі у бік випускного отвору продувальний пристрій залишається під розплавом до зливу металу із печі.
3. Спосіб за п. 1, який відрізняється тим, що у ковші продувальний пристрій встановлюється діаметрально або так, щоб його геометричний центр знаходився на відстані від стінки ковша у межах 1/3-1/4 діаметра днища ковша, а його будь-яка сторона була не ближче 20 см від стінки ковша або від гніздового блока шибера або стопора.
4. Спосіб за п. 1, який відрізняється тим, що продування в дрібнобульбашкових режимах комбіновано різними газами застосовується в комплексі - в печі і в ковші послідовно, при цьому під час випуску металу із печі продування продовжується до останньої хвилини зливу металу із печі, а у ковші продування включається при заповненні на 1/4 його висоти рідким металом.
5. Спосіб за п. 2, який відрізняється тим, що продування в дуговій печі плавно включається при завершенні пропалювання колодязів в шихті; під час окислювального періоду в печі продування може здійснюватися з використанням інертного або нейтрального, або відновного, або окислювального газів з інтенсивністю 30-200 л/хв.; під час відновного періоду до закінчення випуску металу з печі в ківш продування здійснюється інертним газом з його витратою 70-150 літрів на тонну рідкого металу.
6. Спосіб за п. 3, який відрізняється тим, що у ковші продування поступово виводиться на розрахункові режими: з метою гомогенізації розплаву в ковші необхідно 3-5 хвилин дрібнобульбашкового продування; для видалення неметалічних включень різного хімічного складу тривалість дрібнобульбашкового продування 7-12 хвилин; з метою дегазації тривалість дрібнобульбашкового продування в ковші складає 15-30 хвилин; при розливанні металу продування в ковші продовжується.
Текст
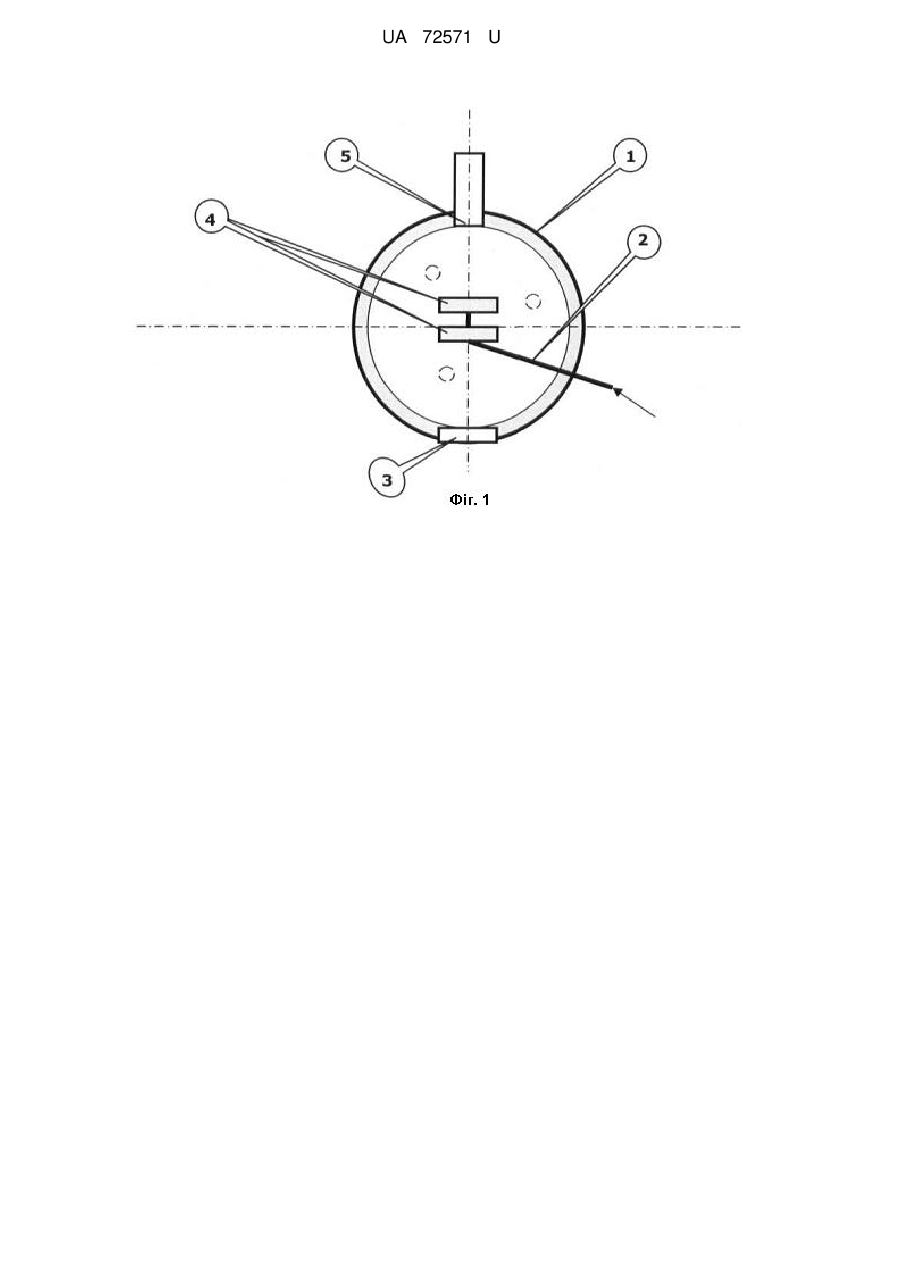
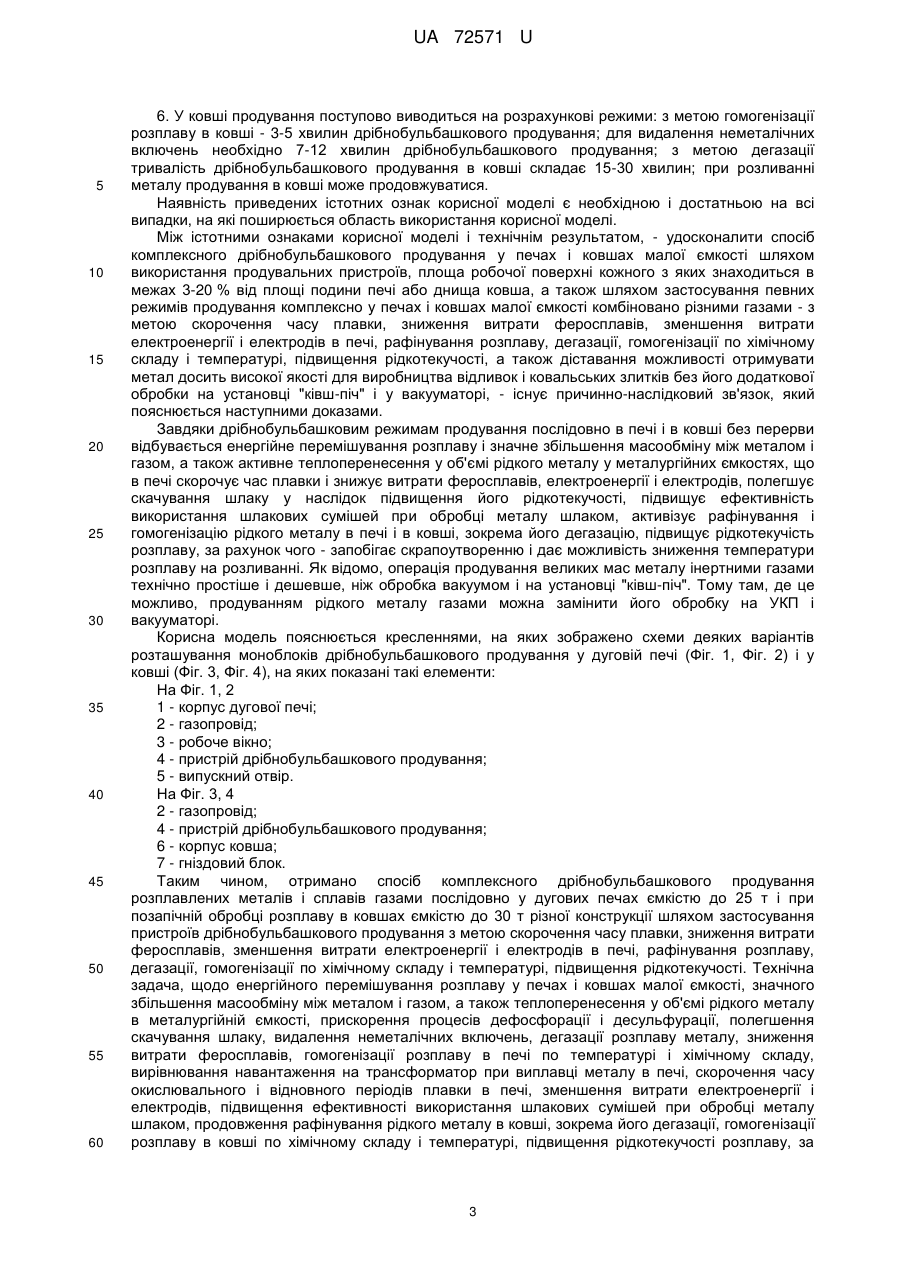
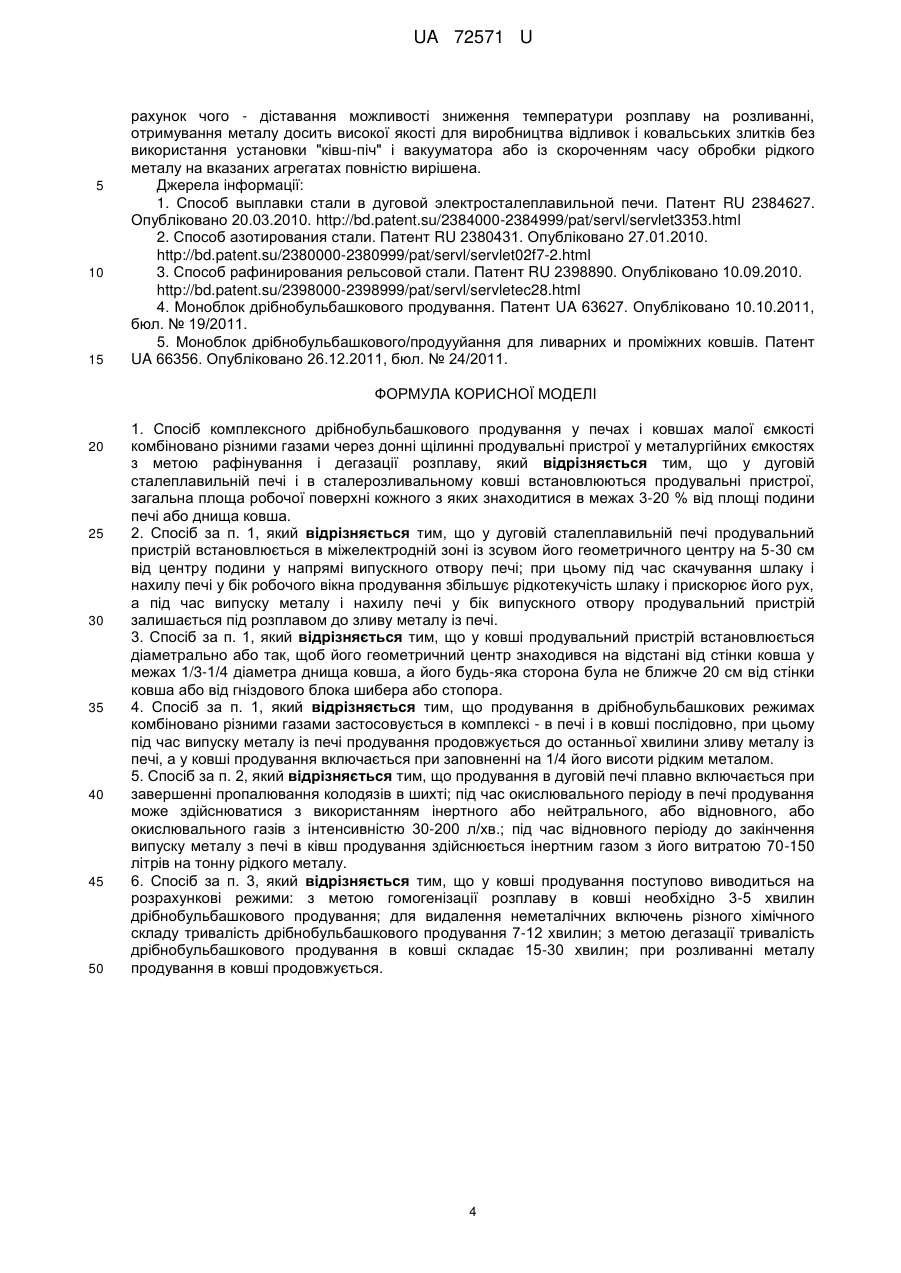
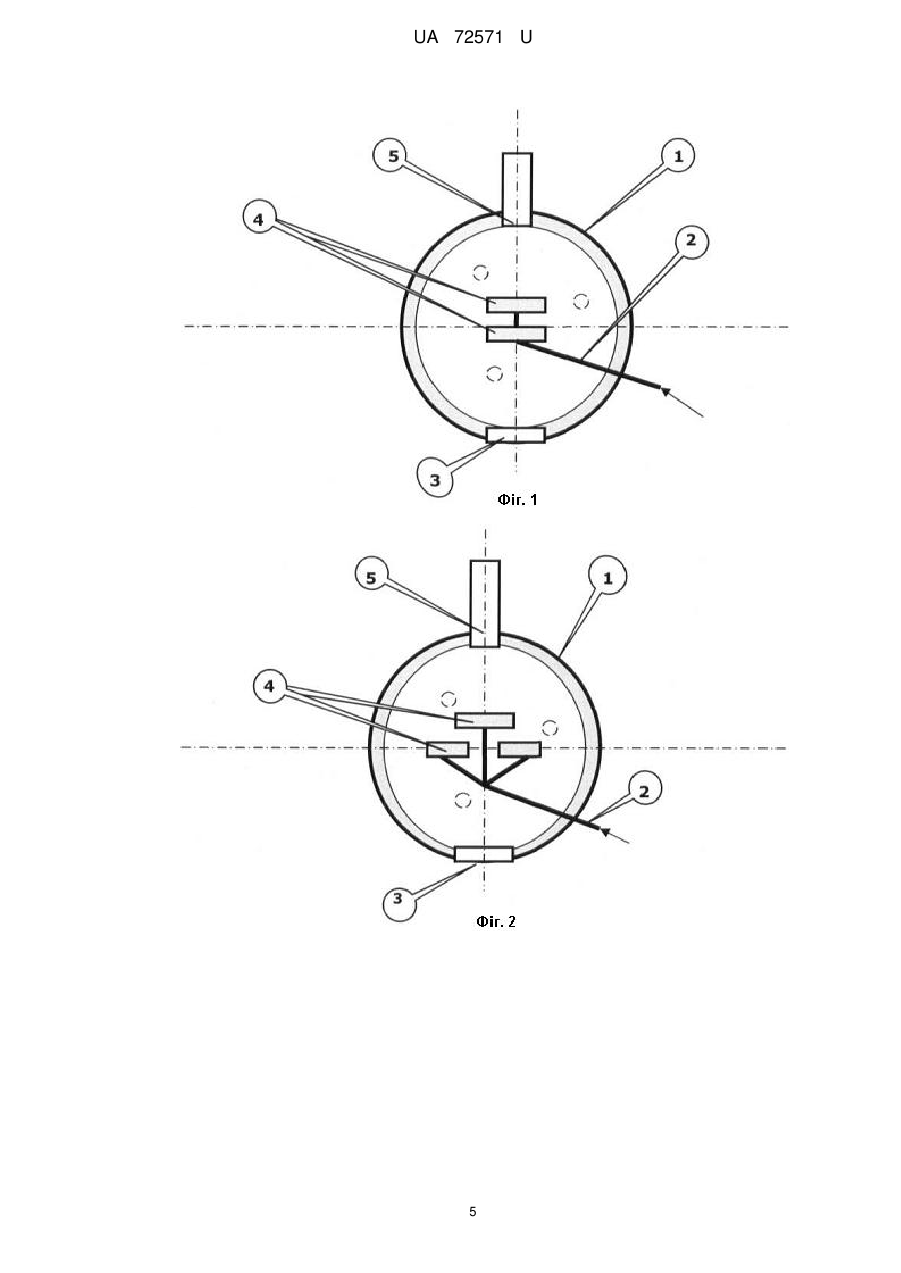
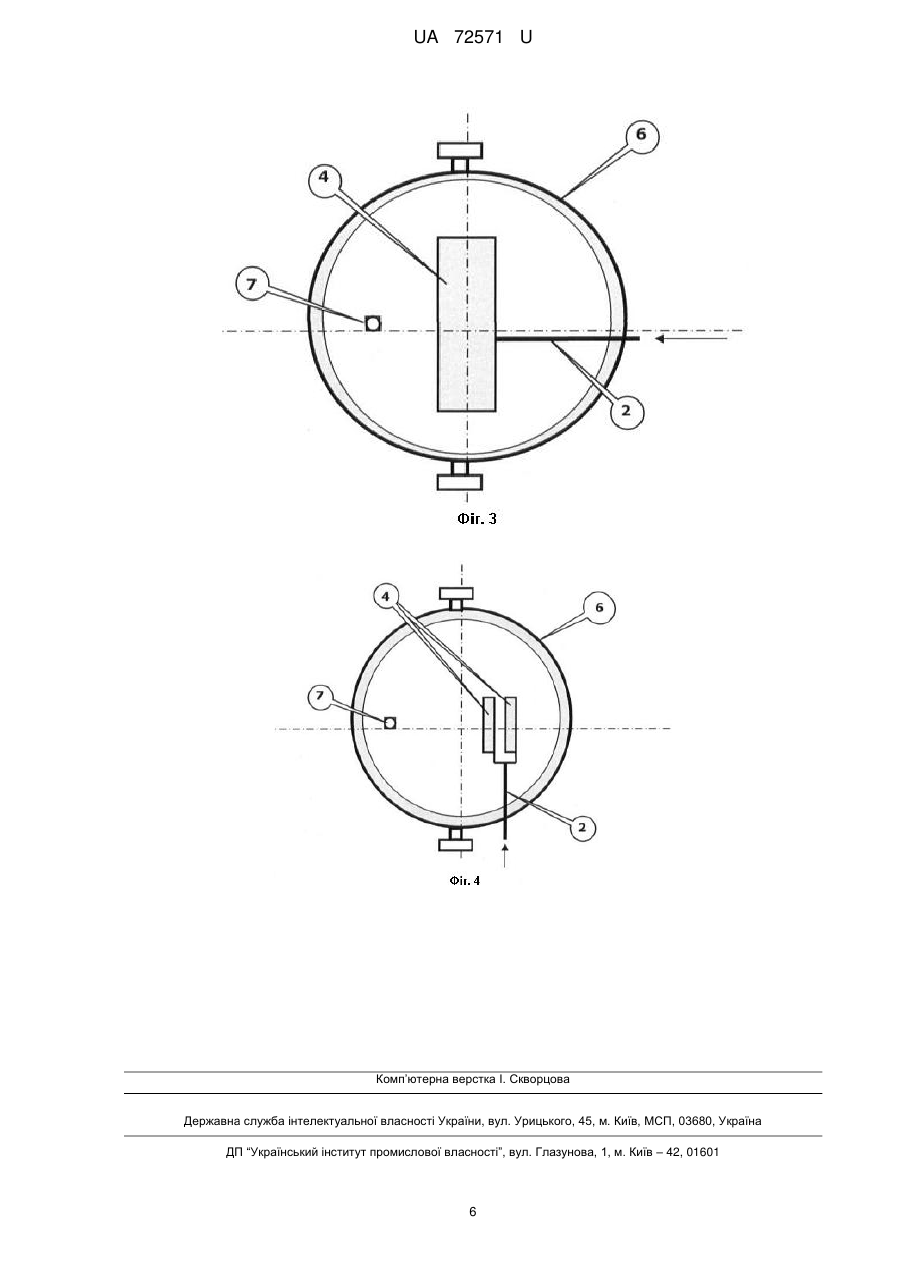
Реферат: Спосіб комплексного дрібнобульбашкового продування у печах і ковшах малої ємкості комбіновано різними газами через донні щілинні продувальні пристрої у металургійних ємкостях з метою рафінування і дегазації розплаву, причому у дуговій сталеплавильній печі і в сталерозливальному ковші як продувальні пристрої встановлюються моноблоки дрібнобульбашкового продування, конструкції яких заявлені в ПУ № 63627 і № 66356, і передбачають монтаж необхідної кількості моноблоків дрібнобульбашкового продування, залежно від розрахунку відношення між загальною площею робочої поверхні продувального пристрою у зборі і параметрами металургійної ємкості, яке може знаходитися в межах 3-20 %. UA 72571 U (12) UA 72571 U UA 72571 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії, а саме до обробки розплавлених металів і сплавів газами у дугових печах ємкістю до 25 т і при позапічній обробці розплаву в ковшах ємкістю до 30 т різної конструкції з метою скорочення часу плавки, зниження витрати феросплавів, зменшення витрати електроенергії і електродів в печі, рафінування розплаву, дегазації, гомогенізації по хімічному складу і температурі, підвищення рідкотекучості, а також діставання можливості отримувати метал досить високої якості для виробництва відливок і ковальських злитків без його додаткової обробки на установці "ківш-піч" і у вакууматорі. В даний час часто застосовується донне продування різними газами розплаву металу через пористі пробки при виплавці металу в дугових печах ємкістю від 25 до 150 тонн, на установках "ківш-піч" і при вакуумуванні з метою рафінування від неметалічних включень і дегазації. Проте в металургійних ємкостях менше 25 тонн організація такого продування вельми складна. Також вельми складно при таких робочих об'ємах взагалі використання установок "ківш-піч" і вакууматоров. Відомий "Спосіб виплавки сталі в дуговій електросталеплавильній печі"[1], вибраний як перший аналог, що полягає, зокрема, в продуванні в дуговій печі металу аргоном через донні пробки з метою скорочення тривалості плавки, зниження витрати феросплавів, зменшення витрати електроенергії і електродів. Проте після випуску з печі метал доводиться на агрегатах позапічної обробки сталі - в УКП і вакууматорі, що можна вважати істотним недоліком, оскільки ускладнюється технологічний процес здобуття якісної продукції і при цьому збільшуються витрата часу і ресурсів. Другим істотним недоліком є те, що при використанні продувальних пробок (фурм) забезпечується лише локальна дія на розплав металу, тому що, по-перше, відношення робочої поверхні встановлених пробок до площі подини печі або днища ковша занадто мале і, по-друге, оскільки при збільшенні витрати газу через пробку бульбашки збільшуються і зливаються між собою, режим продування переходить в великобульбашковий і струминний - газ проходить через рідкий метал з малим ефектом унаслідок слаборозвиненого масообміну в системі "газ-метал". Відомий "Спосіб азотування сталі"[2], що - з метою рафінування розплаву і його дегазації включає вакуумування сталі в ковші з одночасним продуванням газом через щілинні донні пористі фурми (пробки), якому властиві такі ж істотні недоліки, як і у вищезгаданого способу з тією різницею, що продування здійснюється не в печі, а в ковші, і додатково в тому, що вакуумування неможливе в стопорному ковші, у разі потреби, що на практиці часто долається додатковим переливом металу з шиберного ковша в ливарний стопорний перед розливкою з неминучим зниженням якості виливок. Цей спосіб вибраний як другий аналог. Відомий "Спосіб рафінування рейкової сталі" [3], що включає дугове підігрівання металу з продуванням через пористі донні фурми комбіновано азотом і аргоном, продування розплаву інертним газом через пористі донні фурми на агрегаті "ківш-піч" і потім на вакууматорі азотом через пористі донні фурми, після чого сталь продувають азотом з подальшим продуванням аргоном. Цей спосіб має наступні істотні недоліки: - На всіх етапах виплавки металу і його позапічної обробки як продувальні пристрої застосовуються донні пористі пробки (фурми), які забезпечують локальну дію на розплав металу і слаборозвинений масообмін в системі "газ-метал". - У дугових печах або в ковшах ємкістю до 12 т монтаж таких пробок (фурм) вельми проблематичний або неможливий. - Після випуску з печі метал доводиться на агрегатах позапічної обробки сталі -УКП, вакууматорі і ще після вакууматора, що значно ускладнює процес здобуття якісної продукції і збільшує виробничі витрати. - Обробка розплаву на установці "ківш-піч" і вакууматорі неможливе в стопорному ковші, що ускладнює технологічний цикл на деяких машинобудівних підприємствах. Цей спосіб вибраний як прототип. Бажаними технічними результатами корисної моделі є: - енергійне перемішування розплаву у печах і ковшах малої ємкості; - значне збільшення масообміну між металом і газом, а також теплопереносу у об'ємі рідкого металу в металургійній ємкості; - прискорення процесів дефосфорації і десульфурації в печі; - полегшення скачування шлаку; видалення неметалічних включень в печі; - дегазація розплаву металу в печі; зниження витрати феросплавів; - гомогенізація розплаву в печі по температурі і хімічному складу; - вирівнювання навантаження на трансформатор при виплавці металу в печі; - скорочення часу окислювального і відновного періодів плавки в печі; 1 UA 72571 U 5 10 15 20 25 30 35 40 45 50 55 - зменшення витрати електроенергії і електродів; - підвищення ефективності використання шлакових сумішей при обробці металу шлаком; - продовження рафінування рідкого металу в ковші, зокрема його дегазація; гомогенізація розплаву в ковші по хімічному складу і температурі; - підвищення рідкотекучості розплаву, за рахунок чого - запобігання скрапоутворення і діставання можливості зниження температури розплаву на розливанні; - отримування металу досить високої якості для виробництва відливок і ковальських злитків без використання установки "ківш-піч" і вакууматора або із скороченням часу обробки на вказаних агрегатах. Результат досягається тим, що: - у дуговій сталеплавильній печі і в сталерозливальному ковші встановлюються продувальні пристрої, площа робочої поверхні кожного з яких знаходиться в межах 3-20 % від площі подини печі або днища ковша; - у дуговій сталеплавильній печі продувальний пристрій встановлюється в міжелектродній зоні із зсувом його геометричного центру на 5-30 см від центру подини у напрямі випускного отвору печі; при цьому під час скачування шлаку і нахилу печі у бік робочого вікна продування збільшує рідкотекучість шлаку і прискорює його рух, а під час випуску металу і нахилу печі у бік випускного отвору продувальний пристрій залишається під розплавом і продування продовжується до останньої хвилини зливу металу із печі. - у ковші продувальний пристрій встановлюється діаметрально або так, щоб його геометричний центр знаходився на відстані від стінки ковша у межах 1/3-1/4 діаметра днища ковша, а його будь-яка сторона була не ближче 20 см від стінки ковша або від гніздового блока шибера або стопора; - продування в дрібнобульбашкових режимах комбіновано різними газами застосовується в комплексі - в печі і в ковші послідовно: продування в дуговій печі плавно вмикається при завершенні пропалювання колодязів в шихті; під час окислювального періоду в печі продування може здійснюватися з використанням інертного або нейтрального, або відновного, або окислювального газів з інтенсивністю 30-200 л/хв.; під час відновного періоду до повного закінчення випуску металу з печі в ківш продування здійснюється інертним газом з його витратою 70-150 л на тонну рідкого металу; у ковші продування плавно вмикається при заповненні на 1/4 його висоти рідким металом і поступово виводиться на розрахункові режими; з метою гомогенізації розплаву в ковші - 3-5 хвилин дрібнобульбашкового продування; для видалення неметалічних включень необхідно 7-12 хвилин дрібнобульбашкового продування; з метою дегазації тривалість дрібнобульбашкового продування в ковші складає 15-30 хвилин, причому при розливанні металу продування в ковші може продовжуватися. Істотними загальними з прототипом ознаками способу є: - застосування продування розплаву металу комбіновано різними газами через донні щілинні продувальні пристрої у металургійних ємкостях з метою рафінування і дегазації розплаву. Істотними відмітними ознаками способу, що заявляється, є: 1. У дуговій сталеплавильній печі і в сталерозливальному ковші встановлюються продувальні пристрої, загальна площа робочої поверхні кожного з яких знаходитися в межах 320 % від площі подини печі або днища ковша. 2. У дуговій сталеплавильній печі продувальний пристрій встановлюється в міжелектродній зоні із зсувом його геометричного центру на 5-30 см від центру подини у напрямі випускного отвору печі. 3. У ковші продувальний пристрій встановлюється діаметрально або так, щоб його геометричний центр знаходився на відстані від стінки ковша у межах 1/3-1/4 діаметрі днища ковша, а його будь-яка сторона була не ближче 20 см від стінки ковша або від гніздового блока шибера або стопора. 4. Продування в дрібнобульбашкових режимах комбіновано різними газами застосовується в комплексі - в печі і в ковші послідовно, при цьому під час випуску металу із печі продування продовжується до останньої хвилини зливу металу із печі, а у ковші продування плавно вмикається при заповненні на 1/4 його висоти рідким металом. 5. Продування в дуговій печі плавно вмикається при завершенні пропалювання колодязів в шихті; під час окислювального періоду в печі продування може здійснюватися з використанням інертного або нейтрального, або відновного, або окислювального газів з інтенсивністю 30-200 л/хв.; під час відновного періоду до повного закінчення випуску металу з печі в ківш продування здійснюється інертним газом з його витратою 70-150 л на тонну рідкого металу. 2 UA 72571 U 5 10 15 20 25 30 35 40 45 50 55 60 6. У ковші продування поступово виводиться на розрахункові режими: з метою гомогенізації розплаву в ковші - 3-5 хвилин дрібнобульбашкового продування; для видалення неметалічних включень необхідно 7-12 хвилин дрібнобульбашкового продування; з метою дегазації тривалість дрібнобульбашкового продування в ковші складає 15-30 хвилин; при розливанні металу продування в ковші може продовжуватися. Наявність приведених істотних ознак корисної моделі є необхідною і достатньою на всі випадки, на які поширюється область використання корисної моделі. Між істотними ознаками корисної моделі і технічнім результатом, - удосконалити спосіб комплексного дрібнобульбашкового продування у печах і ковшах малої ємкості шляхом використання продувальних пристроїв, площа робочої поверхні кожного з яких знаходиться в межах 3-20 % від площі подини печі або днища ковша, а також шляхом застосування певних режимів продування комплексно у печах і ковшах малої ємкості комбіновано різними газами - з метою скорочення часу плавки, зниження витрати феросплавів, зменшення витрати електроенергії і електродів в печі, рафінування розплаву, дегазації, гомогенізації по хімічному складу і температурі, підвищення рідкотекучості, а також діставання можливості отримувати метал досить високої якості для виробництва відливок і ковальських злитків без його додаткової обробки на установці "ківш-піч" і у вакууматорі, - існує причинно-наслідковий зв'язок, який пояснюється наступними доказами. Завдяки дрібнобульбашковим режимам продування послідовно в печі і в ковші без перерви відбувається енергійне перемішування розплаву і значне збільшення масообміну між металом і газом, а також активне теплоперенесення у об'ємі рідкого металу у металургійних ємкостях, що в печі скорочує час плавки і знижує витрати феросплавів, електроенергії і електродів, полегшує скачування шлаку у наслідок підвищення його рідкотекучості, підвищує ефективність використання шлакових сумішей при обробці металу шлаком, активізує рафінування і гомогенізацію рідкого металу в печі і в ковші, зокрема його дегазацію, підвищує рідкотекучість розплаву, за рахунок чого - запобігає скрапоутворенню і дає можливість зниження температури розплаву на розливанні. Як відомо, операція продування великих мас металу інертними газами технічно простіше і дешевше, ніж обробка вакуумом і на установці "ківш-піч". Тому там, де це можливо, продуванням рідкого металу газами можна замінити його обробку на УКП і вакууматорі. Корисна модель пояснюється кресленнями, на яких зображено схеми деяких варіантів розташування моноблоків дрібнобульбашкового продування у дуговій печі (Фіг. 1, Фіг. 2) і у ковші (Фіг. 3, Фіг. 4), на яких показані такі елементи: На Фіг. 1, 2 1 - корпус дугової печі; 2 - газопровід; 3 - робоче вікно; 4 - пристрій дрібнобульбашкового продування; 5 - випускний отвір. На Фіг. 3, 4 2 - газопровід; 4 - пристрій дрібнобульбашкового продування; 6 - корпус ковша; 7 - гніздовий блок. Таким чином, отримано спосіб комплексного дрібнобульбашкового продування розплавлених металів і сплавів газами послідовно у дугових печах ємкістю до 25 т і при позапічній обробці розплаву в ковшах ємкістю до 30 т різної конструкції шляхом застосування пристроїв дрібнобульбашкового продування з метою скорочення часу плавки, зниження витрати феросплавів, зменшення витрати електроенергії і електродів в печі, рафінування розплаву, дегазації, гомогенізації по хімічному складу і температурі, підвищення рідкотекучості. Технічна задача, щодо енергійного перемішування розплаву у печах і ковшах малої ємкості, значного збільшення масообміну між металом і газом, а також теплоперенесення у об'ємі рідкого металу в металургійній ємкості, прискорення процесів дефосфорації і десульфурації, полегшення скачування шлаку, видалення неметалічних включень, дегазації розплаву металу, зниження витрати феросплавів, гомогенізації розплаву в печі по температурі і хімічному складу, вирівнювання навантаження на трансформатор при виплавці металу в печі, скорочення часу окислювального і відновного періодів плавки в печі, зменшення витрати електроенергії і електродів, підвищення ефективності використання шлакових сумішей при обробці металу шлаком, продовження рафінування рідкого металу в ковші, зокрема його дегазації, гомогенізації розплаву в ковші по хімічному складу і температурі, підвищення рідкотекучості розплаву, за 3 UA 72571 U 5 10 15 рахунок чого - діставання можливості зниження температури розплаву на розливанні, отримування металу досить високої якості для виробництва відливок і ковальських злитків без використання установки "ківш-піч" і вакууматора або із скороченням часу обробки рідкого металу на вказаних агрегатах повністю вирішена. Джерела інформації: 1. Способ выплавки стали в дуговой электросталеплавильной печи. Патент RU 2384627. Опубліковано 20.03.2010. http://bd.patent.su/2384000-2384999/pat/servl/servlet3353.html 2. Способ азотирования стали. Патент RU 2380431. Опубліковано 27.01.2010. http://bd.patent.su/2380000-2380999/pat/servl/servlet02f7-2.html 3. Способ рафинирования рельсовой стали. Патент RU 2398890. Опубліковано 10.09.2010. http://bd.patent.su/2398000-2398999/pat/servl/servletec28.html 4. Моноблок дрібнобульбашкового продування. Патент UA 63627. Опубліковано 10.10.2011, бюл. № 19/2011. 5. Моноблок дрібнобульбашкового/продууйання для ливарних и проміжних ковшів. Патент UA 66356. Опубліковано 26.12.2011, бюл. № 24/2011. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 35 40 45 50 1. Спосіб комплексного дрібнобульбашкового продування у печах і ковшах малої ємкості комбіновано різними газами через донні щілинні продувальні пристрої у металургійних ємкостях з метою рафінування і дегазації розплаву, який відрізняється тим, що у дуговій сталеплавильній печі і в сталерозливальному ковші встановлюються продувальні пристрої, загальна площа робочої поверхні кожного з яких знаходитися в межах 3-20 % від площі подини печі або днища ковша. 2. Спосіб за п. 1, який відрізняється тим, що у дуговій сталеплавильній печі продувальний пристрій встановлюється в міжелектродній зоні із зсувом його геометричного центру на 5-30 см від центру подини у напрямі випускного отвору печі; при цьому під час скачування шлаку і нахилу печі у бік робочого вікна продування збільшує рідкотекучість шлаку і прискорює його рух, а під час випуску металу і нахилу печі у бік випускного отвору продувальний пристрій залишається під розплавом до зливу металу із печі. 3. Спосіб за п. 1, який відрізняється тим, що у ковші продувальний пристрій встановлюється діаметрально або так, щоб його геометричний центр знаходився на відстані від стінки ковша у межах 1/3-1/4 діаметра днища ковша, а його будь-яка сторона була не ближче 20 см від стінки ковша або від гніздового блока шибера або стопора. 4. Спосіб за п. 1, який відрізняється тим, що продування в дрібнобульбашкових режимах комбіновано різними газами застосовується в комплексі - в печі і в ковші послідовно, при цьому під час випуску металу із печі продування продовжується до останньої хвилини зливу металу із печі, а у ковші продування включається при заповненні на 1/4 його висоти рідким металом. 5. Спосіб за п. 2, який відрізняється тим, що продування в дуговій печі плавно включається при завершенні пропалювання колодязів в шихті; під час окислювального періоду в печі продування може здійснюватися з використанням інертного або нейтрального, або відновного, або окислювального газів з інтенсивністю 30-200 л/хв.; під час відновного періоду до закінчення випуску металу з печі в ківш продування здійснюється інертним газом з його витратою 70-150 літрів на тонну рідкого металу. 6. Спосіб за п. 3, який відрізняється тим, що у ковші продування поступово виводиться на розрахункові режими: з метою гомогенізації розплаву в ковші необхідно 3-5 хвилин дрібнобульбашкового продування; для видалення неметалічних включень різного хімічного складу тривалість дрібнобульбашкового продування 7-12 хвилин; з метою дегазації тривалість дрібнобульбашкового продування в ковші складає 15-30 хвилин; при розливанні металу продування в ковші продовжується. 4 UA 72571 U 5 UA 72571 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for complex fine bubble blowing in furnaces and ladles of low capacity
Автори англійськоюLabintsev Oleksii Mykolaiovych, Antonov Viktor Vasyliovych
Назва патенту російськоюСпособ комплексной мелкопузырьковой продувки в печах и ковшах малой емкости
Автори російськоюЛабинцев Алексей Николаевич, Антонов Виктор Васильевич
МПК / Мітки
МПК: C22B 9/20, C22B 9/21, C22B 9/05, C21C 7/00
Мітки: ємкості, ковшах, дрібнобульбашкового, комплексного, спосіб, продування, печах, малої
Код посилання
<a href="https://ua.patents.su/8-72571-sposib-kompleksnogo-dribnobulbashkovogo-produvannya-u-pechakh-i-kovshakh-malo-ehmkosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб комплексного дрібнобульбашкового продування у печах і ковшах малої ємкості</a>
Моноблок дрібнобульбашкового продування у індукційній печі
Номер патенту: 64509
Опубліковано: 10.11.2011
Автор: Лабінцев Олексій Миколайович
МПК: B22D 41/02, C21C 7/00
Мітки: дрібнобульбашкового, печі, продування, моноблок, індукційний
Формула / Реферат:
1. Моноблок дрібнобульбашкового продування у індукційній печі з щілинними капілярами, колекторною системою і газопостачальним штуцером, який відрізняється тим, що у нижній основі своєї капілярної вогнетривкої частини має трапецеїдальний, прямокутний або дископодібний виступ, на який при збірці моноблока надівається окремо виготовлений, змащений жаростійким клеєм, вогнетривкий газорозподільний колектор.2. Моноблок за п. 1, який...
Моноблок дрібнобульбашкового продування
Номер патенту: 63627
Опубліковано: 10.10.2011
Автор: Лабінцев Олексій Миколайович
МПК: C21C 7/00, B22D 41/02
Мітки: дрібнобульбашкового, продування, моноблок
Формула / Реферат:
1. Моноблок дрібнобульбашкового продування з суцільнолитим або складеним капілярним вогнетривким шаром, який відрізняється тим, що капілярний шар має бандаж, своєю виступаючою частиною утворюючий стінки газорозподільного колектора; після укладання в колектор грануляту, до бандажа герметично приєднується донна пластина з виступами по периметру, утворюючи порожнину колектора.2. Моноблок за п. 1, який відрізняється тим, що при...
Універсальний моноблок дрібнобульбашкового продування

Номер патенту: 71798
Опубліковано: 25.07.2012
Автор: Лабінцев Олексій Миколайович
МПК: C21C 7/072, C22B 9/05
Мітки: моноблок, дрібнобульбашкового, продування, універсальний
Формула / Реферат:
1. Універсальний моноблок дрібнобульбашкового продування з суцільнолитим або складеним капілярним вогнетривким модулем, встановленим в бандаж або обойму з газорозподільним колектором або колекторною системою, з патрубком для підведення газу у своїй нижній частині з відведеннями для з'єднання з патрубками інших аналогічних моноблоків або без відведень, донна пластина колектора має виступи по периметру, який відрізняється тим, що...
Моноблок дрібнобульбашкового продування для ливарних і проміжних ковшів
Номер патенту: 66356
Опубліковано: 26.12.2011
Автори: Антонов Віктор Васильович, Лабінцев Олексій Миколайович
МПК: C21C 7/072, B22D 41/00, B22D 1/00, B22D 11/11
Мітки: проміжних, дрібнобульбашкового, ливарних, моноблок, ковшів, продування
Формула / Реферат:
1. Моноблок дрібнобульбашкового продування для ливарних і проміжних ковшів, який містить газопроникний модуль, встановлений в металеву обойму, що з'єднується з патрубком для підведення газу, який відрізняється тим, що газопроникний модуль у нижній своїй частині має внутрішню замкнуту колекторну систему з одного, двох або трьох зв'язаних між собою каналів, які заповнені газопроникним гранулятом і з'єднуються з патрубком для підведення газу,...
Спосіб утеплення чавуну в чавуновізних ковшах при випуску з доменної печі
Номер патенту: 71680
Опубліковано: 15.12.2004
Автори: Бойко Володимир Семенович, Лещенко Єгор Миколайович, Мастицький Анатолій Іванович, Гладкий Павло Анатольович, Косолап Микола Володимирович, Малімон Олександр Афанасович, Климанчук Владислав Владиславович
МПК: C21C 5/54, C21B 5/04, B22D 7/10
Мітки: чавуну, утеплення, доменної, випуску, чавуновізних, спосіб, ковшах, печі
Формула / Реферат:
Спосіб утеплення чавуна в чавуповізлих ковшах при випуску з доменної печі, що включає введення в ківш відходів виробництва вторинного алюмінію окремими порціями по 0,2-0,7 кг па топну чавуна, починаючи введення при наповненні ковша на 1/5-1/3 його висоти і закінчуючи при наповненні ковша на 1/2-3/4 його висоти, який відрізняється тим, що першу порцію відходів виробництва вторинного алюмінію вводять на жолоб доменної печі, причому витрату...
Попередній патент: Пристрій для охолодження вентиляційного повітря
Наступний патент: Відеофотоендоскопічний пристрій
Випадковий патент: Радіальне контактне ущільнення