Система автоматичного регулювання діаметру екструдованого плівкового рукава

Формула / Реферат
Система автоматического регулирования диаметра экструдируемого пленочного рукава, содержащая экструдер, кольцевую экструзионную головку с ближними и дальними относительно ее выхода измерителями перемещений точек на поверхности рукава, схему сравнения, к входам которой подключены ближние измерители и задатчик диаметра рукава, а к выходу - вход регулятора диаметра рукава с заслоночным исполнительным устройством, установленным на воздушной магистрали подачи-отвода воздуха в полость рукава, отличающаяся тем, что, с целью повышения качества пленки за счет стабилизации ширины рукава при вращении формующей головки и изменения высоты зоны затвердевания пленки, система снабжена дополнительной схемой сравнения и фильтром низких частот с устройством управления его полосой пропускания, выходы дальних измерителей подключены через фильтр низких частот к одному входу дополнительной схемы сравнения, к ее второму входу подключен выход общего для двух схем сравнения задатчика диаметра рукава, а регулятор диаметра рукава снабжен дополнительным входом, подключенным к выходу дополнительной схемы сравнения.
Текст
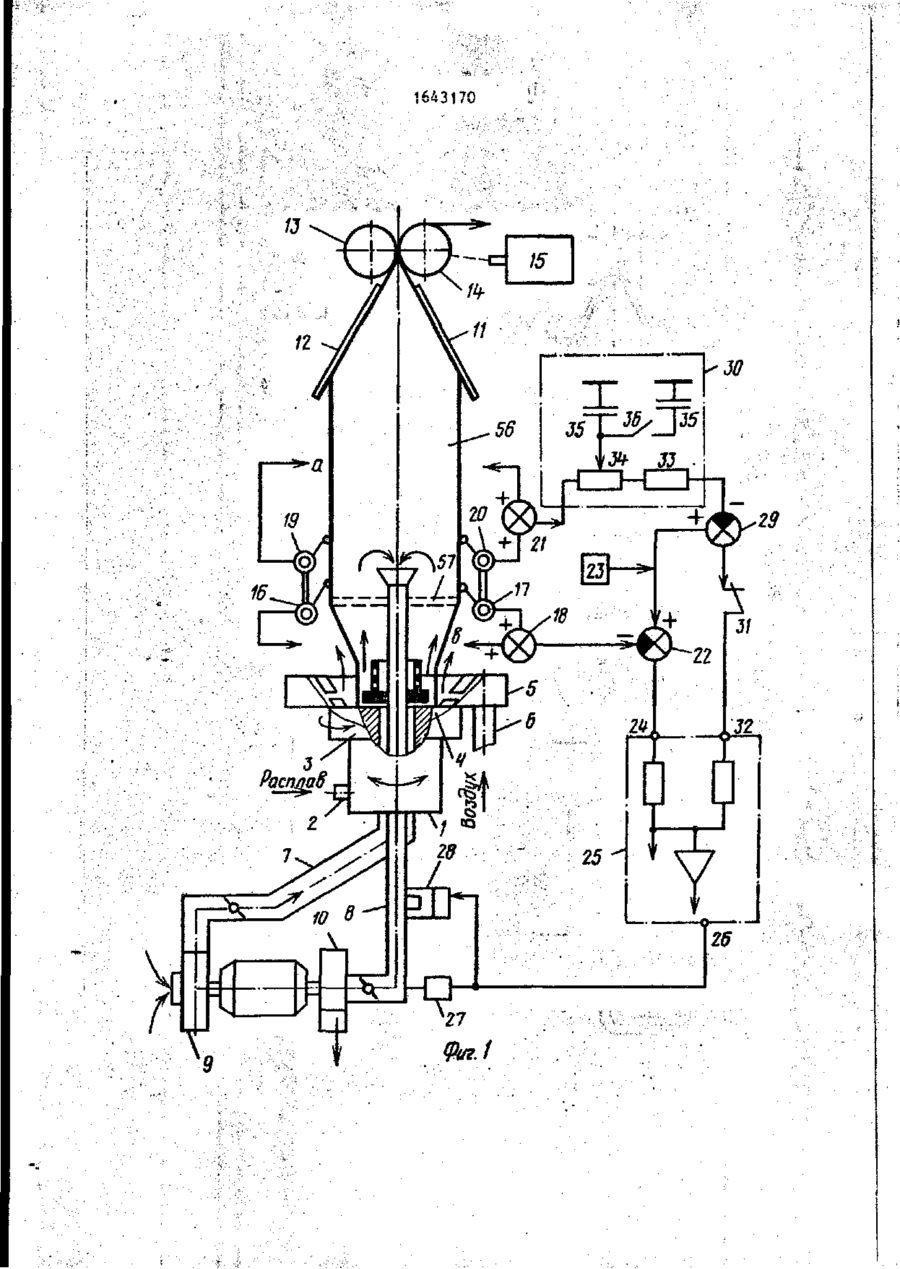
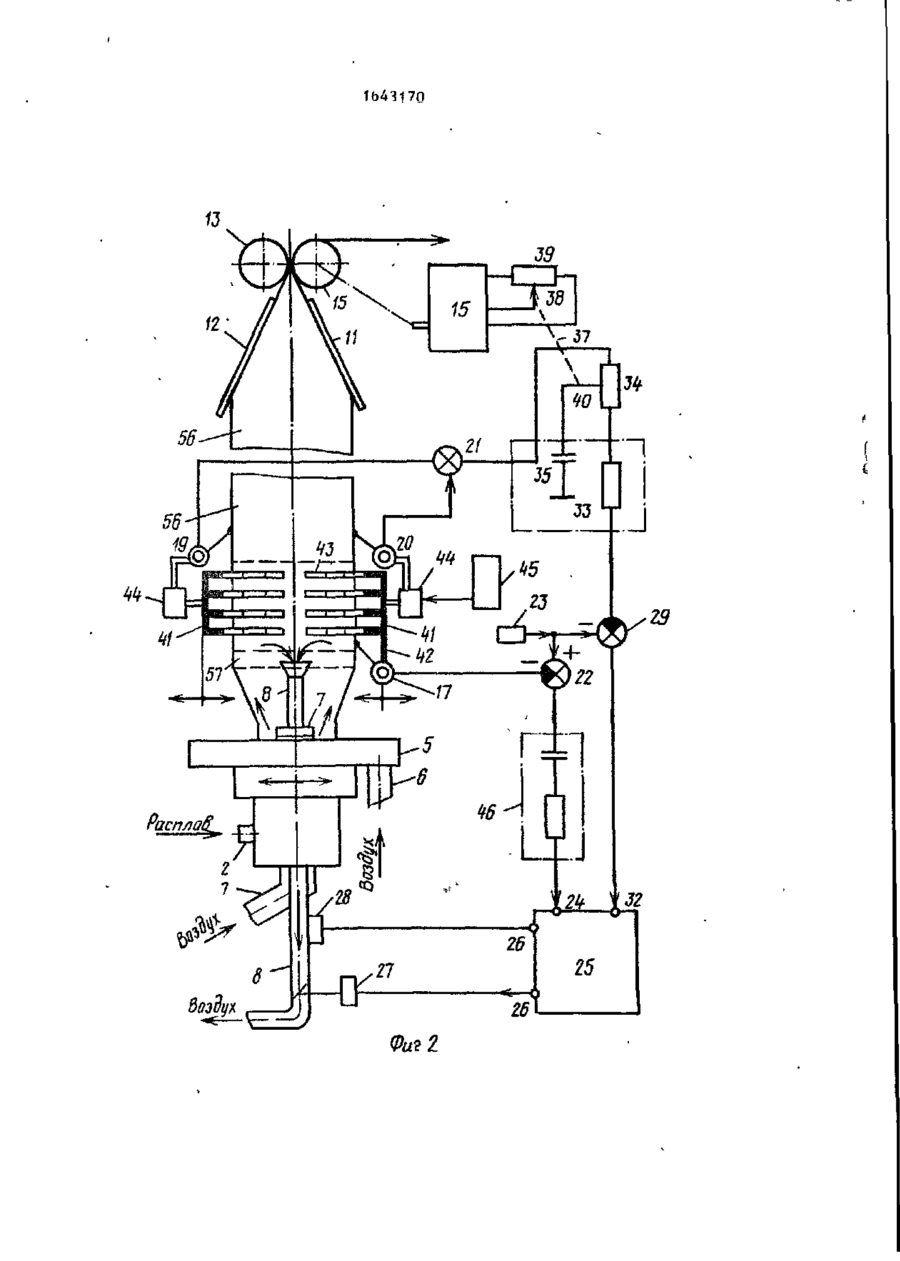
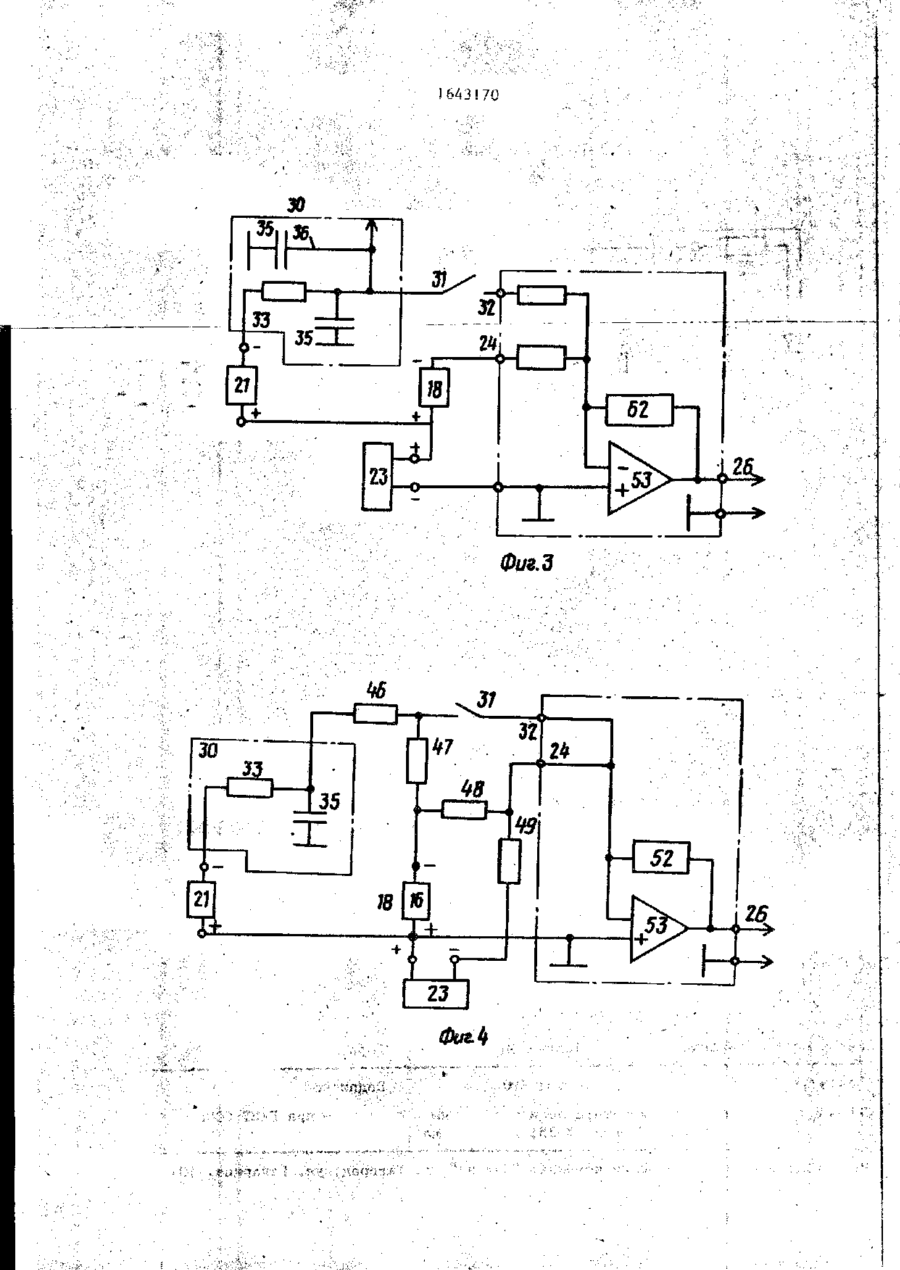
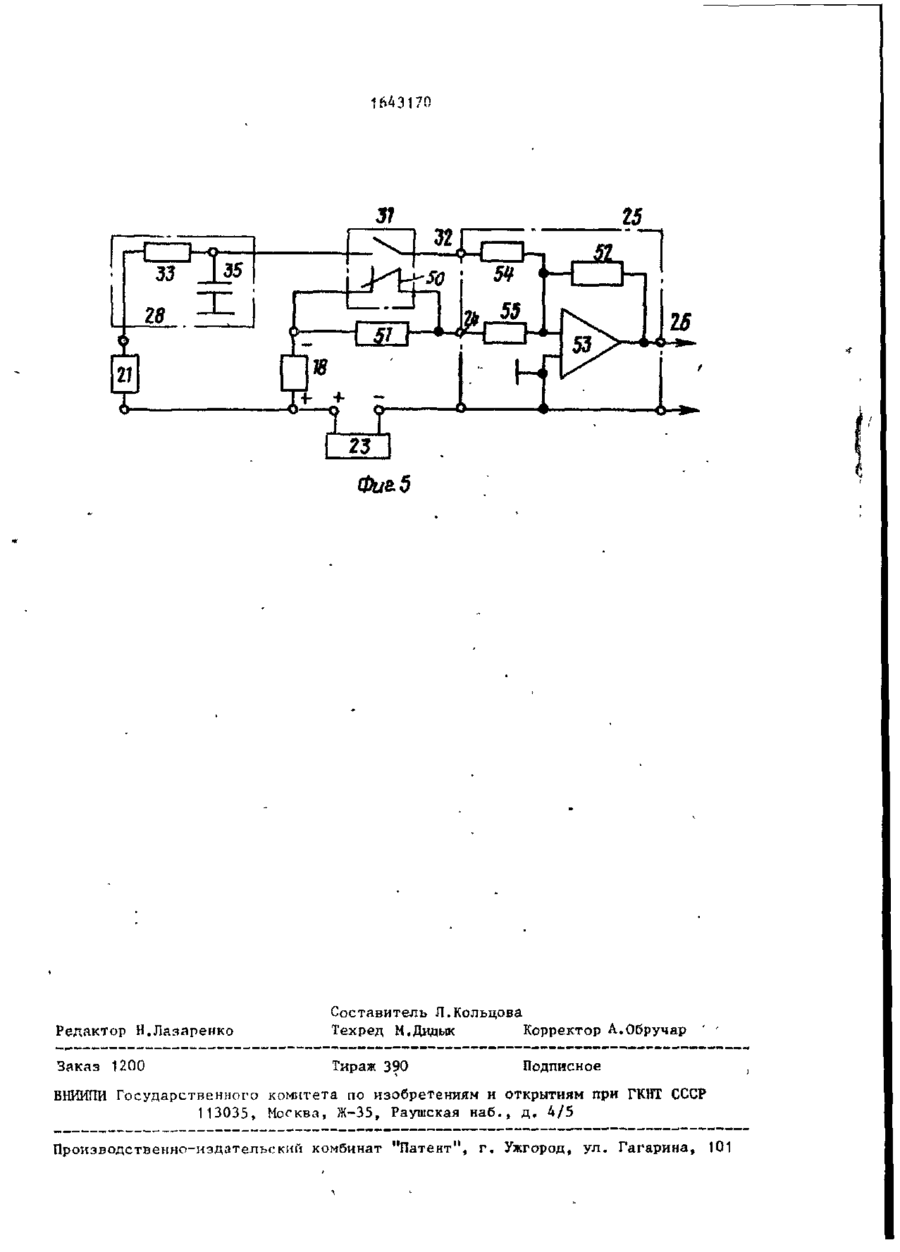
Изобретение позволяет повысить качество пленки за счет стабилизации ширины рукава при вращении формую^- Изобретение относится к области автоматического управления процессами формообразования экструдируемых полимерных изделий, в частности к управлению диаметром пленочного рукава, экструдируемого как через неподвижную, так и через вращающуюся формующие головки с двухсторонним внутренним и наружным воздушным охлаждением пленки. Цель изобретения - повышение качества пленки за счет стабилизации ширины рукава при вращении форму щей головки и изменения высоты зоны затвердевания пленки. Система содержит экструзионную головку с ближними и дальними к ее выходу измерителями перемещения точек на поверхности рукава. Ближние измерители и задатчик диаметра подключены к входу схемы сравнения. К ее выходу подсоединены вход регулятора диаметра с заслоночным устройством. Выходы дальних измерителей подключены через фильтр низких частот к одному входу дополнительной схемы сравнения. К ее другому входу подключен выход общего для двух схем сравнения задатчика диаметра рукава. Регулятор диаметра рукава дополнительным входом подключен к выходу дополнительной схемы сравнения. При работе системы осуществляется стабилизация ширины рукава даже при наличии его некруглости в поперечном сечении. 5 ил. ющей головки и изменении высоты зоны затвердевания пленки. На фиг.1 приведена общая схема системы автоматического регулирования диаметра рукава; на фиг.2 - система в составе линии, содержащей формующую, головку с двумя дальними измерителями и одним ближним измерителем, механически связанным с роликами устройства стабилизации положения рукава; на фиг.3-5 - схемы сравнения, позволяющие реализовать предлагаемую систему. 1643170 Система автоматического регулирования диаметра зкструдируемого пленочного рукава содержит экструдер (не показан), формующую головку 1 сі с входом 2 и мундштуком 3 с кольцевой' щелью к, устройство Ь внешнего воздушного охлаждения рукава с патрубком 6, нагнетающую 7 и отсасывающую 8 воздушные магистрали с вентилято1Q рами 9 и Ю . Экструдчруемый пленочный рукав с зонами расплава 11 и затвердевания_ 12, принимается складывающими 11 и 12 щеками, валками 13 и 14 тянущего устройства с приводом 15. Система содержит ближние по отношению к выходу 4 головки 1 измерители 16 и 17 перемещений точек на поверхности рукава со схемой суммирования сумматором 18 и дальние измерители 19 и 20 со схемой суммирования сумматора 21. На вход основной схемы 22 сравнения подключены выходы схемы суммирования сумматора 18 и задатчика 23 диаметра. Выход схемы 22 сравнения подключен на основной вход 24 регулятора•25 диаметра рукава, а выход 2ь регулятора 25 подключен к грубому 27 и точному 28 заслоночным исполнительным устройствам, установленным на одной из магистралей 8 подачи-отвода воздуха в полость рукава. _ 15 20 25 30 В устройство введена^дополнитель- , 5 ная схема 29 сравнения и фильтр 30 нижних частот. Дальние измерители 19 и 20 подключены через схему 2t суммирования и фильтр 30 низких частот на один до вход дополнительной схемы 29 сравнения. К второму (отрицательному) входу схемы 29 сравнения подключен выход общего для двух схем 22 и 29 сравнения задатчика 23 диаметра. 45 Выход дополнительной схемы 29 сравнения подключен через контакт выключателя 31 к дополнительному входу 32 регулятора 25 диаметра. Полоса пропускания фильтра 30 низ- 50 ких частот выбирается по условиям устойчивой работы системы. Она соизмерима с величиной -, где t - время прохождения рукавом расстояния и по вертикали между ближними 16 и 17 и дальними 19 и 20 измерителями. Для выполнения этого условия при выборе требуемой (по технологии) скорости отвода пленки (валками 13 и 14) фильтр 30 низких частот снабжен устройством управления его полосой пропускания (постоянными времени), содержащим, например, постоянный 33 и ^ переменный 34 резисторы, конденсаторы 35 и переключатель 36. В частном случае реализации системы на фиг,2 привод 15 валков 13 и 14 тянущего устройства снабжен дополнительным выходом, подключенным через функциональный преобразова- - , тель 37 с входом управления устройства управления полосой пропускания фильтра 30. На фиг.З выходом привода 15 является, например, положение движка 38 задатчика 39, а входом устройства управления полосой пропускания филь" тра является положение движка 40 потенциометра 34. Механическая связь 37 при этом реализует функциональную зависимость между положениями движков 38 и 40 резисторов 39 и 34.При этом функциональная связь 37, параметры резисторов 33,34 и 39, конденсатора 35 и схема устройства управления полосой пропускания фильтра 30 выбраны таким образом, чтобы реализовалась Лункциональная зависимость vк • v где f - полоса пропускания фильт\ ра 30; К - коэффициент пропорциональности; VT - скорость отвода пленки. Система может быть реализована (фиг.2) с использованием роликового и других устройств 41 стабилизации положения рукава. В этом случае ближний измеритель 17 механически связан через стойку 42 с роликовыми рабочими элементами 43 и 44 - приводом радиального перемещения устройства 41, а также 45 - устройством управления приводом 44, Фиг.3-5 иллюстрируют различные варианты реализации схем 22 и 29 сравнения (фиг.1). Эти схемы позволяют выключать дальние измерители 19 и 20 при помощи выключателя 31 без существенного изменения заданного значения диаметра рукава. На фиг.З основания 22 и дополнительная 29 схемы сравнения системы реализованы за счет подключения вы • » 6 16431 7П Х О Д О Р сумматоров 18 и 21 последов случае, когда контактные ролики вательно-встречно с выходом задатчика измерителей 16 и 17 находятся в зоне 23 диаметра. Свободная клемма задат57 затвердевания пленки. Заданное чика 23 соединена с общей входной значение диаметра выставляется one- 1 точкой (землей) регулятора 25, своратором при помощи задатчика 23. Есбодная выходная клемма сумматора 18 ли формующая головка 1 неподвижна, подключена на цход 24 регулятора 25. регулятора 25 с измерителями 16 и Свободная выходная клемма сумматора 17 во многих случаях оказывается 21 при этом подключена через фильтр JQ достаточно для получения высокой ста30 и выключатель 31 к дополнительнобильности ширины рукава. му входу 32 регулятора 25. Схема на При реверсивном вращении формующей фиг.Э по существу собрана по схеме головки 1 вокруг своей оси происходит сравнения выходных напряжений суммасинхронное вращение профиля разноторов 18 и 21 с напряжением задатчика 15 толщинности рукава и разложение разно23 на входах 24 и 32 регулятора 25 толщинносги при намотке пленки в рудиаметра. лоны (не показаны). На фиг.4 приведена схема сравнеНаличие разнотолщинности в попения, в которой осуществляется сравречном (перпендикулярном) сечении нение токов в резисторах 46 и 47 и 20 рукава приводит к тому, что разные в резисторах 48 и 49 на входах 24 участки рукава растягиваются с рази 32 регулятора 25, При этом резисными радиальными и осевыми удельныторы 46 и 47 реализуют схему 22 сравми усилиями. Поэтому рукав 56 в зонения, а резисторы 48 и 49 - схему не его раздува имеет некруглые по29 сравнения. 25 перечные сечения. Некруглость рукава 56 по мере удаления вверх от зоны На фиг.5 приведена схема сравне57 затвердевания уменьшается. При ния, аналогичная схеме, приведенной этом для повышения стабильности шина фиг.З, в которой дополнительный 1 рины сложенного рукава целесообразно контакт 50 выключателя 31 при выключении дальних измерителей 19 и 20 шун- 30 измерители 16 и 17 устанавливать как можно выше над зоной 57 затвертирует последовательную корректируюдевания,, однако при этом снижается щую (разделительную) RC-цепь 51, вклюбыстродействие, системы регулироваченную в контуре ближнего измеритения. Следовательно,измерители 16 ля 17, приведенного на фиг.2(гиб-' и 17 приходится устанавливать на выкая обратная связь 52 регулятора 25 35 соте, где еще имеет место значительоперационный усилитель 53 - входные ная некруглость поперечного сечения резисторы 54 и 55 регулятора 25). рукава 56. Система работает следующим образом. При включении выключателя 31 на Б формующую головку 1 через вход 40 второй вход 32 регулятора 25 поступа2 с выхода экструдера непрерывно поет разница сигналов, поступающих с ступает расплав полимера. При этом выхода сумматора 21 и задатчика 23. экструдируется рукавная заготовка При этом измерители 19 и 20 измеряиз расплава полимера, которая охлажют отклонения диаметра рукава 56 в дается воздушными потоками с внутрен- 45 поперечном сечении рукава, имеющем ней и наружной сторон, раздувается, практически форму круга, и результа"затвердевает, поднимается вверх в ты такого измерения соответствуют виде цилиндрического рукава 56 и изменениям ширины рукава 56. Для протягивается между складывающими обеспечения устойчивой работы систещеками 12 и 13 при помощи тянущих 5С мы с измерителями 19 и 20 в систему валков 13 и 14. введен фильтр 30 низких частот. Регулятор 25 диаметра с измерителяРасстояние между измерителями 16, ми 16 и 17 и заслоночными исполни17 и 19,20 по вертикали выбирается тельными устройствами 27 и 28 при разомкнутом контакте выключателя 31 55 достаточным для того, чтобы обеспечивалось круглое сечение рукава 56 обеспечивают автоматическое регулиров зоне касания к нему измерителей вание диаметра, до которого раздувает19 и 20.При этом при выборе скоросся пленочный рукав 56. Регулятор 25 ти отвода пленки тянущими валками обычно работает наиболее эффективно э 7 • 1643170 13 к 14 с приводом 15 оператор выбирает при помощи резистора 34 и переключателя 36 требуемую полосу пропускания фильтра 30 в соответствии с соотношениями,' приведенными выше. При неизменном технологическом режиме полоса пропускания фильтра 30 может оставаться неизменной. Она выбирается расчетным путем и уточняется экспериментально для каждой рабочей скорости отвода пленки. Фильтр 30 пропускает полосу низких частот суммарного сигнала измерителей 19 и 20, обеспечивает стабилизацию ширины рукава 56 при вращении формующей головки 1 и при изменении высоты зоны 57 эатверде* вания рукава 56. При этом в системе, приведенной на фиг.1, коэффициент усиления по входу 32 регулятора 25 в несколько раз выше коэффициента усиления по входу 24. При этом ширина готовой пленки определяется преимущественно дальними измерителями 19 и 20, а ближние 16 и 17 обеспечивают требуемое быстродействие системы. 8 качество выпускаемой продукции и экономию сырья за счет снижения отклонений ширины рукава при вращении формующей головки и при изменении 5 высоты зоны затвердевания пленки. Поставленная цель достигается тем» что система снабжена дополнительной схемой сравнения и фильтром нижних 10 частот, содержащим устройство управления его полосой пропускания. Ф о р м у л а (5 20 25 В системе на фиг.2 RC-цепь 46 разделяет выход схемы 22 сравнения и 30 вход 24 регулятора 35 по постоянному току. Это обеспечивает условия, при которых ширина рукава 56 определяется практически контуром регулирования с дальними измерителями 19 35 и 20. Ближний измеритель при этом имеет радиальное перемещение вместе с устройством 41 и обеспечивает быстродействие системы. Корпусы дальних измерителей 19 и 21 неподвижны. 40 Изобретение позволяет расширить область использования предлагаемой системы для линий с вращающимися экструзионными головками, а также для линий с внутренним воздушным охлаждением пленочного рукава, повысить и з о б р е т е н и я ! Система автоматического регулиро- | вания диаметра экструдируемого пленочного рукава, содержащая экструдер, кольцевую экструзионную головку с ближними и дальними относительно ее выхода измерителями перемещений точек на поверхности рукава, схему сравнения, к входам которой подключены , ближние измерители и задатчик диаметра рукава, а к выходу - вход регулятора диаметра рукава с заслоночным ; исполнительным устройством, установленным на воздушной магистрали подачиотвода воздуха в полость рукава, о т л и ч а ю щ а я с я тем, что, с целью повышения качества пленки за счет стабилизации ширины рукава при вращении формующей головки и изменения высоты зоны затвердевания пленки, ? система снабжена дополнительной схемой сравнения и фильтром низких частот с устройством управления его полосой -пропускания, выходы дальних измерителей подключены через фильтр низких частот к одному входу дополнительной схемы сравнения, к ее второму входу подключен выход общего для двух схем сравнения задатчика диаметра рукава, а регулятор диаметра рукава снабжен дополнительным входом, подключенным к выходу дополнительной схемы сравнения. 1643170 1543170 1643!70 35, 35. rCZD 33 35U: v 23 Фиг.д
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automatic control of diameter of extruded tubular sheet
Автори англійськоюZnachkovskyi Borys Mykolaiovych
Назва патенту російськоюСистема автоматического регулирования диаметра экструдированного пленочного рукава
Автори російськоюЗначковский Борис Николаевич
МПК / Мітки
МПК: B29C 47/92, B29L 23/00
Мітки: діаметру, система, плівкового, рукава, регулювання, автоматичного, екструдованого
Код посилання
<a href="https://ua.patents.su/8-7468-sistema-avtomatichnogo-regulyuvannya-diametru-ekstrudovanogo-plivkovogo-rukava.html" target="_blank" rel="follow" title="База патентів України">Система автоматичного регулювання діаметру екструдованого плівкового рукава</a>
Пристрій для автоматичного регулювання діаметру екструдованого плівкового рукава
Номер патенту: 7467
Опубліковано: 29.09.1995
Автори: Пєтухов Аркадій Дем'янович, Значковський Борис Миколайович, Осецький Юрій Михайлович, Сенатос Володимир Олексійович
МПК: B29L 23/00, B29C 55/28, B29C 47/92, B29D 24/00
Мітки: автоматичного, екструдованого, плівкового, рукава, регулювання, пристрій, діаметру
Формула / Реферат:
1. Устройство для автоматического регулирования диаметра экструдирусмого пленочного рукава, содержащее нагнетающий и отсасывающий вентиляторы с элементами управления ими, магистрали системы внутреннего воздушного осаждения пленки, измеритель и регулятор диаметра рукава с заслоночным исполнительным механизмом, установленным на одной из магистралей системы внутреннего воздушного охлаждения, отличающееся тем, что, с целью сокращения...
Система управління процесом формоутворення екструдованого плівкового рукава
Номер патенту: 5320
Опубліковано: 28.12.1994
Автори: Сенатос Володимир Олексійович, Значковський Борис Миколайович
МПК: B29L 23/00, B29C 47/92
Мітки: формоутворення, процесом, управління, система, екструдованого, плівкового, рукава
Формула / Реферат:
Система управления процессом формообразования экструдируемого пленочного рукава, содержащая экструдер, формующую головку, устройство управления диаметром рукава, стабилизирующее устройство с приводом перемещения его рабочих элементов, механически связанных с корпусом измерителя перемещений точек на поверхности рукава, и приемное устройство, отличающаяся тем, что, с целью повышения универсальности системы и качества выпускаемой продукции...
Пристрій для регулювання діаметра екструдованого плівкового рукава
Номер патенту: 5325
Опубліковано: 28.12.1994
Автори: Пєтухов Аркадій Дем'янович, Говтвян Михайло Кузьмич, Сенатос Володимир Олексійович
МПК: B29D 24/00, B29D 7/00
Мітки: рукава, плівкового, пристрій, екструдованого, регулювання, діаметра
Формула / Реферат:
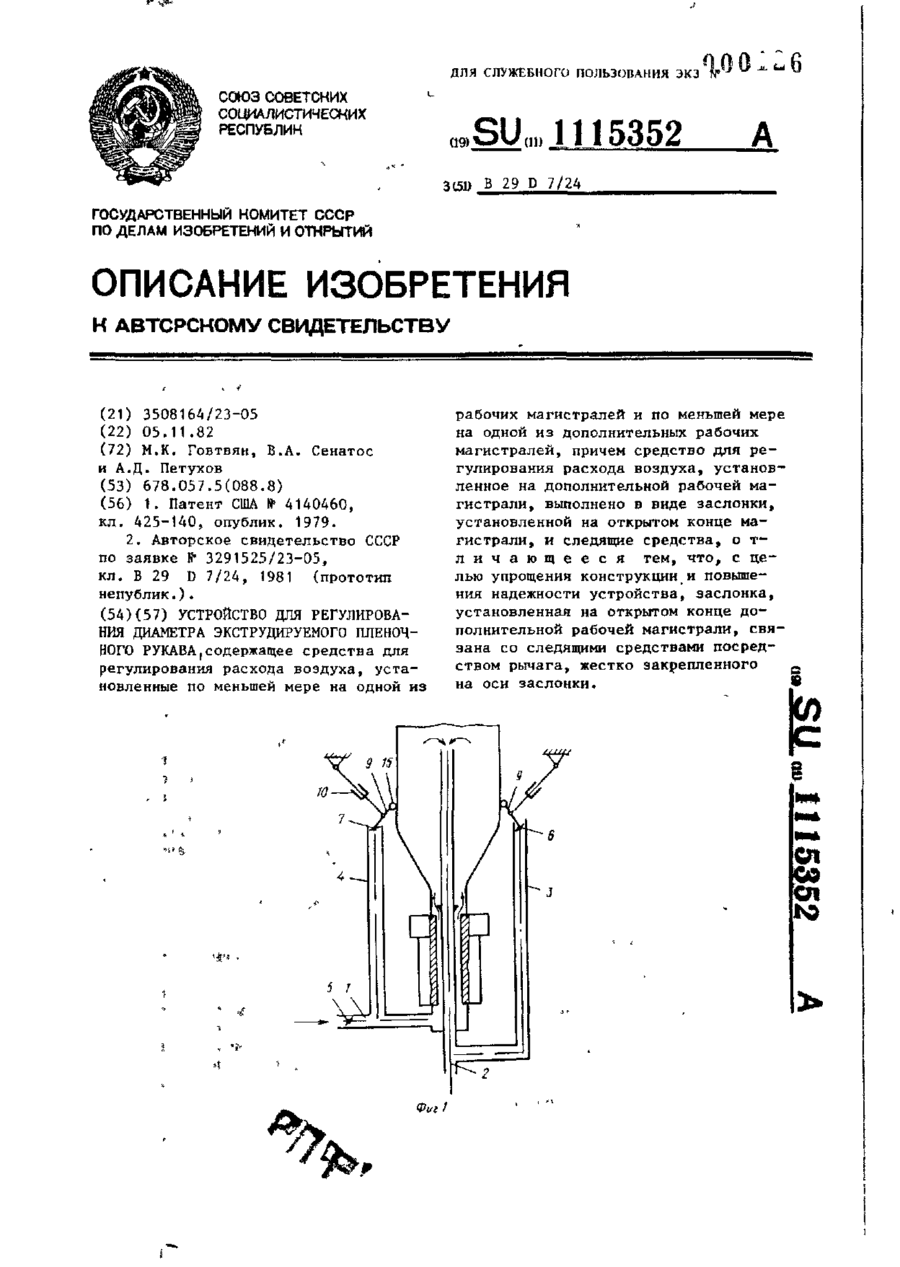
Устройство для регулирования диаметра экструдируемого пленочного рукава, содержащее средства для регулирования расхода воздуха, установленные по меньшей мере на одной из рабочих магистралей и по меньшей мере на одной из дополнительных рабочих магистралей, причем средство для регулирования расхода воздуха, установленное на дополнительной рабочей магистрали, выполнено в виде заслонки, установленной на открытом конце магистрали, и следящие...
Пристрій для регулювання діаметра плівкового рукава
Номер патенту: 5323
Опубліковано: 28.12.1994
Автори: Гоцалюк Юрій Борисович, Осецький Юрій Михайлович, Значковський Борис Миколайович
МПК: B29C 47/90, B29L 23/00, G05D 5/00
Мітки: пристрій, регулювання, рукава, діаметра, плівкового
Формула / Реферат:
1. Устройство для регулирования диаметра пленочного рукава, содержащее червячный пресс с электроприводом, сумматор, подключенные на его вход и смонтированные в зоне раздува рукава и в зоне его затвердевания соответственно основной и дополнительный датчики диаметра рукава, установленный в магистрали системы внешнего воздушного охлаждения исполнительный механизм с заслонкой, отличающееся тем, что, с целью повышения качества получаемого...
Спосіб регулювання діаметра рукава екструдованої плівки
Номер патенту: 5161
Опубліковано: 28.12.1994
Автори: Значковський Борис Миколайович, Сенатос Володимир Олексійович
МПК: B29D 7/00
Мітки: плівки, діаметра, регулювання, рукава, екструдованої, спосіб
Формула / Реферат:
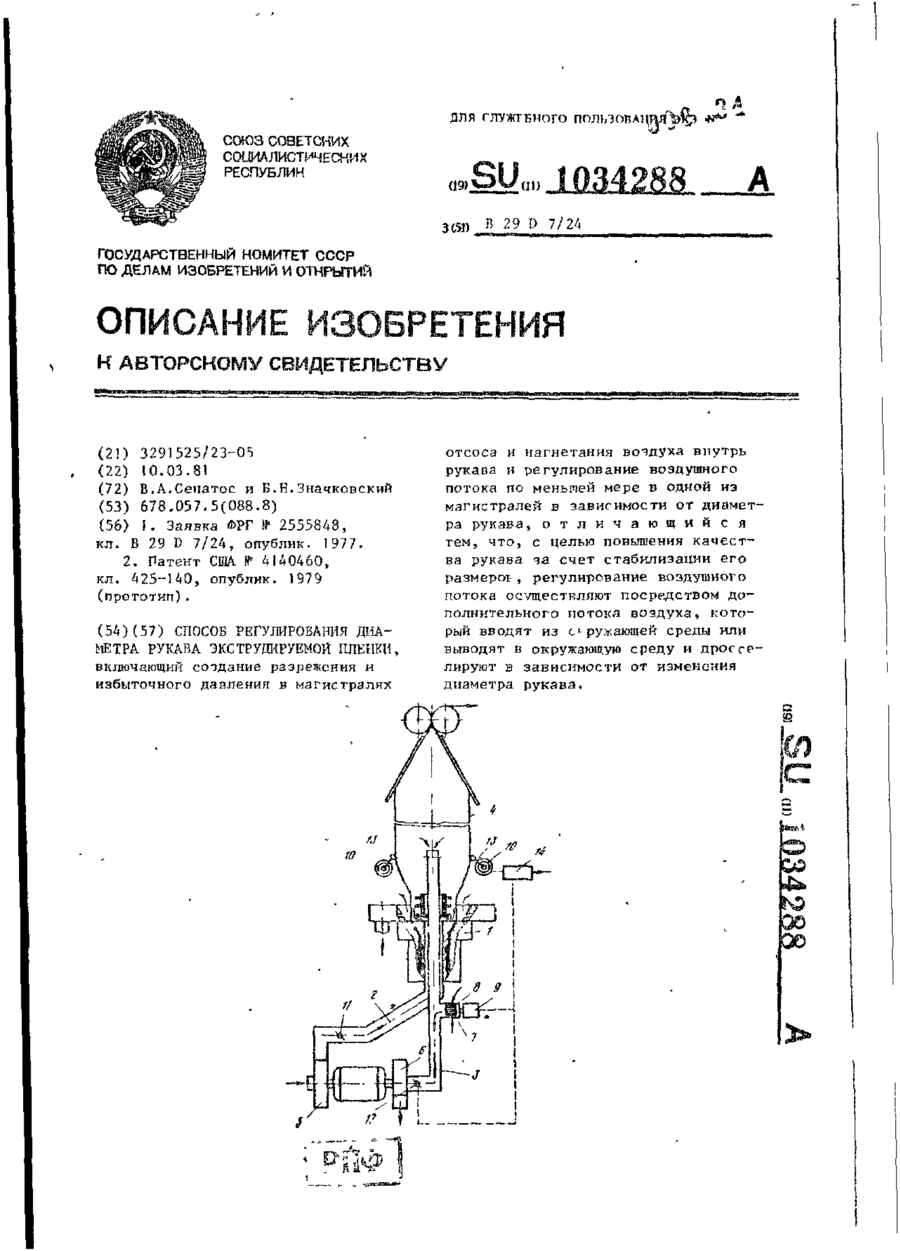
Способ регулирования диаметра рукава экструдируемой пленки, включающий создание разрежения и избыточного давления в магистралях отсоса и нагнетания воздуха внутрь рукава и регулирование воздушного потока по меньшей мере в одной из магистралей в зависимости от диаметра рукава, отличающийся тем, что, с целью повышения качества рукава за счет стабилизации его размеров, регулирование воздушного потока осуществляют посредством дополнительного...
Попередній патент: Пристрій для автоматичного регулювання діаметру екструдованого плівкового рукава
Наступний патент: Пристрій контролю параметрів ванни конвертера
Випадковий патент: Спосіб контролю процесу лазерного пробивання наскрізних отворів